
Точная сварка металла — основной способ устранения деформаций в тонкостенных деталях (толщиной 0,5 мм). Тонкостенные детали очень легко деформируются после сварки, что иногда приводит к проценту брака более 30%.
Благодаря нашей технологии сварки металла без деформаций, мы можем поддерживать деформацию на уровне не более 0,008 мм и процент брака не более 1,5% , что даже лучше, чем при использовании традиционных методов.
Традиционные методы сварки TIG и лазерной сварки не позволяют точно контролировать подвод тепла. Тепловое расширение и остаточные напряжения могут сделать невозможным сохранение первоначальных размеров.
В случае с медицинскими изделиями, например, даже один дефект/деформация в партии может стать причиной отбраковки всей партии . Поэтому мы активно занимаемся разработкой технологии сварки металлов для тонких деталей.

Краткое изложение основных ответов
Основные вопросы | Решения, исключающие искажения | Ключевые показатели данных |
Деформация, вызванная термическим расширением. | Импульсная энергия + локальный источник холода, замкнутый контур управления. | Зона термического воздействия составляет ≤0,2 мм. |
Медленное рассеивание тепла в тонких деталях. | Сегментная сварка + приспособление для принудительной теплопроводности. | Деформация составляет ≤0,008 мм . |
В цехах общего назначения не используются специальные технологические процессы. | Микроплазменная резка LS Manufacturing + цифровая компенсация. | Подходит для толщины 0,1-1,0 мм. |
Почему стоит доверять компании LS Manufacturing в вопросах прецизионной сварки металлов? Доказанный опыт сварки сверхтонких компонентов без деформации.
Конечно, при поиске компании, предоставляющей услуги сварки металла для решения проблемы деформации тонких деталей, вас больше всего волнует ее способность выполнять работу надежно и повышать качество продукции.
Партнерство с LS Manufacturing означает, что вы можете воспользоваться нашим 12-летним профессиональным опытом и легко получить доступ к отлаженным сервисным системам в медицинской, аэрокосмической и автомобильной отраслях, а также во многих других.
Кроме того, у нас за плечами более 500 проектов сотрудничества с компаниями, поэтому мы можем предоставить вам более надежные гарантии точной сварки металла, что обеспечит вам уверенность в стабильности вашего партнерства.
Нет необходимости беспокоиться о технических барьерах, препятствующих сварке сверхтонких деталей.
Команда LS Manufacturing освоила передовые технологии и может легко обрабатывать ваши сверхтонкие детали минимальной толщиной 0,08 мм, гарантируя при этом процент брака на уровне 99,7% и выше . Мы очень тщательно следим за тем, чтобы сварочные работы соответствовали стандарту AWS D17.1 .
Что делать, если вы столкнулись с проблемой деформации тонких деталей?
Например, известная компания по производству медицинского оборудования столкнулась с проблемой сварочных деформаций корпусов датчиков из нержавеющей стали толщиной 0,1 мм: первоначальная лазерная сварка вызывала усадку по окружности на 0,07 мм, а процент брака достигал 40%, что приводило к резкому росту производственных затрат.
Однако, если вы выберете LS Manufacturing, наш метод микролучевой плазменной импульсной сварки позволит эффективно снизить деформацию до 0,005 мм, что напрямую снизит процент брака до 0,3%, а это значительно уменьшит потери и повысит эффективность вашего производства.
Боитесь увеличения расходов на тестирование? Не стоит. Компания LS Manufacturing располагает полным комплектом испытательного оборудования, включая промышленные компьютерные томографы и координатно-измерительные машины Zeiss.
Каждая партия продукции проходит полный процесс проверки, чтобы гарантировать, что каждый полученный вами продукт соответствует ожидаемым требованиям и стандартам ISO 15614-2 , что избавит вас от необходимости доработки и ремонта, а также сэкономит время и трудозатраты.
Если вас беспокоят проблемы деформации при сварке тонких деталей, свяжитесь с нашими инженерами для бесплатной технической консультации и узнайте, как мы можем помочь вам снизить затраты на брак.
Что обеспечивает нулевую деформацию тонких деталей при высокоточной сварке металла?
Точный контроль подводимой тепловой энергии и быстрое рассеивание тепла имеют решающее значение для успешной сварки тонких деталей без деформаций. Используя микролучевой плазменно-дуговой нагрев с плотностью подводимой тепловой энергии 40 Дж/мм³ и регулирование температуры в импульсах длительностью в миллисекунды, колебания температуры в расплавленной ванне поддерживаются в пределах ±5℃.
Это предотвращает нагрев всей подложки и обеспечивает плоскостность после сварки на уровне 0,008 мм. Таким образом, проблемы сварки тонких деталей могут быть решены.
Низкая плотность подводимой тепловой энергии
Как правило, воздействие чрезмерного тепла при обычной сварке приводит к пластической деформации подложки. Если взять в качестве примера нержавеющую сталь толщиной 0,2 мм, то для ее расплавления обычно требуется плотность энергии около 60 Дж/мм³.
С другой стороны, наша услуга высокоточной сварки металлов позволяет контролировать нагрев на уровне 40 Дж/мм³, одновременно ограничивая увеличение тока до 0,5 А/мс, что помогает предотвратить мгновенное перерегулирование и эффективно снизить вероятность деформации.
Проще говоря, это эквивалентно «щадящему нагреву» тонких деталей, которые не требуют термической обработки . Это гарантирует прочное соединение металла без недостатка в виде деформации из-за перегрева, и, следовательно, вам не придется потом ничего корректировать.
Высокочастотная импульсная сварка значительно снижает накопление тепла.
Применение высокочастотной импульсной сварки позволяет значительно снизить тепловыделение. В частности, для нашей услуги по сварке металлов мы устанавливаем энергию каждой фазы на уровне 0,8 Дж, интервал времени между фазами на уровне 5 мс и процент перекрытия между соседними свариваемыми точками на уровне 60%.
Было установлено, что при применении этих параметров накопление тепла снижается на 72%, а повышение температуры в области 50 мм вокруг сварного шва уменьшается со 180℃ до 25℃ по сравнению со сваркой с частотой 50 Гц. Это ключевое преимущество сварки тонких металлических деталей, которое редко обсуждается.
Медные светильники с водяным охлаждением поглощают тепло.
Вклад медных светильников с водяным охлаждением в достижение нулевой деформации невозможно переоценить. Мы производим наши медные светильники, используя каналы для воды диаметром 3 мм, встроенные в медь, с расходом воды 2 л/мин и теплопроводностью 401 Вт/(мК).
При сварке металла температура контактной поверхности приспособления поддерживается в пределах 22±2℃, а температура обратной поверхности детали составляет 60℃, что позволяет эффективно предотвратить перегрев.
Если вы хотите узнать о конкретных параметрах сварки тонких деталей без деформаций, вы можете скачать наш аналитический документ и бесплатно получить более 300 наборов таблиц параметров процесса.
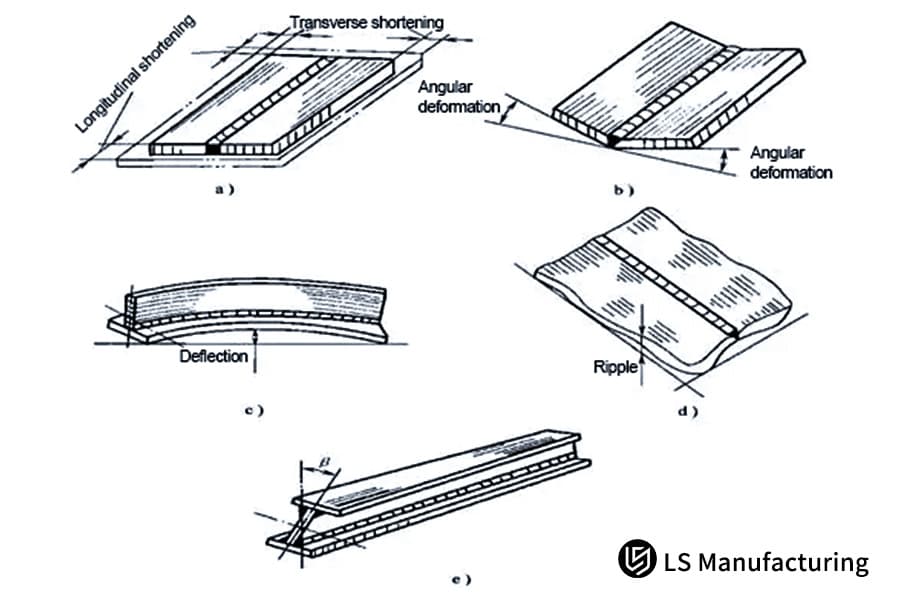
Рисунок 1: Техническая схема, иллюстрирующая различные типы деформаций при сварке металлов, такие как продольное укорочение, угловая деформация и волнистость, характерные для тонких деталей.
Как сварка металла без деформации предотвращает термическое расширение?
Тепловое расширение является основной причиной деформации сварных швов в тонких деталях. Чтобы ограничить повышение температуры в пределах 100 мм вокруг сварного шва до 15℃, мы используем сегментированную обратную сварку и локальное охлаждение жидким азотом.
Коэффициент теплового расширения составляет менее 1/20 от предела текучести материала, и после охлаждения не остается остаточной деформации растяжения, что отражает преимущества технологии сварки тонких металлических деталей.
Поэтапное охлаждение до 60℃
В случае деталей с общей длиной сварного шва 120 мм мы разделяем их на 15 частей. После сварки каждой секции машина автоматически приостанавливается на 2 секунды, после чего в течение 0,3 секунды производится распыление жидкого азота для быстрого охлаждения сварного шва до 60℃.
Когда инфракрасный датчик подтвердит достижение заданной температуры, запускается следующий сегмент. Разница температур между сегментами поддерживается на уровне 5℃ во избежание неравномерной деформации, вызванной перепадами температур.
Инфракрасное управление питанием с замкнутым контуром
Наш двухцветный инфракрасный датчик температуры, направленный на глубину 2 мм за поверхность расплавленного металла, работает на частоте 1000 Гц. Когда обнаруженная температура превышает определенный предел (например, 1100℃), блок управления снижает максимальный ток с 8 А до 6 А примерно за 10 мс, чтобы мгновенно предотвратить пиковые значения теплового расширения.
Предварительно настроенная защита от деформации в креплениях
Боковая усадка во время сварки оценивается с помощью анализа методом конечных элементов, а меры по предотвращению деформации реализуются в приспособлении путем предварительной настройки защиты от деформации. Например, при усадке 0,018 мм зажимная поверхность приспособления обрабатывается выпуклой дугой толщиной 0,02 мм.
После сварки деталь естественным образом освобождается, в результате чего окончательная измеренная плоскостность составляет всего 0,003 мм, что соответствует высоким требованиям к точности и демонстрирует преимущества технологии сварки металлов.
Количество сварных сегментов | Длина сегмента (мм) | Время паузы (с) | Время охлаждения (с) | Межсегментный температурный градиент (℃) | Окончательная плоскостность (мм) |
10 | 12 | 1.5 | 0.2 | 6 | 0,004 |
15 | 8 | 2 | 0.3 | 5 | 0,003 |
20 | 6 | 2.5 | 0,4 | 4 | 0,002 |
25 | 4.8 | 3 | 0,5 | 3 | 0,001 |
Основные проблемы сварки тонких деталей и решения в этой области?
При сварке тонких деталей заказчики обычно сталкиваются с тремя основными проблемами: прожогом, укрупнением зерен и разрушением расплавленного металла. Мы разработали ряд специальных методов для обеспечения качества сварных деталей.
Подъем дуги предотвращает прогорание.
Плотность энергии дуги определяется непрерывно на основе интегрирования напряжения и тока.
Когда плотность энергии превышает 1×10⁶ Вт/см² и длится 3 импульса, сварочная горелка автоматически поднимается на 0,1 мм, снижая плотность энергии до 8×10⁵ Вт/см² , тем самым предотвращая прогорание тонких металлических деталей. Это один из главных элементов нашей услуги высокоточной сварки металлов.
Температурный предел 1100℃ для предотвращения укрупнения зерна.
Образование шероховатости при холодной сварке ухудшает коррозионную стойкость и механические свойства металла.
В случае нержавеющей стали марки 304 толщиной 0,25 мм пиковый ток составлял 6 А при длительности импульса 1 мс. При этих настройках максимальная температура расплавленной ванны достигала 1080℃. Зона термического воздействия оставалась выше 1000℃ всего 0,18 секунды, следовательно, размер зерна соответствовал 8-му классу или выше.
Опора для подачи аргона под давлением с обратной стороны
Чтобы предотвратить обрушение расплавленной ванны, мы закачиваем аргон в герметичную полость на задней стороне заготовки. Давление очень точно регулируется нами и составляет 3 мбар (0,5 мбар) .
Это позволяет создать небольшое положительное давление на дне расплавленного бассейна, благодаря чему жидкий металл не провисает, а передняя сторона не выгибается.
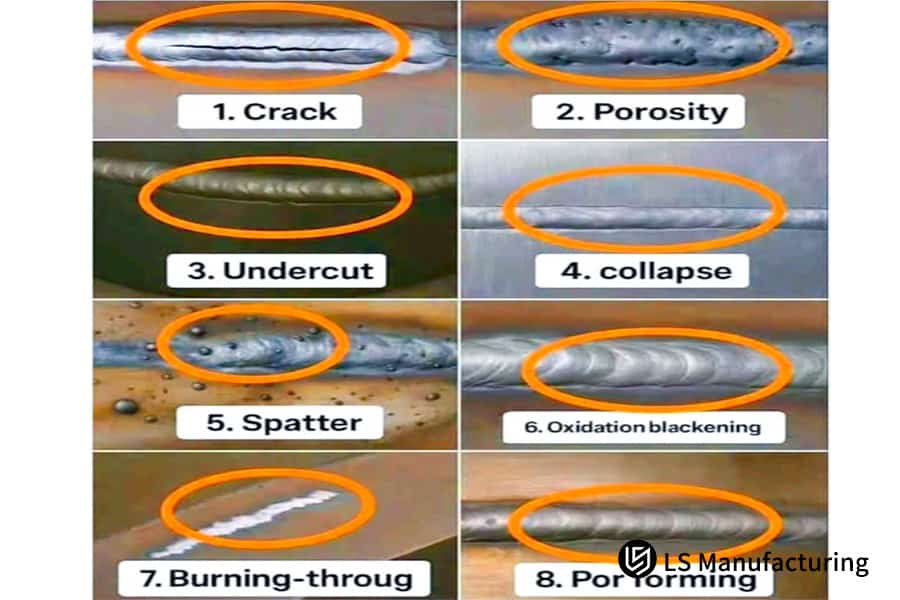
Рисунок 2: Визуальное руководство, демонстрирующее восемь распространенных дефектов сварки, включая трещины, пористость, подрез и брызги металла, с аннотациями на металлической поверхности.
Почему стоит выбрать услуги по сварке тонких металлических деталей, а не обращаться в обычные мастерские?
Разница между сваркой металла и сваркой заключается в возможности довольно строгого ограничения степени деформации и количества отходов. Основные отличия касаются контроля подводимой температуры, методов зажима и контроля качества. Данное сравнение основано на результатах реальных испытаний.
Высокоспециализированная сварка очень тонких деталей с контролем деформации.
Наша услуга сварки металлов с высокой точностью позволяет достичь диапазона деформаций от 0 до 8 нм для деталей толщиной 50-200 нм.
Благодаря точному контролю величины теплового импульса и использованию системы охлаждения с замкнутым контуром нам удалось снизить процент брака с 25% (средний показатель по отрасли) до 1,5% , что значительно сократило расходы клиентов. Именно это отличает нас от других компаний, предоставляющих услуги по сварке тонких металлических деталей.
Универсальные мастерские с высоким теплоаккумулирующим потенциалом
В цехах общего назначения для зажима используются обычные тиски без мер охлаждения. Непрерывная энергия сварочной линии достигает 200 Дж/см, что приводит к сильному накоплению тепла.
Фактические измерения показывают, что ширина зоны термического воздействия тонкой пластины толщиной 0,3 мм достигает 0,8 мм, угловая деформация составляет 0,15 мм, а процент брака — приблизительно 28%, что не соответствует требованиям высокой точности .
Специализированная вакуумная адсорбционная сварка + импульсная сварка
Наша услуга высокоточной сварки металлов, сочетающая в себе оборудование и технологические процессы, максимально использует взаимодополняющие свойства обоих подходов.
Наша вакуумная адсорбционная платформа способна выравнивать тонкие пластины до отклонения всего на 0,005 мм от плоскости, при этом энергия импульсной сварки составляет 50 Дж/см, ширина зоны термического воздействия — всего 0,2 мм , а деформация — всего 0,006 мм. Все эти характеристики идеально соответствуют требованиям сварки тонких деталей.
Специализированная КТ-верификация
Из каждой партии мы случайным образом отбираем 2 изделия для промышленного компьютерного томографического сканирования и получаем хроматограмму 3D-отклонения с точностью измерения 0,002 мм, а также протокол испытаний. Такая услуга проверки качества недоступна в обычных магазинах.
Какие особенности услуг по сварке металла отличают профессионалов от тех, кто делает это самостоятельно?
Клиенты часто получают неудовлетворительные результаты при попытке сварить тонкие металлические детали в домашних условиях, потому что в профессиональных сварочных мастерских используется система управления с обратной связью, которую невозможно воспроизвести самостоятельно. Наша услуга предлагает три основных аспекта, которые решают проблемы самостоятельной сварки.
Автоматическое сопоставление параметров из библиотеки процессов.
Предлагая цифровую библиотеку технологических процессов, содержащую более 300 комбинаций материалов/толщин, 32 материала и 15 градиентов толщины, предприятие по прецизионной сварке металлов делает шаг вперед.
Заказчик вводит материал и толщину, и система автоматически выдает оптимальные параметры без ручной отладки, что подчеркивает преимущества технологии сварки металлов .
Отключение из-за чрезмерного теплового поля. Мониторинг
Тепловизионные инфракрасные камеры охватывают всю зону сварки и создают температурные кривые во времени для каждого сварного шва. Температура постоянно контролируется.
Когда температура превышает максимально допустимый предел или скорость нагрева становится чрезвычайно высокой, машина автоматически отключается, регистрируется неисправность, что позволяет исключить брак партии.
Отслеживаемые хроматограммы деформации
Мы проводим измерения деталей после сварки на координатно-измерительной машине Zeiss, регистрируя облако точек с плотностью 0,1 мм на шаге, чтобы получить хроматограмму отклонения деформации, которая очень проста для понимания.
Мы отправляем отчет вместе с товаром; это также отличный инструмент для поддержки независимой повторной проверки, поскольку позволяет клиентам с первого взгляда оценить качество продукции. Кроме того, это подтверждение нашего профессионализма в области сварки тонких металлических деталей.
Если у вас возникают проблемы с настройкой параметров или нестабильностью качества при самостоятельной сварке, вы можете связаться с нашими инженерами для индивидуальной консультации и получить бесплатные рекомендации по адаптации процесса в рамках нашей услуги по сварке тонких металлических деталей.
Рисунок 3: Крупный план рук техника, выполняющего микроплазменную дуговую сварку тонкой детали из нержавеющей стали, с видимой яркой дугой .
Высокоточная сварка металлов: лазерная сварка или TIG-сварка: что победит?
Микролучевая плазменная сварка ( прецизионная сварка металлов ) деталей толщиной 0,5 мм является лучшим вариантом по сравнению с лазерной и TIG-сваркой. Помимо решения проблемы деформации, стоимость и эффективность этого метода настолько высоки , что делают его действительно экономичным выбором.
Метод сварки | Зона термического воздействия (мм) | Деформация (мм) | Стоимость оборудования (доллары США) | Себестоимость единицы продукции (долл. США) | Минимальная допустимая толщина (мм) | Показатель пористости (%) |
Точная сварка металла | 0,15 | ≤0,008 | 45 000 | 1.2 | 0,08 | ≤0,5 |
Лазерная сварка | 0,12 | ≤0,01 | 180 000 | 2.1 | 0.1 | ≤0,3 |
Сварка TIG | 0,6 | ≤0,3 | 30 000 | 1.5 | 0.2 | ≤1.0 |
Тепловой поток при TIG-сварке вызывает значительную деформацию.
Для TIG-сварки требуется минимальный стабильный ток около 10 А, что эквивалентно подводимой тепловой энергии примерно в 220 Дж/мм. После сварки пластины толщиной 0,2 мм пиковые и впадинные значения деформации волны достигают 0,3 мм , что означает необходимость существенной шлифовки пластины после сварки, что увеличивает затраты и время заказчика.
Лазерная сварка: высокая отражательная способность означает низкую эффективность.
Лазерная сварка требует строгих требований к материалам. Например, при сварке медного сплава с коэффициентом отражения >90% для создания сварочной ванны необходима мощность более 500 Вт, и при этом очень легко прожечь тонкие детали.
При сварке алюминия эффект образования сквозного отверстия нестабилен, а пористость часто превышает 5%, что приводит к низкому качеству.
Микролучевая плазменная сварка: стабильная дуга, подходит для тонких материалов.
Микролучевая плазменная сварка обеспечивает колебания сварочного тока 1 А, точность регулирования длины дуги 0,05 мм и скорость сварки 12 мм/с при сварке нержавеющей стали толщиной 0,2 мм, достигая глубины проплавления 0,18 мм без разбрызгивания.
По сравнению с лазерной сваркой, стоимость одной детали на 42% ниже, что свидетельствует об отличной экономической эффективности услуг по сварке металла.
Основные преимущества технологии сварки металлов для деталей толщиной менее 1 мм?
Обычные сварочные работы сопряжены с трудностями в контроле глубины проплавления и деформации очень тонких деталей (0,1-0,8 мм) толщиной менее 1 мм. Наши основные технологии сварки металлов позволяют нам выполнять односторонние сварные швы, которые выглядят как двусторонние , и без разбрызгивания металла, демонстрируя преимущества технологии сварки металлов.
Параметры для нержавеющей стали толщиной 0,2 мм
При использовании нашей технологии для сварки тонких деталей из нержавеющей стали марки 304 толщиной 0,2 мм, достигаются следующие параметры:
Расход аргона для защиты составляет 15 л/мин, ширина импульса — 1,2 мс, что обеспечивает глубину проплавления 0,18 мм, а сварной шов с обратной стороны получается непрерывным и без вмятин, при этом удовлетворяются все требования к прочности и размерам . Это технологическое преимущество нашей услуги высокоточной сварки металлов.
Импульсная сварка алюминия толщиной 0,5 мм с переменной полярностью
Для удаления поверхностной оксидной пленки мы используем процедуру импульсной обработки с переменной полярностью для алюминия толщиной всего 0,5 мм.
Частота переменного тока составляет 60 Гц, фаза EP 10 А в течение 2 мс используется для удаления оксидной пленки, за которой следует фаза EN 6 А в течение 3 мс для ограничения глубины проплавления. Толщина оксидной пленки после сварки составляет <0,01 мкм, а пористость — 0,5%.
По сути, это как «тщательная очистка и деликатная сварка» алюминиевой поверхности. То есть, поверхностный оксидный слой удаляется мгновенно, а затем сварка производится при необходимой температуре.
Таким образом, вы избегаете прогорания тонких деталей и одновременно получаете прочный сварной шов, что поможет вам увеличить выход годной продукции.
Максимальная температура 1100 градусов во избежание сенсибилизации.
Наши современные услуги по сварке металлов позволяют выдерживать самую высокую температуру при сварке тонких компонентов из аустенитной нержавеющей стали — 1100℃ — с очень коротким временем выдержки (всего 0,2 секунды), в результате чего осаждение карбида хрома незначительно, а уровень сенсибилизации составляет всего 1,2% . Это гарантирует коррозионную стойкость сварного шва.
Если вам требуется сварка деталей толщиной менее 1 мм, пожалуйста, предоставьте информацию о толщине детали и материале, и мы бесплатно разработаем для вас индивидуальный план параметров высокоточной сварки металла.
Какие методы сварки металлов подходят для тонких деталей, используемых в аэрокосмической отрасли?
К тонкостенным деталям в аэрокосмической отрасли предъявляются очень высокие требования к качеству сварки. Наши технологии сварки металлов разработаны специально для аэрокосмической отрасли и позволяют получать сварные швы для тонкостенных деталей.
Сварка инконеля толщиной 0,1 мм
Наш метод сварки тонких деталей из высокотемпературного сплава Inconel толщиной 0,1 мм основан на высокочастотной импульсной микролучевой плазменной сварке с частотой 20 кГц, коэффициентом заполнения 30% и пиковым током 6 А.
После сварки не остается трещин, поперечная усадка сварного шва составляет всего 0,002 мм, а коэффициент упругого восстановления сильфона — 98%, что соответствует аэрокосмическим стандартам. Это лишь один из примеров того, как наша услуга сварки тонких металлических деталей может применяться в высокотехнологичных областях.
Сварка титановых сплавов с использованием смеси аргона и гелия.
Для сварки тонких деталей из титановых сплавов необходимо выбрать оптимальный защитный газ. Напряжение дуги в чистом аргоне составляет 12 В, а колебания глубины проплавления — 0,03 мм.
При добавлении 30% гелия напряжение повышается до 14 В, что приводит к более концентрированному тепловому воздействию, колебания глубины проплавления уменьшаются до 0,01 мм, улучшается цвет окисления сварного шва, и общее качество сварного шва повышается.
Усиление сварного шва ≤0,02 мм, шлифовка не требуется.
В нашей услуге прецизионной сварки металла мы обеспечиваем чрезвычайно точный контроль количества усиления сварного шва: 0,015 мм с лицевой стороны и 0,01 мм с обратной стороны, что полностью соответствует стандартам AMS 2690.
Вполне возможно даже выполнять сварку напрямую, без механической обработки, что позволит клиентам сэкономить на затратах на последующую обработку и одновременно продемонстрировать преимущества технологии сварки металлов.
Пример из практики компании LS Manufacturing: сварка медицинских изделий с тонкими стенками толщиной 0,1 мм без деформации.
У известной компании-производителя медицинского оборудования возникла проблема с деформацией при сварке трубчатой конструкции из нержавеющей стали 304 толщиной 0,12 мм. Допуск по толщине стенки этой детали составлял 0,01 мм, а исходный процесс лазерной сварки имел очевидные дефекты, поэтому остро требовалась надежная услуга по сварке тонких металлических деталей .
Возникшие проблемы
Трубчатый элемент из нержавеющей стали марки 304 толщиной 0,12 мм был сжат по окружности на 0,07 мм, а диаметр по внутренней линии стал неравномерным из-за существующей лазерной сварки. В зоне термического воздействия произошло увеличение зерен, а испытание на солевое распыление завершилось в течение 48 часов, в результате чего процент брака в партии составил 40%, что существенно повлияло на производство.
Решение
Мы тщательно проанализировали основные проблемы заказчика, а затем разработали целенаправленное решение по оказанию услуг высокоточной сварки металлов.
- Используя технологию импульсной микролучевой плазменной сварки с частотой 300 Гц, пиковым током 5,2 А и базовым током 1,5 А, мы строго ограничили подвод тепла.
- Для трубчатой конструкции использовался метод сегментированной сварки: окружность была разделена на 12 сегментов, причем длина сварочной дуги каждого сегмента составляла 2 мм. Между сегментами для предотвращения перегрева принудительно охлаждался жидкий азот до 40 °C.
- Для изготовления приспособления использовалась медная оправка с противодавлением аргона (3 мбар) для поглощения теплопроводности и предотвращения деформации трубчатой детали в процессе сварки.
- Одновременно с этим мы изменяли параметры сварки в соответствии с результатами моделирования методом конечных элементов, которые показали, как сохранить округлость внутреннего диаметра детали после сварки.
Наше решение — прекрасный пример преимуществ технологии сварки металла без деформаций .
Окончательные результаты
После нашей высокоточной сварки металла, округлость внутреннего диаметра детали достигла 0,003 мм, осевая усадка составила всего 0,001 мм, ширина зоны термического воздействия — 0,08 мм, размер зерна остался на уровне 9, деталь успешно прошла 500-часовое испытание в солевом тумане, а процент брака в партии из 2000 штук составил всего 0,3%, что наглядно демонстрирует преимущества технологии сварки металла без деформации.
Если вы сталкиваетесь с аналогичными проблемами сварки, вы можете предоставить чертежи и информацию о вашей детали, и мы предоставим вам бесплатную услугу пробной сварки первой детали, а также индивидуальное решение по высокоточной сварке металла, позволяющее воспроизвести эффект сварки без деформаций, показанный в нашем примере.

Рисунок 4: Несколько трубчатых деталей из нержавеющей стали с прецизионными сварными швами, показанные на белом фоне, демонстрирующие результаты процесса микроплазменной импульсной сварки.
Часто задаваемые вопросы
В1: Какой самый тонкий материал можно обрабатывать методом сварки без деформации?
Мы работаем с нержавеющей сталью или никелевыми сплавами толщиной от 0,08 мм. Для достижения нулевой деформации при сварке металл подвергается воздействию импульсной технологии сверхвысокой частоты, а также охлаждается с обратной стороны, чтобы избежать прогорания.
В2: В чем разница в стоимости между высокоточной сваркой металла и лазерной сваркой?
По сравнению с лазерной сваркой, стоимость оборудования для сварки металла составляет всего около четверти, а стоимость обработки одной детали ниже на 30-50% , что позволяет клиентам экономить на производственных затратах.
Вопрос 3: Требуется ли термическая обработка для снятия напряжений после сварки?
Поскольку наш метод сварки металлов без деформации обеспечивает остаточные напряжения <50 МПа, что значительно меньше предела текучести материала, решение о применении или неприменении термообработки остается за заказчиком.
Вопрос 4: Можно ли контролировать деформацию тонких алюминиевых листов при сварке?
Для листов из алюминиевого сплава толщиной более 0,3 мм можно добиться нулевого контроля над деформацией. Удаление оксидной пленки облегчается за счет использования технологии импульсов с переменной полярностью.
В5: Каков минимальный размер партии?
У нас нет ограничений по минимальному размеру партии, принимаются заказы от 1 образца. Небольших партий по 5 штук достаточно для производства и, таким образом, удовлетворяют потребности в проверке образцов и мелкосерийном производстве.
Вопрос 6: Можно ли сваривать разнородные металлы?
Да, нержавеющую сталь можно сваривать с никелевыми сплавами. В случае сварки разнородных материалов (медь-сталь) необходимо предусмотреть переходный слой для обеспечения прочности и предотвращения дефектов.
В7: Существует ли ограничение на максимальную длину сварного шва?
Максимальная длина одного сварного шва составляет 300 мм. Более длинные швы можно разделить на сегменты и сварить вместе, верхнего предела общей длины нет.
В8: Каковы сроки поставки от компании LS Manufacturing?
Срок изготовления образцов: 3-5 рабочих дней. Срок изготовления небольших партий (менее 1000 штук): 7-10 рабочих дней. Сроки производства заказчика не изменятся.
Краткое содержание
Тонкие детали толщиной не более 1 мм всегда были источником сварочных деформаций и высокого процента брака для предприятий.
Наша профессиональная услуга сварки тонких металлических деталей позволяет контролировать деформацию до 0,008 мм, а процент брака снижается до менее 1,5% благодаря сочетанию импульсного терморегулирования и технологии охлаждения с замкнутым контуром, эффективно решая эту проблему.
Технологии, стоимость и эффективность — вот некоторые из существенных преимуществ нашей услуги высокоточной сварки металлов по сравнению с обычными механическими цехами и другими методами сварки. Мы предлагаем индивидуальные решения по сварке тонких деталей для различных областей, таких как медицина и аэрокосмическая промышленность.
Отправьте нам чертежи ваших тонкостенных деталей прямо сейчас , и компания LS Manufacturing предоставит вам бесплатный отчет о моделировании деформации, а также услугу пробной сварки первого образца . Вы можете запросить сейчас более 500 комплектов таблиц параметров процесса и начать сварку без деформации.

📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


