
Le pliage de métal sur mesure est une étape essentielle dans la production de pièces non standard, notamment lorsque les méthodes standardisées traditionnelles ne permettent pas de répondre aux exigences des structures complexes. Dans la fabrication de pièces non standard, le coût unitaire du pliage de métal sur mesure est généralement très faible, ce qui conduit les services achats et les ingénieurs à négliger les coûts irrécupérables importants qui ne sont découverts qu'après la livraison des plans , entraînant une augmentation du coût final du projet de plus de 35 %.
L'implication des fournisseurs traditionnels est généralement très sommaire et, de fait, ils participent rarement aux premières étapes de la conception pour la fabrication (DFM). Cette implication limitée entraîne une incapacité à contrôler le retour élastique en flexion , la déformation cumulative dépassant les tolérances en raison des pliages multiples , ainsi que la rugosité de surface (Ra) résultant des indentations de matrice, générant des rebuts secondaires. Nous allons analyser en détail les principaux pièges financiers cachés dans le processus, souvent invisibles pour les clients, et utiliser une matrice de décision quantitative pour faciliter la fabrication précise des pièces et optimiser le retour sur investissement . Nous examinerons ce que dissimule la tarification de surface, les aspects technologiques négligés qui entraînent une érosion silencieuse des profits.

Aperçu rapide des solutions d'optimisation des coûts de base pour le service de pliage de métaux sur mesure
| Types de pièges à coûts | Solution traditionnelle Perte moyenne | Solution d'optimisation de la fabrication LS | Amélioration du retour sur investissement |
| Correction du retour élastique et mise au rebut | Coût de retouche d'une seule pièce : 4,2 $, taux de rebut : 15 %. | Précalcul du flux de moule par éléments finis + compensation laser en temps réel. | Réduction des coûts de retouche de 40 %, taux de rebut réduit à 1,2 %. |
| Post-traitement de l'indentation de surface | Frais de polissage d'une seule pièce : 3,5 $, délai de cycle prolongé de 2 jours. | Moule en polyuréthane non marquant + film protecteur haute densité. | Exonération totale des frais de polissage , délai de livraison réduit de 40 %. |
| Amortissement des moules d'angle R non standard | Frais de personnalisation unique : 1 200 $ à 3 500 $. | Plus de 1200 ensembles de moules modulaires standard + optimisation proactive DFM . | Élimine plus de 95 % des coûts d'approvisionnement en moules non standard. |
| Dépassement de tolérance cumulatif multi-passes | Taux de défauts d'assemblage : 28 %, pertes importantes de rebuts par lot. | Positionnement par liaison CNC 5 axes + compensation dynamique de l'axe V. | Verrouillage de tolérance géométrique ±0,05 mm, efficacité d'assemblage améliorée de 50 %. |
Points clés à retenir
- Le retour élastique et les tolérances cumulées sont à l'origine de coûts incontrôlés lors du pliage non standard. La compensation en temps réel par SPC réduit les coûts de retouche jusqu'à 40 % .
- Les pièces présentant des exigences élevées en matière de rugosité de surface Ra doivent être traitées par pliage sans marquage afin d'éviter des frais de polissage supplémentaires.
- En utilisant la simulation DFM et le système IATF 16949 , LS Manufacturing aide ses clients à réduire leurs coûts d'approvisionnement totaux pour les pièces non standard jusqu'à 28 %.
Pourquoi faire confiance à l'expérience de LS Manufacturing en matière de services de pliage de métaux sur mesure pour les pièces non standard ?
En respectant les meilleures pratiques du secteur et en tirant parti de plus de 20 ans d'expérience dans la fabrication sur mesure, LS Manufacturing a fourni ses services de pliage de métaux personnalisés à plus de 300 entreprises manufacturières de premier plan à travers le monde . Notre engagement envers la qualité est tel que nous appliquons rigoureusement le système de management de la qualité IATF 16949:2016 , qui garantit également la traçabilité des produits à chaque étape de la fabrication.
Notre expérience acquise lors du projet de production en série de dispositifs médicaux en Europe (2025) révèle que les fournisseurs traditionnels n'entament généralement la planification des processus qu'après validation des plans, ce qui a pour conséquence que 80 % des problèmes de coûts sont identifiés pendant la phase de production . Notre équipe d'ingénierie participe activement à la phase de conception afin de déceler les risques potentiels au plus tôt grâce à l'analyse de la conception pour la fabrication (DFM).
De plus, nous sommes certifiés ISO 9001:2015 , ce qui signifie que nous disposons d'un système de contrôle qualité très complet qui supervise chaque étape, de la réception des matières premières à la livraison du produit fini. Nos tests internes démontrent qu'une implication précoce dans la conception pour la fabrication (DFM) permet de réduire les coûts globaux d'un projet de 28 %, un résultat nettement supérieur à la moyenne du secteur (11 %) . Nous possédons un parc de plus de 1 200 matrices de pliage standard et 25 presses plieuses CNC à cinq axes, ce qui nous permet de produire des pièces métalliques d'épaisseurs variées, de 0,1 mm à 12 mm.
Forts de 20 ans d'expérience dans le secteur et de deux certifications système, nous vous offrons la possibilité d'effectuer des économies de 28 % grâce à une conception précoce pour la fabrication (DFM). Téléchargez dès maintenant notre livre blanc « Réduction des coûts du pliage non standard » pour maîtriser les compétences essentielles du pliage de métaux sur mesure.

Pourquoi la correction du retour élastique fait-elle grimper le budget de votre service de pliage de métaux sur mesure ?
Une compensation insuffisante du retour élastique en pliage peut directement entraîner la production de pièces non standard dépassant la tolérance angulaire, et les corrections secondaires et les mises au rebut qui en résultent constituent les principaux pièges financiers cachés qui font grimper le budget global d'un service de pliage de métaux sur mesure.
Différences dans les propriétés mécaniques des matériaux et les coefficients de retour élastique
Chaque matériau présente un comportement très différent en ce qui concerne son élasticité (retour à la forme initiale), ce qui explique en grande partie la difficulté à contrôler ce phénomène . Pour simplifier, on peut comparer cela à l'étirement d'élastiques de rigidités différentes : une fois relâchés, leur rétrécissement est totalement différent.
- Pour l'alliage d'aluminium AL6061-T6, à R/t=2, le coefficient de retour élastique est d'environ 1,08-1,12 et l'angle de retour élastique peut atteindre 5°-7°.
- Pour l'acier à haute résistance SUS316L, au même rapport R/t, le coefficient de retour élastique est d'environ 1,03-1,05 et l'angle de retour élastique est d'environ 2°-3°.
- Le retour élastique de tous les matériaux augmente de façon exponentielle lorsque le rapport R/t est supérieur à 5.
Il s'agit du problème technique le plus difficile à résoudre avec précision dans le cadre d'un service de pliage de métaux sur mesure par la seule force de l'habileté manuelle.
Tableau comparatif des coefficients de retour élastique pour différents matériaux
| Type de matériau | Rapport R/t | Plage de coefficient de retour élastique | Plage de ressort angulaire |
| AL6061-T6 | 2 | 1.08-1.12 | 5°-7° |
| AL6061-T6 | 5 | 1.15-1.20 | 9°-12° |
| SUS316L | 2 | 1,03-1,05 | 2°-3° |
| SUS316L | 5 | 1.07-1.10 | 4°-6° |
| Acier à ressort | 2 | 1.02-1.04 | 1,5°-2,5° |
Les essais répétés de pliage et de mise au rebut engendrent d'énormes coûts cachés liés au pliage de métaux sur mesure, ce qui compromet la précision des prévisions de retour élastique et réduit directement les marges bénéficiaires du projet .
Le précalcul par éléments finis remplace la méthode manuelle par essais et erreurs
Alors que les fabricants traditionnels s'appuient sur leur expérience manuelle pour les essais de pliage, consacrant 45 à 60 minutes par réglage, l'absence d' analyse précise des déformations de pliage entraîne non seulement un gaspillage important de matière, mais aussi une incertitude quant à l'homogénéité des lots. LS Manufacturing utilise l'analyse par éléments finis (AEF) pour l'analyse de l'écoulement du matériau dans le moule à écrouissage , déterminant avec précision la correction angulaire avant l'ouverture du moule et résolvant ainsi directement le problème du gaspillage de matière lié aux essais de pliage.
Cette technique numérique est tout à fait capable d'améliorer la stabilité des processus et la constance de la fabrication des composants non standard.

Figure 1 : Des mains tiennent une pièce métallique en forme de L avec des trous près d'une grande machine de pliage industrielle dans une usine.
Comment contrôler l'accumulation des tolérances dans un service de pliage de métaux de précision multi-étapes ?
Si vous traitez des pièces non standard à plusieurs étapes via un service de pliage de métal de précision à passes multiples, la transmission continue des références de positionnement entraînera l'accumulation cumulative de déformations de pliage couche après couche, rendant ainsi les tolérances de forme et de position finales totalement incontrôlables .
Effet multiplicateur de la tolérance d'épaisseur de la feuille
Même les tôles fabriquées selon les normes de base présentent une tolérance d'épaisseur de 0,1 mm . Lors du pliage en plusieurs passes , cette tolérance infime s'accroît constamment.
- En raison d'une tolérance d'épaisseur de tôle de 0,1 mm, la somme résultante des déformations tridimensionnelles causées par le positionnement de la butée arrière sera de 0,3 mm.
- Si le processus de pliage comprend 4 passes ou plus , l'effet cumulatif de la tolérance est amplifié de plus de 3 fois.
- Les méthodes de positionnement unilatérales traditionnelles ne permettent pas de compenser l'effet des variations d'épaisseur de la feuille .
Ce sujet est particulièrement visible dans le secteur du pliage de métaux de haute précision.
Comparaison de la précision et du coût du processus de pliage
| Dimension du processus | Pratique traditionnelle | Solution d'optimisation de la fabrication LS | Impact du retour sur investissement des achats |
| Contrôle du retour élastique | Essai de pliage manuel, débogage en une seule passe : 45 à 60 minutes | Compensation inverse du flux de filière par éléments finis + compensation dynamique de l'axe V par CNC | Réduit de 90 % les pertes de matière lors du contrôle qualité du premier exemplaire et économise 85 % de temps de travail. |
| Contrôle de l'indentation de surface | Matrice en acier ordinaire, produit une empreinte de 0,2 mm de profondeur. | Matrice en nylon non marquante + film protecteur de surface haute densité | Économise 3,50 $ par pièce pour le polissage secondaire |
| Contrôle de tolérance cumulatif | Positionnement unilatéral, erreur cumulée ±0,3 mm | Positionnement par liaison CNC 5 axes, inspection laser en boucle fermée complète | Verrouillage par tolérance géométrique ±0,05 mm, efficacité d'assemblage améliorée de 50 % |
| Contrôle de la cohérence des lots | Contrôle par échantillonnage manuel, écart par lot ±0,15 mm | Surveillance en temps réel du processus SPC, étalonnage automatique des paramètres toutes les 10 pièces | La consistance des lots s'est améliorée de 92 % , le taux de rebut des lots a été réduit à 0,5 %. |
LS Manufacturing utilise un système de positionnement CNC à 5 axes, associé à une mesure d'angle laser en boucle fermée, permettant un contrôle ultra-précis des tolérances de pliage. Ce système corrige en temps réel les erreurs de positionnement à chaque pli. Les pièces hors tolérance augmentent non seulement le coût du pliage des pièces non standard, mais diminuent également la précision du positionnement et peuvent même entraîner la mise au rebut de la commande entière .
La tolérance géométrique finale est rigoureusement maintenue à 0,05 mm près. Cette méthode garantit que les tolérances géométriques de toutes les pièces métalliques pliées sur mesure répondent systématiquement aux exigences.
Le positionnement par liaison à 5 axes verrouille les tolérances géométriques de ±0,05 mm, réduisant ainsi la perte de matière de la première pièce de 90 %. Contactez-nous dès maintenant pour obtenir gratuitement une analyse DFM et optimiser le contrôle des tolérances de votre service de pliage de métaux de précision.
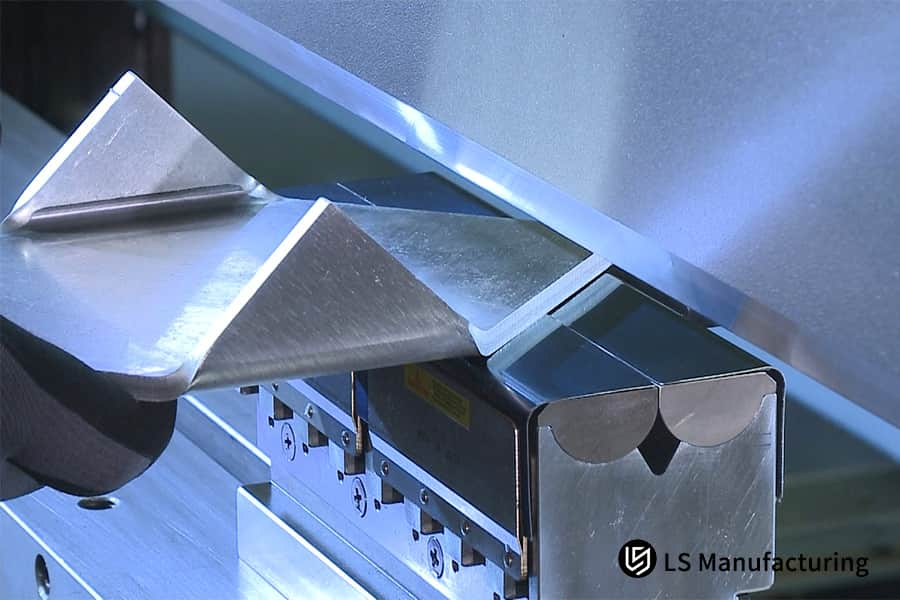
Figure 2 : Gros plan d'une machine de pliage de métaux de précision formant un composant en acier inoxydable.
Pourquoi les marques d'outils en surface augmentent-elles de manière inattendue le coût du pliage de vos pièces non standard ?
Les indentations et rayures métalliques causées par le pliage avec des matrices rigides ordinaires peuvent très facilement doubler le coût de pliage des pièces non standard, car de tels dommages entraîneront davantage de travaux de polissage sur les pièces , ainsi que des dommages à l'apparence et une réduction de la durée de vie en fatigue des pièces.
Les principes mécaniques de la formation des indentations
Lors du pliage, le tranchant de la matrice supérieure et l'épaulement en V de la rainure de la matrice inférieure appliquent des forces de compression locales sur la tôle, dont l'ampleur peut atteindre 1500 MPa, voire plus ; ces forces sont responsables de la formation d'indentations permanentes sur la surface des pièces.
- Les indentations peuvent fortement détériorer la rugosité de la surface de la pièce, par exemple de Ra 1,6 à plus de Ra 6,3.
- Outre le fait qu'il s'agit de défauts visuels, les indentations sont également des points de concentration des contraintes, ce qui signifie que la durée de vie en fatigue de la pièce est réduite .
- Les pièces utilisées dans les secteurs médical et des semi-conducteurs doivent être exemptes de la moindre indentation superficielle, car de telles indentations favorisent souvent la prolifération bactérienne.
Au final, ces défauts augmentent considérablement le coût de pliage des pièces non standard , protègent insuffisamment la surface de pliage et compromettent finalement la compétitivité du produit sur le marché .
Mise en œuvre de la technologie de pliage sans indentation
LS Manufacturing utilise des matrices souples spéciales en polyuréthane d'une dureté Shore de 90A , conçoit l' outillage de pliage de manière optimale et applique une couche de film protecteur haute densité. Grâce à ces mesures, tout contact métal sur métal est éliminé. Cette méthode est la seule viable pour la fabrication de pièces métalliques pliées sur mesure , exigeant une finition irréprochable, au plus haut niveau de la chaîne de production . Les indentations sont ainsi totalement éliminées. Ce procédé s'impose comme la norme dans l'industrie du pliage de tôle haut de gamme.
Quels frais d'amortissement d'outillage se cachent derrière le service de pliage de pièces non standard pour des rayons spéciaux ?
L'utilisation aveugle d'angles de pliage intérieurs non standard (angles R) dans la conception obligera les fournisseurs à personnaliser des outils de pliage non standard spécialisés, vous transférant ainsi les coûts élevés d'amortissement de l'outillage dans le service de pliage de pièces non standard.
Caractéristiques de la chaîne d'approvisionnement des outils de pliage standard
Les outils standard utilisés dans les machines de pliage CNC sont déjà harmonisés à l'échelle mondiale. On les trouve facilement partout et ils sont relativement bon marché.
- Pour le pliage CNC, la largeur d'ouverture standard typique de la rainure en V est égale à 8 fois l'épaisseur de la plaque (t).
- Les angles R de la matrice supérieure conformes aux normes établies comprennent R0,5, R1,0, R2,0, R3,0, etc.
- Le coût des cornières R non standard personnalisées comme R1.35 est généralement d'environ 3500 et le cycle de livraison de 7 à 10 jours.
En conséquence, cela affectera le cycle de livraison du service de pliage de pièces non standard et entraînera une augmentation de la pression sur les stocks d'outillage ainsi que des coûts en temps pour les projets.
Avantages des systèmes de matrices modulaires
LS Manufacturing dispose de plus de 1 200 jeux de matrices de pliage modulaires standard permettant de modifier le rayon de cintrage avec une grande flexibilité et couvrant plus de 95 % des besoins courants . Cet atout est déterminant pour la fabrication de composants non standard exigeant une grande réactivité.
Nos ingénieurs sont à votre disposition pour vous accompagner dans l'optimisation de la conception de vos rayons de courbure lors du processus de conception pour la fabrication (DFM), et pour réduire au maximum les coûts liés aux outils de découpe en respectant les spécifications standard . Nous proposons ainsi à nos clients un service de pliage de métaux sur mesure plus abordable.
Comment l'anisotropie de la direction du grain du matériau influence-t-elle les coûts cachés du pliage sur mesure des métaux lors du cisaillement des ébauches ?
Le pliage de tôles métalliques à contre-fil sans tenir compte de l'anisotropie de la direction du fil entraîne une chute brutale du rendement et la production d'une grande quantité de rebuts, ce qui engendre des coûts cachés liés au pliage de métaux sur mesure .
Propriétés anisotropes des tôles laminées à froid
Lors de la fabrication, les tôles laminées à froid développent une ligne de grain très nette à leur surface, ce qui entraîne des propriétés mécaniques très différentes d'une direction à l'autre.
- Dans le sens du laminage, l'allongement des tôles laminées à froid est de 20 à 30 % supérieur à celui perpendiculaire au fil.
- Parallèlement au sens de laminage, l'incidence des microfissures dans la couche externe de la pièce peut atteindre jusqu'à 35 % lors du pliage.
- Le logiciel d'empilement classique optimise l'utilisation des feuilles en mélangeant les matériaux, ce qui entraîne des variations de résilience au sein d'un même lot de pièces.
La grande quantité de déchets qui en résulte constitue l'un des coûts cachés du pliage de métaux sur mesure qu'il est très facile de négliger.
Tableau comparatif des propriétés anisotropes des tôles laminées à froid
| Indicateurs de performance | Dans le sens du roulement | Perpendiculaire à la direction de roulement | Différence en pourcentage |
| Limite d'élasticité (MPa) | 270 | 240 | 12,5% |
| Allongement (%) | 25 | 18 | 38,9% |
| Risque de fissuration par flexion | Faible | Haut | 350% |
| Cohérence du retour élastique | Bien | Pauvre | 60% |
Optimisation de la mise en page et détection des défauts
LS Manufacturing contrôle rigoureusement le sens du grain lors du pliage de la tôle. L'entreprise standardise l'alignement du grain et s'assure que toutes les lignes de pliage sont perpendiculaires ou inclinées à 45° par rapport au sens de laminage . Ce point est déterminant pour le rendement du service de pliage. De plus, nous effectuons un contrôle par courants de Foucault à 100 % sur toutes nos matières premières afin de prévenir les fissures de pliage et d'éliminer les tôles présentant des défauts internes.
D'après nos données internes, un contrôle extrêmement précis du profil de laminage permet souvent d'augmenter le rendement de pliage de 72 % à 98,5 %. Ceci garantit la qualité des pièces métalliques pliées sur mesure d'un lot à l'autre.
Un contrôle rigoureux du profil de laminage et un contrôle par courants de Foucault à 100 % permettent d'atteindre un rendement de 98,5 %. Contactez sans tarder nos ingénieurs matériaux pour optimiser les coûts liés au pliage de métaux sur mesure.
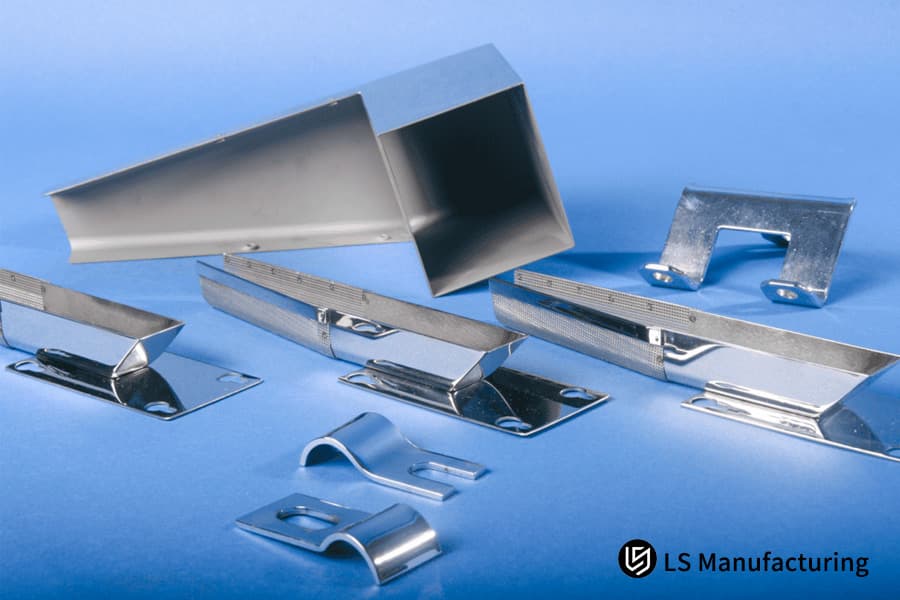
Figure 3 : Plusieurs pièces non standard en acier inoxydable découpées au laser disposées sur un fond bleu.
Comment les configurations à faible volume affectent-elles le retour sur investissement de votre service d'approvisionnement en services de pliage de tôle ?
Dans la production à haute fréquence et en petites séries de pièces non standard, les temps de réglage des machines-outils et de confirmation de la première pièce sont si fréquents qu'ils atteignent un multiple du temps de traitement réel, ce qui diminue continuellement le retour sur investissement des services de pliage de tôle.
Structure des coûts de la production en petits lots
Si la quantité produite par lot est faible, les coûts fixes de mise en place de la machine ne sont répartis que sur un petit nombre de pièces, ce qui entraîne une forte hausse du coût unitaire.
- Si la quantité dans un seul lot est inférieure à 50 pièces, alors le coût de mise en place représente plus de 70 % du coût total par pièce.
- Le changement manuel des moules et le réglage des outils de manière traditionnelle prennent environ 45 minutes par lot.
- Le temps de confirmation de la première pièce pour chaque lot est d'environ 15 minutes.
En raison des services de pliage de tôle en petites séries , les coûts par pièce sont élevés, principalement à cause du temps de préparation du pliage excessivement long.
Amélioration de l'efficacité grâce à un système de configuration entièrement automatisé
LS Manufacturing dispose d'un système de changement de moule entièrement automatisé (ATC) et utilise une programmation hors ligne pour le pliage numérique. Notre solution transforme radicalement la structure des coûts des services de pliage traditionnels de pièces non standard . Elle permet de réduire le temps de réglage de 45 minutes à seulement 2 minutes, garantissant ainsi la compétitivité des petites séries de personnalisation non standard par rapport à la production de masse. Nos clients peuvent ainsi éviter les coûts cachés liés au pliage de métaux sur mesure dans la production de petites séries.

Figure 4 : Un empilement soigné de pièces métalliques pliées en plusieurs étapes sur une surface en bois.
Pourquoi la certification IATF 16949 est-elle essentielle pour atténuer les risques liés à la fabrication de composants non standard ?
Les usines de traitement ordinaires qui ne possèdent pas de certification de système de qualité international ont des difficultés à effectuer une analyse des modes de défaillance lors de la fabrication de composants non standard , ce qui augmente considérablement le risque de rebuts lors de l'assemblage par lots de ces composants.
Utilisation de l'AMDEC processus de pliage
L’analyse des modes de défaillance et de leurs effets (AMDE) est une méthode d’évaluation des risques qui permet d’anticiper les problèmes potentiels dans le processus de production.
- L'analyse PFMEA peut mettre en évidence jusqu'à 17 modes de défaillance de flexion différents, y compris, par exemple, « une dureté du matériau hors spécifications provoquant des fissures de flexion ».
- Chaque mode de défaillance est traité par l'élaboration d'un ensemble d'activités de contrôle et de plans de secours.
- Cela peut entraîner une diminution du risque de production de masse de 90 % ou plus .
Ceci est particulièrement important pour la fabrication de composants non standard à haut risque, car cela permet de traiter les risques en amont en effectuant une analyse approfondie des défaillances de flexion .
Cinq implémentations d'outils de base
LS Manufacturing a pleinement mis en œuvre les cinq outils essentiels conformément aux exigences de la norme IATF 16949, avec un contrôle à 100 % du processus de pliage. Ceci nous permet de proposer à nos clients des produits de pliage de métaux de haute précision , conformes aux normes internationales. Nous veillons à ce que l' indice CPK (Process Capability Index) de chaque lot de pièces pliées livrées soit toujours supérieur à 1,33 , éliminant ainsi tout risque de non-conformité et de qualité lié à l'approvisionnement à l'étranger. Nous garantissons la qualité et la fiabilité de notre service de pliage de pièces non standard à tous égards.
Étude de cas LS Manufacturing : Projet de pliage de supports internes en acier inoxydable 316L pour centrifugeuse médicale
Défis des clients
L'un des principaux défis techniques rencontrés par une entreprise européenne de dispositifs médicaux consistait à adapter un cadre de support interne non standard en acier inoxydable SUS316L pour une centrifugeuse sanguine à grande vitesse. Cette pièce, d'une épaisseur de seulement 1,5 mm, comporte sept plis consécutifs et exige une tolérance de forme et de position de 0,05 mm , une rugosité de surface Ra ≤ 0,8 et l'absence totale d'indentations dues au moulage afin d'empêcher toute prolifération bactérienne. Le manque de maîtrise du retour élastique chez l'ancien fournisseur a entraîné un taux de défauts angulaires de 38 % et la présence d' indentations importantes dues au pliage a nécessité un polissage manuel. De ce fait, le taux de défauts d'assemblage a atteint 42 % et le coût du polissage a représenté un dépassement de budget de 65 % par pièce, retardant ainsi la finalisation du projet de trois semaines.
Solution de fabrication LS
Moins de 24 heures après l'envoi des plans par le client, les ingénieurs principaux de LS Manufacturing avaient déjà préparé un rapport d'analyse DFM détaillé.
- Dans un premier temps, nous avons utilisé l'outil DFM 3D pour optimiser la séquence de pliage des 7 pliages d'origine à 6, puis nous avons mis au point une référence de positionnement de matériau CNC à cinq axes dédiée qui a complètement éliminé les tolérances cumulatives, principalement dans la zone de pliage.
- Dans le même temps, nous avons installé les matrices de pliage en polyuréthane non marquantes 90A Shore A sur notre machine de pliage de précision intelligente de 250 tonnes et déployé un système de mesure d'angle laser en boucle fermée pour effectuer des calculs de compensation dynamique du retour élastique en temps réel pour chaque pli.
- Les matières premières subissent des tests par courants de Foucault et de dureté , nos méthodes de test sélectionnées pour vérifier la cohérence des lots, à 100 %.
Résultats et valeur
Au final, le rendement de première production (FTY) des pièces médicales non standard sur mesure a bondi de 58 % à un impressionnant 99,4 %. La constance de la qualité du pliage a été tellement améliorée que le polissage manuel a été totalement supprimé. De plus, le délai de livraison global du projet a été réduit de 21 à 13 jours , soit une réduction de 40 %, et 31 % des coûts d'approvisionnement cachés du client ont été directement éliminés. Le client a signé un accord d'approvisionnement exclusif de 3 ans avec LS Manufacturing ; désormais, toutes les pièces de pliage médicales seront produites par nos soins.
Le projet de support pour centrifugeuse médicale a atteint un taux de rendement de 99,4 % et a permis de réduire les coûts globaux de 31 %. Téléchargez vos plans dès maintenant pour obtenir un devis personnalisé et précis pour vos pièces de pliage métallique sur mesure.

FAQ
Q1 : Combien de temps faut-il pour obtenir un devis pour le pliage de métal sur mesure pour des pièces non standard ?
LS Manufacturing est en mesure de fournir un devis précis sous 24 heures après réception des plans principaux (STEP, IGES, etc.) et des spécifications. Nous proposons également une analyse DFM gratuite et professionnelle et répondons rapidement à toutes vos demandes concernant la personnalisation de vos opérations de pliage.
Q2 : Comment LS Manufacturing garantit-elle une tolérance de 0,05 mm pour le pliage de précision des métaux en plusieurs passes ?
Nous disposons d'une cintreuse CNC de précision à cinq axes, équipée d'un système de mesure d'angle laser en temps réel et d'une technologie de compensation dynamique de l'axe V. Cette correction en boucle fermée des écarts d'usinage est très efficace pour prévenir l'accumulation de tolérances après plusieurs passes de pliage, garantissant ainsi une précision d'usinage élevée et constante.
Q3 : Pouvez-vous supprimer complètement les marques d’outils pour nous aider à réduire nos coûts de pliage de pièces non standard ?
L'utilisation d'un moule en polyuréthane anti-traces doté d'un film protecteur haute densité permet d'éliminer totalement les marques d'outils de pliage. Ainsi , aucun contact métal sur métal n'est à prévoir, évitant les rayures et le polissage ultérieur, ce qui se traduit par des économies substantielles sur les coûts de traitement et les délais de production.
Q4 : Quelle est la quantité minimale de commande (MOQ) pour les pièces de pliage de métal sur mesure avec des géométries complexes ?
Nous sommes flexibles quant aux quantités minimales de commande (MOQ), car nous proposons des services allant de la production d'échantillons à la personnalisation de petites séries, en passant par la production en grande série. L'utilisation d'un système de changement d'outils entièrement automatisé permet d'optimiser les coûts de réglage des machines, réduisant ainsi considérablement les obstacles à la personnalisation de petites séries de pièces de pliage complexes.
Q5 : Comment gérez-vous les variations de retour élastique lors de la production de plusieurs lots de pièces non standard ?
Nous respectons la norme IATF 16949 pour le contrôle des matières premières et testons les propriétés mécaniques de la tôle lot après lot. Les paramètres de pliage sont automatiquement mis à jour par le système, ce qui permet de compenser précisément les différences de retour élastique des matériaux et de garantir un traitement uniforme pour tous les lots.
Q6 : Les pièces de pliage de tôle fournies aux clients sont-elles accompagnées de documents de certification conformes aux normes internationales ?
Chaque pièce de cintrage sur mesure appartient à un lot accompagné d'un ensemble complet de documents de conformité, comprenant des certificats de qualité des matières premières, des rapports d'inspection dimensionnelle CMM à 100 % et la documentation PPAP sur demande , qui répondent aux exigences d'acceptation en matière d'approvisionnement à l'étranger et de conformité industrielle.
Q7 : LS Manufacturing peut-il m'aider à modifier les dessins de mes pièces non standard afin de réduire les coûts de pliage ?
Nous proposons des services gratuits d'optimisation professionnelle des dessins DFM , axés principalement sur les structures non standard et les modifications de rayons de courbure spéciaux, afin d'éviter les moules sur mesure coûteux et, en même temps, de réduire efficacement les coûts globaux de production de pliage.
Q8 : Comment LS Manufacturing assure-t-elle la sécurité de notre propriété intellectuelle lors de la collaboration sur un service de pliage de pièces non standard ?
Nous nous engageons à respecter un accord de confidentialité tout au long de notre collaboration. Les plans clients et les données produits sont stockés sur un serveur interne crypté, doté de droits d'accès hiérarchisés et de journaux d'activité, garantissant une traçabilité complète et une protection optimale de la propriété intellectuelle de nos clients.
Résumé
L'achat de pièces métalliques non standardisées par pliage au prix le plus bas ne se limite pas à l'examen du devis initial du fournisseur . Les coûts réels qui déterminent le résultat d'un projet résident dans la correction du retour élastique du matériau, les rebuts d'assemblage dus à la somme des tolérances sur les différentes passes et le polissage coûteux en post-traitement. En choisissant une usine professionnelle ayant réalisé de nombreuses simulations DFM, utilisant des presses plieuses cinq axes de pointe et disposant d'un système de contrôle qualité conforme à la norme IATF 16949, vous pouvez largement éliminer ces problèmes potentiels de rentabilité. Vous obtiendrez ainsi la meilleure solution pour le coût global de production tout au long du cycle de vie du produit .
Vous souhaitez éviter les reprises et les coûts cachés liés aux conceptions de pliage non standard ? Envoyez-nous vos fichiers CAO 3D (formats STEP, IGES et DXF compatibles) et les experts en fabrication de précision de LS Manufacturing vous fourniront un devis gratuit et sans engagement pour la production en série . De plus, notre équipe réalisera en parallèle une analyse de faisabilité de fabrication (DFM) détaillée sous 24 heures. Confiez-nous votre projet grâce à notre fabrication de précision éprouvée, au millième de millimètre près !
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


