
精密金属焊接是修复薄壁零件(厚度0.5mm)变形的主要方法。薄壁零件焊接后极易变形,有时会导致废品率超过30%。
凭借我们的零变形金属焊接技术,我们可以将变形量控制在 0.008 毫米以下,废品率控制在 1.5% 以下,这甚至比传统方法还要好。
传统氩弧焊和激光焊接无法精确控制热输入。热膨胀和残余应力会导致无法保持原始尺寸。
例如,在医疗器械领域,批次中哪怕只有一个缺陷/变形,都会导致整批产品报废。因此,我们投入大量精力研发薄壁零件的金属焊接技术。

核心答案概要
核心问题 | 零失真解决方案 | 关键数据指标 |
热膨胀引起的形变 | 脉冲能量+局部冷源闭环控制。 | 热影响区≤0.2mm。 |
薄部件散热缓慢 | 分段焊接+强制热传导夹具。 | 形变≤0.008mm 。 |
一般加工车间没有特殊工艺流程 | LS制造微等离子体+数字补偿。 | 适用于厚度为0.1-1.0mm的材料。 |
为什么选择 LS Manufacturing 进行精密金属焊接?我们在焊接超薄部件方面拥有久经考验的专业技术,确保焊接件无变形。
当然,在寻找能够帮助您解决薄件变形问题的金属焊接服务时,您最关心的是他们能否以可靠的方式完成焊接并提高产品合格率。
与 LS Manufacturing 合作意味着您可以利用我们 12 年的专业经验,并轻松接入医疗、航空航天和汽车等领域的成熟服务体系。
此外,我们拥有超过 500 个公司合作案例,因此我们可以为您提供更可靠的精密金属焊接保证,让您对合作关系的稳定性感到安心。
无需担心焊接超薄零件的技术障碍。
LS Manufacturing团队已掌握核心技术,能够轻松加工厚度仅为0.08mm的超薄零件,并保证批量合格率达到99.7%甚至更高。我们严格遵守AWS D17.1标准进行焊接作业。
如果你遇到薄片变形的难题该怎么办?
例如,一家著名的医疗器械公司曾遇到过 0.1 毫米不锈钢传感器外壳焊接变形的问题——最初的激光焊接导致 0.07 毫米的圆形收缩,废品率甚至高达 40%,导致生产成本飙升。
但是,如果您选择 LS 制造,我们的微束等离子脉冲焊接方法可以有效地帮助您将变形控制在 0.005 毫米以内,从而直接将废品率降低到 0.3%,这大大降低了损失,提高了您的生产效率。
担心增加测试费用?不必担心。LS Manufacturing 拥有全套测试设备,例如工业 CT 扫描仪和蔡司坐标测量机。
每一批产品都将经过我们的全面检验流程,以确保您收到的每一件产品都符合预期要求并符合ISO 15614-2 标准,从而为您省去返工和维修的麻烦,并节省您的时间和人工成本。
如果您在薄件焊接变形方面遇到问题,请联系我们的工程师进行免费技术咨询,了解我们如何帮助您降低废品成本。
精密金属焊接服务如何实现薄件零变形?
精确的热输入控制和快速的散热是实现薄壁零变形金属焊接的关键。采用热输入密度为40J/mm³的微束等离子弧加热,并以毫秒级脉冲进行热控制,可将熔池温度波动控制在±5℃以内。
这样可以防止整个基材升温,并实现焊后0.008mm的平整度。因此,薄板焊接的问题可以得到解决。
低热输入密度
通常情况下,传统焊接过程中引入的过量热量会导致基材发生塑性变形。以0.2mm厚的不锈钢为例,熔化它通常需要约60J/mm³的能量密度。
另一方面,我们的精密金属焊接服务能够将加热控制在 40J/mm³,同时将电流上升限制在 0.5A/ms,这有助于防止瞬时过冲,并有效降低变形的可能性。
简单来说,这相当于对无需高温烘烤的薄型部件进行“温和加热” 。它能确保金属连接牢固,避免因过热而导致的变形,从而省去后续调整的麻烦。
高频脉冲焊接可大大减少热量积聚
通过采用高频脉冲焊接,我们可以显著降低热量积聚。具体而言,在我们的金属焊接服务中,我们将每一阶段的能量设置为0.8焦耳,阶段间时间间隔设置为5毫秒,相邻焊点之间的重叠率设置为60%。
研究发现,采用这些参数后,热量积累可减少72%,焊缝周围50mm区域内的温升可从180℃降至25℃(与50Hz连续焊接相比)。这是薄壁零件金属焊接的一个关键优势,但却鲜为人知。
水冷式铜制配件吸收热量
水冷式铜夹具在实现零变形方面发挥着至关重要的作用。我们制造的铜夹具采用嵌入铜材内部的直径为3毫米的水道,流速为2升/分钟,导热系数为401瓦/(米·开尔文)。
金属焊接时,夹具接触面温度保持在 22±2℃ 以内,零件背面温度为 60℃,这些温度能有效防止热量积聚。
如果您想了解薄板零变形金属焊接的具体参数,您可以下载我们的白皮书,免费获取 300 多套工艺参数表。
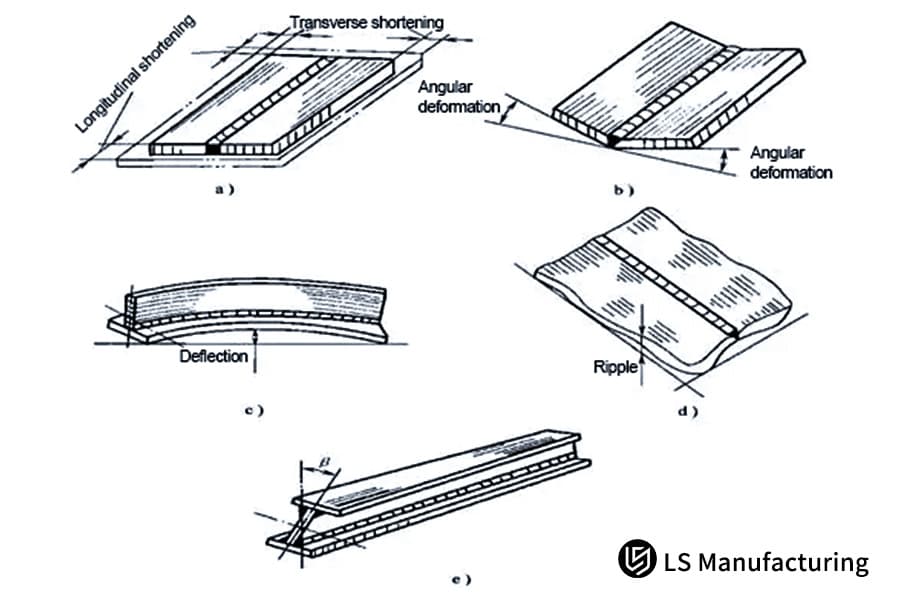
图 1:技术图,展示了薄件中常见的各种金属焊接变形,如纵向缩短、角度变形和波纹。
零变形金属焊接如何阻止热膨胀?
热膨胀是薄壁零件焊接变形的主要原因。为了将焊缝周围100mm范围内的温升限制在15℃以内,我们采用分段反向焊接和局部液氮冷却技术。
热膨胀系数小于材料屈服强度的 1/20,冷却后无残余拉伸变形,体现了薄件金属焊接技术的优势。
分段冷却至60℃
对于总焊接长度为 120 毫米的零件,我们将其分成 15 段。焊接完每一段后,机器自动暂停 2 秒,然后喷洒液氮 0.3 秒,将焊缝快速冷却至 60℃。
当红外传感器确认温度达到设定值后,开始下一个阶段。各阶段之间的温差保持在5℃以内,以避免温度引起的变形不均匀。
红外闭环功率控制
我们的双色红外温度传感器位于熔池表面后方 2 毫米处,工作频率为 1000Hz。当检测到的温度超过一定限值(例如 1100℃)时,控制单元会在约 10 毫秒内将最大电流从 8A 降低到 6A,从而立即防止热膨胀峰值。
夹具中预设防变形
焊接过程中的横向收缩量通过有限元分析进行估算,并通过在夹具中预设防变形措施来抵消变形。例如,对于0.018mm的收缩量,夹具的夹持面加工出0.02mm的凸弧。
焊接后的零件自然脱落,最终测得的平面度仅为 0.003 毫米,符合高精度要求,也体现了金属焊接技术的优势。
焊接段数量 | 每节长度(毫米) | 暂停时间(秒) | 冷却时间(秒) | 段间温度梯度(℃) | 最终平整度(毫米) |
10 | 12 | 1.5 | 0.2 | 6 | 0.004 |
15 | 8 | 2 | 0.3 | 5 | 0.003 |
20 | 6 | 2.5 | 0.4 | 4 | 0.002 |
25 | 4.8 | 3 | 0.5 | 3 | 0.001 |
薄板金属焊接面临的最大挑战及解决方案?
在薄板金属焊接过程中,客户通常会遇到三个主要问题:烧穿、晶粒粗化和熔融金属坍塌。我们针对这些问题提出了一些具体的解决方案,以确保焊接件的质量。
弧长提升可防止烧穿
电弧能量密度是根据电压电流积分连续确定的。
当能量密度超过 1×10⁶W/cm² 并持续 3 个脉冲时,焊枪会自动向上移动 0.1mm,将能量密度降低至 8×10⁵W/cm² ,从而防止薄金属件烧穿。这是我们精密金属焊接服务的主要要素之一。
温度限制在1100℃以控制谷物粗化
冷焊造成的金属粗化会降低金属的耐腐蚀性和机械性能。
对于厚度为0.25mm的304不锈钢,峰值电流为6A,脉冲宽度为1ms。在此设置下,熔池最高温度为1080℃。热影响区温度高于1000℃的时间仅为0.18秒,因此晶粒尺寸达到8级或更高。
背面氩气压力支撑
为了防止熔池坍塌,我们在工件背面的密封腔内注入氩气。我们精确地将压力控制在3毫巴(0.5毫巴) 。
这样一来,熔池底部就能得到较小的正压支撑,从而防止液态金属下垂,也防止正面鼓胀。
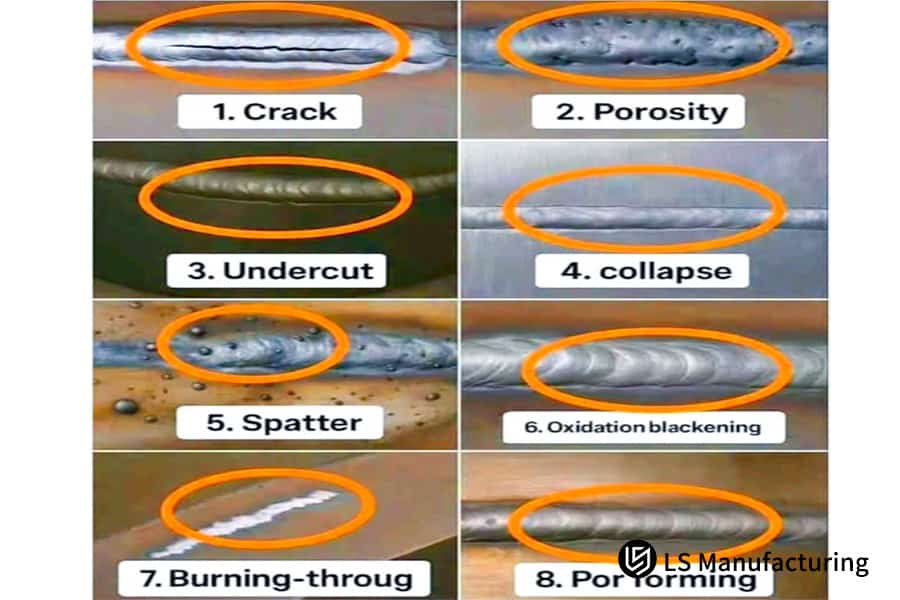
图 2:图示指南,识别八种常见的焊接缺陷,包括裂纹、气孔、咬边和飞溅,并在金属表面上进行标注。
为什么选择薄板金属焊接服务而不是普通焊接店?
金属焊接工艺的优势在于,我们可以严格控制变形和废料的含量。主要区别在于热输入控制、夹紧方式和质量检验。此比较基于实际测试结果。
对极薄零件进行高度专业化的焊接,并控制变形
我们的金属焊接服务精度达到0nm-8nm,适用于50-200nm的薄零件。
通过精确控制热脉冲量并采用闭环冷却系统,我们将废品率从行业平均水平的25%降低到1.5% ,从而大幅降低了客户的成本。这正是我们在薄板金属焊接服务领域脱颖而出的关键所在。
具有高热积聚特性的通用商店
一般加工车间使用普通虎钳进行夹紧,且不采取冷却措施。连续焊接线的能量可达200J/cm,导致严重的热量积聚。
实际测量结果显示,0.3mm 薄板的热影响区宽度达到 0.8mm,角度变形为 0.15mm,废品率约为 28%,未能满足高精度要求。
特殊真空吸附+脉冲焊接
我们的精密金属焊接服务结合了设备和工艺,充分发挥了二者的互补优势。
我们的真空吸附平台能够将薄板展平至偏差仅为0.005mm,而我们的脉冲焊接线能量为50J/cm,热影响区宽度仅为0.2mm ,变形量低至0.006mm。所有这些性能特点都完美满足薄板焊接的要求。
专业CT扫描验证
我们从每批产品中随机抽取2件进行工业CT扫描,获得测量精度为0.002mm的三维偏差色谱图以及一份检测报告。这种质量验证服务在普通商店是无法获得的。
金属焊接服务有哪些特点使专业人士与DIY者区分开来?
客户在家尝试焊接薄金属零件时,往往会遇到焊接效果不佳的问题,因为专业的金属焊接车间拥有闭环控制系统,这是DIY爱好者无法复制的。我们的服务从三个主要方面着手解决DIY焊接中遇到的问题。
从过程库自动匹配参数
该精密金属焊接设施提供了一个包含 300 多种材料/厚度组合、32 种材料和 15 种厚度梯度的数字工艺库,使其领先一步。
客户输入材料和厚度,系统即可自动输出最佳参数,无需人工调试,凸显了金属焊接技术的优势。
因热场监测过热而停机
热成像红外摄像机覆盖整个焊接区域,并生成每条焊缝的温度-时间曲线。温度持续受到监测。
当温度超过最高限值或加热速率过高时,机器会自动关闭,并记录异常情况,从而消除批次废料。
可追溯的变形色谱图
我们使用蔡司三坐标测量机测量焊接后的零件,记录间距为 0.1 毫米的点云,生成非常容易理解的变形偏差色谱图。
我们会随货物一起寄送这份报告,它也是第三方复检的重要工具,让客户能够一目了然地了解产品质量。此外,它也证明了我们在薄壁金属焊接服务方面的专业水平。
如果您在 DIY 焊接过程中遇到参数调整或质量不稳定等问题,您可以联系我们的工程师进行一对一咨询,并从我们的薄件金属焊接服务中获得免费的工艺调整建议。
图 3:一名技术人员正在对薄不锈钢部件进行微等离子弧焊的双手特写,可以看到明亮的电弧。
精密金属焊接、激光焊接和氩弧焊:哪种技术更胜一筹?
对于厚度为0.5mm的零件,微束等离子焊接( 精密金属焊接)相比激光焊接和TIG焊接是更优的选择。除了解决变形问题外,该方法的成本和效率也十分显著,使其成为一种真正经济的选择。
焊接方法 | 热影响区(毫米) | 形变(毫米) | 设备成本(美元) | 单位加工成本(美元) | 最小适用厚度(毫米) | 孔隙率(%) |
精密金属焊接 | 0.15 | ≤0.008 | 45,000 | 1.2 | 0.08 | ≤0.5 |
激光焊接 | 0.12 | ≤0.01 | 180,000 | 2.1 | 0.1 | ≤0.3 |
氩弧焊 | 0.6 | ≤0.3 | 30,000 | 1.5 | 0.2 | ≤1.0 |
TIG焊接热输入导致较大变形
TIG焊接需要约10A的最小稳定电流,相当于约220J/mm的热输入。焊接0.2mm厚的薄板后,波形变形的峰值和谷值可达0.3mm ,这意味着焊后需要对薄板进行大量的打磨,从而增加客户的成本和时间。
激光焊接:高反射率意味着低效率
激光焊接对材料有严格的要求。例如,焊接反射率大于90%的铜合金时,需要500W以上的功率才能形成熔池,同时很容易烧穿较薄的工件。
焊接铝材时,匙孔效应不稳定,气孔率往往超过 5%,导致焊接质量差。
微束等离子焊接:电弧稳定,适用于薄材料
微束等离子焊接的焊接电流波动为1A,电弧长度控制精度为0.05mm,焊接0.2mm不锈钢时焊接速度为12mm/s,可实现0.18mm的熔深,且无飞溅。
与激光焊接相比,单件成本降低了 42%,这充分体现了金属焊接服务的卓越成本效益。
适用于1毫米以下零件的关键金属焊接技术优势?
对于厚度小于1毫米的极薄零件(0.1-0.8毫米),常规焊接工艺难以控制熔深和变形。我们的主要金属焊接技术能够实现单面焊接,其效果堪比双面焊接,且无飞溅,充分展现了金属焊接技术的优势。
0.2mm不锈钢的参数
采用我们的技术对0.2mm厚的304不锈钢进行薄件金属焊接,其参数如下:
氩气保护流量为15升/分钟,脉冲宽度为1.2毫秒,熔深为0.18毫米,背面焊缝连续且无凹陷,强度和尺寸要求均能满足。这是我们精密金属焊接服务的一项技术亮点。
0.5mm铝可变极性脉冲焊接
我们采用可变极性脉冲工艺去除厚度仅为 0.5 毫米的铝表面氧化膜。
可变极性频率为60 Hz,采用10 A、2 ms的EP阶段去除氧化膜,随后采用6 A、3 ms的EN阶段限制熔深。焊后氧化膜厚度小于0.01 μm,孔隙率为0.5%。
实际上,这就好比是在“精心清洁+精细焊接”铝表面。也就是说,表面氧化层瞬间去除,然后在合适的温度下进行焊接。
这样就不会烧穿薄部件,同时还能获得牢固的焊缝,这将有助于提高产品的产量。
峰值温度1100度,避免致敏
我们先进的金属焊接服务能够在焊接薄奥氏体不锈钢部件时,以极短的保温时间(仅0.2秒)控制1100℃的最高温度,因此,碳化铬析出量可以忽略不计,敏化程度仅为1.2% 。这意味着焊缝的耐腐蚀性得到了保证。
如果您有焊接厚度小于 1 毫米的薄件的需求,请提交您的零件厚度和材料信息,我们将免费为您定制精密金属焊接参数方案。
哪些金属焊接技术适用于航空航天薄壁零件?
航空航天薄壁零件对焊接质量要求极高。我们的金属焊接技术专为航空航天领域设计,能够高效完成薄壁零件的焊接。
0.1毫米因科镍合金焊接
我们用于焊接 0.1mm Inconel 高温合金薄件的方法是 20kHz 高频脉冲微束等离子焊接,占空比为 30%,峰值电流为 6A。
焊接后无裂纹,焊缝横向收缩率仅为0.002毫米,波纹管弹性恢复率达98%,所有这些指标均符合航空航天标准。这只是我们薄壁金属焊接服务在高端应用中的一个例子。
采用氩氦混合气体焊接钛合金
焊接薄钛合金零件时,必须选择最佳保护气体。在纯氩气保护下,电弧电压为12V,熔深波动为0.03mm。
如果加入 30% 的氦气,电压将上升到 14V,从而使热输入更加集中,熔深波动减少到 0.01mm,焊缝氧化颜色得到改善,焊缝整体质量也达到更高水平。
焊缝加强层≤0.02mm,无需打磨
我们的金属焊接精密服务能够对焊缝加强量进行极其精细的控制,正面为 0.015 毫米,背面为 0.01 毫米,完全符合 AMS 2690 标准。
甚至可以不经机械加工直接进行焊接,这将为客户节省后续加工的成本,同时也能展示金属焊接技术的优势。
LS制造案例研究:0.1mm薄壁医疗器械的零变形焊接
一家知名医疗器械公司在焊接0.12mm厚的304不锈钢管状结构时遇到了焊接变形的问题。该零件的壁厚公差为0.01mm,且原有的激光焊接工艺存在明显缺陷,因此急需可靠的薄壁金属零件焊接服务。
面临的问题
由于原有的激光焊接,厚度为0.12mm的304不锈钢管材周向收缩了0.07mm,内径也变得不规则。热影响区晶粒长大,盐雾试验在48小时内完成,因此该批次废品率高达40%,对生产造成了严重影响。
解决方案
我们深入分析了客户的主要问题,然后制定了有针对性的精密金属焊接服务解决方案。
- 我们采用频率为 300Hz、峰值电流为 5.2A、基频电流为 1.5A 的微束等离子脉冲焊接技术,严格限制了热输入。
- 对于管状结构,采用分段焊接方法:将圆周分为12段,每段焊接弧长为2mm。在各段之间使用液氮强制冷却至40℃,以防止热量积聚。
- 为了固定夹具,采用了铜芯轴,并施加氩气背压(3毫巴)来吸收传导热量,防止管状部分在焊接过程中变形。
- 同时,我们根据有限元模拟结果改变了焊接参数,该结果显示了如何在焊接后保持零件内径的圆度。
我们的解决方案完美地体现了零变形金属焊接技术的优势。
最终结果
经过我们的精密金属焊接服务,零件内径圆度达到 0.003mm,轴向收缩率仅为 0.001mm,热影响区宽度为 0.08mm,晶粒尺寸保持在 9 级,零件成功通过了 500 小时盐雾试验, 2000 件批次的废品率仅为 0.3%,充分体现了零变形金属焊接技术的优势。
如果您面临类似的焊接挑战,您可以提交您的零件图纸和信息,我们将为您提供免费的首件试焊服务,以及定制的精密金属焊接工艺解决方案,以复制我们案例研究中的零变形焊接效果。

图 4:几根带有精密焊接的不锈钢管状零件,展示在白色背景上,展示了微等离子脉冲焊接工艺的结果。
常见问题解答
Q1:零变形焊接能够处理的最薄材料是什么?
我们加工厚度从0.08毫米起的钢或镍基合金。为了实现零焊接变形,金属表面采用超高频脉冲技术处理,并进行背面冷却以防止烧穿。
Q2:精密金属焊接服务和激光焊接的成本差异是什么?
与激光焊接相比,金属焊接设备的成本只有激光焊接的四分之一左右,单件加工费也降低了30-50% ,因此客户能够节省生产成本。
Q3:焊接后是否需要热处理来消除应力?
由于我们的零变形金属焊接方法产生的残余应力小于 50MPa,远小于材料的屈服应力,因此是否采用热处理由客户决定。
Q4:薄铝板的焊接变形可以控制吗?
对于厚度大于0.3毫米的铝合金板材,可以实现零变形控制。采用可变极性脉冲技术有助于去除氧化膜。
Q5:最小批量是多少?
我们没有最低批量限制,接受1件样品订单。5件的小批量生产就足够了,因此既能满足样品验证的需求,也能满足小批量生产的需求。
Q6:不同金属可以焊接吗?
是的,不锈钢可以与镍基合金焊接。如果是铜钢异种焊接,则需要设计过渡层以保证强度并防止缺陷。
Q7:焊接长度是否有限制?
单次焊接的最大长度为 300 毫米。更长的焊接可以分成若干段焊接在一起,总长度没有上限。
Q8:LS Manufacturing的交货时间是多久?
生产样品:3-5个工作日。小批量(1000件以下):7-10个工作日。不影响客户生产。
概括
厚度不超过 1 毫米的薄零件一直是企业焊接变形和高废品率的根源。
我们专业的金属薄件焊接服务能够将变形控制在 0.008 毫米以下,废品率可以降低到 1.5% 以下,这得益于脉冲热控制和闭环冷却技术的结合,有效解决了这一痛点。
与普通机械加工车间和其他焊接方法相比,我们的精密金属焊接服务在技术、成本和效率方面具有显著优势。我们为医疗、航空航天等多个领域提供定制化的薄壁零件焊接解决方案。
立即将您的薄壁零件图纸发送给我们,LS Manufacturing 将为您提供免费的变形模拟报告以及首件试焊服务。您现在即可咨询,获取 500 多套工艺参数表,开启无变形焊接之旅。

📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页面内容仅供参考。LS Manufacturing 服务声明:对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 LS Manufacturing 网络提供性能参数、几何公差、特定设计特性、材料质量和类型或工艺。买方有责任自行核实。如需零件报价,请明确这些部分的具体要求。请联系我们了解更多信息。
LS制造团队
LS Manufacturing是一家行业领先的公司,专注于定制化制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择LS Manufacturing,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.lsrpf.com 。


