
Precision metal welding service is the main way to fix deformation in thin walled parts (thickness 0.5mm). Thin walled parts will be distorted very easily after welding, which leads to a scrap rate of more than 30% at times.
With our zero-distortion metal welding technology, we can keep deformation below or equal to 0.008mm and scrap rate to below or equal to 1.5%, which is even better than the traditional methods.
Traditional TIG welding and laser welding cannot accurately control heat input. Thermal expansion and residual stress can make it impossible to maintain original dimensions.
With medical devices, for example, a single defect/deformation by the batch is a reason for the discard of the whole batch. Thus, we are engaged in the development of metal welding for thin parts technology a lot.

Core Answer Summary
|
Core Issues
|
Zero-Distortion Solutions
|
Key Data Indicators
|
|
Deformation caused by thermal expansion
|
Pulse energy + local cold source closed-loop control.
|
The heat-affected zone is ≤0.2mm.
|
|
Slow heat dissipation of thin parts
|
Segmented welding + forced heat conduction fixture.
|
Deformation is ≤0.008mm.
|
|
No special processes in general processing shops
|
LS Manufacturing micro-plasma + digital compensation.
|
Applicable for thickness 0.1-1.0mm.
|
Why Trust LS Manufacturing For Precision Metal Welding? Proven Expertise In Welding Ultra-Thin Components Without Distortion
Of course, your main worry when searching for a metal welding service that can help you solve the deformation problem of thin parts is their ability to do it in a reliable way and to enhance product qualification rates.
Partnering with LS Manufacturing means that you can take advantage of our 12 years of professional experience and easily tap into mature service systems in the medical, aerospace, and automotive fields, among others.
Also, we have over 500 company cooperation cases, so we can provide you with more reliable precision metal welding guarantees, giving you peace of mind about the stability of your partnership.
There is no need to worry about the technical barriers to welding ultra thin parts.
The team at LS Manufacturing has acquired core technology and can easily handle your ultra thin parts with a minimum thickness of 0.08mm, while a batch pass rate at the level of 99.7% or even above is guaranteed. We are very careful that during the welding operations we comply with the AWS D17.1 standard.
What if you find yourself in a dilemma of deformation of thin parts?
For example, a famous medical device company suffered from the problem of welding deformations of 0.1mm stainless steel sensor housings - the original laser welding caused a circular shrinkage of 0.07mm, and the scrap rate was even as high as 40%, which led production costs to skyrocket.
However, if you opt for LS Manufacturing, our micro beam plasma pulse welding method can effectively help you keep the deformation within 0.005mm, thus directly lowering the scrap rate to 0.3%, which is a very large decrease in the losses and an increase of your production efficiency.
Worried about adding more testing expenses? Don't be. LS Manufacturing houses a complete set of testing equipment such as industrial CT scanners and Zeiss coordinate measuring machines.
Each batch of products will go through our full inspection process to ensure that every product you receive meets the expected requirements and complies with ISO 15614-2 standards, saving you the trouble of rework and repair, and saving you time and labor costs.
If you are troubled by welding deformation issues on thin parts, contact our engineers for free technical consultation and learn how we can help you reduce scrap costs.
What Makes Precision Metal Welding Service Zero-Distortion On Thin Parts?
Precise heat input control and rapid heat dissipation are essential to the successful zero-distortion metal welding thin parts. By using a micro beam plasma arc heating with a heat input density 40J/mm³ and a heat control in millisecond level pulses, the temperature variation in the molten pool is kept within ±5℃.
This prevents the whole substrate from warming up and allows for a post welding flatness of 0.008mm. Therefore, the problems of thin part welding can be resolved.
Low Heat Input Density
Typically, the introduction of excessive heat during conventional welding leads to the plastic deformation of the substrate. If we take 0.2mm stainless steel as an example, we would generally need an energy density of around 60J/mm³ to melt it.
On the other hand, our precision metal welding service have the ability to manage the heating at 40J/mm³, simultaneously restricting the rise of current to 0.5A/ms, which helps to stave off instantaneous overshoot and effectively reduce the chances of deformation.
To put it simply, it is equivalent to "gently heating" thin parts that do not require hot baking. It guarantees a sound metal joining without the drawback of deformation due to overheating and hence you will be spared the hassle of making adjustments afterwards.
High Frequency Pulse Welding Greatly Mitigates Heat Build up
By implementing high frequency pulse welding, we can significantly decrease heat build up. Specifically, for our metal welding service, we set the energy of each phase at 0.8J, the time interval between phases at 5ms, and the percentage of overlap between the adjacent welded points at 60%.
It was found that when these parameters are applied, heat accumulation will be reduced by 72%, and the temperature increase over the 50mm region around the weld will drop from 180℃ to 25℃ in comparison with 50Hz continuous welding. This is a key benefit metal welding for thin parts that is rarely discussed.
Water Cooled Copper Fixtures Take in Heat
The contribution of water cooled copper fixtures towards achieving zero deformation cannot be overstated. We manufacture our copper fixtures using 3mm diameter water channels embedded into the copper with a flow rate of 2L/min and a thermal conductivity of 401W/(mK).
When metal welding takes place, the fixture contact surface temperature is kept within 22±2℃, and the part back surface is 60, which are temperatures successful at preventing heat build up.
If you would like to learn about specific parameters for zero-distortion metal welding for your thin parts, you can download our white paper and obtain 300+ sets of process parameter tables free of charge.
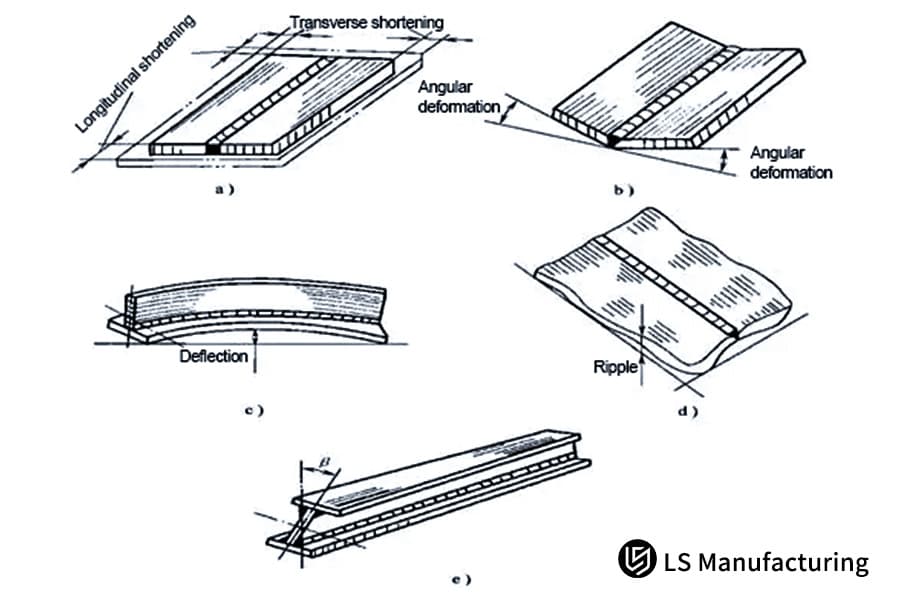
Figure 1: A technical diagram illustrating various types of metal welding deformations, such as longitudinal shortening, angular distortion, and ripple, common in thin parts.
How Does Zero-Distortion Metal Welding Stop Thermal Expansion?
Thermal expansion is the primary reason why weld deformation occurs in thin parts. To limit the temperature increase within 100mm around the weld to 15℃, we resort to using segmented reverse welding and local liquid nitrogen cooling.
The thermal expansion is less than 1/20 of the material yield stress, and there is no residual tensile deformation after cooling, reflecting the thin parts metal welding technology advantages.
Segmented Cooling to 60℃
In the case of parts with a total weld length of 120mm, we segment them into 15 parts. After welding each section, the machine pauses automatically for 2 seconds, followed by liquid nitrogen spraying for 0.3 seconds to cool the weld quickly to 60℃.
When the infrared sensor confirms the temperature has reached the set point, the following segment is started. The temperature difference between segments is kept to 5℃ to avoid temperature induced uneven deformation.
Infrared Closed Loop Power Control
Aiming 2mm behind the surface of the molten pool, our dual color infrared temperature sensor operates at a frequency of 1000Hz. When the temperature detected goes beyond a certain limit (e.g. 1100℃), the control unit lowers the maximum current from 8A to 6A in about 10ms, so as to instantly prevent thermal expansion peaks.
Pre-set Anti deformation in Fixtures
The lateral shrinkage during welding is estimated by finite element analysis and counter deformation measures are implemented in the fixture by pre-setting anti deformation. For instance, for a shrinkage of 0.018mm, a fixture's clamping surface is machined with a 0.02mm convex arc.
The part after welding is then naturally released, resulting in a final measured flatness of only 0.003mm, which is in line with high precision requirements and also showing the metal welding technology advantages.
|
Number of Welding Segments |
Length per Segment (mm) |
Pause Time (s) |
Cooling Time (s) |
Inter-segment Temperature Gradient (℃) |
Final Flatness (mm) |
|
10 |
12 |
1.5 |
0.2 |
6 |
0.004 |
|
15 |
8 |
2 |
0.3 |
5 |
0.003 |
|
20 |
6 |
2.5 |
0.4 |
4 |
0.002 |
|
25 |
4.8 |
3 |
0.5 |
3 |
0.001 |
Biggest Challenges In Metal Welding For Thin Parts & Solutions?
While metal welding for thin parts, the customers usually experience three main problems: burn through, grain coarsening, and molten metal collapse. We have come up with some specific methods to assure the quality of the welded parts.
Arc Length Lift Prevents Burn Through
The arc energy density is determined continuously based on voltage current integration.
When the energy density is over 1×10⁶W/cm² and lasts for 3 pulses, the welding torch automatically moves up by 0.1mm, lowering the energy density to 8×10⁵W/cm², thus preventing the burn through of thin metal pieces. This is among the main elements of our precision metal welding service.
Temperature Limit 1100℃ to Control Grain Coarsening
Cold welding coarsening deteriorates the metal's resistance to corrosion and mechanical property.
In the case of 0.25mm thick 304 stainless steel, the peak current was 6A with the pulse width at 1ms. Under these settings, the highest molten pool temperature was 1080℃. The heat affected zone was above 1000℃ for only 0.18 seconds, and thus the grain size was grade 8 or higher.
Argon Pressure Support on the Back Side
In order to avoid the molten pool collapsing, we pump argon gas into the sealed cavity at the back side of the workpiece. The pressure is very accurately regulated at 3mbar (0.5mbar) by us.
This allows the bottom of the molten pool to receive a small positive pressure support, thus the liquid metal cannot sag, and also the front side cannot bulge.
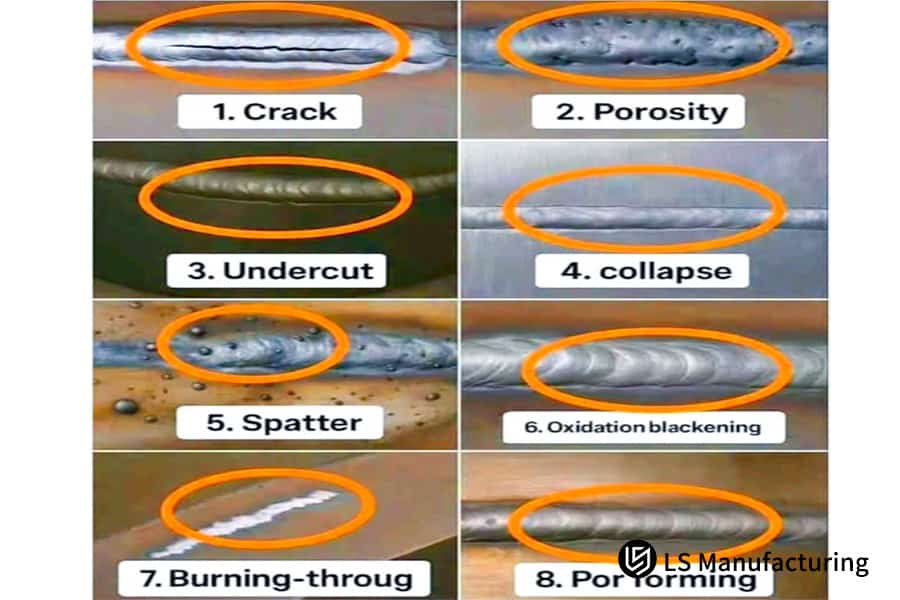
Figure 2: A visual guide identifying eight common welding defects, including cracks, porosity, undercut, and spatter, with annotations on a metal surface.
Why Choose Thin Parts Metal Welding Service Over General Shops?
Being metal welding works, the difference is that we can restrict the levels of deformation and scrap quite strictly. The main distinctions are related to the control of heat input, methods of clamping, and checks of quality. This comparison is based on actual test results.
Highly specialized welding of very thin parts with deformation control
Our metal welding service at the accuracy level is able to achieve a deformation range of 0nm-8nm for the 50-200nm thin parts.
By controlling the amount of heat pulse very precisely and using a cooling system with a closed loop, we have been able to lower the scrap rate from the average of the industry which is 25% to 1.5%, thus greatly cutting down customer's expenses. This is what sets us apart when it comes to thin parts metal welding service.
General Purpose Shops with High Heat Accumulation
General purpose machining shops use ordinary vises for clamping without cooling measures. Continuous welding line energy reaches 200J/cm, resulting in severe heat accumulation.
Actual measurements show that the heat affected zone width of a 0.3mm thin plate reaches 0.8mm, with angular deformation of 0.15mm and a scrap rate of approximately 28%, failing to meet high precision requirements.
Specialized Vacuum Adsorption + Pulse Welding
Using a combination of equipment and process, our precision metal welding service is making the most of the complementing properties of both.
Our vacuum adsorption platform is capable of flattening thin plates to be only 0.005mm off flat while our pulse welding line energy is 50J/cm, the heat affected zone width is only 0.2mm, and the deformation is as low as 0.006mm. The features of all these performances meet the requirement of thin part welding perfectly.
Specialized CT Scan Verification
From each batch, we randomly pick 2 products for industrial CT scanning and get a 3D deviation chromatogram which is 0.002mm in measurement accuracy along with a test report. Such quality verification service is not obtainable from ordinary stores.
What Metal Welding Service Features Separate Pros From DIY?
Customers often get poor results when trying to weld thin metal parts at home because professional metal welding shops have a closed loop control system which DIY cannot copy. Our service offers three main aspects that address the issues of DIY welding.
Automatic Parameter Matching from the Process Library
By offering a digital process library of over 300 material/thickness combinations, 32 materials, and 15 thickness gradients in total, the precision metal welding facility is a step ahead.
The customer inputs the material and thickness, and the system can automatically output the optimal parameters without manual debugging, highlighting the metal welding technology advantages.
Shutdown for Excessive Thermal Field Monitoring
Thermal infrared cameras cover the whole weld area and produce temperature time curves for each weld. Temperature is being constantly monitored.
When the temperature is above the maximum limit or the heating rate is extremely high, the machine is automatically turned off and the irregularity is registered, thus the batch scrap is eliminated.
Traceable Deformation Chromatograms
We measure post weld parts on a Zeiss CMM, recording a point cloud with a density of 0.1mm spacing to produce a deformation deviation chromatogram that is very easy to understand.
We send the report together with the goods, it is also a great tool for supporting third party re-inspection as it allows customers to see product quality at a glance. In addition, it is a proof of our professionalism in thin parts metal welding service.
If you are troubled by parameter adjustments or unstable quality issues in DIY welding, you can contact our engineers for one-on-one consultation and receive free process adaptation advice from our thin parts metal welding service.
Figure 3: A close-up view of a technician's hands performing micro-plasma arc welding on a thin stainless steel component, with a bright arc visible.
Precision Metal Welding Vs Laser Vs TIG: Which Wins?
Micro beam plasma welding (precision metal welding) for parts with a thickness of 0.5mm is a better option as compared to laser and TIG welding. Besides solving the deformation problem, the cost and efficiency of this method are so remarkable that it makes it a really economical choice.
|
Welding Method |
Heat-Affected Zone (mm) |
Deformation (mm) |
Equipment Cost (USD) |
Unit Processing Cost (USD) |
Minimum Applicable Thickness (mm) |
Porosity Rate (%) |
|
Precision Metal Welding |
0.15 |
≤0.008 |
45,000 |
1.2 |
0.08 |
≤0.5 |
|
Laser Welding |
0.12 |
≤0.01 |
180,000 |
2.1 |
0.1 |
≤0.3 |
|
TIG Welding |
0.6 |
≤0.3 |
30,000 |
1.5 |
0.2 |
≤1.0 |
TIG Heat Input Causes Large Deformation
TIG welding requires a minimum stable current of around 10A, which is equivalent to the heat input of approximately 220J/mm. After welding a 0.2mm thin plate, the wave deformation's peak and valley values reach 0.3mm, which means the plate needs substantial post weld grinding, thus increasing customer's cost and time.
Laser Welding: High Reflectivity Means Low Efficiency
Laser welding requires strict specifications of materials. For example at welding copper alloy whose reflectivity is >90%, one needs a power over 500W to create a weld pool, and at the same time, it is very easy to burn through thin parts.
When it comes to welding aluminum, the keyhole effect is unstable, and porosity often exceeds 5%, which results in poor quality.
Micro beam Plasma Welding: Stable Arc, Good for Thin Materials
Micro beam plasma welding has a welding current fluctuation 1A, arc length control accuracy of 0.05mm, and a welding speed of 12mm/s when welding 0.2mm stainless steel, achieving a penetration depth of 0.18mm without spatter.
Compared with laser welding, the cost per piece is 42% lower, revealing the excellent cost effectiveness of metal welding services.
Key Metal Welding Technology Advantages For Sub-1mm Parts?
Regular welding services have difficulty controlling penetration depth and deformation for very thin parts (0.1-0.8mm) under 1mm thickness. Our main metal welding techniques allow us to do single sided welds that look like double sided ones and without any spatter, demonstrating the benefits of metal welding technology.
Parameters for 0.2mm Stainless Steel
Based on 0.2mm 304 stainless steel, metal welding of thin parts using our technology has the following parameters:
Argon protection flow rate of 15L/min, pulse width of 1.2ms resulting in a penetration depth of 0.18mm, and back side weld that is continuous and without depression, all of which strength and dimensional requirement can be met. This is a technological highlight of our precision metal welding service.
0.5mm Aluminum Variable Polarity Pulse Welding
We employ a variable polarity pulse procedure for aluminum as thin as 0.5 mm to get rid of the surface oxide film.
The variable polarity frequency is 60 Hz, and the EP phase of 10A for 2ms is used to eliminate the oxide film, followed by the EN phase of 6A for 3ms to limit the penetration depth. The thickness of the post weld oxide film is <0.01μm, and the porosity is 0.5%.
In fact, it is as if you are "carefully cleaning + delicately welding" the aluminum surface. That is, the surface oxide layer is removed in an instant, and then welding is done at the right amount of heat.
This way you do not burn through thin parts and at the same time get a strong weld, which will assist you in increasing the yield of your product.
Peak Temperature 1100 to Avoid Sensitization
Our state of the art metal welding services can manage the highest temperature during welding of thin austenitic stainless steel components at 1100℃ with a very short dwell time (only 0.2 seconds), and consequently, the chromium carbide precipitation is negligible and the sensitization level is only 1.2%. This means the corrosion resistance of the weld is guaranteed.
If you have welding needs for sub-1mm thin parts, please submit your part thickness and material information, and we will customize a precision metal welding parameter plan for you free of charge.
Which Metal Welding Techniques Work For Aerospace Thin Parts?
Aerospace thin walled parts have very high welding quality demands. Our metal welding techniques is designed for aerospace and capable of producing thin part welds.
0.1mm Inconel Welding
Our method for 0.1mm Inconel high temperature alloy thin parts is 20kHz high frequency pulsed micro beam plasma welding with a duty cycle of 30% and a peak current of 6A.
There are no cracks after welding, transverse shrinkage of the weld is only 0.002mm, and the bellows elastic recovery rate is 98%, all these meeting the aerospace standards. This is just one example of how our thin parts metal welding service can be used in high end applications.
Titanium Alloy Welding Using Argon Helium Mixed Gas
To weld thin titanium alloy parts one has to choose the best shielding gas. The arc voltage under pure argon is 12V, with penetration fluctuation being 0.03mm.
If 30% helium is added the voltage rises to 14V, which leads to a more focused heat input, penetration fluctuation is reduced to 0.01mm, weld oxidation color is improved, and the quality of the weld overall is at a higher level.
Weld Reinforcement ≤0.02mm, No Grinding Required
We are capable of extremely fine control over the amount of weld reinforcement in our metal welding precision service, 0.015mm on the front and 0.01mm on the back, fully compatible with AMS 2690 standards.
It is even possible to deliver welds directly without machining, which is going to save the customers the costs of later processing and at the same time demonstrate the advantages of the metal welding technology.
LS Manufacturing Case Study: Zero Deformation Welding Of 0.1mm Thin Wall Medical Devices
A renowned medical device company had a challenge of welding distortion in a 0.12mm 304 stainless steel tubular structure. The wall thickness tolerance of this part was 0.01mm, and the original laser welding process had obvious defects, so a trustworthy thin parts metal welding service was strongly needed.
Problems Faced
The 0.12mm thick 304 stainless steel tubular piece was shrunk circumferentially by 0.07mm and the diameter at the inner line became irregular due to the existing laser welding. The grains grew in the heat affected zone and the salt spray test was finished within 48 hours, thus the scrap rate of the batch was 40%, which had a heavy impact on production.
Solution
We analyzed the customer's main problems thoroughly and then created a focused precision metal welding service solution.
- Through the use of microbeam plasma pulse welding technique at a frequency of 300Hz, a peak current of 5.2A, and a base current of 1.5A, we strictly limited the heat input.
- For the tubular structure, a segmented welding method was used: the circumference was divided into 12 segments, and each segment had 2mm welding arc length. Liquid nitrogen was forcibly cooled to 40 between segments to avoid heat build up.
- For the fixture, a copper mandrel was employed with argon back pressure (3mbar) to soak up the conductive heat and to keep the tubular part from deforming during the welding process.
- At the same time, we changed the welding parameters according to finite element simulation results that showed how to maintain the roundness of the inner diameter of the part after welding.
Our solution is a perfect example of the benefits of zero-distortion metal welding technology.
Final Results
Following our precision metal welding service, the part's inner diameter roundness reached 0.003mm, axial shrinkage was only 0.001mm, the heat affected zone width was 0.08mm, the grain size stayed at level 9, the part successfully passed the 500-hour salt spray test, and the scrap rate for a batch of 2,000 pieces was merely 0.3%, thereby excellently illustrating the benefits of zero distortion metal welding technology.
If you are facing similar welding challenges, you can submit your part drawings and information, and we will provide you with a free first piece trial welding service, along with a customized precision metal welding process solution to replicate the zero distortion welding effect in our case study.

Figure 4: Several stainless steel tubular parts with precision welds, displayed on a white background, showcasing the results of a micro-plasma pulse welding process.
FAQs
Q1: What is the thinnest material that zero distortion welding can handle?
We work with stainless steel or nickel based alloys starting from 0.08mm thickness. To achieve zero welding deformation, the metal is exposed to ultra high frequency pulse technology and is also back side cooled for no burn through.
Q2: What is the cost difference between precision metal welding service and laser welding?
Compared with laser welding, the metal welding equipment cost is only about one fourth, and the per piece processing fee is lower by 30-50% thus customers are able to save their production costs.
Q3: Is heat treatment required to relieve stress after welding?
Since our zero distortion metal welding method produces residual stress <50MPa which is significantly less than the material's yield stress, the decision to use heat treatment or not rests with the customer.
Q4: Can welding deformation of thin aluminum sheets be controlled?
Zero control over deformation can be achieved for aluminum alloy sheets that are thicker than 0.3mm. The removal of the oxide film is facilitated by the use of variable polarity pulse technology.
Q5: What is the minimum batch size?
We have no minimum batch size limit and orders of 1 sample piece are accepted. Small batches of 5 pieces are sufficient for production and thus, meet the needs of sample verification and small batch production.
Q6: Can dissimilar metals be welded?
Yes, stainless steel can be welded to nickel based alloys. In the case of copper steel dissimilar welding, a transition layer is required to be designed to guarantee strength and to prevent defects.
Q7: Is there a limit to the maximum weld length?
The maximum length of a single weld is 300mm. Longer welds can be broken down into segments and welded together, there is no upper limit on the overall length.
Q8: What is LS Manufacturing's delivery time?
Production Samples: 3-5 working days. Small Batches (under 1000 pieces): 7-10 working days. Customer production will not be affected.
Summary
Thin parts with a thickness of not more than 1mm have always been a source of welding deformation and high scrap rate for companies.
Our professional metal thin parts welding service can control deformation as low as 0.008mm and scrap rates can be reduced to below 1.5%, thanks to the combination of pulsed thermal control and closed loop cooling technology, effectively solving this pain point.
Technology, cost, and efficiency are some of the significant advantages that our precision metal welding service enjoys over general machining shops and other welding methods. We offer customized thin parts welding solutions for various fields such as medical and aerospace.
Send your thin parts drawings to us now, and LS Manufacturing will offer you a free deformation simulation report together with first piece trial welding service. You can inquire now to receive 500+ sets of process parameter tables and start your welding without deformation.

📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


