
Le soudage de précision est la principale méthode pour corriger les déformations des pièces à parois minces (épaisseur 0,5 mm). Ces pièces se déforment très facilement après soudage, ce qui peut entraîner un taux de rebut supérieur à 30 %.
Grâce à notre technologie de soudage des métaux sans distorsion, nous pouvons maintenir la déformation en dessous ou égal de 0,008 mm et le taux de rebut en dessous ou égal de 1,5 % , ce qui est encore mieux que les méthodes traditionnelles.
Le soudage TIG traditionnel et le soudage laser ne permettent pas un contrôle précis de l'apport de chaleur. La dilatation thermique et les contraintes résiduelles peuvent rendre impossible le maintien des dimensions initiales.
Dans le domaine des dispositifs médicaux, par exemple, un seul défaut ou une seule déformation au sein d'un lot entraîne la mise au rebut de la totalité de celui-ci . C'est pourquoi nous investissons considérablement dans le développement de la technologie de soudage des métaux pour les pièces minces.

Résumé des réponses principales
Questions fondamentales | Solutions sans distorsion | Indicateurs clés de données |
Déformation due à la dilatation thermique | Énergie pulsée + contrôle en boucle fermée de la source froide locale. | La zone affectée par la chaleur est ≤0,2 mm. |
Dissipation thermique lente des pièces minces | Dispositif de soudage segmenté + conduction thermique forcée. | La déformation est ≤0,008 mm . |
Aucun procédé particulier dans les ateliers de transformation générale | Microplasma LS Manufacturing + compensation numérique. | Applicable pour une épaisseur de 0,1 à 1,0 mm. |
Pourquoi faire confiance à LS Manufacturing pour le soudage de précision des métaux ? Expertise reconnue dans le soudage de composants ultra-minces sans déformation.
Bien sûr, votre principale préoccupation lorsque vous recherchez un service de soudage de métaux capable de vous aider à résoudre le problème de déformation des pièces minces est leur capacité à le faire de manière fiable et à améliorer les taux de qualification des produits.
En devenant partenaire de LS Manufacturing, vous bénéficierez de nos 12 années d'expérience professionnelle et accéderez facilement à des systèmes de services éprouvés dans les secteurs médical, aérospatial et automobile, entre autres.
De plus, forts de plus de 500 collaborations avec des entreprises clientes, nous pouvons vous offrir des garanties de soudage de précision plus fiables, vous assurant ainsi une totale tranquillité d'esprit quant à la stabilité de votre partenariat.
Il n'y a pas lieu de s'inquiéter des obstacles techniques au soudage de pièces ultra-minces.
L'équipe de LS Manufacturing maîtrise parfaitement les technologies de pointe et peut traiter vos pièces ultra-minces d'une épaisseur minimale de 0,08 mm, avec un taux de réussite par lot de 99,7 % voire plus . Nous veillons scrupuleusement au respect de la norme AWS D17.1 lors des opérations de soudage.
Que faire si vous vous trouvez confronté à un problème de déformation de pièces minces ?
Par exemple, une célèbre entreprise de dispositifs médicaux a rencontré un problème de déformation de soudage des boîtiers de capteurs en acier inoxydable de 0,1 mm : le soudage laser d'origine a provoqué un rétrécissement circulaire de 0,07 mm, et le taux de rebut atteignait même 40 %, ce qui a fait exploser les coûts de production.
Toutefois, si vous optez pour LS Manufacturing, notre méthode de soudage par impulsion plasma à microfaisceau peut vous aider efficacement à maintenir la déformation en dessous de 0,005 mm, réduisant ainsi directement le taux de rebut à 0,3 %, ce qui représente une réduction très importante des pertes et une augmentation de votre efficacité de production.
Vous craignez d'augmenter les coûts des tests ? Rassurez-vous. LS Manufacturing dispose d'un ensemble complet d'équipements de test, tels que des scanners CT industriels et des machines de mesure tridimensionnelle Zeiss.
Chaque lot de produits sera soumis à notre processus d'inspection complet afin de garantir que chaque produit que vous recevez répond aux exigences attendues et est conforme aux normes ISO 15614-2 , vous évitant ainsi les retouches et les réparations, et vous permettant de réaliser des économies de temps et de main-d'œuvre.
Si vous rencontrez des problèmes de déformation lors du soudage de pièces minces, contactez nos ingénieurs pour une consultation technique gratuite et découvrez comment nous pouvons vous aider à réduire vos coûts de rebut.
Qu’est-ce qui permet au service de soudage de précision des métaux d’obtenir une déformation nulle sur les pièces minces ?
Un contrôle précis de l'apport de chaleur et une dissipation thermique rapide sont essentiels à la réussite du soudage sans déformation de pièces métalliques minces. Grâce à un chauffage par arc plasma à microfaisceau avec une densité d'apport de chaleur de 40 J/mm³ et un contrôle de la chaleur par impulsions de l'ordre de la milliseconde, la variation de température dans le bain de fusion est maintenue à ±5 °C.
Cela empêche l'échauffement de l'ensemble du substrat et permet d'obtenir une planéité après soudage de 0,008 mm. Par conséquent, les problèmes liés au soudage de pièces minces peuvent être résolus.
Faible densité d'apport de chaleur
En soudage conventionnel, l'apport excessif de chaleur entraîne généralement une déformation plastique du substrat. Prenons l'exemple d'un acier inoxydable de 0,2 mm d'épaisseur : il faudrait généralement une densité d'énergie d'environ 60 J/mm³ pour le faire fondre.
D'autre part, notre service de soudage de précision des métaux est capable de gérer le chauffage à 40 J/mm³, tout en limitant la montée du courant à 0,5 A/ms, ce qui permet d'éviter les surtensions instantanées et de réduire efficacement les risques de déformation.
En clair, cela revient à chauffer légèrement des pièces fines qui ne nécessitent pas de cuisson à haute température . Ce procédé garantit un assemblage métallique solide sans risque de déformation due à la surchauffe, vous évitant ainsi des ajustements ultérieurs.
Le soudage par impulsions à haute fréquence atténue considérablement l'accumulation de chaleur.
En utilisant le soudage par impulsions haute fréquence, nous réduisons considérablement l'échauffement. Concrètement, pour notre service de soudage des métaux , nous paramétrons l'énergie de chaque phase à 0,8 J, l'intervalle de temps entre les phases à 5 ms et le recouvrement des points de soudure adjacents à 60 %.
Il a été constaté que l'application de ces paramètres permet de réduire l'accumulation de chaleur de 72 % et de faire chuter l'élévation de température sur une zone de 50 mm autour de la soudure de 180 °C à 25 °C par rapport au soudage continu à 50 Hz. Cet avantage majeur du soudage des métaux pour les pièces minces est pourtant rarement mis en avant.
Les luminaires en cuivre refroidis à l'eau absorbent la chaleur
L'importance des fixations en cuivre refroidies à l'eau pour obtenir une déformation nulle est indéniable. Nos fixations en cuivre sont fabriquées avec des canaux d'eau de 3 mm de diamètre intégrés au cuivre, avec un débit de 2 L/min et une conductivité thermique de 401 W/(mK).
Lors du soudage des métaux, la température de la surface de contact du dispositif de fixation est maintenue à 22±2℃ et celle de la surface arrière de la pièce à 60, températures qui permettent d'éviter l'accumulation de chaleur.
Si vous souhaitez en savoir plus sur les paramètres spécifiques du soudage des métaux sans distorsion pour vos pièces minces, vous pouvez télécharger notre livre blanc et obtenir gratuitement plus de 300 tableaux de paramètres de processus.
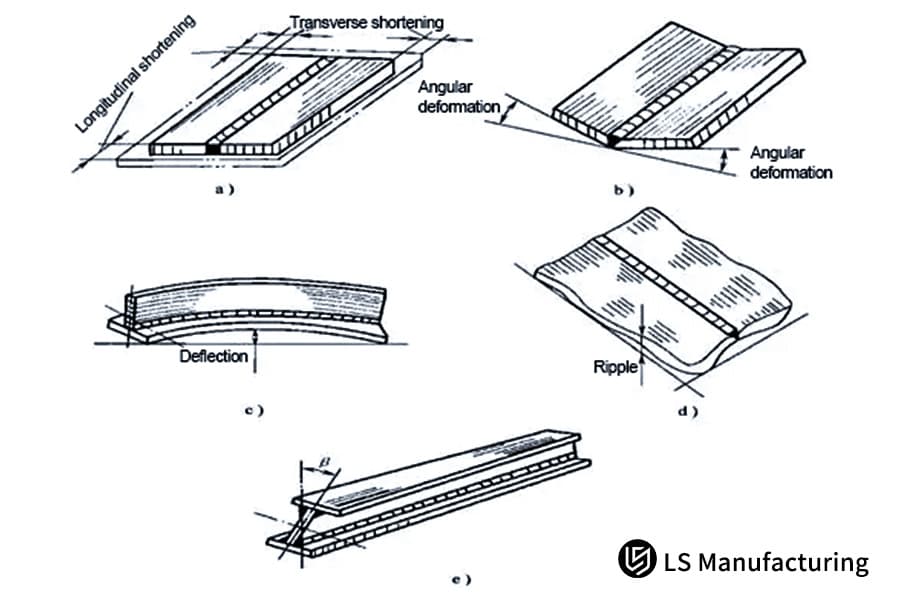
Figure 1 : Un schéma technique illustrant différents types de déformations de soudage des métaux, telles que le raccourcissement longitudinal, la distorsion angulaire et l'ondulation, courantes dans les pièces minces.
Comment le soudage des métaux sans distorsion empêche-t-il la dilatation thermique ?
La dilatation thermique est la principale cause de déformation des soudures sur les pièces minces. Afin de limiter l'élévation de température à 15 °C dans un rayon de 100 mm autour de la soudure, nous utilisons le soudage inversé segmenté et un refroidissement local à l'azote liquide.
La dilatation thermique est inférieure à 1/20 de la limite d'élasticité du matériau, et il n'y a pas de déformation résiduelle en traction après refroidissement, ce qui reflète les avantages de la technologie de soudage des métaux pour les pièces minces.
Refroidissement segmenté jusqu'à 60 °C
Pour les pièces dont la longueur totale de soudure est de 120 mm, nous les segmentons en 15 parties. Après le soudage de chaque section, la machine marque une pause automatique de 2 secondes, suivie d'une pulvérisation d'azote liquide pendant 0,3 seconde afin de refroidir rapidement la soudure à 60 °C.
Lorsque le capteur infrarouge confirme que la température a atteint la valeur de consigne, le segment suivant démarre. L'écart de température entre les segments est maintenu à 5 °C afin d'éviter toute déformation irrégulière due à la température.
Contrôle de puissance en boucle fermée infrarouge
Notre capteur de température infrarouge bicolore, positionné à 2 mm sous la surface du bain de fusion, fonctionne à une fréquence de 1 000 Hz. Lorsque la température détectée dépasse un certain seuil (par exemple 1 100 °C), l’unité de contrôle réduit le courant maximal de 8 A à 6 A en environ 10 ms, afin de prévenir instantanément les pics de dilatation thermique.
Dispositifs anti-déformation préréglés
Le retrait latéral lors du soudage est estimé par analyse par éléments finis et des mesures de compensation de la déformation sont mises en œuvre dans le dispositif de fixation par préréglage de la résistance à la déformation. Par exemple, pour un retrait de 0,018 mm, la surface de serrage du dispositif est usinée avec un arc convexe de 0,02 mm.
La pièce, après soudage, est ensuite relâchée naturellement, ce qui donne une planéité finale mesurée de seulement 0,003 mm, conforme aux exigences de haute précision et démontrant également les avantages de la technologie de soudage des métaux.
Nombre de segments de soudure | Longueur par segment (mm) | Durée de la pause (s) | Temps de refroidissement (s) | Gradient de température inter-segments (℃) | Planéité finale (mm) |
10 | 12 | 1.5 | 0,2 | 6 | 0,004 |
15 | 8 | 2 | 0,3 | 5 | 0,003 |
20 | 6 | 2.5 | 0,4 | 4 | 0,002 |
25 | 4.8 | 3 | 0,5 | 3 | 0,001 |
Principaux défis et solutions en matière de soudage des métaux pour les pièces minces ?
Lors du soudage de pièces minces , les clients rencontrent généralement trois problèmes principaux : la perforation, la croissance excessive du grain et l’affaissement du métal en fusion. Nous avons mis au point des méthodes spécifiques pour garantir la qualité des pièces soudées.
L'élévation de la longueur de l'arc empêche la perforation
La densité d'énergie de l'arc est déterminée en continu par intégration du courant de tension.
Lorsque la densité d'énergie dépasse 1 × 10⁶ W/cm² et se maintient pendant 3 impulsions, la torche de soudage s'élève automatiquement de 0,1 mm, ramenant la densité d'énergie à 8 × 10⁵ W/cm² et évitant ainsi la perforation des pièces métalliques fines. Ce procédé constitue l'un des principaux atouts de notre service de soudage de précision.
Limite de température de 1100 °C pour contrôler le grossissement des grains
Le grossissement des grains lors du soudage à froid détériore la résistance du métal à la corrosion et ses propriétés mécaniques.
Dans le cas d'un acier inoxydable 304 de 0,25 mm d'épaisseur, le courant de crête était de 6 A avec une largeur d'impulsion de 1 ms. Dans ces conditions, la température maximale du bain de fusion était de 1080 °C. La zone affectée thermiquement est restée au-dessus de 1000 °C pendant seulement 0,18 seconde, ce qui correspond à une granulométrie de grade 8 ou supérieur.
Support de pression d'argon à l'arrière
Afin d'éviter l'affaissement du bain de fusion, nous injectons de l'argon dans la cavité étanche située à l'arrière de la pièce. La pression est régulée avec une grande précision à 3 mbar (0,5 mbar) par nos soins.
Cela permet au fond du bain de fusion de recevoir un léger soutien de pression positive, empêchant ainsi le métal liquide de s'affaisser et la face avant de se bomber.
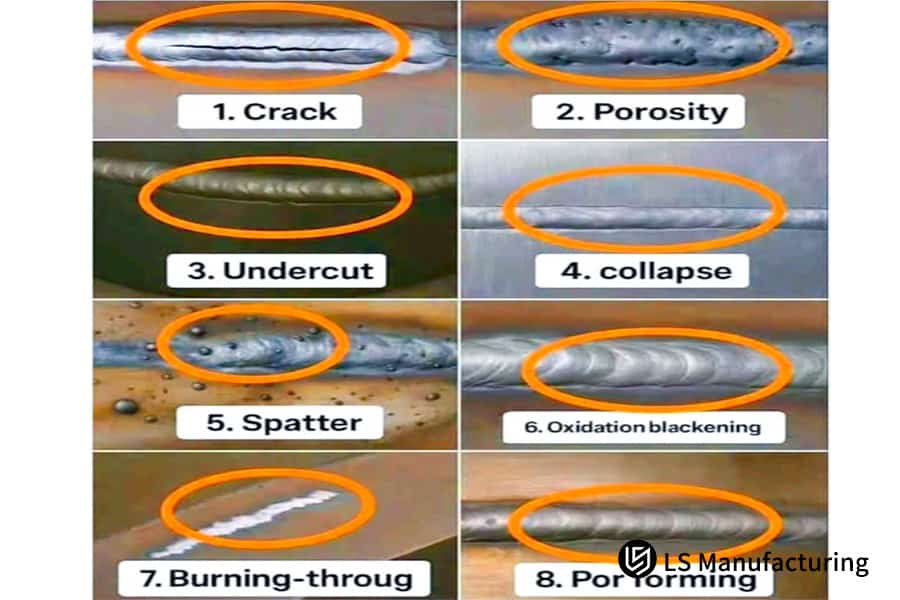
Figure 2 : Un guide visuel identifiant huit défauts de soudage courants, notamment les fissures, la porosité, les caniveaux et les projections, avec des annotations sur une surface métallique.
Pourquoi choisir un service de soudage de pièces métalliques minces plutôt qu'un atelier généraliste ?
Le soudage des métaux présente l'avantage de permettre un contrôle très strict des déformations et des rebuts. Les principales différences résident dans la maîtrise de l'apport de chaleur, les méthodes de fixation et les contrôles qualité. Cette comparaison s'appuie sur des résultats d'essais concrets.
Soudage hautement spécialisé de pièces très minces avec contrôle de la déformation
Notre service de soudage de métaux, grâce à son niveau de précision, est capable d'atteindre une plage de déformation de 0 à 8 nm pour des pièces d'une épaisseur de 50 à 200 nm.
En contrôlant avec une grande précision l'impulsion thermique et en utilisant un système de refroidissement en circuit fermé, nous avons pu réduire le taux de rebut de la moyenne du secteur (25 %) à 1,5 % , diminuant ainsi considérablement les coûts pour nos clients. C'est ce qui nous distingue dans le domaine du soudage de pièces métalliques minces.
Ateliers polyvalents à forte accumulation de chaleur
Les ateliers d'usinage généralistes utilisent des étaux ordinaires pour le serrage, sans système de refroidissement. L'énergie de la ligne de soudage continue atteint 200 J/cm, entraînant une forte accumulation de chaleur.
Les mesures réelles montrent que la largeur de la zone affectée thermiquement d'une plaque mince de 0,3 mm atteint 0,8 mm, avec une déformation angulaire de 0,15 mm et un taux de rebut d'environ 28 %, ce qui ne répond pas aux exigences de haute précision .
Adsorption sous vide spécialisée + Soudage par impulsions
Grâce à une combinaison d'équipements et de procédés, notre service de soudage de précision des métaux tire le meilleur parti des propriétés complémentaires des deux.
Notre plateforme d'adsorption sous vide permet d'aplanir des plaques minces avec une précision de seulement 0,005 mm, tandis que l'énergie de notre ligne de soudage par impulsion est de 50 J/cm, la largeur de la zone affectée thermiquement n'est que de 0,2 mm et la déformation minimale de 0,006 mm. L'ensemble de ces performances répond parfaitement aux exigences du soudage de pièces minces.
Vérification par tomodensitométrie spécialisée
Pour chaque lot, nous sélectionnons aléatoirement deux produits pour une tomographie industrielle et obtenons un chromatogramme de déviation 3D d'une précision de mesure de 0,002 mm, accompagné d'un rapport d'essai. Ce type de service de contrôle qualité n'est pas proposé par les commerces traditionnels.
Quelles sont les caractéristiques qui distinguent les professionnels des bricoleurs en matière de soudure métallique ?
Les clients obtiennent souvent de mauvais résultats lorsqu'ils tentent de souder des pièces métalliques fines à domicile, car les ateliers de soudure professionnels disposent d'un système de contrôle précis qu'il est impossible de reproduire. Notre service propose trois axes principaux pour résoudre les problèmes liés à la soudure amateur.
Correspondance automatique des paramètres à partir de la bibliothèque de processus
En proposant une bibliothèque numérique de processus comprenant plus de 300 combinaisons matériau/épaisseur, 32 matériaux et 15 gradients d'épaisseur au total, l'atelier de soudage de précision des métaux a une longueur d'avance.
Le client saisit le matériau et l'épaisseur, et le système peut automatiquement fournir les paramètres optimaux sans réglage manuel, mettant ainsi en évidence les avantages de la technologie de soudage des métaux .
Arrêt pour surveillance excessive du champ thermique
Des caméras thermiques infrarouges couvrent toute la zone de soudure et produisent des courbes de température en fonction du temps pour chaque soudure. La température est surveillée en permanence.
Lorsque la température dépasse la limite maximale ou que la vitesse de chauffage est extrêmement élevée, la machine s'arrête automatiquement et l'anomalie est enregistrée, ce qui permet d'éliminer les rebuts du lot.
Chromatogrammes de déformation traçables
Nous mesurons les pièces après soudage sur une machine à mesurer tridimensionnelle Zeiss, en enregistrant un nuage de points avec une densité d'espacement de 0,1 mm pour produire un chromatogramme d'écart de déformation très facile à comprendre.
Nous envoyons le rapport avec la marchandise. Ce document constitue un outil précieux pour les contrôles par un tiers, car il permet aux clients de constater la qualité du produit en un coup d'œil. De plus, il atteste de notre expertise en matière de soudage de pièces métalliques fines.
Si vous rencontrez des difficultés avec les réglages de paramètres ou des problèmes de qualité instable lors du soudage DIY, vous pouvez contacter nos ingénieurs pour une consultation individuelle et recevoir des conseils gratuits d'adaptation de processus de la part de notre service de soudage de pièces métalliques minces.
Figure 3 : Gros plan sur les mains d'un technicien effectuant un soudage à l'arc micro-plasma sur un composant mince en acier inoxydable, avec un arc brillant visible .
Soudage de précision des métaux vs laser vs TIG : lequel l’emporte ?
Le soudage plasma microfaisceau ( soudage de précision des métaux ) pour les pièces d'une épaisseur de 0,5 mm est une meilleure option que le soudage laser et TIG. Outre la résolution du problème de déformation, le coût et l'efficacité remarquables de cette méthode en font un choix très économique.
Méthode de soudage | Zone affectée par la chaleur (mm) | Déformation (mm) | Coût de l'équipement (USD) | Coût unitaire de traitement (USD) | Épaisseur minimale applicable (mm) | Taux de porosité (%) |
Soudage de précision des métaux | 0,15 | ≤0,008 | 45 000 | 1.2 | 0,08 | ≤0,5 |
Soudage laser | 0,12 | ≤0,01 | 180 000 | 2.1 | 0,1 | ≤0,3 |
Soudage TIG | 0,6 | ≤0,3 | 30 000 | 1.5 | 0,2 | ≤1,0 |
L'apport de chaleur du soudage TIG provoque une déformation importante.
Le soudage TIG requiert un courant stable minimal d'environ 10 A, ce qui correspond à un apport de chaleur d'environ 220 J/mm. Après soudage d'une plaque mince de 0,2 mm, les valeurs maximales et minimales de la déformation ondulée atteignent 0,3 mm , ce qui implique un meulage important de la plaque après soudage, augmentant ainsi les coûts et les délais pour le client.
Soudage laser : une réflectivité élevée signifie un faible rendement
Le soudage laser exige des spécifications strictes concernant les matériaux. Par exemple, pour souder un alliage de cuivre dont la réflectivité est supérieure à 90 %, une puissance de plus de 500 W est nécessaire pour créer un bain de fusion, et il est très facile de perforer les pièces fines.
En matière de soudage de l'aluminium, l'effet de trou de serrure est instable et la porosité dépasse souvent 5 %, ce qui entraîne une qualité médiocre.
Soudage plasma par microfaisceau : arc stable, idéal pour les matériaux fins
Le soudage plasma à microfaisceau présente une fluctuation du courant de soudage de 1 A, une précision de contrôle de la longueur d'arc de 0,05 mm et une vitesse de soudage de 12 mm/s lors du soudage d'acier inoxydable de 0,2 mm, atteignant une profondeur de pénétration de 0,18 mm sans projections.
Comparé au soudage laser, le coût par pièce est inférieur de 42 %, ce qui démontre l'excellent rapport coût-efficacité des services de soudage des métaux.
Principaux avantages de la technologie de soudage des métaux pour les pièces de moins de 1 mm ?
Les services de soudage classiques peinent à contrôler la profondeur de pénétration et la déformation des pièces très fines (0,1 à 0,8 mm) d'une épaisseur inférieure à 1 mm. Nos techniques de soudage des métaux de pointe nous permettent de réaliser des soudures simple face d'aspect similaire aux soudures double face , sans aucune projection, démontrant ainsi les avantages de la technologie de soudage des métaux.
Paramètres pour l'acier inoxydable de 0,2 mm
Basée sur de l'acier inoxydable 304 de 0,2 mm, la soudure de pièces minces utilisant notre technologie présente les paramètres suivants :
Un débit de protection à l'argon de 15 L/min, une largeur d'impulsion de 1,2 ms permettant une profondeur de pénétration de 0,18 mm et une soudure arrière continue et sans creux, autant d' atouts qui répondent aux exigences de résistance et de dimensions . Il s'agit là d'un point fort technologique de notre service de soudage de précision des métaux.
Soudage par impulsions à polarité variable de l'aluminium de 0,5 mm
Nous utilisons une procédure d'impulsions à polarité variable pour l'aluminium d'une épaisseur minimale de 0,5 mm afin d'éliminer le film d'oxyde de surface.
La fréquence de polarité variable est de 60 Hz. Une phase EP de 10 A pendant 2 ms est utilisée pour éliminer la couche d'oxyde, suivie d'une phase EN de 6 A pendant 3 ms afin de limiter la profondeur de pénétration. L'épaisseur de la couche d'oxyde après soudage est inférieure à 0,01 µm et sa porosité est de 0,5 %.
En fait, c'est comme si l'on « nettoyait soigneusement puis soudait délicatement » la surface de l'aluminium. Autrement dit, la couche d'oxyde superficielle est éliminée instantanément, puis la soudure est réalisée à la température adéquate.
De cette manière, vous évitez de percer les pièces fines et obtenez en même temps une soudure solide, ce qui vous permettra d'augmenter le rendement de votre produit.
Température maximale de 1100 °C pour éviter la sensibilisation
Nos services de soudage de pointe permettent de maîtriser les températures élevées (1100 °C) lors du soudage de composants minces en acier inoxydable austénitique, avec un temps de maintien extrêmement court (seulement 0,2 seconde). De ce fait, la précipitation de carbure de chrome est négligeable et le niveau de sensibilisation n'est que de 1,2 % , garantissant ainsi la résistance à la corrosion de la soudure.
Si vous avez des besoins en soudage pour des pièces d'une épaisseur inférieure à 1 mm, veuillez nous soumettre les informations relatives à l'épaisseur et au matériau de votre pièce, et nous vous établirons gratuitement un plan de paramètres de soudage de précision.
Quelles techniques de soudage des métaux conviennent aux pièces minces du secteur aérospatial ?
Les pièces à parois minces utilisées dans l'aérospatiale sont soumises à des exigences de qualité de soudage très élevées. Nos techniques de soudage des métaux sont spécialement conçues pour l'aérospatiale et permettent de réaliser des soudures sur des pièces minces.
Soudage Inconel 0,1 mm
Notre méthode pour les pièces minces en alliage haute température Inconel de 0,1 mm est le soudage plasma à microfaisceau pulsé haute fréquence de 20 kHz avec un rapport cyclique de 30 % et un courant de crête de 6 A.
Après soudage, aucune fissure n'est visible, le retrait transversal de la soudure n'est que de 0,002 mm et le taux de récupération élastique du soufflet atteint 98 %, répondant ainsi aux normes aérospatiales. Ceci n'est qu'un exemple de l'utilisation de notre service de soudage de pièces métalliques minces dans des applications de pointe.
Soudage des alliages de titane avec un mélange gazeux argon-hélium
Pour souder des pièces minces en alliage de titane, il est indispensable de choisir le gaz de protection le plus adapté. La tension d'arc sous argon pur est de 12 V, avec une fluctuation de pénétration de 0,03 mm.
L'ajout de 30 % d'hélium fait passer la tension à 14 V, ce qui permet un apport de chaleur plus concentré, réduit les fluctuations de pénétration à 0,01 mm, améliore la couleur d'oxydation de la soudure et augmente globalement la qualité de la soudure.
Renfort de soudure ≤ 0,02 mm, aucun meulage requis
Nous sommes capables d'un contrôle extrêmement précis sur la quantité de renfort de soudure dans notre service de soudage de précision des métaux, 0,015 mm à l'avant et 0,01 mm à l'arrière, entièrement compatible avec les normes AMS 2690.
Il est même possible de réaliser les soudures directement, sans usinage, ce qui permettra aux clients d'économiser les coûts de traitement ultérieur et de démontrer en même temps les avantages de la technologie de soudage des métaux.
Étude de cas LS Manufacturing : Soudage sans déformation de dispositifs médicaux à paroi mince de 0,1 mm
Une entreprise renommée de dispositifs médicaux était confrontée à un problème de déformation lors du soudage d'une structure tubulaire en acier inoxydable 304 de 0,12 mm d'épaisseur. La tolérance d'épaisseur de paroi de cette pièce était de 0,01 mm et le procédé de soudage laser initial présentait des défauts importants ; un service de soudage de pièces métalliques fines fiable était donc indispensable.
Problèmes rencontrés
La pièce tubulaire en acier inoxydable 304 de 0,12 mm d'épaisseur a subi un rétrécissement circonférentiel de 0,07 mm et son diamètre intérieur est devenu irrégulier en raison du soudage laser existant. La zone affectée thermiquement a entraîné une croissance des grains et le test au brouillard salin s'est terminé en 48 heures. Le taux de rebut du lot a ainsi atteint 40 %, ce qui a fortement impacté la production.
Solution
Nous avons analysé en profondeur les principaux problèmes du client, puis nous avons créé une solution de service de soudage de métaux de précision ciblée.
- Grâce à l'utilisation de la technique de soudage par impulsion plasma microfaisceau à une fréquence de 300 Hz, un courant de crête de 5,2 A et un courant de base de 1,5 A, nous avons strictement limité l'apport de chaleur.
- Pour la structure tubulaire, une méthode de soudage segmentée a été utilisée : la circonférence a été divisée en 12 segments, et chaque segment présentait une longueur d’arc de soudage de 2 mm. Un refroidissement forcé à l’azote liquide à 40 °C a été appliqué entre chaque segment afin d’éviter toute accumulation de chaleur.
- Pour le dispositif, un mandrin en cuivre a été utilisé avec une contre-pression d'argon (3 mbar) pour absorber la chaleur conductrice et empêcher la partie tubulaire de se déformer pendant le processus de soudage.
- Dans le même temps, nous avons modifié les paramètres de soudage en fonction des résultats de simulations par éléments finis qui ont montré comment maintenir la rondeur du diamètre intérieur de la pièce après soudage.
Notre solution illustre parfaitement les avantages de la technologie de soudage des métaux sans distorsion .
Résultats finaux
Suite à notre service de soudage de précision des métaux, la rondeur du diamètre intérieur de la pièce a atteint 0,003 mm, le retrait axial n'était que de 0,001 mm, la largeur de la zone affectée thermiquement était de 0,08 mm, la taille du grain est restée au niveau 9, la pièce a passé avec succès le test au brouillard salin de 500 heures et le taux de rebut pour un lot de 2 000 pièces n'était que de 0,3 %, illustrant ainsi parfaitement les avantages de la technologie de soudage des métaux sans distorsion.
Si vous rencontrez des difficultés similaires en matière de soudage, vous pouvez nous soumettre les plans et les informations concernant vos pièces, et nous vous proposerons un service d'essai de soudage gratuit pour votre première pièce, ainsi qu'une solution personnalisée de soudage de précision des métaux pour reproduire l'effet de soudage sans distorsion présenté dans notre étude de cas.

Figure 4 : Plusieurs pièces tubulaires en acier inoxydable avec des soudures de précision, présentées sur un fond blanc, illustrant les résultats d'un processus de soudage par micro-plasma pulsé.
FAQ
Q1 : Quel est le matériau le plus fin que le soudage sans distorsion peut traiter ?
Nous travaillons l'acier inoxydable ou les alliages à base de nickel à partir de 0,08 mm d'épaisseur. Pour une soudure sans déformation, le métal est soumis à une technologie d'impulsions à ultra-haute fréquence et refroidi par l'arrière afin d'éviter toute perforation.
Q2 : Quelle est la différence de coût entre le service de soudage de précision des métaux et le soudage laser ?
Comparé au soudage laser, le coût de l'équipement de soudage des métaux n'est que d'environ un quart, et les frais de traitement par pièce sont inférieurs de 30 à 50 %, ce qui permet aux clients de réduire leurs coûts de production.
Q3 : Un traitement thermique est-il nécessaire pour soulager les contraintes après soudage ?
Étant donné que notre méthode de soudage des métaux sans distorsion produit une contrainte résiduelle < 50 MPa, ce qui est nettement inférieur à la limite d'élasticité du matériau, la décision d'utiliser ou non un traitement thermique revient au client.
Q4 : Peut-on contrôler la déformation de soudage des tôles d'aluminium minces ?
Il est possible d'obtenir une maîtrise totale de la déformation pour les tôles en alliage d'aluminium d'une épaisseur supérieure à 0,3 mm. L'élimination de la couche d'oxyde est facilitée par l'utilisation de la technologie des impulsions à polarité variable.
Q5 : Quelle est la taille minimale du lot ?
Nous n'imposons aucune quantité minimale de commande et acceptons les commandes d'un seul échantillon. Les petits lots de 5 pièces suffisent pour la production et répondent ainsi aux besoins de vérification d'échantillons et de production en petites séries.
Q6 : Peut-on souder des métaux différents ?
Oui, l'acier inoxydable peut être soudé aux alliages à base de nickel. Dans le cas du soudage dissemblable cuivre-acier, une couche de transition est nécessaire pour garantir la résistance et prévenir les défauts.
Q7 : Existe-t-il une limite à la longueur maximale de la soudure ?
La longueur maximale d'une soudure est de 300 mm. Les soudures plus longues peuvent être divisées en segments et soudées ensemble ; il n'y a pas de limite supérieure à la longueur totale.
Q8 : Quel est le délai de livraison de LS Manufacturing ?
Échantillons de production : 3 à 5 jours ouvrables. Petites séries (moins de 1 000 pièces) : 7 à 10 jours ouvrables. La production du client ne sera pas affectée.
Résumé
Les pièces minces, d'une épaisseur n'excédant pas 1 mm, ont toujours été une source de déformation lors du soudage et d'un taux de rebut élevé pour les entreprises.
Notre service professionnel de soudage de pièces métalliques minces permet de contrôler les déformations jusqu'à 0,008 mm et de réduire les taux de rebut à moins de 1,5 %, grâce à la combinaison d'un contrôle thermique pulsé et d'une technologie de refroidissement en boucle fermée, résolvant ainsi efficacement ce problème.
Technologie, coût et efficacité figurent parmi les principaux atouts de notre service de soudage de précision par rapport aux ateliers d'usinage classiques et aux autres méthodes de soudage. Nous proposons des solutions de soudage sur mesure pour pièces fines, destinées à divers secteurs tels que le médical et l'aérospatiale.
Envoyez-nous dès maintenant les plans de vos pièces minces et LS Manufacturing vous offrira un rapport de simulation de déformation gratuit ainsi qu'un essai de soudage sur votre première pièce . Demandez dès maintenant plus de 500 tableaux de paramètres de procédé et soudez en toute sérénité.

📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


