
Il servizio di piegatura personalizzata dei metalli è un passaggio essenziale nella produzione di componenti non standard, soprattutto quando i metodi tradizionali standardizzati non sono in grado di soddisfare i requisiti delle strutture complesse. Nella produzione di componenti non standard, il prezzo unitario della piegatura personalizzata dei metalli è in genere molto basso, il che porta gli addetti agli acquisti e gli ingegneri a prestare poca attenzione ai significativi costi irrecuperabili, che vengono scoperti solo dopo la consegna dei disegni , con la conseguenza che il costo finale del progetto aumenta di oltre il 35%.
Il coinvolgimento dei fornitori tradizionali è generalmente molto basilare e, di fatto, raramente partecipano alle fasi iniziali della progettazione per la produzione (DFM). Tale coinvolgimento comporta l'impossibilità di controllare il ritorno elastico in fase di piegatura , la deformazione cumulativa che supera le tolleranze a causa di piegature multiple e la rugosità superficiale (Ra) derivante dalle impronte dello stampo, che genera scarti secondari. Analizzeremo le principali trappole di costo nascoste nel processo, che i clienti solitamente non percepiscono, e utilizzeremo una matrice decisionale quantitativa per contribuire alla produzione accurata dei componenti e al raggiungimento del miglior ritorno sull'investimento (ROI) . Vedremo cosa si cela dietro la valutazione superficiale dei prezzi, gli aspetti tecnologici trascurati che causano una silenziosa erosione dei profitti.

Panoramica rapida delle principali soluzioni di ottimizzazione dei costi per il servizio di piegatura metalli su misura
| Tipologie di trappole di costo | Perdita media della soluzione tradizionale | Soluzione di ottimizzazione della produzione LS | Miglioramento del ROI |
| Correzione del ritorno elastico e scarto | Costo di rilavorazione del singolo pezzo: 4,2 dollari, tasso di scarto: 15%. | Pre-calcolo del flusso di stampaggio tramite analisi agli elementi finiti (FEA) + compensazione laser in tempo reale. | Riduce i costi di rilavorazione del 40%, il tasso di scarto si riduce all'1,2%. |
| Post-elaborazione dell'indentazione superficiale | Lucidatura di un singolo pezzo: costo 3,50 dollari, tempi di lavorazione prolungati di 2 giorni. | Stampo in poliuretano antitraccia + pellicola protettiva ad alta densità. | Esenzione totale dalle spese di lucidatura , tempi di consegna ridotti del 40%. |
| Ammortamento dello stampo ad angolo R non standard | Costo per una singola personalizzazione: da 1200 a 3500 dollari. | Oltre 1200 set di stampi modulari standard + ottimizzazione proattiva DFM . | Elimina oltre il 95% dei costi di approvvigionamento di stampi non standard. |
| Superamento della tolleranza cumulativa multi-passaggio | Tasso di difetti di assemblaggio del 28%, elevate perdite dovute a scarti di produzione. | Posizionamento a 5 assi CNC + compensazione dinamica dell'asse V. | Bloccaggio con tolleranza geometrica ±0,05 mm, efficienza di assemblaggio migliorata del 50%. |
Punti chiave
- Il ritorno elastico e la tolleranza cumulativa sono la causa dei costi incontrollati nella piegatura non standard. La compensazione in tempo reale tramite SPC riduce i costi di rilavorazione fino al 40% .
- I pezzi con una rugosità superficiale Ra molto elevata devono essere lavorati mediante piegatura senza lasciare segni, al fine di evitare costi aggiuntivi di lucidatura.
- Grazie alla simulazione DFM e al sistema IATF 16949 , LS Manufacturing aiuta i clienti a ridurre i costi totali di approvvigionamento dei componenti non standard fino al 28%.
Perché affidarsi all'esperienza di LS Manufacturing nei servizi di piegatura metalli su misura per componenti non standard?
Seguendo le migliori prassi del settore e sfruttando oltre 20 anni di esperienza nella produzione non standard, noi di LS Manufacturing abbiamo fornito i nostri servizi di piegatura metalli su misura a più di 300 aziende manifatturiere di prim'ordine in tutto il mondo . Il nostro impegno per la qualità è così forte che seguiamo rigorosamente il sistema di gestione della qualità IATF 16949:2016 , che garantisce anche la tracciabilità del prodotto in ogni fase della produzione.
L'esperienza maturata con il progetto europeo di produzione in serie di dispositivi medici 2025 ha rivelato che i fornitori tradizionali iniziano la pianificazione del processo solo dopo la conferma del disegno, con la conseguenza che l'80% dei problemi di costo viene identificato durante la fase di produzione . Il nostro team di ingegneri partecipa attivamente alla fase di progettazione per individuare tempestivamente i potenziali rischi attraverso l'analisi Design for Manufacturing (DFM).
Inoltre, siamo certificati ISO 9001:2015 , il che significa che disponiamo di un sistema di controllo qualità molto completo che monitora ogni fase del processo, dall'accettazione delle materie prime alla consegna del prodotto finito. I nostri test interni dimostrano che un coinvolgimento precoce nella progettazione per la producibilità (DFM) può ridurre i costi complessivi del progetto del 28%, un valore ben superiore alla media del settore dell'11% . Possediamo una collezione di oltre 1200 set di matrici di piegatura standard e 25 piegatrici CNC a cinque assi, che ci consentono di produrre componenti metallici di vari spessori, da 0,1 mm a 12 mm.
Con 20 anni di esperienza nel settore e doppie certificazioni di sistema, l'applicazione precoce del DFM (Design for Manufacturing) può ridurre i costi del 28%. Scarica subito il nostro "White Paper sulla riduzione dei costi di piegatura non standard" per padroneggiare le competenze fondamentali del servizio di piegatura personalizzata dei metalli.

Perché la correzione del ritorno elastico fa lievitare il budget per il servizio di piegatura personalizzata dei metalli?
Una compensazione insufficiente per il ritorno elastico in curva può portare direttamente a pezzi non standard che superano la tolleranza angolare, e le conseguenti correzioni secondarie e gli scarti rappresentano le principali trappole di costo nascoste che fanno lievitare il budget complessivo del servizio di piegatura metalli su misura.
Differenze nelle proprietà meccaniche dei materiali e nei coefficienti di ritorno elastico
Ogni materiale si comporta in modo molto diverso dagli altri per quanto riguarda la proprietà di recupero elastico (ritorno alla forma originale), che è il motivo principale per cui è molto difficile controllarlo . Per fare un semplice paragone, è come allungare degli elastici di diversa rigidità: una volta rilasciati, il loro grado di contrazione è completamente diverso.
- Per la lega di alluminio AL6061-T6, a R/t=2, il coefficiente di ritorno elastico è di circa 1,08-1,12 e l'angolo di ritorno elastico può raggiungere i 5°-7°.
- Per l'acciaio ad alta resistenza SUS316L, allo stesso rapporto R/t, il coefficiente di ritorno elastico è di circa 1,03-1,05 e l'angolo di ritorno elastico è di circa 2°-3°.
- Il ritorno elastico di tutti i materiali aumenta esponenzialmente quando il rapporto R/t è maggiore di 5.
Questo è il problema tecnico più difficile da risolvere con precisione nel servizio di piegatura di metalli su misura, utilizzando esclusivamente abilità manuali.
Tabella comparativa dei coefficienti di ritorno elastico per diversi materiali
| Tipo di materiale | Rapporto R/t | Intervallo del coefficiente di ritorno elastico | Intervallo di ritorno elastico angolare |
| AL6061-T6 | 2 | 1.08-1.12 | 5°-7° |
| AL6061-T6 | 5 | 1.15-1.20 | 9°-12° |
| SUS316L | 2 | 1.03-1.05 | 2°-3° |
| SUS316L | 5 | 1.07-1.10 | 4°-6° |
| acciaio per molle | 2 | 1.02-1.04 | 1,5°-2,5° |
Le ripetute prove di piegatura e gli scarti generano enormi costi nascosti nella piegatura personalizzata dei metalli, che compromettono la precisione nella previsione del ritorno elastico dopo la piegatura e riducono direttamente i margini di profitto del progetto .
Pre-calcolo FEA: Sostituti: Metodo manuale per tentativi ed errori
Mentre i produttori tradizionali si affidano all'esperienza manuale per le prove di piegatura, impiegando dai 45 ai 60 minuti per ogni regolazione, la mancanza di un'analisi accurata della deformazione di piegatura non solo comporta un notevole spreco di materiale, ma anche l'impossibilità di garantire l'uniformità del lotto. LS Manufacturing utilizza l'analisi agli elementi finiti (FEA) per l'analisi del flusso di incrudimento dello stampo , determinando con precisione la correzione dell'angolo prima dell'apertura dello stampo e superando così direttamente il problema dello spreco di materiale causato dalle prove di piegatura.
Questa tecnica digitale è perfettamente in grado di migliorare la stabilità del processo e la uniformità nella produzione di componenti non standard.

Figura 1: Mani tengono un componente metallico a forma di L con fori vicino a una grande piegatrice industriale in una fabbrica.
Come si può controllare l'accumulo cumulativo delle tolleranze nei processi di piegatura di precisione dei metalli a più fasi?
Se si lavorano componenti non standard a più fasi tramite un servizio di piegatura di precisione dei metalli a passaggi multipli, la trasmissione continua dei riferimenti di posizionamento comporterà l'accumulo cumulativo di deformazioni di piegatura strato dopo strato, rendendo così completamente incontrollabili le tolleranze di forma e posizione finali .
Effetto di moltiplicazione della tolleranza dello spessore della lamiera
Anche la lamiera prodotta secondo gli standard di base ha una tolleranza di spessore di 0,1 mm . Nella piegatura a passaggi multipli , questa tolleranza minuscola aumenta costantemente.
- A causa della tolleranza di spessore della lamiera di 0,1 mm, la somma risultante delle deformazioni tridimensionali causate dal posizionamento del registro posteriore sarà di 0,3 mm.
- Se il processo di piegatura comprende 4 o più passaggi , l'effetto cumulativo della tolleranza viene amplificato di oltre 3 volte.
- I metodi di posizionamento tradizionali, basati sul posizionamento da un solo lato, non sono in grado di annullare l'effetto delle variazioni di spessore della lamiera .
Questo argomento è particolarmente rilevante nel servizio di piegatura di metalli ad alta precisione.
Confronto tra precisione e costi del processo di piegatura
| Dimensione del processo | Pratica tradizionale | Soluzione di ottimizzazione della produzione LS | Impatto del ROI degli acquisti |
| Controllo di ritorno elastico | Prova di piegatura manuale, debug in un'unica passata 45-60 minuti | Compensazione inversa del flusso di stampo FEA + compensazione dinamica dell'asse V CNC | Riduce del 90% la perdita di materiale nella fase di collaudo del primo pezzo e consente un risparmio dell'85% dei tempi di manodopera. |
| Controllo dell'indentazione superficiale | Stampo in acciaio comune, produce un'indentazione profonda 0,2 mm | Matrice in nylon antitraccia + pellicola protettiva superficiale ad alta densità | Consente di risparmiare 3,5 dollari per pezzo sulla lucidatura secondaria. |
| Controllo cumulativo della tolleranza | Posizionamento su un solo lato, errore cumulativo ±0,3 mm | Posizionamento CNC a 5 assi, ispezione laser a circuito chiuso completo | Bloccaggio con tolleranza geometrica ±0,05 mm, efficienza di assemblaggio migliorata del 50%. |
| Controllo della coerenza del lotto | Ispezione manuale a campione, deviazione del lotto ±0,15 mm | Monitoraggio del processo SPC in tempo reale, calibrazione automatica dei parametri ogni 10 pezzi | La consistenza del lotto è migliorata del 92% , il tasso di scarto del lotto è stato ridotto allo 0,5%. |
LS Manufacturing utilizza un sistema di posizionamento CNC a 5 assi che, insieme a un sistema di misurazione angolare laser a circuito chiuso, consente di ottenere un controllo ultra-preciso delle tolleranze di piegatura, permettendo così la correzione in tempo reale degli errori di posizionamento ad ogni piega. I pezzi fuori tolleranza non solo aumentano i costi di piegatura dei componenti non standard, ma riducono anche la precisione di posizionamento e potrebbero persino comportare lo scarto dell'intero ordine .
La tolleranza geometrica finale è mantenuta entro 0,05 mm. Questo metodo garantisce che le tolleranze geometriche di tutti i componenti metallici piegati su misura soddisfino costantemente i requisiti.
Il posizionamento tramite leveraggio a 5 assi garantisce tolleranze geometriche di ±0,05 mm, riducendo del 90% la perdita di materiale del primo pezzo. Contattaci ora per una consulenza DFM gratuita e ottimizza il controllo delle tolleranze per il tuo servizio di piegatura di precisione dei metalli.
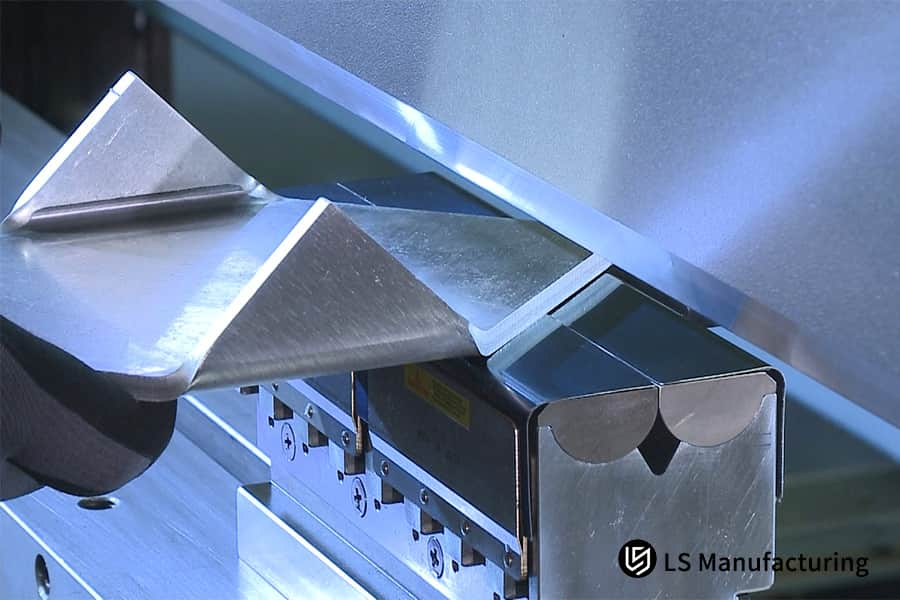
Figura 2: Primo piano di una piegatrice di precisione per metalli che forma un componente in acciaio inossidabile.
Perché i segni degli utensili di lavorazione aumentano inaspettatamente i costi di piegatura dei pezzi non standard?
Le ammaccature e i graffi sul metallo causati dalla piegatura con stampi tradizionali possono facilmente raddoppiare il costo di piegatura dei pezzi non standard, poiché tali danni comporteranno un maggiore lavoro di lucidatura sui pezzi , oltre a comprometterne l'aspetto e a ridurne la durata a fatica.
I principi meccanici della formazione delle impronte
Durante la piegatura, il tagliente della matrice superiore e la spalla a V della matrice inferiore applicano forze di compressione localizzate sulla lamiera, la cui entità può raggiungere i 1500 MPa o anche di più ; queste forze sono responsabili della formazione di indentazioni permanenti sulla superficie dei pezzi.
- Le indentazioni possono deteriorare gravemente la rugosità della superficie del pezzo, ad esempio da Ra 1,6 a oltre Ra 6,3.
- Oltre a essere difetti visivi, le rientranze rappresentano anche punti di concentrazione delle sollecitazioni, il che significa che la durata a fatica del componente risulta ridotta .
- I componenti per il settore medicale e dei semiconduttori devono essere privi anche della minima imperfezione superficiale, poiché tali imperfezioni spesso indicano la presenza di batteri.
Nel complesso, questi difetti aumentano notevolmente i costi di piegatura dei pezzi non standard , proteggono in modo inadeguato la superficie di piegatura e, in definitiva, compromettono la competitività del prodotto sul mercato .
Implementazione della tecnologia di piegatura senza indentazione
LS Manufacturing utilizza speciali stampi in poliuretano morbido con una durezza Shore di 90A , progetta gli utensili di piegatura nel modo più preciso possibile e infine applica uno strato di pellicola protettiva ad alta densità. Grazie a queste accortezze, è possibile eliminare completamente il contatto metallo-metallo. Questo metodo è l'unico praticabile per la piegatura di componenti metallici personalizzati con requisiti estetici di altissimo livello nella catena produttiva , eliminando completamente le ammaccature. Questo processo sta diventando lo standard nel settore della piegatura di lamiere di alta gamma.
Quali costi di ammortamento degli utensili si celano nel servizio di piegatura di pezzi non standard per raggi speciali?
L'utilizzo indiscriminato di angoli di piegatura interni non standard (angoli R) in fase di progettazione richiederà ai fornitori di personalizzare utensili di piegatura specifici per componenti non standard , trasferendo così a voi gli elevati costi di ammortamento degli utensili per il servizio di piegatura di pezzi non standard.
Caratteristiche della catena di fornitura degli utensili di piegatura standard
Gli utensili standard utilizzati nelle piegatrici a controllo numerico sono già stati armonizzati a livello mondiale. Tali utensili sono facilmente reperibili ovunque e hanno un costo relativamente contenuto.
- Per la piegatura CNC, la larghezza tipica dell'apertura della scanalatura a V standard è pari a 8 volte lo spessore della lamiera (t).
- Gli angoli R della matrice superiore conformi agli standard stabiliti includono R0.5, R1.0, R2.0, R3.0, ecc .
- Il costo di profilati angolari non standard personalizzati, come ad esempio R1.35, si aggira generalmente intorno ai 3500 euro e i tempi di consegna sono di 7-10 giorni.
Di conseguenza, ciò influirà sul ciclo di consegna del servizio di piegatura di componenti non standard e causerà una maggiore pressione sulle scorte di utensili, nonché un aumento dei costi in termini di tempo per i progetti.
Vantaggi dei sistemi di stampi modulari
LS Manufacturing dispone di oltre 1200 set di matrici di piegatura modulari standard che consentono di variare il raggio di curvatura in modo flessibile e coprono oltre il 95% dei requisiti di raggio più comuni . Questo vantaggio si rivela determinante nella produzione di componenti non standard che richiedono tempi di reazione rapidi.
I nostri ingegneri sono a disposizione per assistere i clienti nell'ottimizzazione del design del raggio durante il processo di progettazione per la produzione (DFM), eliminando i costi superflui degli stampi e attenendosi il più possibile alle specifiche standard . Possiamo offrire ai nostri clienti un servizio di piegatura metalli personalizzato più conveniente.
In che modo l'anisotropia della direzione delle fibre del materiale influisce sui costi nascosti della piegatura personalizzata dei metalli durante il taglio dei semilavorati?
La piegatura della lamiera contro fibra senza considerare l'anisotropia della direzione delle fibre provoca un forte calo della resa e la produzione di una grande quantità di scarti , con conseguenti costi nascosti dovuti alla piegatura personalizzata dei metalli .
Proprietà anisotrope delle lamiere laminate a freddo
Durante il processo di produzione, le lamiere laminate a freddo sviluppano una linea di venatura molto netta sulla superficie, con conseguenti proprietà meccaniche molto diverse a seconda della direzione di laminazione.
- Nella direzione di laminazione, l'allungamento delle lamiere laminate a freddo è del 20%-30% maggiore rispetto a quello perpendicolare alla fibra.
- Parallelamente alla direzione di laminazione, l'incidenza delle microfratture nello strato esterno del pezzo può raggiungere fino al 35% durante la piegatura.
- Il software di nesting standard massimizza l'utilizzo dei fogli mescolando materiali diversi, il che porta a differenti valori di ritorno elastico all'interno dello stesso lotto di pezzi.
L'ingente quantità di scarti che ne deriva è uno dei costi nascosti della piegatura personalizzata dei metalli, molto facile da sottovalutare.
Tabella comparativa delle proprietà anisotrope della lamiera laminata a freddo
| Indicatori di performance | Nella direzione di rotolamento | Perpendicolare alla direzione di rotolamento | Differenza percentuale |
| Resistenza allo snervamento (MPa) | 270 | 240 | 12,5% |
| Allungamento (%) | 25 | 18 | 38,9% |
| Rischio di fessurazione da flessione | Basso | Alto | 350% |
| Consistenza del ritorno elastico | Bene | Povero | 60% |
Ottimizzazione del layout e rilevamento dei difetti
LS Manufacturing controlla rigorosamente la direzione delle fibre del materiale durante il servizio di piegatura della lamiera, standardizzando l'allineamento delle fibre e assicurandosi che tutte le linee di piegatura siano perpendicolari o inclinate di 45° rispetto alla direzione di laminazione . Questo aspetto è uno degli elementi principali che determinano la resa del servizio di piegatura della lamiera. Inoltre, eseguiamo un'ispezione a correnti parassite al 100% su tutte le nostre materie prime per rafforzare la prevenzione delle cricche di piegatura ed eliminare preventivamente le lamiere contenenti difetti interni.
Secondo i nostri dati interni, un controllo estremamente preciso del modello di laminazione si traduce spesso in un aumento della resa di piegatura dal 72% al 98,5%. Ciò consente di garantire la qualità dei componenti metallici piegati su misura da un lotto all'altro.
Il rigoroso controllo del modello di laminazione e i test a correnti parassite al 100% aumentano la resa al 98,5%. Contattate subito i nostri ingegneri dei materiali per risolvere i costi nascosti della piegatura personalizzata dei metalli.
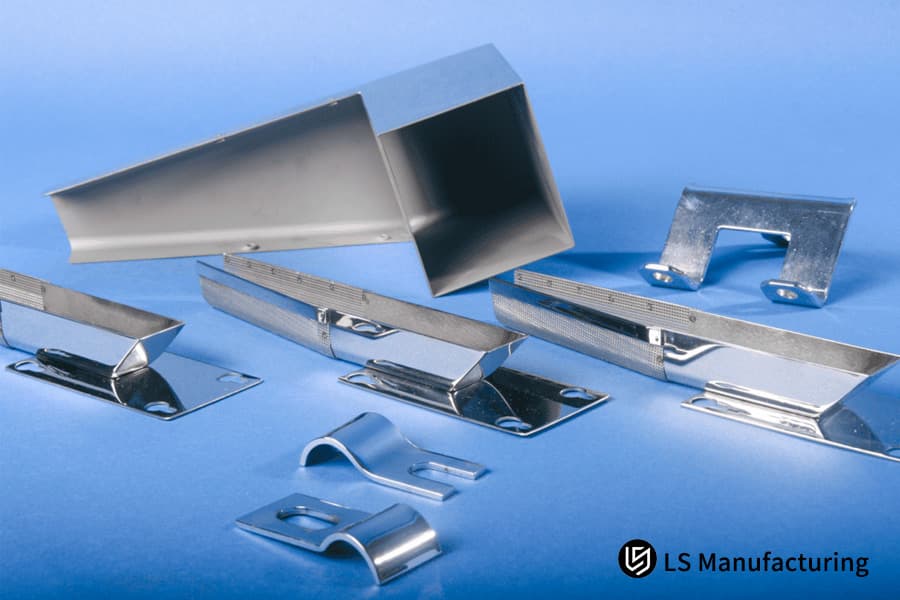
Figura 3: Diversi componenti non standard in acciaio inossidabile tagliati al laser, disposti su uno sfondo blu.
In che modo le configurazioni a basso volume influiscono sul ROI dell'approvvigionamento del servizio di piegatura della lamiera?
Nella produzione ad alta frequenza e in piccoli lotti di pezzi non standard, i tempi di impostazione delle macchine utensili e di conferma del primo pezzo sono così frequenti da raggiungere un multiplo del tempo di lavorazione effettivo, e ciò riduce costantemente il ritorno sull'investimento (ROI) del servizio di piegatura della lamiera.
Struttura dei costi della produzione in piccoli lotti
Se la quantità del lotto è ridotta, il costo fisso di allestimento della macchina viene ripartito solo su un numero limitato di pezzi, e questo è ciò che provoca un forte aumento del costo unitario.
- Se la quantità in un singolo lotto è inferiore a 50 pezzi, il costo di allestimento rappresenta oltre il 70% del costo totale per pezzo.
- Il cambio manuale dello stampo e la regolazione degli utensili, secondo i metodi tradizionali, richiedono circa 45 minuti per lotto.
- Il tempo di conferma del primo pezzo per ogni lotto è di circa 15 minuti.
A causa dei servizi di piegatura di lamiere per piccoli lotti , i costi per pezzo sono elevati, principalmente a causa dei tempi di preparazione della piegatrice eccessivamente lunghi.
Miglioramento dell'efficienza grazie a un sistema di configurazione completamente automatizzato.
LS Manufacturing dispone di un sistema di cambio stampo completamente automatizzato (ATC) e utilizza una programmazione offline per la piegatura digitale. La nostra soluzione può rivoluzionare la struttura dei costi del tradizionale servizio di piegatura di pezzi non standard . Riduce i tempi di setup dai tradizionali 45 minuti a 2 minuti, consentendo alle piccole produzioni personalizzate di mantenere la competitività dei prezzi rispetto alla produzione di massa su larga scala. Permette inoltre ai clienti di evitare completamente i costi nascosti della piegatura personalizzata dei metalli nella produzione di piccoli lotti.

Figura 4: Una pila ordinata di parti metalliche piegate in più fasi su una superficie di legno.
Perché la certificazione IATF 16949 è fondamentale per mitigare i rischi derivanti dalla produzione di componenti non standard?
Gli impianti di lavorazione ordinari, privi di certificazione internazionale del sistema di qualità, incontrano difficoltà nell'effettuare analisi delle modalità di guasto nella produzione di componenti non standard , il che aumenta significativamente il rischio di scarti durante l'assemblaggio in lotti di tali componenti.
Utilizzo dell'analisi PFMEA nei processi di piegatura
L'analisi delle modalità e degli effetti dei guasti di processo (PFMEA) è un metodo di valutazione del rischio che aiuta a prevedere potenziali problemi nel processo produttivo.
- L'analisi PFMEA può evidenziare fino a 17 diverse modalità di rottura per flessione, tra cui, ad esempio, " durezza del materiale fuori specifica che causa crepe da flessione ".
- Ogni modalità di guasto viene affrontata sviluppando una serie di attività di controllo e piani di backup.
- Ciò può comportare una riduzione del rischio di produzione di massa fino al 90% o più .
Ciò è particolarmente importante per la produzione di componenti non standard ad alto rischio, in quanto consente di affrontare i rischi in anticipo eseguendo un'analisi approfondita dei cedimenti per flessione .
Implementazioni di cinque strumenti fondamentali
LS Manufacturing ha implementato completamente i cinque strumenti principali previsti dalla norma IATF 16949, con un monitoraggio del processo di piegatura al 100%. Questo ci permette di offrire ai clienti prodotti di piegatura metallica di alta precisione , conformi agli standard riconosciuti a livello internazionale. Garantiamo che l' indice di capacità di processo (CPK) di ogni lotto di pezzi piegati consegnati superi sempre 1,33 , eliminando completamente i rischi di conformità e qualità derivanti da forniture estere. Offriamo una garanzia di qualità e affidabilità del nostro servizio di piegatura di pezzi non standard sotto ogni punto di vista.
Caso di studio di LS Manufacturing: Progetto di piegatura della staffa interna in acciaio inox SUS316L per centrifuga medica
Sfide dei clienti
Una delle principali sfide tecniche affrontate da un'azienda europea di dispositivi medici è stata la personalizzazione di un telaio di supporto interno non standard in acciaio inox SUS316L per una centrifuga per sangue ad alta velocità. Il componente, spesso solo 1,5 mm, presenta 7 piegature consecutive e richiede una tolleranza di forma e posizione di 0,05 mm in totale, un limite di rugosità superficiale Ra≤0,8 e l'assenza totale di indentazioni dovute al processo di stampaggio, per impedire la proliferazione batterica. La mancanza di un controllo preciso del ritorno elastico da parte del precedente fornitore ha comportato che il 38% dei componenti non rientrasse nelle tolleranze angolari, rendendo necessaria la lucidatura manuale a causa della presenza di gravi indentazioni dovute alle piegature . Di conseguenza, la percentuale di difetti di assemblaggio ha raggiunto il 42% e i costi di lucidatura successivi hanno comportato uno sforamento del budget di approvvigionamento per singolo pezzo pari al 65% , ritardando così il completamento del progetto di 3 settimane.
Soluzione di produzione LS
Entro 24 ore dall'invio dei disegni da parte del cliente, i membri senior del team di ingegneri di LS Manufacturing avevano già preparato un rapporto dettagliato di analisi DFM (Design for Manufacturing).
- Inizialmente, abbiamo analizzato la sequenza di piegatura utilizzando lo strumento DFM 3D per ottimizzare le 7 piegature originali riducendole a 6 , e successivamente abbiamo sviluppato un riferimento di posizionamento del materiale CNC a cinque assi dedicato che ha eliminato completamente le tolleranze cumulative, principalmente nell'area di piegatura.
- Allo stesso tempo, abbiamo installato le matrici di piegatura in poliuretano antitraccia da 90A Shore A sulla nostra piegatrice di precisione intelligente da 250 tonnellate e implementato un sistema di misurazione angolare laser a circuito chiuso per eseguire calcoli di compensazione dinamica del ritorno elastico in tempo reale per ogni piegatura.
- Le materie prime vengono sottoposte a test a correnti parassite e a prove di durezza , i nostri metodi di prova selezionati per verificare la coerenza del lotto, nel 100% dei casi.
Risultati e valore
In definitiva, la resa al primo tentativo (FTY) del componente personalizzato non standard di grado medicale è balzata dal 58% a un impressionante 99,4%. La uniformità della qualità di piegatura è stata migliorata a tal punto da eliminare completamente la lucidatura manuale. Inoltre, i tempi di consegna dell'intero progetto sono stati ridotti da 21 a 13 giorni , con una riduzione del 40%, e, in aggiunta, il 31% dei costi di approvvigionamento occulti del cliente è stato eliminato. Il cliente ha firmato un accordo di fornitura esclusiva triennale con LS Manufacturing e, d'ora in poi, tutti i componenti piegati di grado medicale saranno prodotti da noi.
Il progetto per la staffa di supporto della centrifuga medica ha raggiunto un tasso di rendimento del 99,4% e ha ridotto i costi complessivi del 31%. Carica subito i tuoi disegni per ottenere un preventivo personalizzato e preciso per componenti metallici piegati su misura.

FAQ
D1: Quanto tempo ci vuole per ottenere un preventivo per la piegatura personalizzata di componenti metallici non standard?
LS Manufacturing è in grado di fornire un preventivo preciso entro 24 ore dalla ricezione dei disegni principali (STEP IGES ecc.) e delle specifiche. Effettuiamo inoltre gratuitamente analisi DFM professionali e siamo in grado di rispondere molto rapidamente a diverse richieste di personalizzazione di piegature non standard.
D2: Come garantisce LS Manufacturing una tolleranza di 0,05 mm per la piegatura di precisione dei metalli a passaggi multipli?
Disponiamo di una piegatrice di precisione CNC a cinque assi, con misurazione angolare laser in tempo reale e tecnologia di compensazione dinamica dell'asse V. Questa correzione a circuito chiuso delle deviazioni di lavorazione è molto efficace nel prevenire l'accumulo di tolleranze dopo diverse passate di piegatura, garantendo così in ogni momento un'elevata precisione degli standard di lavorazione.
D3: È possibile rimuovere completamente i segni degli utensili per contribuire a ridurre i costi di piegatura di pezzi non standard?
Grazie all'utilizzo di uno stampo in poliuretano antitraccia con una pellicola protettiva ad alta densità, possiamo eliminare completamente i segni lasciati dagli utensili di piegatura. In questo modo , non essendoci contatto metallo-metallo, si evitano graffi e non è necessaria la lucidatura successiva , con conseguente risparmio sui costi di lavorazione e sui tempi di produzione.
D4: Qual è la quantità minima d'ordine (MOQ) per componenti metallici piegati su misura con geometrie complesse?
Siamo flessibili per quanto riguarda il quantitativo minimo d'ordine (MOQ), in quanto ci occupiamo sia di produzione di campioni, sia di personalizzazione di piccoli lotti, oltre che di produzione di massa su larga scala. L'utilizzo di un sistema di cambio utensili completamente automatizzato contribuisce a ottimizzare i costi di configurazione della macchina, riducendo notevolmente la barriera d'ingresso per la personalizzazione di piccoli lotti di componenti complessi piegati.
D5: Come gestite le variazioni di ritorno elastico quando producete lotti multipli di pezzi non standard?
Seguiamo lo standard IATF 16949 per il controllo dei materiali in entrata e testiamo le proprietà meccaniche della lamiera lotto dopo lotto. I parametri di piegatura vengono aggiornati automaticamente dal sistema, il che non solo compensa con precisione le differenze di ritorno elastico dei materiali, ma garantisce anche una lavorazione uniforme su tutti i lotti.
D6: I componenti in lamiera piegata forniti ai clienti sono accompagnati da documenti di certificazione conformi agli standard internazionali?
Ogni componente piegato su misura appartiene a un lotto accompagnato da una serie completa di documenti di conformità, a partire dai certificati di qualità delle materie prime, dai rapporti di ispezione dimensionale CMM al 100% e dalla documentazione PPAP su richiesta , che soddisfano i requisiti di accettazione per gli acquisti esteri e le normative di settore.
D7: LS Manufacturing mi aiuterà a modificare i disegni dei miei componenti non standard in modo da ridurre i costi di piegatura?
Offriamo servizi gratuiti di ottimizzazione dei disegni DFM professionali, focalizzati principalmente su strutture non standard e variazioni speciali del raggio di curvatura, al fine di evitare costosi stampi personalizzati e, al contempo , ridurre efficacemente i costi complessivi di produzione della piegatura.
D8: In che modo LS Manufacturing garantisce la sicurezza della nostra proprietà intellettuale durante la collaborazione su servizi di piegatura di componenti non standard?
Ci impegniamo a rispettare un accordo di riservatezza (NDA) per tutta la durata della collaborazione. I disegni dei clienti e i dati relativi ai prodotti sono archiviati su un server interno crittografato con livelli di accesso differenziati e registri operativi, garantendo la completa tracciabilità e la protezione della proprietà intellettuale dei nostri clienti.
Riepilogo
Acquistare componenti metallici piegati non standard al prezzo più basso possibile non si basa semplicemente sul preventivo iniziale del fornitore . I costi reali che determinano il risultato di un progetto sono nascosti nella correzione del ritorno elastico del materiale, negli scarti di assemblaggio dovuti alla somma delle tolleranze nelle diverse passate e nelle costose operazioni di lucidatura post-lavorazione. Se scegliete un'azienda specializzata che ha effettuato numerose simulazioni DFM (Design for Manufacturing), utilizza piegatrici a cinque assi all'avanguardia e dispone di un sistema di controllo qualità conforme alla norma IATF 16949, potrete in gran parte eliminare questi potenziali problemi di redditività. Questo, a sua volta, vi permetterà di ottenere la soluzione migliore in termini di costi di produzione complessivi durante l'intero ciclo di vita del prodotto .
Desiderate eliminare le rilavorazioni e i costi nascosti causati da design di componenti non standard? Inviateci i vostri file CAD 3D (nei formati STEP, IGES e DXF) e gli esperti di produzione di precisione di LS Manufacturing vi forniranno un preventivo gratuito e senza impegno per la produzione in serie . Inoltre, il nostro team vi fornirà parallelamente un'analisi dettagliata di fattibilità produttiva (DFM) entro 24 ore. Affidatevi a noi per proteggere il vostro progetto con la nostra comprovata produzione di precisione fino a 0,005 mm!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


