
تُعدّ خدمة اللحام الدقيق للمعادن الطريقة الرئيسية لإصلاح التشوهات في الأجزاء ذات الجدران الرقيقة (بسماكة 0.5 مم). تتعرض هذه الأجزاء للتشوه بسهولة بالغة بعد اللحام، مما يؤدي أحيانًا إلى نسبة هدر تتجاوز 30%.
بفضل تقنية اللحام المعدني الخالية من التشوه، يمكننا الحفاظ على التشوه أقل من أو يساوي 0.008 مم ومعدل الخردة أقل من أو يساوي 1.5٪ ، وهو ما يعتبر أفضل من الطرق التقليدية.
لا تستطيع تقنيات اللحام التقليدية بتقنية TIG واللحام بالليزر التحكم بدقة في كمية الحرارة المُدخلة. وقد يؤدي التمدد الحراري والإجهاد المتبقي إلى استحالة الحفاظ على الأبعاد الأصلية.
في مجال الأجهزة الطبية، على سبيل المثال، يُعدّ وجود عيب أو تشوه واحد في دفعة الإنتاج سببًا كافيًا لاستبعاد الدفعة بأكملها . لذا، فإننا نولي اهتمامًا كبيرًا لتطوير تقنيات لحام المعادن للأجزاء الرقيقة.

ملخص الإجابة الأساسية
القضايا الأساسية | حلول خالية من التشوه | مؤشرات البيانات الرئيسية |
التشوه الناتج عن التمدد الحراري | طاقة النبض + التحكم ذو الحلقة المغلقة بمصدر التبريد المحلي. | المنطقة المتأثرة بالحرارة ≤0.2 مم. |
تبديد الحرارة البطيء للأجزاء الرقيقة | لحام مجزأ + تركيب توصيل حراري قسري. | التشوه ≤0.008 مم . |
لا توجد عمليات خاصة في محلات المعالجة العامة | تقنية البلازما الدقيقة من شركة LS Manufacturing + التعويض الرقمي. | مناسب للسماكة من 0.1 إلى 1.0 مم. |
لماذا تثق بشركة LS Manufacturing في مجال لحام المعادن الدقيق؟ خبرة مثبتة في لحام المكونات فائقة الرقة دون تشويه.
بالطبع، يكمن قلقك الرئيسي عند البحث عن خدمة لحام المعادن التي يمكن أن تساعدك في حل مشكلة تشوه الأجزاء الرقيقة في قدرتها على القيام بذلك بطريقة موثوقة وتحسين معدلات جودة المنتج.
إن الشراكة مع شركة LS Manufacturing تعني أنه يمكنك الاستفادة من خبرتنا المهنية التي تمتد لـ 12 عامًا والوصول بسهولة إلى أنظمة الخدمة المتطورة في المجالات الطبية والفضاء والسيارات، من بين مجالات أخرى.
كما أن لدينا أكثر من 500 حالة تعاون مع شركات، لذا يمكننا أن نقدم لكم ضمانات أكثر موثوقية بشأن دقة لحام المعادن، مما يمنحكم راحة البال بشأن استقرار شراكتكم.
لا داعي للقلق بشأن العوائق التقنية التي تحول دون لحام الأجزاء الرقيقة للغاية.
يمتلك فريق LS Manufacturing تقنية أساسية تمكنه من التعامل بسهولة مع القطع فائقة الرقة التي لا يقل سمكها عن 0.08 مم، مع ضمان نسبة نجاح تصل إلى 99.7% أو أكثر . نحرص كل الحرص على الالتزام بمعيار AWS D17.1 أثناء عمليات اللحام.
ماذا لو وجدت نفسك في مأزق يتعلق بتشوه الأجزاء الرقيقة؟
فعلى سبيل المثال، عانت شركة أجهزة طبية شهيرة من مشكلة تشوهات اللحام في أغلفة أجهزة الاستشعار المصنوعة من الفولاذ المقاوم للصدأ بسمك 0.1 مم - تسبب اللحام الأصلي بالليزر في انكماش دائري بمقدار 0.07 مم، ووصل معدل الخردة إلى 40٪، مما أدى إلى ارتفاع تكاليف الإنتاج بشكل كبير.
ومع ذلك، إذا اخترت شركة LS Manufacturing، فإن طريقة اللحام النبضي بالبلازما الدقيقة لدينا يمكن أن تساعدك بشكل فعال في الحفاظ على التشوه في حدود 0.005 مم، وبالتالي خفض معدل الخردة مباشرة إلى 0.3٪، وهو انخفاض كبير جدًا في الخسائر وزيادة في كفاءة الإنتاج.
هل أنت قلق بشأن زيادة تكاليف الاختبار؟ لا داعي للقلق. تمتلك شركة LS Manufacturing مجموعة كاملة من معدات الاختبار مثل أجهزة التصوير المقطعي الصناعية وأجهزة قياس الإحداثيات من شركة Zeiss.
ستخضع كل دفعة من المنتجات لعملية فحص كاملة لضمان أن كل منتج تتلقاه يلبي المتطلبات المتوقعة ويتوافق مع معايير ISO 15614-2 ، مما يوفر عليك عناء إعادة العمل والإصلاح، ويوفر لك الوقت وتكاليف العمالة.
إذا كنت تعاني من مشاكل تشوه اللحام في الأجزاء الرقيقة، فاتصل بمهندسينا للحصول على استشارة فنية مجانية وتعرف على كيفية مساعدتنا لك في تقليل تكاليف الخردة.
ما الذي يجعل خدمة اللحام المعدني الدقيق خالية من التشوه في الأجزاء الرقيقة؟
يُعدّ التحكم الدقيق في كمية الحرارة المُدخلة وتبديدها السريع عنصرين أساسيين لنجاح لحام الأجزاء المعدنية الرقيقة دون تشويه. وباستخدام تسخين قوس البلازما ذي الحزمة الدقيقة بكثافة حرارة مُدخلة تبلغ 40 جول/مم³ والتحكم في الحرارة بنبضات تصل إلى مستوى أجزاء من الألف من الثانية، يتم الحفاظ على تغير درجة الحرارة في حوض اللحام المنصهر ضمن نطاق ±5 درجة مئوية.
يمنع هذا ارتفاع درجة حرارة الركيزة بأكملها، ويسمح بالحصول على سطح مستوٍ بعد اللحام يصل إلى 0.008 مم. وبالتالي، يمكن حل مشاكل لحام الأجزاء الرقيقة.
كثافة إدخال حرارة منخفضة
عادةً، يؤدي إدخال حرارة زائدة أثناء اللحام التقليدي إلى تشوه المادة الأساسية. فعلى سبيل المثال، إذا أخذنا الفولاذ المقاوم للصدأ بسماكة 0.2 مم، فسنحتاج عمومًا إلى كثافة طاقة تبلغ حوالي 60 جول/مم³ لإذابته.
من ناحية أخرى، تتمتع خدمة اللحام المعدني الدقيق لدينا بالقدرة على إدارة التسخين عند 40 جول / مم³، مع تقييد ارتفاع التيار في نفس الوقت إلى 0.5 أمبير / مللي ثانية، مما يساعد على تجنب التجاوز الفوري وتقليل فرص التشوه بشكل فعال.
ببساطة، يُشبه هذا تسخين الأجزاء الرقيقة برفق دون الحاجة إلى خبزها في فرن ساخن . فهو يضمن وصلة معدنية متينة دون تشوه ناتج عن التسخين الزائد، وبالتالي ستتجنب عناء إجراء التعديلات لاحقًا.
يقلل اللحام النبضي عالي التردد بشكل كبير من تراكم الحرارة
من خلال تطبيق اللحام النبضي عالي التردد، يمكننا تقليل تراكم الحرارة بشكل ملحوظ. فعلى وجه التحديد، في خدمة لحام المعادن التي نقدمها، نضبط طاقة كل مرحلة على 0.8 جول، والفاصل الزمني بين المراحل على 5 مللي ثانية، ونسبة التداخل بين نقاط اللحام المتجاورة على 60%.
تبين أنه عند تطبيق هذه المعايير، ينخفض تراكم الحرارة بنسبة 72%، وينخفض ارتفاع درجة الحرارة في منطقة 50 مم المحيطة باللحام من 180 درجة مئوية إلى 25 درجة مئوية مقارنةً باللحام المستمر بتردد 50 هرتز. تُعد هذه ميزة رئيسية في لحام المعادن للأجزاء الرقيقة، ونادرًا ما يتم التطرق إليها.
تجهيزات نحاسية مبردة بالماء تمتص الحرارة
لا يُمكن المبالغة في أهمية استخدام تجهيزات النحاس المبردة بالماء لتحقيق انعدام التشوه. نصنع تجهيزات النحاس لدينا باستخدام قنوات مائية بقطر 3 مم مدمجة في النحاس ، بمعدل تدفق 2 لتر/دقيقة وموصلية حرارية 401 واط/(متر.كلفن).
عند إجراء عملية لحام المعادن، يتم الحفاظ على درجة حرارة سطح التلامس للتركيب في حدود 22±2 درجة مئوية، ودرجة حرارة السطح الخلفي للجزء هي 60، وهي درجات حرارة ناجحة في منع تراكم الحرارة.
إذا كنت ترغب في معرفة المزيد عن المعايير المحددة للحام المعادن بدون تشويه للأجزاء الرقيقة الخاصة بك، يمكنك تنزيل ورقتنا البيضاء والحصول على أكثر من 300 مجموعة من جداول معلمات العملية مجانًا.
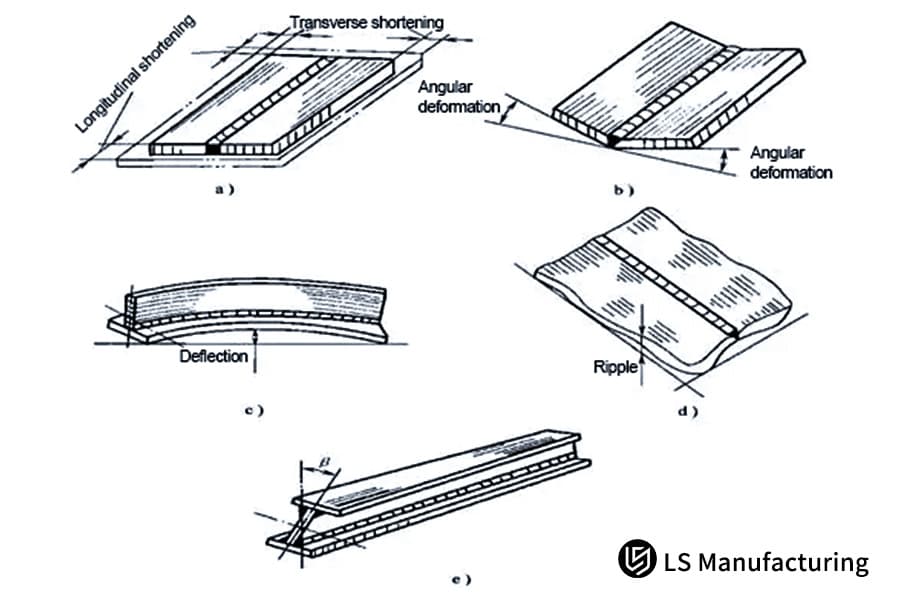
الشكل 1: رسم تخطيطي فني يوضح أنواعًا مختلفة من تشوهات لحام المعادن، مثل التقصير الطولي والتشوه الزاوي والتموج، وهي شائعة في الأجزاء الرقيقة.
كيف تمنع عملية اللحام المعدني بدون تشوه التمدد الحراري؟
يُعدّ التمدد الحراري السبب الرئيسي لحدوث تشوه اللحام في الأجزاء الرقيقة. وللحد من ارتفاع درجة الحرارة ضمن نطاق 100 مم حول اللحام إلى 15 درجة مئوية، نلجأ إلى استخدام اللحام العكسي المجزأ والتبريد الموضعي بالنيتروجين السائل.
التمدد الحراري أقل من 1/20 من إجهاد خضوع المادة، ولا يوجد تشوه شد متبقي بعد التبريد، مما يعكس مزايا تقنية لحام المعادن للأجزاء الرقيقة.
تبريد مجزأ حتى 60 درجة مئوية
في حالة الأجزاء التي يبلغ طول اللحام الإجمالي لها 120 مم، نقوم بتقسيمها إلى 15 جزءًا. بعد لحام كل قسم، تتوقف الآلة تلقائيًا لمدة ثانيتين، ثم يتم رشها بالنيتروجين السائل لمدة 0.3 ثانية لتبريد اللحام بسرعة إلى 60 درجة مئوية.
عندما يؤكد مستشعر الأشعة تحت الحمراء وصول درجة الحرارة إلى القيمة المحددة، يبدأ الجزء التالي. ويُحافظ على فرق درجة الحرارة بين الأجزاء عند 5 درجات مئوية لتجنب التشوه غير المتساوي الناتج عن تغيرات درجة الحرارة.
التحكم في الطاقة بالأشعة تحت الحمراء ذات الحلقة المغلقة
يعمل مستشعر درجة الحرارة بالأشعة تحت الحمراء ثنائي اللون، والموجه إلى عمق 2 مم خلف سطح حوض المعدن المنصهر، بتردد 1000 هرتز. وعندما تتجاوز درجة الحرارة المُقاسة حدًا معينًا (مثل 1100 درجة مئوية)، تقوم وحدة التحكم بخفض التيار الأقصى من 8 أمبير إلى 6 أمبير في غضون 10 مللي ثانية تقريبًا، وذلك لمنع حدوث ذروات التمدد الحراري بشكل فوري.
خاصية منع التشوه المسبقة في التركيبات
يُقدَّر الانكماش الجانبي أثناء اللحام باستخدام تحليل العناصر المحدودة، وتُطبَّق تدابير مقاومة التشوه في أداة التثبيت عن طريق ضبط مقاومة التشوه مسبقًا. على سبيل المثال، عند انكماش مقداره 0.018 مم، يُشَكَّل سطح تثبيت أداة التثبيت بقوس محدب مقداره 0.02 مم.
ثم يتم تحرير الجزء بعد اللحام بشكل طبيعي، مما ينتج عنه تسطح نهائي مقاس يبلغ 0.003 مم فقط، وهو ما يتماشى مع متطلبات الدقة العالية ويظهر أيضًا مزايا تقنية لحام المعادن.
عدد أجزاء اللحام | الطول لكل جزء (مم) | مدة التوقف (ثوانٍ) | وقت التبريد (ثانية) | تدرج درجة الحرارة بين الأجزاء (℃) | التسطيح النهائي (مم) |
10 | 12 | 1.5 | 0.2 | 6 | 0.004 |
15 | 8 | 2 | 0.3 | 5 | 0.003 |
20 | 6 | 2.5 | 0.4 | 4 | 0.002 |
25 | 4.8 | 3 | 0.5 | 3 | 0.001 |
أكبر التحديات في لحام المعادن للأجزاء الرقيقة والحلول؟
أثناء لحام المعادن للأجزاء الرقيقة ، يواجه العملاء عادةً ثلاث مشكلات رئيسية: الاحتراق، وتضخم الحبيبات، وانهيار المعدن المنصهر. وقد ابتكرنا بعض الطرق المحددة لضمان جودة الأجزاء الملحومة.
يمنع ارتفاع طول القوس الاحتراق
يتم تحديد كثافة طاقة القوس الكهربائي بشكل مستمر بناءً على تكامل التيار والجهد.
عندما تتجاوز كثافة الطاقة 1×10⁶ واط/سم² وتستمر لثلاث نبضات، يتحرك شعلة اللحام تلقائيًا للأعلى بمقدار 0.1 مم، مما يخفض كثافة الطاقة إلى 8×10⁵ واط/سم² ، وبالتالي يمنع احتراق القطع المعدنية الرقيقة. يُعد هذا من أهم عناصر خدمة اللحام الدقيق للمعادن التي نقدمها.
حد درجة الحرارة 1100 درجة مئوية للتحكم في خشونة الحبيبات
يؤدي خشونة اللحام البارد إلى تدهور مقاومة المعدن للتآكل وخواصه الميكانيكية.
في حالة الفولاذ المقاوم للصدأ 304 بسماكة 0.25 مم، بلغ تيار الذروة 6 أمبير مع عرض نبضة 1 مللي ثانية. في ظل هذه الإعدادات، كانت أعلى درجة حرارة لحوض الانصهار 1080 درجة مئوية. تجاوزت درجة حرارة المنطقة المتأثرة بالحرارة 1000 درجة مئوية لمدة 0.18 ثانية فقط، وبالتالي كان حجم الحبيبات من الدرجة 8 أو أعلى.
دعامة ضغط الأرجون على الجانب الخلفي
لتجنب انهيار حوض المعدن المنصهر، نقوم بضخ غاز الأرجون في التجويف المغلق الموجود في الجهة الخلفية من قطعة العمل. ونقوم بضبط الضغط بدقة متناهية عند 3 ملي بار (0.5 ملي بار) .
وهذا يسمح لقاع حوض الصهر بتلقي دعم ضغط إيجابي صغير، وبالتالي لا يمكن للمعدن السائل أن يترهل، كما لا يمكن للجانب الأمامي أن ينتفخ.
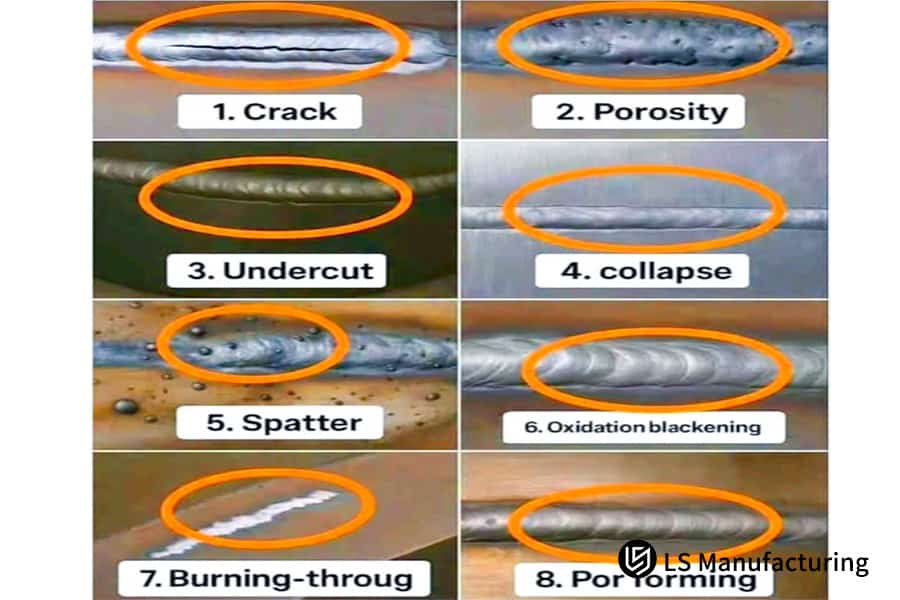
الشكل 2: دليل مرئي يحدد ثمانية عيوب شائعة في اللحام، بما في ذلك الشقوق والمسامية والتآكل والتناثر، مع تعليقات توضيحية على سطح معدني.
لماذا تختار خدمة لحام المعادن للأجزاء الرقيقة بدلاً من ورش اللحام العامة؟
بما أن لحام المعادن عمليةٌ تتطلب تحكماً دقيقاً في مستويات التشوه والنفايات، فإن الاختلافات الرئيسية تكمن في إمكانية التحكم في كمية الحرارة المُدخلة، وطرق التثبيت، وفحوصات الجودة. وتستند هذه المقارنة إلى نتائج اختبارات فعلية.
لحام متخصص للغاية للأجزاء الرقيقة جدًا مع التحكم في التشوه
خدمة اللحام المعدني لدينا على مستوى الدقة قادرة على تحقيق نطاق تشوه من 0 نانومتر إلى 8 نانومتر للأجزاء الرقيقة التي يتراوح سمكها بين 50 و200 نانومتر.
بفضل التحكم الدقيق في كمية نبضات الحرارة واستخدام نظام تبريد ذي حلقة مغلقة، تمكّنا من خفض نسبة الخردة من متوسط الصناعة البالغ 25% إلى 1.5% ، مما قلّل بشكل كبير من نفقات عملائنا. هذا ما يميّزنا في مجال خدمات لحام المعادن الرقيقة.
محلات متعددة الأغراض ذات تراكم حراري عالٍ
تستخدم ورش التشغيل الآلي العامة ملازم عادية للتثبيت دون اتخاذ تدابير تبريد. تصل طاقة خط اللحام المستمر إلى 200 جول/سم، مما يؤدي إلى تراكم حرارة شديد.
تُظهر القياسات الفعلية أن عرض المنطقة المتأثرة بالحرارة للوحة رقيقة بسمك 0.3 مم يصل إلى 0.8 مم، مع تشوه زاوي قدره 0.15 مم ومعدل خردة يبلغ حوالي 28٪، مما يفشل في تلبية متطلبات الدقة العالية .
الامتزاز الفراغي المتخصص + اللحام النبضي
باستخدام مزيج من المعدات والعمليات، تستفيد خدمة اللحام المعدني الدقيق لدينا إلى أقصى حد من الخصائص التكميلية لكليهما.
تتميز منصة الامتزاز الفراغي لدينا بقدرتها على تسوية الصفائح الرقيقة بدقة تصل إلى 0.005 مم فقط، بينما تبلغ طاقة خط اللحام النبضي 50 جول/سم، وعرض المنطقة المتأثرة بالحرارة 0.2 مم فقط ، والتشوه 0.006 مم. وتلبي هذه الخصائص مجتمعةً متطلبات لحام الأجزاء الرقيقة على أكمل وجه.
التحقق المتخصص من نتائج التصوير المقطعي المحوسب
نختار عشوائيًا منتجين من كل دفعة لإجراء فحص التصوير المقطعي الصناعي، فنحصل على مخطط كروماتوغرافي ثلاثي الأبعاد للانحراف بدقة قياس تبلغ 0.002 مم، بالإضافة إلى تقرير اختبار. خدمة التحقق من الجودة هذه غير متوفرة في المتاجر العادية.
ما هي ميزات خدمة لحام المعادن التي تميز المحترفين عن خدمة اللحام الذاتي؟
غالباً ما يحصل العملاء على نتائج ضعيفة عند محاولة لحام قطع معدنية رقيقة في المنزل، لأن ورش اللحام المتخصصة تستخدم نظام تحكم دقيق يصعب على الهواة محاكاته. تقدم خدمتنا ثلاثة جوانب رئيسية تعالج مشاكل اللحام المنزلي.
المطابقة التلقائية للمعلمات من مكتبة العمليات
من خلال تقديم مكتبة عمليات رقمية تضم أكثر من 300 تركيبة من المواد/السماكة، و32 مادة، و15 تدرجًا في السماكة إجمالاً، فإن منشأة اللحام المعدني الدقيق تتقدم بخطوة إلى الأمام.
يقوم العميل بإدخال المادة والسمك، ويمكن للنظام إخراج المعلمات المثلى تلقائيًا دون الحاجة إلى تصحيح يدوي، مما يسلط الضوء على مزايا تقنية لحام المعادن .
إيقاف التشغيل بسبب مراقبة المجال الحراري المفرط
تغطي كاميرات الأشعة تحت الحمراء الحرارية منطقة اللحام بأكملها وتنتج منحنيات زمنية لدرجة الحرارة لكل لحام. وتتم مراقبة درجة الحرارة باستمرار.
عندما تكون درجة الحرارة أعلى من الحد الأقصى أو يكون معدل التسخين مرتفعًا للغاية، يتم إيقاف تشغيل الجهاز تلقائيًا ويتم تسجيل الخلل، وبالتالي يتم التخلص من خردة الدفعة.
مخططات كروماتوغرافية قابلة للتتبع للتشوه
نقوم بقياس الأجزاء بعد اللحام على جهاز قياس إحداثيات Zeiss، ونسجل سحابة نقاط بكثافة تباعد 0.1 مم لإنتاج مخطط كروماتوغرافي لانحراف التشوه يسهل فهمه للغاية.
نرسل التقرير مع البضائع، وهو أداة قيّمة لدعم إعادة فحص المنتج من قبل جهات خارجية ، إذ يتيح للعملاء الاطلاع على جودة المنتج بنظرة سريعة. إضافةً إلى ذلك، يُعدّ التقرير دليلاً على احترافيتنا في خدمات لحام الأجزاء المعدنية الرقيقة.
إذا كنت تواجه مشكلة في تعديلات المعلمات أو مشاكل الجودة غير المستقرة في اللحام المنزلي، يمكنك الاتصال بمهندسينا للحصول على استشارة فردية وتلقي نصائح مجانية حول تعديل العملية من خدمة لحام المعادن للأجزاء الرقيقة لدينا.
الشكل 3: صورة مقربة لأيدي فني يقوم بعملية لحام القوس البلازمي الدقيق على مكون رقيق من الفولاذ المقاوم للصدأ، مع ظهور قوس ساطع .
اللحام الدقيق للمعادن مقابل اللحام بالليزر مقابل اللحام بتقنية TIG: أيهما يفوز؟
يُعدّ لحام البلازما الدقيق ( لحام المعادن الدقيق ) للأجزاء التي لا يتجاوز سمكها 0.5 مم خيارًا أفضل مقارنةً بلحام الليزر ولحام TIG. فإلى جانب حلّ مشكلة التشوه، تتميّز هذه الطريقة بتكلفة وكفاءة عاليتين تجعلانها خيارًا اقتصاديًا بامتياز.
طريقة اللحام | المنطقة المتأثرة بالحرارة (مم) | التشوه (مم) | تكلفة المعدات (بالدولار الأمريكي) | تكلفة معالجة الوحدة (بالدولار الأمريكي) | الحد الأدنى للسمك المطبق (مم) | نسبة المسامية (%) |
لحام المعادن الدقيق | 0.15 | ≤0.008 | 45000 | 1.2 | 0.08 | ≤0.5 |
اللحام بالليزر | 0.12 | ≤0.01 | 180,000 | 2.1 | 0.1 | ≤0.3 |
لحام TIG | 0.6 | ≤0.3 | 30,000 | 1.5 | 0.2 | ≤1.0 |
تتسبب الحرارة الناتجة عن عملية اللحام بتقنية TIG في تشوه كبير
تتطلب عملية اللحام بتقنية TIG تيارًا ثابتًا أدنى يبلغ حوالي 10 أمبير، وهو ما يعادل مدخلات حرارية تبلغ حوالي 220 جول/مم. بعد لحام صفيحة رقيقة بسمك 0.2 مم، تصل قيم ذروة وقاع تشوه الموجة إلى 0.3 مم ، مما يعني أن الصفيحة تحتاج إلى عملية تجليخ كبيرة بعد اللحام، وبالتالي زيادة تكلفة العميل ووقته.
اللحام بالليزر: الانعكاسية العالية تعني كفاءة منخفضة
تتطلب عملية اللحام بالليزر مواصفات دقيقة للمواد. فعلى سبيل المثال، عند لحام سبيكة نحاسية ذات انعكاسية تزيد عن 90%، يلزم طاقة تزيد عن 500 واط لتكوين حوض اللحام، وفي الوقت نفسه، من السهل جدًا حرق الأجزاء الرقيقة.
عندما يتعلق الأمر بلحام الألومنيوم، فإن تأثير ثقب المفتاح غير مستقر، وغالبًا ما تتجاوز المسامية 5٪، مما يؤدي إلى جودة رديئة.
لحام البلازما بالشعاع الدقيق: قوس مستقر، مناسب للمواد الرقيقة
تتميز عملية اللحام بالبلازما ذات الحزمة الدقيقة بتقلب تيار اللحام 1 أمبير، ودقة التحكم في طول القوس 0.05 مم، وسرعة لحام تبلغ 12 مم/ثانية عند لحام الفولاذ المقاوم للصدأ بسمك 0.2 مم، مما يحقق عمق اختراق يبلغ 0.18 مم بدون تناثر.
بالمقارنة مع اللحام بالليزر، فإن التكلفة لكل قطعة أقل بنسبة 42٪، مما يكشف عن فعالية التكلفة الممتازة لخدمات لحام المعادن.
ما هي مزايا تقنية لحام المعادن الرئيسية للأجزاء التي يقل حجمها عن 1 مم؟
تواجه خدمات اللحام التقليدية صعوبة في التحكم بعمق الاختراق والتشوه في الأجزاء الرقيقة جدًا (0.1-0.8 مم) التي يقل سمكها عن 1 مم. تتيح لنا تقنيات اللحام المعدني الرئيسية لدينا إجراء لحامات أحادية الجانب تبدو وكأنها لحامات ثنائية الجانب ، ودون أي تناثر، مما يُبرز مزايا تقنية اللحام المعدني.
معايير الفولاذ المقاوم للصدأ بسمك 0.2 مم
تعتمد عملية لحام المعادن للأجزاء الرقيقة باستخدام تقنيتنا على الفولاذ المقاوم للصدأ 304 بسمك 0.2 مم، وتتميز بالمعايير التالية:
معدل تدفق غاز الأرجون الواقي 15 لتر/دقيقة، وعرض النبضة 1.2 مللي ثانية، مما ينتج عنه عمق اختراق 0.18 مم، ولحام خلفي متواصل بدون انخفاض، مع استيفاء جميع متطلبات القوة والأبعاد . هذه ميزة تقنية بارزة في خدمة اللحام الدقيق للمعادن التي نقدمها.
لحام نبضي متغير القطبية للألمنيوم بسمك 0.5 مم
نستخدم إجراء نبضي ذو قطبية متغيرة للألمنيوم بسمك يصل إلى 0.5 مم للتخلص من طبقة الأكسيد السطحية.
يبلغ تردد القطبية المتغيرة 60 هرتز، وتُستخدم مرحلة القطبية الموجبة (EP) بقوة 10 أمبير لمدة 2 مللي ثانية لإزالة طبقة الأكسيد، تليها مرحلة القطبية السالبة (EN) بقوة 6 أمبير لمدة 3 مللي ثانية للحد من عمق الاختراق. يبلغ سمك طبقة الأكسيد بعد اللحام أقل من 0.01 ميكرومتر، ونسبة المسامية 0.5%.
في الواقع، الأمر أشبه بتنظيف سطح الألومنيوم بعناية ولحامه بدقة . أي أن طبقة الأكسيد السطحية تُزال في لحظة، ثم يُجرى اللحام بالحرارة المناسبة.
بهذه الطريقة لن تحرق الأجزاء الرقيقة وفي نفس الوقت ستحصل على لحام قوي، مما سيساعدك في زيادة إنتاجية منتجك.
درجة الحرارة القصوى 1100 لتجنب التحسس
تتيح خدماتنا المتطورة في مجال لحام المعادن التعامل مع أعلى درجات الحرارة أثناء لحام مكونات الفولاذ المقاوم للصدأ الأوستنيتي الرقيقة عند 1100 درجة مئوية مع زمن تثبيت قصير جدًا (0.2 ثانية فقط)، وبالتالي، يكون ترسب كربيد الكروم ضئيلاً للغاية، ومستوى التحسس لا يتجاوز 1.2% . وهذا يعني ضمان مقاومة اللحام للتآكل.
إذا كانت لديك احتياجات لحام لأجزاء رقيقة أقل من 1 مم، فيرجى تقديم معلومات عن سمك الجزء والمادة، وسنقوم بتخصيص خطة معلمات لحام المعادن الدقيقة لك مجانًا.
ما هي تقنيات لحام المعادن المناسبة للأجزاء الرقيقة المستخدمة في صناعة الطيران؟
تتطلب الأجزاء الرقيقة الجدران في صناعة الطيران والفضاء معايير عالية جدًا لجودة اللحام. صُممت تقنيات اللحام المعدني لدينا خصيصًا لهذا المجال، وهي قادرة على إنتاج لحامات دقيقة للأجزاء الرقيقة.
لحام إنكونيل 0.1 مم
تعتمد طريقتنا في تصنيع الأجزاء الرقيقة من سبيكة إنكونيل ذات درجة الحرارة العالية بسمك 0.1 مم على لحام البلازما النبضي عالي التردد بتردد 20 كيلو هرتز مع دورة تشغيل بنسبة 30٪ وتيار ذروة يبلغ 6 أمبير.
لا تظهر أي تشققات بعد اللحام، ويبلغ الانكماش العرضي للحام 0.002 مم فقط، ومعدل استعادة المرونة للمنفاخ 98%، وكل ذلك يفي بمعايير صناعة الطيران. هذا مجرد مثال واحد على كيفية استخدام خدمة لحام المعادن للأجزاء الرقيقة في التطبيقات المتطورة.
لحام سبائك التيتانيوم باستخدام غاز الأرجون والهيليوم المختلط
للحام أجزاء رقيقة من سبائك التيتانيوم، يجب اختيار أفضل غاز واقٍ. يبلغ جهد القوس الكهربائي تحت غاز الأرجون النقي 12 فولت، مع تذبذب في الاختراق يصل إلى 0.03 مم.
إذا تمت إضافة 30٪ من الهيليوم، يرتفع الجهد إلى 14 فولت، مما يؤدي إلى إدخال حرارة أكثر تركيزًا، ويقل تذبذب الاختراق إلى 0.01 مم، ويتحسن لون أكسدة اللحام، وتكون جودة اللحام بشكل عام في مستوى أعلى.
تقوية اللحام ≤ 0.02 مم، لا حاجة للتجليخ
نحن قادرون على التحكم الدقيق للغاية في كمية تعزيز اللحام في خدمة اللحام المعدني الدقيقة لدينا، 0.015 مم في الأمام و0.01 مم في الخلف، بما يتوافق تمامًا مع معايير AMS 2690.
بل من الممكن تسليم اللحامات مباشرة دون الحاجة إلى التشغيل الآلي، مما سيوفر على العملاء تكاليف المعالجة اللاحقة وفي الوقت نفسه سيوضح مزايا تقنية لحام المعادن.
دراسة حالة من شركة LS Manufacturing: لحام بدون تشوه للأجهزة الطبية ذات الجدران الرقيقة بسمك 0.1 مم
واجهت شركة رائدة في مجال الأجهزة الطبية مشكلةً تتمثل في تشوه اللحام في هيكل أنبوبي من الفولاذ المقاوم للصدأ 304 بسماكة 0.12 مم. كانت نسبة التفاوت المسموح بها في سماكة جدار هذا الجزء 0.01 مم، وقد شابت عملية اللحام بالليزر الأصلية عيوبٌ واضحة، مما استدعى الحاجة الماسة إلى خدمة لحام موثوقة للأجزاء المعدنية الرقيقة .
المشاكل التي واجهناها
تقلصت القطعة الأنبوبية المصنوعة من الفولاذ المقاوم للصدأ 304، بسمك 0.12 مم، محيطيًا بمقدار 0.07 مم، وأصبح قطرها الداخلي غير منتظم نتيجةً لعملية اللحام بالليزر. نمت الحبيبات في المنطقة المتأثرة بالحرارة، وانتهى اختبار رذاذ الملح في غضون 48 ساعة، مما أدى إلى ارتفاع نسبة الخردة في الدفعة إلى 40%، وهو ما أثر سلبًا على الإنتاج.
حل
قمنا بتحليل المشاكل الرئيسية للعميل بدقة، ثم ابتكرنا حلاً مركزاً لخدمة لحام المعادن الدقيقة.
- من خلال استخدام تقنية اللحام النبضي بالبلازما الدقيقة بتردد 300 هرتز، وتيار ذروة 5.2 أمبير، وتيار أساسي 1.5 أمبير، قمنا بتقييد مدخلات الحرارة بشكل صارم.
- بالنسبة للهيكل الأنبوبي، استُخدمت طريقة اللحام المجزأ: قُسِّم المحيط إلى 12 جزءًا، وكان طول قوس اللحام في كل جزء 2 مم. وتم تبريد النيتروجين السائل قسرًا إلى 40 درجة مئوية بين الأجزاء لتجنب تراكم الحرارة.
- بالنسبة للتثبيت، تم استخدام مغزل نحاسي مع ضغط خلفي من الأرجون (3 ملي بار) لامتصاص الحرارة الموصلة ومنع الجزء الأنبوبي من التشوه أثناء عملية اللحام.
- في الوقت نفسه، قمنا بتغيير معايير اللحام وفقًا لنتائج محاكاة العناصر المحدودة التي أظهرت كيفية الحفاظ على استدارة القطر الداخلي للجزء بعد اللحام.
يُعد حلنا مثالاً مثالياً على فوائد تقنية لحام المعادن الخالية من التشوه .
النتائج النهائية
بعد خدمة اللحام المعدني الدقيق لدينا، وصلت استدارة القطر الداخلي للجزء إلى 0.003 مم، وكان الانكماش المحوري 0.001 مم فقط، وكان عرض المنطقة المتأثرة بالحرارة 0.08 مم، وظل حجم الحبيبات عند المستوى 9، واجتاز الجزء بنجاح اختبار رش الملح لمدة 500 ساعة، وكان معدل الخردة لدفعة من 2000 قطعة 0.3% فقط، مما يوضح بشكل ممتاز فوائد تقنية اللحام المعدني بدون تشوه.
إذا كنت تواجه تحديات مماثلة في اللحام، يمكنك تقديم رسومات ومعلومات القطعة الخاصة بك، وسنقدم لك خدمة لحام تجريبية مجانية للقطعة الأولى، بالإضافة إلى حل مخصص لعملية لحام المعادن الدقيقة لتكرار تأثير اللحام بدون تشوه في دراسة الحالة الخاصة بنا.

الشكل 4: عدة أجزاء أنبوبية من الفولاذ المقاوم للصدأ مع لحامات دقيقة، معروضة على خلفية بيضاء، تُظهر نتائج عملية اللحام النبضي بالبلازما الدقيقة.
الأسئلة الشائعة
س1: ما هي أرق مادة يمكن لحامها بدون تشويه؟
نعمل مع الفولاذ المقاوم للصدأ أو سبائك النيكل بسماكة تبدأ من 0.08 مم. ولتحقيق انعدام التشوه أثناء اللحام، يُعرَّض المعدن لتقنية النبضات عالية التردد، كما يُبرَّد من الخلف لمنع الاحتراق.
س2: ما هو الفرق في التكلفة بين خدمة اللحام الدقيق للمعادن واللحام بالليزر؟
بالمقارنة مع اللحام بالليزر، فإن تكلفة معدات اللحام المعدني تبلغ حوالي الربع فقط، ورسوم المعالجة لكل قطعة أقل بنسبة 30-50%، وبالتالي يتمكن العملاء من توفير تكاليف الإنتاج الخاصة بهم.
س3: هل المعالجة الحرارية ضرورية لتخفيف الإجهاد بعد اللحام؟
بما أن طريقة اللحام المعدني الخالية من التشوه لدينا تنتج إجهادًا متبقيًا أقل من 50 ميجا باسكال وهو أقل بكثير من إجهاد خضوع المادة، فإن قرار استخدام المعالجة الحرارية من عدمه يعود إلى العميل.
س4: هل يمكن التحكم في تشوه اللحام لألواح الألومنيوم الرقيقة؟
يمكن تحقيق تحكم كامل في التشوه لألواح سبائك الألومنيوم التي يزيد سمكها عن 0.3 مم. وتُسهّل تقنية النبضات ذات القطبية المتغيرة إزالة طبقة الأكسيد.
س5: ما هو الحد الأدنى لحجم الدفعة؟
ليس لدينا حد أدنى لحجم الدفعة، ونقبل طلبات عينة واحدة. تكفي دفعات صغيرة من 5 قطع للإنتاج، وبالتالي تلبي احتياجات التحقق من العينات وإنتاج الدفعات الصغيرة.
س6: هل يمكن لحام المعادن المختلفة؟
نعم، يمكن لحام الفولاذ المقاوم للصدأ مع سبائك النيكل. أما في حالة اللحام غير المتشابه بين النحاس والفولاذ، فيجب تصميم طبقة انتقالية لضمان المتانة ومنع العيوب.
س7: هل هناك حد أقصى لطول اللحام؟
يبلغ الحد الأقصى لطول اللحام الواحد 300 مم. يمكن تقسيم اللحامات الأطول إلى أجزاء ولحامها معًا، ولا يوجد حد أقصى للطول الإجمالي.
س8: ما هو وقت التسليم لشركة LS Manufacturing؟
عينات الإنتاج: من 3 إلى 5 أيام عمل. الكميات الصغيرة (أقل من 1000 قطعة): من 7 إلى 10 أيام عمل. لن يتأثر إنتاج العميل.
ملخص
لطالما كانت الأجزاء الرقيقة التي لا يزيد سمكها عن 1 مم مصدراً لتشوه اللحام وارتفاع معدل الخردة للشركات.
يمكن لخدمة اللحام الاحترافية للأجزاء المعدنية الرقيقة لدينا التحكم في التشوه حتى 0.008 مم ويمكن تقليل معدلات الخردة إلى أقل من 1.5٪، وذلك بفضل الجمع بين التحكم الحراري النبضي وتقنية التبريد ذات الحلقة المغلقة، مما يحل هذه المشكلة بشكل فعال.
تُعدّ التكنولوجيا والتكلفة والكفاءة من أبرز المزايا التي تتمتع بها خدمة اللحام الدقيق للمعادن التي نقدمها مقارنةً بورش التشغيل الآلي العامة وطرق اللحام الأخرى. كما نوفر حلولاً مخصصة للحام الأجزاء الرقيقة لمختلف المجالات، كالمجال الطبي ومجال الطيران.
أرسل إلينا الآن رسومات أجزائك الرقيقة ، وستقدم لك شركة LS Manufacturing تقريرًا مجانيًا لمحاكاة التشوه، بالإضافة إلى خدمة لحام تجريبية للقطعة الأولى . يمكنك الاستفسار الآن للحصول على أكثر من 500 مجموعة من جداول معلمات العملية، والبدء في اللحام دون تشوه.

📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


