
金属溶接サービスは、精密製造分野において依然として非常に重要な役割を果たしています。肉厚が1.5mm未満の薄い金属部品の溶接は、金属溶接サービスの中でも特に難易度の高い作業であり、技術者は熱変形、過熱、粒界腐食といった問題に常に直面し、結果として非常に高い不良率につながっています。
従来の溶接技術では、熱入力と構造強度の満足のいく組み合わせを実現することはできず、また、ほとんどのサプライヤーはマルチフィジックス応力制御に精通していないため、納品された製品が気密性試験や引張試験に合格しないのが一般的である。
前回の「プラスチック溶接の最適な方法とは」というテーマとは対照的に、今回は金属溶接に焦点を当て、精密なプロセス選定、カスタマイズされた治具設計、そしてLS Manufacturing独自のパラメータ最適化ソリューションが、薄肉構造設計の成功にどのように貢献するのかを詳しく解説します。続くセクションでは、技術的な問題から実際の事例まで、高品質なOEM金属溶接サービスの重要なポイントを解説していきます。

薄肉金属溶接サービスに関する主要な回答の概要
| 根本的な問題 | 主要ソリューション | コアデータサポート | 主な顧客メリット |
| 熱入力制御における課題 | リアルタイム脈拍制御技術 | 熱入力精度誤差 ≤3% | 部品のねじれなし、組み立て公差を考慮 |
| 部品の物理的変形 | 適合型放熱固定具+冷却チャネル | 0.5mm厚の薄板に波状変形は発生しない | 水平調整工程の削減、コスト削減 |
| 異種金属接合部における亀裂 | 遷移層材料+ビーム振動軌道 | 関節疲労寿命が30%向上 | 品質クレームのリスク低減 |
| 大量生産コストが高い | DFM設計最適化+サイクルタイム最適化 | 溶接サイクル時間が20%短縮 | 部品あたりのコストが15%削減 |
この記事では、 薄肉金属溶接に関する主な問題点について解説します。また、LS Manufacturingの金属溶接サービスにおける技術ソリューション、工具設計、品質検査、および実例といった側面が、顧客の薄肉溶接問題の解決、コスト削減、および製品認定率の向上にどのように役立つかについても説明します。
LSマニュファクチャリングの金属溶接サービスは、薄肉部品をどのように溶接するのですか?
薄肉金属部品の溶接において最も重要な課題は、熱入力と金属強度とのトレードオフであり、これは金属溶接サービスにおける主要な懸念事項でもあります。LS Manufacturingは、最新技術を駆使して薄肉溶接の課題に取り組む、精密金属溶接サービスのリーディングカンパニーです。
0.1~1.5mmのステンレス鋼およびチタン合金部品の場合、 当社は「プロセス適応+工具カスタマイズ+パラメータクローズドループ」ソリューションを採用しています。主な実績としては、熱入力精度誤差3%、超薄型部品の合格率99%、異種金属溶接強度が母材の95%に達しています。
当社の金属溶接はAWS D17.1規格に基づいています。航空宇宙ダクトのプロジェクトでは、レーザーパルス変調と特注治具を用いることで不良率を35%から0.5%に削減し、クライアントは年間20万ドル以上のコスト削減を実現しました。
当社では、部品の材質や肉厚に応じて、レーザー溶接または最適化されたマイクロパルスTIG溶接を非常に柔軟に組み合わせます。溶融池の温度と溶接速度を制御するためのリアルタイム監視システムを構築し、 ISO 9001規格に準拠することで、溶接の一貫性を保証します。
当社の金属溶接サービスは、「溶接できるかどうか」という問題を解決するだけでなく、「高品質、安定、低コストの溶接」という中核的なニーズにも対応します。薄肉溶接における高い不良率にお悩みでしたら、ぜひ当社エンジニアにご連絡ください。無料の技術実現可能性評価と迅速な解決策をご提案いたします。

薄板部品の精密金属溶接において、熱入力制御が厳格なのはなぜですか?
金属溶接サービスにおいて、航空宇宙用配管や医療用センサーハウジングといった薄肉部品の溶接を行う場合、発生する熱量を極めて精密に制御する必要があります。これらの部品は熱容量が非常に低いため、わずかな熱入力の変動でも変形、焼損、粒界腐食を引き起こし、溶接された薄肉部品が不良品となってしまう可能性があるからです。
熱入力が薄肉部品の微細構造に及ぼす影響
熱影響部(HAZ)は重要な役割を果たします。熱入力が過剰になるとHAZが拡大し、粗粒化や材料の靭性低下につながります。一方、熱入力が不足すると溶け込みが不完全になり、接合部の強度に最も大きな影響が出ます。わずかな誤差でも、部品の性能や寿命に影響を与える可能性があります。
異なる溶接プロセス間における入熱量の違いの比較
| 溶接プロセス | エネルギー密度(W/cm²) | 熱入力誤差範囲 | 薄肉部品の互換性 | 寸法公差率 |
| 従来型TIG溶接 | 1000~3000 | ±8% | 貧しい | 12~18% |
| 通常のレーザー溶接 | 10000~30000 | ±5% | 良い | 4~8% |
| LSマニュファクチャリング社による最適化されたレーザー溶接 | 15000~35000 | ±3% | 素晴らしい | ≤1% |
| マイクロパルスTIG溶接 | 2000~5000 | ±4% | 良い | 3~6% |
LSマニュファクチャリングは、リアルタイムパルス制御技術により、熱入力精度誤差を3%以内に抑え、熱影響部(HAZ)範囲を効果的に制御することで、部品の歪みを回避し、精密な組立公差を維持します。部品適合プロセスに関する情報は、「薄肉金属溶接プロセス選定ホワイトペーパー」をダウンロードしてご覧ください。

図1:火花を散らしながら薄い金属部品を溶接している溶接工。
薄肉金属溶接において、特注治具を用いて変形を抑制する方法とは?
薄肉金属溶接における変形は、最適化されたパラメータと適切な工具の組み合わせを用いることで解決できます。優れた工具は、優れた拘束力と均一な放熱性を提供し、これが波状変形を防ぐ主要な要因となります。この原理こそが、 カスタム薄肉溶接の核心的な利点です。
LSマニュファクチャリング独自のコンフォーマル放熱固定具技術
当社では、部品の形状と材質に基づいて、冷却チャネルを内蔵したコンフォーマルな放熱治具を開発しています。
これにより、溶接中の放熱が迅速に行えるようになり、部品に密着することで不均一な応力の発生を回避できるほか、複雑な形状の薄肉部品への加工も可能になります。
薄肉部品の型締め力設定に関する規格
肉厚の異なる薄肉部品の場合、適切な型締め力を設定することが非常に重要です。分かりやすい計算基準をまとめました。
例えば、0.5mm厚のステンレス鋼板を溶接する場合:
- 2つの部品の間に隙間が生じないように、1センチメートルあたりの締め付け力は8~12Nに設定する必要があります。
- クランプポイント間の距離は20~30mmに保つ必要があります。そうすることで、局所的な圧力が部品の損傷を引き起こすレベルまで上昇するのを防ぐことができます。
- 部品表面の傷を軽減しつつ、クランプの安定性を維持するためには、柔軟性のあるクランプヘッドを使用する必要がある。
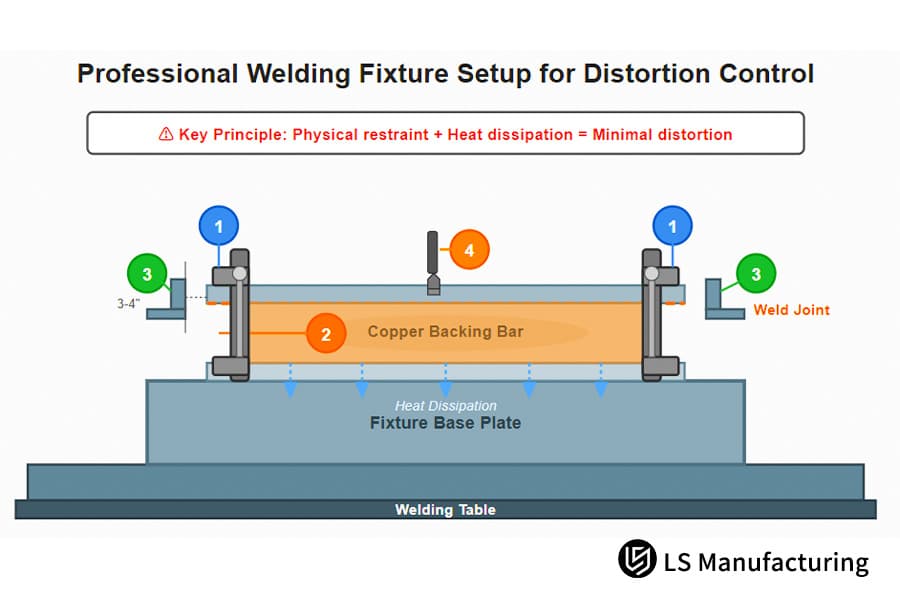
図2:薄肉金属溶接用治具のセットアップ。
薄肉溶接サービスは、異種金属間の熱膨張率の不一致にどのように対処するのでしょうか?
薄肉溶接において、溶接による亀裂の発生は、特にアルミニウム合金やステンレス鋼などの異種金属を扱う場合に大きな懸念事項となっています。この問題は主に、これらの金属の線膨張係数が大きく異なることに起因します。薄肉部品の金属溶接を手掛けるほとんどのサプライヤーにとって、この問題は大きな技術的課題となっています。
遷移層材料とビーム振動軌道の最適化
遷移層の材質を変更することで金属特性のばらつきに対処すると同時に、ウォブルテクノロジーのビーム振動軌道を利用して溶融プールの流動性を高め、接合部の靭性を向上させ、熱膨張率の不一致から生じる問題を解決します。
航空宇宙グレードの薄肉部品に対する推奨溶接パラメータ
| 異種金属の組み合わせ | スキャン速度(mm/秒) | パルスエネルギー(J) | 遷移層材料 | 関節疲労寿命(サイクル数) |
| アルミニウム合金+ステンレス鋼 | 18-22 | 1.2~1.5 | ERNiCrMo-3 | ≥10⁶ |
| チタン合金+銅 | 15-18 | 0.9-1.1 | TiCu合金 | ≥8×10⁵ |
| ステンレス鋼+銅 | 20~25 | 1.0~1.3 | ERCuNi | ≥9×10⁵ |
OEM向け金属溶接サービスサプライヤーを選定する際に、DFM監査を通じて生産コストを削減するにはどうすればよいでしょうか?
DFM監査は、 OEM金属溶接サービスサプライヤーを選定する際に、適切なパートナーを選ぶためのコスト削減策の一つです。実際、多くの顧客は、不適切な初期設計のために溶接サイクルが非常に遅く、不良率が高いという問題を抱えています。そのため、専門的なDFMのみが、これらの問題を根本的に回避するのに役立ちます。
薄肉溶接における典型的な設計ミス
大量生産コストに直接影響を与える典型的な設計ミスは以下の3つです。
- 重ね合わせギャップが広すぎると(0.1mm以上)、溶着量が増え、溶接時間が長くなり、変形のリスクが高まります。
- 端部に放熱経路がないため、溶接中に熱が蓄積され、追加のレベリング作業が必要となり、結果として人件費が増加する。
- 複雑な重ね合わせ構造など、不適切な接合部設計は、溶接時間とサイクルタイムの増加につながり、結果として生産効率の低下を招く。
DFM最適化の本質
LS Manufacturingのエンジニアは、お問い合わせの際に無料のDFM最適化レポートを提供します。このレポートでは、溶接サイクル時間を20%短縮、不良率を1%に抑え、部品の機能変更なしに部品コストを10~15%削減できる溶接シーケンス最適化のシミュレーション結果を提供します。
航空機グレード薄肉溶接の精密浸透試験規格は、貴社の業界認定要件を満たしていますか?
航空宇宙グレードおよび医療グレードの薄肉溶接には、極めて精密な溶接浸透度試験が不可欠です。これは、当社の精密金属溶接サービスの強度を評価する際に重視する重要な要素です。徹底的かつ正確な試験は、溶接部の強度を保証するだけでなく、お客様が業界監査基準を遵守する上でも役立ちます。
LSマニュファクチャリングの中核品質管理試験プロセス
当社は、溶接部の浸透度を高精度で検証するために、複数の試験手法を組み合わせた徹底した品質管理システムを開発しました。
- 金属組織顕微鏡による溶接溶け込み深さ測定:この方法は、0.01mmという比類のない精度で溶接部の微細構造を詳細に明らかにし、溶接溶け込み深さが設計仕様と一致していることを確認するために使用されます。
- ヘリウム質量分析法による漏洩検知:漏洩率は110Pam/sに維持されており、航空宇宙および医療分野の非常に厳しい気密性要件を満たしています。
- X線非破壊検査:溶融不良や気孔など、隠れた品質問題を示す可能性のある内部溶接欠陥を特定します。
国際規格への準拠
当社の試験手順はAWS D17.1規格に厳密に準拠して実施されており、データのトレーサビリティと第三者機関による試験証明書の取得を保証します。当社の精密金属溶接サービスは、航空宇宙および医療グレードのアクセス要件を完全に満たすことができます。

図3:航空機グレードの溶接継手の断面図。
精密金属溶接において、強度と軽量化の要件をどのように両立させるか?
精密金属溶接サービスを選択する顧客は、通常、薄肉部品の軽量化と構造強度とのバランスを取る必要があります。重量を軽減するために肉厚を巧みに調整すると同時に、使用条件に対して十分な溶接強度を確保しなければなりません。これは、薄肉部品の溶接、ひいては薄肉金属溶接全般における最大の課題と言えるでしょう。
溶接パラメータ最適化技術
溶接補強(0.2~0.5mm)と溶接パターン間隔を最適化の主要素とすることで、壁を厚くすることなく強度を向上させ、応力集中を解消し、軽量化と性能向上の要求を満たします。
レーザーパルス変調の応用効果
LS Manufacturingは、特定の周波数レーザーパルス変調技術を用いることで、強度と軽量化の相乗効果を実現しています。社内試験の結果、溶接部の引張強度は母材の95%以上を達成し、部品重量も増加しないことが確認されており、これは米国ハイエンド市場の要求を満たすものです。
部品の強度と軽量化のバランスが求められる場合は、当社のエンジニアにご相談ください。部品の構造を考慮し、性能と重量の最適なバランスを実現するために、お客様のニーズに合わせた精密金属溶接ソリューションをご提案いたします。
LSマニュファクチャリングの事例研究:医療大手向け内視鏡用薄肉チタン合金チューブ部品のカスタマイズ
医療機器の溶接には、生体適合性基準を維持しながら、変形防止や酸化抑制など、薄肉金属の溶接に関して最も厳しい要件が求められます。ここでは、世界中の主要医療機器メーカーのニーズに応えるために当社が特注製作した薄肉チタン合金管アセンブリの事例をご紹介します。これは、当社の金属溶接サービスの能力を示す好例です。
顧客の課題
クライアントは、世界的に著名な医療機器メーカーです。同社の製品要件の一つは、肉厚がわずか0.3mmという極めて薄いチタン合金製内視鏡チューブの組み立てです。溶接では酸化や変形が生じず、同時に生体適合性基準を満たす必要があります。以前のサプライヤーの成功率は65%未満で、溶接部の黒ずみ、生産停止、高額な廃棄物コストが発生していたと報告されています。
LSマニュファクチャリングソリューション
お客様の問題に対応するため、当社は専門の技術チームを編成し、薄肉溶接における豊富な経験を活かして、お客様一人ひとりに合わせたソリューションを考案しました。
- プロセス選定: 「高純度アルゴン雰囲気の完全密閉型グローブボックス」と「ファイバーレーザーマイクロホール溶接」のプロセスを用いることで、保護ガスの純度を99.999%に確保し、溶接部の酸化を完全に排除します。
- カスタムツーリング:当社が独自開発した高精度回転軸リンクツーリングは、5軸CNC電動サーボシステムであり、溶接中に部品が均一に回転することを保証し、局所的な過熱を防ぎ、死角のない360度溶接を容易にします。
- パラメータ最適化:パルスエネルギーを約0.8Jに制限し、走査速度を16~18mm/sを標準とし、熱入力精度の誤差を2.5%未満に抑えることで、部品の変形を防ぎます。
結果と価値
このソリューションを導入後、溶接部は銀白色(酸化なし)となり、歩留まりは99.5%に向上し、1個あたりのコストは15%削減されました。これは、クライアントにとって年間120万ドル以上のコスト削減を意味します。その後、クライアントは3年間の長期OEM供給契約を締結することに同意しました。
薄肉溶接に関するご要望がどれほど高度なものであっても、当社はカスタマイズされたソリューションをご提供いたします。同様の溶接課題でお困りの場合は、事例の詳細をご覧いただき、お客様に最適な金属溶接サービスソリューションについてお問い合わせください。

グローバルな精密金属溶接サービスサプライチェーンにおいて、LS Manufacturingを信頼する理由とは?
信頼できる金属溶接サービスパートナーを選べば、溶接に関する問題、サプライチェーンの安定性、コスト管理といった課題を解決できます。LS Manufacturingの最大の強みは、技術、サービス、リスク管理を通じて包括的なサポートを提供することであり、だからこそお客様から信頼できるパートナーとして評価されているのです。
包括的な技術サポートで、顧客リスクを低減します。
当社は、DFMレビュー、プロセス選定、工具調整、品質検査に至るまで、包括的な技術サポートを提供できます。これにより、お客様の設計およびプロセスリスクの軽減、納期を確保するための柔軟な在庫管理、そして生産上の問題解決のための24時間365日のオンラインフィードバックを実現します。
主要な強みを確保し、品質と効率のバランスを保っています。
当社は最新鋭の溶接機械と完全自動化された生産ラインを備えており、人的介入を一切排除しています。
当社の統計的プロセス管理指標(CPK)は通常1.33以上です。当社が提供する金属精密溶接サービスは、 0.1mmから1.5mmまでの薄肉部品に対応しています。そのため、薄肉部品の金属溶接を効果的かつ効率的に行うことができます。このサービスは非常に汎用性が高く、ハイエンドな用途や様々な材料にも対応可能です。
当社は溶接に加え、包括的なリスク管理とサプライチェーンの確実性を提供します。これにより、お客様の生産コスト削減と製品競争力向上を支援します。安定した効率的なカスタム薄肉溶接サービスをご希望の場合は、詳細なご要望をお送りください。お客様に合わせた協力プランを作成いたします。

図4:LSマニュファクチャリングのグローバルサプライチェーンの状況。
よくある質問
Q1:薄肉金属溶接において、貴社が取り扱う最小板厚はどれくらいですか?
当社では、肉厚0.1mmという薄肉のステンレス鋼およびチタン合金部品のバッチ加工を、非常に高い信頼性で実施できます。特製の治具と高精度なパルス制御により、ブローホールがなく、変形も最小限に抑えられた溶接部を実現し、精密溶接アセンブリに最適です。
Q2:薄肉部品の溶接に関するOEMサービスの見積もりはどのように入手できますか?
3D図面(STEP/IGS形式)をアップロードし、材質、肉厚、および受入基準を指定してください。当社のエンジニアが24時間以内に、DFM(設計製造性)に関する提案を含む詳細な見積もりをご提示いたします。
Q3:薄肉溶接時に漏れ防止性をどのように確保しますか?
当社では、全バッチに対してヘリウム質量分析計によるリークテストを実施しており、リーク率は1e-8以下です。さらに、溶接欠陥を可能な限り少なくし、部品の長期安定性を確保するために、常に工程改善に取り組んでいます。
Q4:設計の実現可能性を検証するための小ロット試作品製作サービスを提供していますか?
当社の迅速な試作ラインにより、サンプルは最短3~5営業日でお届けできます。サンプルには、設計の実現可能性検証に役立つ、非常に詳細な溶融深さ断面解析レポートを無料で添付いたします。
Q5:薄肉加工の場合、レーザー溶接とTIG溶接のどちらが安価ですか?
実際には、部品の構造と精度によって異なります。レーザー溶接は非常に高精度で非常に薄い部品にしか適用できませんが、最適化された当社のマイクロパルスTIG溶接はより柔軟性があり、多くの場合、特定の接合形状においてコスト削減を実現します。
Q6:LS Manufacturingは、長期的な生産の一貫性(CPK)を確保するためにどのような対策を実施していますか?
当社の方法では、自動化されたワークステーションを使用し、同時にパラメータを継続的に追跡するため、人手を介在させる必要がありません。そのため、バッチごとのCPK値は安定しているだけでなく、1.33以上となり、生産の一貫性が保証されます。
Q7:注文した部品が既に熱変形している場合、それを修復する方法を提案していただけますか?
当社では、変形した部品の寸法を元の寸法に戻すための真空熱矯正機を保有しています。同時に、溶接の初期段階で工程を最適化することで変形を防止することを最優先事項としています。
Q8:貴社の溶接サービスはISO 9001またはその他の業界標準に準拠していますか?
当社はISO 9001認証を取得しており、溶接はAWSまたはEN規格に準拠しています。また、航空宇宙、医療などのハイエンド産業のご要望に応じて、第三者機関による試験証明書を発行することも可能です。
まとめ
薄肉金属を高精度で溶接するには、材料、工具、熱バランス、および試験工程を完全に制御する必要があります。LS Manufacturingの金属溶接サービスは、お客様にメリットをもたらし、溶接における課題を完璧に解決し、強度と軽量性の最適なバランスを見出すことに重点を置いています。
複雑な薄肉溶接でお困りですか?それとも不良率が高すぎますか? LS Manufacturingの専門チームに今すぐご連絡ください。設計図面をお送りいただければ、無料の技術実現可能性評価と非常に競争力のあるOEM見積もりをご提供いたします。データと精度を駆使して、お客様の設計アイデアを最高品質の製品として形にします!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


