
Die kundenspezifische Metallbiegung ist ein unerlässlicher Schritt bei der Herstellung von Sonderteilen, insbesondere wenn herkömmliche Standardverfahren den Anforderungen komplexer Strukturen nicht gerecht werden. Bei der Fertigung von Sonderteilen sind die Stückkosten der kundenspezifischen Metallbiegung typischerweise sehr niedrig. Dies führt dazu, dass Einkäufer und Ingenieure die erheblichen Fixkosten, die erst nach der Zeichnungserstellung sichtbar werden, oft vernachlässigen. Dadurch erhöhen sich die Projektkosten letztendlich um mehr als 35 %.
Die Einbindung traditioneller Zulieferer ist in der Regel sehr gering, und sie werden kaum in die frühen Phasen der fertigungsgerechten Konstruktion (Design for Manufacturing, DFM) einbezogen. Dies führt dazu, dass die Rückfederung beim Biegen , die kumulative Verformung durch Mehrfachbiegungen, die die Toleranzen überschreitet , und die Oberflächenrauheit (Ra) durch Werkzeugeindrücke nicht kontrolliert werden können, was zu zusätzlichem Ausschuss führt. Wir werden die größten Kostenfallen im Prozess aufdecken, die Kunden üblicherweise nicht erkennen, und mithilfe einer quantitativen Entscheidungsmatrix die präzise Fertigung der Teile und die Erzielung eines optimalen ROI unterstützen. Wir werden untersuchen, was sich hinter der oberflächlichen Preisgestaltung verbirgt, welche technologischen Aspekte übersehen werden und zu schleichenden Gewinnverlusten führen.

Kurzübersicht der wichtigsten Kostenoptimierungslösungen für kundenspezifische Metallbiegedienstleistungen
| Arten von Kostenfallen | Traditionelle Lösung Durchschnittlicher Verlust | LS Fertigungsoptimierungslösung | ROI-Verbesserung |
| Rückfederungskorrektur und Ausschuss | Die Nachbearbeitungskosten für ein einzelnes Teil betragen 4,2 $, die Ausschussquote liegt bei 15 %. | FEA-Formfüllvorberechnung + Echtzeit-Laserkompensation. | Reduziert die Nachbearbeitungskosten um 40 %, die Ausschussquote sinkt auf 1,2 %. |
| Nachbearbeitung der Oberflächeneindrücke | Poliergebühr für ein einzelnes Werkstück 3,50 $, Bearbeitungszeit verlängert sich um 2 Tage. | Polyurethan-Form ohne Abdrücke + hochdichte Schutzfolie. | 100% Befreiung von Poliergebühren , Lieferzeit um 40% verkürzt. |
| Amortisation mit nicht standardmäßigem R-Winkel | Individuelle Anpassungsgebühr: 1200-3500 US-Dollar. | Über 1200 Sätze standardisierter modularer Formen + proaktive DFM-Optimierung . | Eliminiert über 95 % der Kosten für die Beschaffung von Sonderformen. |
| Überschreitung der kumulativen Toleranz bei mehreren Durchgängen | Montagefehlerquote 28 %, hohe Ausschussverluste bei großen Chargen. | 5-Achs-CNC -Gestängepositionierung + dynamische V-Achsen-Kompensation. | Geometrische Toleranzeinstellung ±0,05 mm, verbesserte Montageeffizienz um 50 %. |
Wichtigste Erkenntnisse
- Rückfederung und kumulative Toleranzen sind die Ursache unkontrollierter Kosten beim Biegen von Sonderteilen. Echtzeitkompensation durch statistische Prozesskontrolle (SPC) senkt die Nacharbeitskosten um bis zu 40 % .
- Teile mit sehr hohen Anforderungen an die Oberflächenrauheit Ra müssen durch spurenfreies Biegen bearbeitet werden, um zusätzliche Polierkosten zu vermeiden.
- Durch den Einsatz von DFM-Simulationen und dem IATF 16949-System unterstützt LS Manufacturing seine Kunden dabei, ihre gesamten Beschaffungskosten für Sonderteile um bis zu 28 % zu senken.
Warum Sie auf die Erfahrung von LS Manufacturing im Bereich kundenspezifischer Metallbiegedienstleistungen für nicht standardisierte Teile vertrauen sollten?
Durch die Anwendung branchenüblicher Best Practices und die Nutzung unserer über 20-jährigen Erfahrung in der Sonderfertigung haben wir von LS Manufacturing bereits mehr als 300 erstklassigen Fertigungsunternehmen weltweit unsere kundenspezifischen Metallbiegedienstleistungen angeboten. Unser Qualitätsanspruch ist so hoch, dass wir das Qualitätsmanagementsystem IATF 16949:2016 strikt einhalten. Dies garantiert die Rückverfolgbarkeit unserer Produkte in jeder Fertigungsphase.
Unsere praktischen Erfahrungen aus dem europäischen Projekt zur Massenproduktion von Medizinprodukten (2025) zeigen, dass konventionelle Anbieter die Prozessplanung meist erst nach Freigabe der Zeichnung beginnen. Dadurch werden 80 % der Kostenprobleme erst in der Produktionsphase identifiziert . Unser Ingenieurteam ist bereits in der Designphase umfassend beteiligt, um potenzielle Risiken frühzeitig durch Design for Manufacturing (DFM)-Analysen aufzudecken.
Wir sind nach ISO 9001:2015 zertifiziert. Das bedeutet, dass wir über ein umfassendes Qualitätsmanagementsystem verfügen, das jeden Schritt – von der Rohmaterialannahme bis zur Auslieferung des fertigen Produkts – überwacht. Unsere internen Tests zeigen, dass die frühzeitige Einbindung von DFM (Design for Manufacturing) die Gesamtprojektkosten um 28 % senken kann. Dies liegt deutlich über dem Branchendurchschnitt von 11 % . Wir besitzen mehr als 1200 Standard-Biegewerkzeuge und 25 Fünf-Achs-CNC-Biegemaschinen, mit denen wir Metallteile in verschiedenen Stärken von 0,1 mm bis 12 mm fertigen können.
20 Jahre Branchenerfahrung und doppelte Systemzertifizierungen ermöglichen es, durch frühzeitiges DFM die Kosten um 28 % zu senken. Laden Sie jetzt unser Whitepaper „Kostenreduzierung beim Sonderbiegen“ herunter und erlernen Sie die Kernkompetenzen im Bereich kundenspezifischer Metallbiegedienstleistungen.

Warum treibt die Rückfederungskorrektur Ihr Budget für individuelle Metallbiegearbeiten in die Höhe?
Eine unzureichende Kompensation der Rückfederung beim Biegen kann direkt dazu führen, dass nicht standardisierte Teile die Winkeltoleranz überschreiten. Die daraus resultierenden Nachkorrekturen und Ausschussarbeiten stellen die größten versteckten Kostenfallen dar, die das Gesamtbudget für kundenspezifische Metallbiegedienstleistungen in die Höhe treiben .
Unterschiede in den mechanischen Materialeigenschaften und den Rückfederungskoeffizienten
Jedes Material verhält sich hinsichtlich seiner elastischen Rückstelleigenschaften (Springback-Eigenschaften) ganz anders als die anderen. Dies ist der Hauptgrund, warum die Kontrolle der Springback-Eigenschaften so schwierig ist . Vereinfacht gesagt, ist es wie beim Dehnen von Gummibändern unterschiedlicher Steifigkeit: Nach dem Loslassen der Bänder ist ihr Schrumpfungsgrad völlig unterschiedlich.
- Bei der Aluminiumlegierung AL6061-T6 beträgt der Rückfederungskoeffizient bei R/t=2 etwa 1,08-1,12, und der Rückfederungswinkel kann bis zu 5°-7° betragen.
- Bei hochfestem Stahl SUS316L beträgt der Rückfederungskoeffizient bei gleichem R/t-Verhältnis etwa 1,03-1,05 und der Rückfederungswinkel etwa 2°-3°.
- Die Rückfederung aller Materialien nimmt exponentiell zu, wenn das R/t-Verhältnis größer als 5 ist.
Dies ist das schwierigste technische Problem, das sich bei kundenspezifischen Metallbiegedienstleistungen allein durch manuelle Fertigkeiten präzise lösen lässt.
Vergleichstabelle der Rückfederungskoeffizienten für verschiedene Materialien
| Materialart | R/t-Verhältnis | Bereich des Rückfederungskoeffizienten | Winkel-Rückfederungsbereich |
| AL6061-T6 | 2 | 1.08-1.12 | 5°-7° |
| AL6061-T6 | 5 | 1.15-1.20 | 9°-12° |
| SUS316L | 2 | 1,03-1,05 | 2°-3° |
| SUS316L | 5 | 1.07-1.10 | 4°-6° |
| Federstahl | 2 | 1.02-1.04 | 1,5°-2,5° |
Wiederholtes Probebiegen und Verwerfen von Metallen verursacht enorme versteckte Kosten beim kundenspezifischen Biegen, was die Genauigkeit bei der Vorhersage der Rückfederung beeinträchtigt und die Gewinnmargen des Projekts direkt reduziert .
FEA-Vorberechnungsersatz: Manuelles Ausprobieren
Während traditionelle Hersteller bei Probebiegungen auf ihre manuelle Erfahrung angewiesen sind und 45–60 Minuten pro Justierung benötigen, führt eine ungenaue Biegespannungsanalyse nicht nur zu erheblicher Materialverschwendung, sondern auch zu fehlender Gewährleistung der Chargengleichmäßigkeit. LS Manufacturing nutzt die Finite-Elemente-Analyse (FEA) zur Analyse des Formfüllprozesses und der Verfestigung . Dadurch wird die Winkelkorrektur vor dem Öffnen der Form präzise bestimmt und das Problem der durch Probebiegung verursachten Materialverschwendung direkt behoben.
Solche digitalen Verfahren sind durchaus in der Lage, die Prozessstabilität und die Konsistenz der Fertigung von Sonderbauteilen zu verbessern.

Abbildung 1: Hände halten ein L-förmiges Metallteil mit Löchern in der Nähe einer großen industriellen Biegemaschine in einer Fabrik.
Wie lässt sich die kumulative Toleranzanhäufung bei mehrstufigen Präzisionsbiegeprozessen für Metall kontrollieren?
Bei der Bearbeitung von mehrstufigen, nicht standardisierten Teilen durch einen mehrstufigen Präzisionsbiegeservice für Metall führt die kontinuierliche Übertragung von Positionsreferenzen zu einer kumulativen Anhäufung von Biegeverformungen Schicht für Schicht, wodurch die endgültigen Form- und Positionstoleranzen völlig unkontrollierbar werden .
Multiplikationseffekt der Blechdickentoleranz
Selbst Bleche, die nach Standardvorgaben gefertigt werden, weisen eine Dickentoleranz von 0,1 mm auf. Beim Mehrfachbiegen vergrößert sich diese winzige Toleranz stetig.
- Aufgrund der Blechdickentoleranz von 0,1 mm beträgt die resultierende Summe der durch die Positionierung des Hinteranschlags verursachten dreidimensionalen Verformungen 0,3 mm.
- Besteht der Biegevorgang aus 4 oder mehr Durchgängen , so verstärkt sich der kumulative Toleranzeffekt auf mehr als das Dreifache.
- Herkömmliche, einseitige Positionierungsmethoden sind nicht in der Lage, die Auswirkungen von Blechdickenschwankungen zu kompensieren .
Dieses Thema spielt insbesondere im Bereich des hochpräzisen Metallbiegens eine wichtige Rolle.
Vergleich der Genauigkeit und Kosten des Biegeprozesses
| Prozessdimension | Traditionelle Praxis | LS Fertigungsoptimierungslösung | ROI-Auswirkungen der Beschaffung |
| Rückfederungskontrolle | Manuelle Probebiegung, einmaliges Debugging 45-60 Minuten | FEA-Druckflusskompensation + dynamische CNC-V-Achsen-Kompensation | Reduziert den Materialverlust bei der Erstteilprüfung um 90 % und spart 85 % der Arbeitszeit. |
| Oberflächeneindringkontrolle | Gewöhnliche Stahlmatrize, erzeugt eine 0,2 mm tiefe Vertiefung | Nylon-Stanzform ohne Abdrücke + hochdichte Oberflächenschutzfolie | Spart 3,50 $ pro Stück für das Nachpolieren |
| Kumulative Toleranzkontrolle | Einseitige Positionierung, kumulativer Fehler ±0,3 mm | 5-Achs-CNC-Positionierung, vollständig geschlossene Laserinspektion | Geometrische Toleranzeinstellung ±0,05 mm, Montageeffizienz um 50 % verbessert |
| Chargenkonsistenzkontrolle | Manuelle Stichprobenprüfung, Chargenabweichung ±0,15 mm | SPC-Echtzeit-Prozessüberwachung, automatische Parameterkalibrierung alle 10 Stück | Die Chargenkonsistenz wurde um 92 % verbessert , die Ausschussrate der Chargen wurde auf 0,5 % reduziert. |
LS Manufacturing verwendet ein 5-Achs-CNC-Positioniersystem mit Winkelverkettung, das in Kombination mit einer vollständig geschlossenen Laserwinkelmessung eine hochpräzise Biegetoleranzkontrolle ermöglicht. Dadurch können Positionierungsfehler bei jedem Biegevorgang in Echtzeit korrigiert werden. Teile außerhalb der Toleranz erhöhen nicht nur die Kosten für das Biegen von Sonderteilen, sondern verringern auch die Biegepositioniergenauigkeit und können sogar zum Ausschuss des gesamten Auftrags führen .
Die endgültige geometrische Toleranz wird sicher innerhalb von 0,05 mm eingehalten. Dieses Verfahren garantiert, dass die geometrischen Toleranzen aller kundenspezifischen Metallbiegeteile die Anforderungen durchgehend erfüllen.
Die 5-Achs-Gestängepositionierung ermöglicht geometrische Toleranzen von ±0,05 mm und reduziert den Materialverlust des ersten Werkstücks um 90 %. Kontaktieren Sie uns jetzt für eine kostenlose DFM-Analyse, um die Toleranzkontrolle für Ihre Präzisionsmetallbiegedienstleistungen zu optimieren .
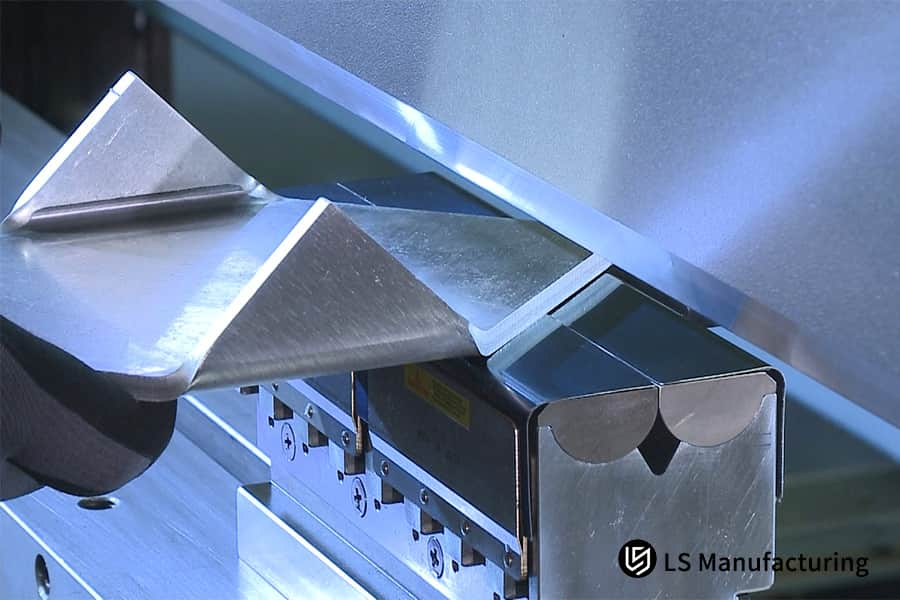
Abbildung 2: Nahaufnahme einer Präzisions-Metallbiegemaschine bei der Formung eines Bauteils aus Edelstahl.
Warum erhöhen Oberflächenbearbeitungsspuren die Kosten für das Biegen von Sonderteilen unerwartet?
Durch das Biegen mit herkömmlichen Hartwerkzeugen entstehende Metalleindellungen und Kratzer können die Biegekosten für nicht standardisierte Teile leicht verdoppeln, da solche Beschädigungen zu einem höheren Polieraufwand an den Teilen führen und außerdem deren Aussehen beeinträchtigen und ihre Lebensdauer verringern.
Die mechanischen Prinzipien der Eindruckbildung
Beim Biegen üben die Schneide der oberen Matrize und die V-förmige Schulter der unteren Matrize lokale Druckkräfte auf das Blech aus, deren Stärke bis zu 1500 MPa oder sogar mehr betragen kann . Diese Kräfte sind dafür verantwortlich, dass dauerhafte Eindrücke auf der Oberfläche der Teile entstehen.
- Eindrücke können die Rauheit der Bauteiloberfläche erheblich verschlechtern, z. B. von Ra 1,6 auf über Ra 6,3.
- Abgesehen davon, dass es sich um optische Mängel handelt, sind Eindellungen auch Stellen, an denen sich Spannungen konzentrieren, was die Ermüdungslebensdauer des Bauteils verkürzt .
- Bauteile für die Medizin- und Halbleiterindustrie müssen frei von auch nur den geringsten Oberflächeneindellungen sein, da solche Eindellungen oft zu Bakterienwachstum führen.
Zusammenfassend lässt sich sagen, dass diese Mängel die Kosten für das Biegen von Sonderteilen erheblich erhöhen, die Biegefläche unzureichend schützen und letztendlich die Wettbewerbsfähigkeit des Produkts auf dem Markt beeinträchtigen .
Implementierung der eindrückfreien Biegetechnologie
LS Manufacturing verwendet spezielle Polyurethan-Weichformen mit einer Shore-Härte von 90A , optimiert die Werkzeugkonstruktion und bringt abschließend eine hochdichte Schutzfolie auf. Dadurch wird der Metall-auf-Metall-Kontakt vollständig vermieden. Dieses Verfahren ist das einzige, das sich für kundenspezifische Metallbiegeteile mit höchsten optischen Anforderungen eignet, da Eindellungen so vollständig ausgeschlossen werden. Es etabliert sich als Standard in der High-End-Blechbiegeindustrie.
Welche Werkzeugabschreibungskosten fallen bei der Bearbeitung von Sonderteilen mit speziellen Radien an?
Die blinde Verwendung von nicht standardmäßigen Biegeinnenwinkeln (R-Winkeln) in der Konstruktion erfordert von den Lieferanten die Anfertigung spezieller , nicht standardmäßiger Biegewerkzeuge , wodurch die hohen Werkzeugamortisationskosten für die Biegedienstleistungen für nicht standardmäßige Teile auf Sie abgewälzt werden.
Lieferkettenmerkmale von Standard-Biegewerkzeugen
Die in CNC-Biegemaschinen verwendeten Standardwerkzeuge sind weltweit bereits harmonisiert. Solche Werkzeuge sind in der Regel überall erhältlich und relativ preiswert.
- Bei CNC-Biegen entspricht die typische Standard-V-Nutöffnungsbreite dem Achtfachen der Plattendicke (t).
- Zu den R-Winkeln der oberen Matrize, die den etablierten Normen entsprechen , gehören R0,5, R1,0, R2,0, R3,0 usw.
- Die Kosten für kundenspezifische, nicht standardmäßige R-Winkel wie R1,35 liegen im Allgemeinen bei etwa 3500 und die Lieferzeit bei 7-10 Tagen.
Dies wird sich auf den Lieferzyklus von Sonderteilbiegedienstleistungen auswirken und zu einem erhöhten Druck auf den Werkzeugbestand sowie zu Zeitkosten für Projekte führen .
Vorteile modularer Werkzeugsysteme
LS Manufacturing verfügt über mehr als 1200 Sätze standardisierter modularer Biegewerkzeuge, die eine flexible Anpassung des Biegeradius ermöglichen und über 95 % der gängigen Radiusanforderungen abdecken . Dieser Vorteil ist insbesondere bei der Fertigung von Sonderbauteilen, die schnelle Reaktionszeiten erfordern, ein entscheidender Faktor.
Unsere Ingenieure stehen bereit, um Kunden bei der Optimierung ihrer Radiuskonstruktion im Rahmen des Design-for-Manufacturing-Prozesses (DFM) zu unterstützen und unnötige Werkzeugkosten durch die weitestgehende Einhaltung von Standardvorgaben zu vermeiden . Wir bieten unseren Kunden kostengünstigere kundenspezifische Metallbiegedienstleistungen an.
Wie wirkt sich die Anisotropie der Materialfaserrichtung auf die versteckten Kosten beim kundenspezifischen Biegen von Metallen während des Scherens aus?
Das Biegen von Blechen entgegen der Faserrichtung ohne Berücksichtigung der Anisotropie der Faserrichtung führt zu einem starken Abfall der Ausbeute und zur Entstehung eines großen Ausschussanteils, was versteckte Kosten für das kundenspezifische Biegen von Metallen zur Folge hat.
Anisotrope Eigenschaften kaltgewalzter Bleche
Bei der Herstellung kaltgewalzter Bleche entwickelt sich eine sehr deutliche Faserrichtung auf der Blechoberfläche, was zu sehr unterschiedlichen mechanischen Eigenschaften je nach Richtung führt.
- In Walzrichtung ist die Dehnung kaltgewalzter Bleche um 20 bis 30 % größer als senkrecht zur Faserrichtung.
- Parallel zur Walzrichtung kann die Häufigkeit von Mikrorissen in der äußeren Schicht des Bauteils beim Biegen bis zu 35 % erreichen.
- Die übliche Nesting-Software maximiert die Blechausnutzung durch Mischen der Materialien , was zu unterschiedlicher Rückfederung innerhalb derselben Teilecharge führt.
Die dabei entstehende große Menge an Schrott ist einer der versteckten Kostenfaktoren beim kundenspezifischen Metallbiegen, der sehr leicht übersehen wird.
Vergleichstabelle der anisotropen Eigenschaften von kaltgewalztem Blech
| Leistungsindikatoren | In Rollrichtung | Senkrecht zur Rollrichtung | Prozentuale Differenz |
| Streckgrenze (MPa) | 270 | 240 | 12,5 % |
| Dehnung (%) | 25 | 18 | 38,9 % |
| Risiko von Biegerissen | Niedrig | Hoch | 350% |
| Rückfederungskonstanz | Gut | Arm | 60% |
Layoutoptimierung und Fehlererkennung
LS Manufacturing kontrolliert die Faserrichtung beim Blechbiegen präzise, standardisiert die Ausrichtung der Biegerichtung und stellt sicher, dass alle Biegelinien entweder senkrecht oder in einem Winkel von 45° zur Walzrichtung verlaufen . Dieser Aspekt ist einer der Hauptfaktoren für die Ausbeute beim Blechbiegen. Darüber hinaus unterziehen wir alle Rohmaterialien einer 100%igen Wirbelstromprüfung, um Biegerisse deutlich zu vermeiden und Bleche mit inneren Fehlern im Vorfeld auszusortieren.
Unsere internen Berechnungen zeigen, dass eine extrem präzise Kontrolle des Walzmusters häufig zu einer Steigerung der Biegeausbeute von 72 % auf 98,5 % führt. Dadurch lässt sich die Qualität der kundenspezifischen Metallbiegeteile von Charge zu Charge gewährleisten.
Strenge Kontrolle des Walzmusters und 100%ige Wirbelstromprüfung steigern die Ausbeute auf 98,5 %. Kontaktieren Sie umgehend unsere Werkstoffingenieure, um die versteckten Kosten der kundenspezifischen Metallbiegung zu vermeiden.
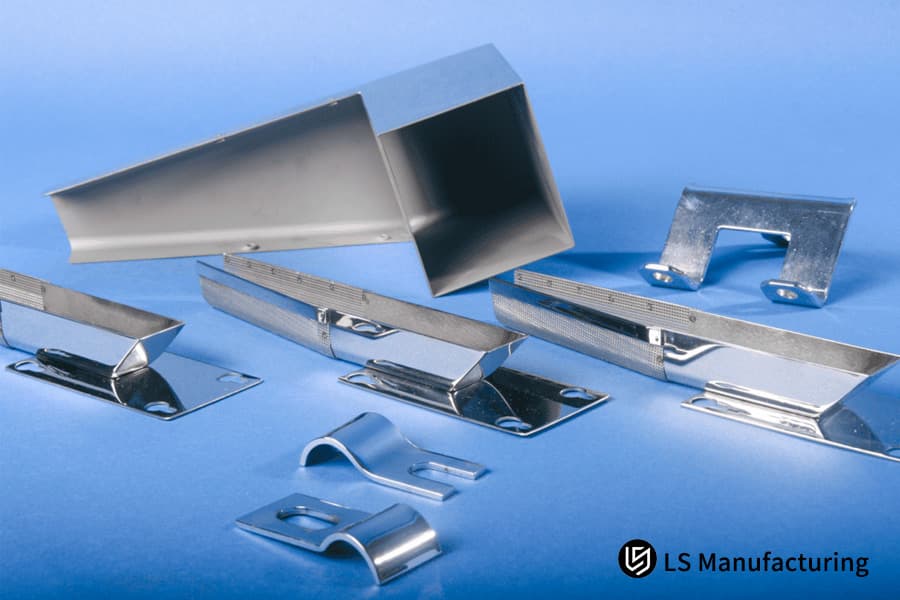
Abbildung 3: Mehrere lasergeschnittene Edelstahl-Sonderteile sind auf blauem Hintergrund angeordnet.
Wie wirken sich Kleinserienfertigungen auf den ROI Ihrer Blechbiegedienstleistungen aus?
Bei der hochfrequenten Kleinserienfertigung von Sonderteilen sind die Rüstzeiten der Werkzeugmaschinen und die Zeiten für die Erststückprüfung so häufig, dass sie ein Vielfaches der eigentlichen Bearbeitungszeit erreichen, was den ROI der Blechbiegedienstleistungen kontinuierlich verringert.
Kostenstruktur der Kleinserienfertigung
Bei kleinen Losgrößen verteilen sich die fixen Maschinenrüstkosten nur auf eine geringe Anzahl von Teilen, was zu einem starken Anstieg der Stückkosten führt.
- Bei Stückzahlen unter 50 Stück machen die Rüstkosten mehr als 70 % der Gesamtkosten pro Stück aus.
- Der manuelle Formenwechsel und die Werkzeugeinstellung nach herkömmlicher Art dauern etwa 45 Minuten pro Charge.
- Die Bestätigung des ersten Teils jeder Charge dauert etwa 15 Minuten.
Da es sich um Kleinserien-Blechbiegedienstleistungen handelt, sind die Kosten pro Stück vor allem aufgrund der übermäßig langen Rüstzeiten für das Biegen hoch .
Effizienzsteigerung durch ein vollautomatisches Einrichtungssystem
LS Manufacturing verfügt über ein vollautomatisches Werkzeugwechselsystem (ATC) und nutzt eine Offline-Programmierung für das Biegen digitaler Bauteile. Unsere Lösung revolutioniert die Kostenstruktur herkömmlicher Biegedienstleistungen für Sonderteile . Die Rüstzeit reduziert sich von üblicherweise 45 Minuten auf 2 Minuten, sodass die kundenspezifische Kleinserienfertigung preislich mit der Massenproduktion mithalten kann. Kunden vermeiden so die versteckten Kosten des kundenspezifischen Metallbiegens in der Kleinserienfertigung.

Abbildung 4: Ein ordentlicher Stapel mehrstufig gebogener Metallteile auf einer Holzoberfläche.
Warum ist die IATF 16949-Zertifizierung so wichtig für die Minderung der Risiken bei der Herstellung von nicht standardisierten Bauteilen?
Normale Verarbeitungsbetriebe ohne internationale Qualitätszertifizierung haben Schwierigkeiten, eine Fehlermöglichkeitsanalyse bei der Herstellung von Sonderbauteilen durchzuführen, was das Ausschussrisiko bei der Serienmontage von Sonderbauteilen erheblich erhöht .
Einsatz der PFMEA bei Biegeprozessen
Die Prozess-Fehlermöglichkeits- und Einflussanalyse (PFMEA) ist eine Risikobewertungsmethode, die dabei hilft, potenzielle Probleme im Produktionsprozess vorherzusehen.
- Mithilfe der PFMEA lassen sich bis zu 17 verschiedene Biegeversagensarten aufzeigen, darunter beispielsweise „ Materialhärte außerhalb der Spezifikation, die zu Biegerissen führt “.
- Für jeden Fehlermodus wird eine Reihe von Kontrollmaßnahmen und Backup-Plänen entwickelt.
- Dadurch kann das Risiko der Massenproduktion um bis zu 90 % oder mehr verringert werden.
Dies ist insbesondere für die Herstellung risikoreicher, nicht standardisierter Bauteile von Bedeutung, da es ermöglicht, Risiken im Vorfeld durch eine gründliche Biegebruchanalyse zu begegnen.
Implementierungen der fünf Kernwerkzeuge
LS Manufacturing hat die fünf Kernwerkzeuge gemäß IATF 16949 vollständig implementiert und überwacht den Biegevorgang lückenlos. Dadurch können wir unseren Kunden hochpräzise Metallbiegeprodukte anbieten, die international anerkannten Standards entsprechen. Wir stellen sicher, dass der CPK-Wert (Prozessfähigkeitsindex) jeder Charge gelieferter Biegeteile stets über 1,33 liegt . Dies schließt die mit der Beschaffung im Ausland verbundenen Compliance- und Qualitätsrisiken vollständig aus. Wir garantieren Ihnen in jeder Hinsicht die Qualität und Zuverlässigkeit unserer Biegedienstleistungen für Sonderteile.
Fallstudie von LS Manufacturing: Projekt zur Biegung der Innenhalterung einer medizinischen Zentrifuge aus Edelstahl SUS316L
Kundenherausforderungen
Eine der größten technischen Herausforderungen für ein europäisches Medizintechnikunternehmen bestand darin, einen nicht standardmäßigen internen Stützrahmen aus Edelstahl SUS316L für eine Hochgeschwindigkeits-Blutzentrifuge zu fertigen. Das nur 1,5 mm dicke Bauteil weist sieben aufeinanderfolgende Biegungen auf und erfordert eine Form- und Lagetoleranz von insgesamt 0,05 mm, eine Oberflächenrauheit von Ra ≤ 0,8 sowie absolute Formfreiheit, um Bakterienwachstum zu verhindern. Die ungenaue Rückfederungskontrolle des bisherigen Lieferanten führte dazu, dass 38 % der Bauteile außerhalb der Toleranz für die Winkel lagen und aufgrund starker Biegeeindrücke manuell poliert werden mussten. Dadurch erhöhte sich die Fehlerquote in der Montage auf 42 %, und die Kosten für die Nachbearbeitung überschritten das Stückkostenbudget um 65 % , was die Projektfertigstellung um drei Wochen verzögerte.
LS Fertigungslösung
Innerhalb von 24 Stunden, nachdem der Kunde die Zeichnungen übermittelt hatte, hatten die leitenden Ingenieure von LS Manufacturing bereits einen detaillierten DFM-Analysebericht erstellt.
- Zunächst optimierten wir mithilfe des 3D-DFM-Tools die Biegesequenz, indem wir die ursprünglichen 7 Biegungen auf 6 reduzierten. Anschließend entwickelten wir eine spezielle 5-Achs-CNC-Materialpositionierungsreferenz, die die kumulativen Toleranzen, insbesondere im Biegebereich, vollständig beseitigte.
- Gleichzeitig installierten wir die abriebfesten Polyurethan-Biegewerkzeuge mit einer Härte von 90A Shore A an unserer intelligenten Präzisionsbiegemaschine mit 250 Tonnen Schließkraft und führten ein vollständig geschlossenes Laserwinkelmesssystem ein, um dynamische Rückfederungskompensationsberechnungen in Echtzeit für jede Biegung durchzuführen.
- Die Rohmaterialien werden einer Wirbelstrom- und Härteprüfung unterzogen – unseren ausgewählten Prüfmethoden zur Kontrolle der Chargenkonsistenz – und zwar zu 100 %.
Ergebnisse und Wert
Letztendlich stieg die Erstausbeute (FTY) der kundenspezifischen, nicht standardisierten Teile für medizinische Anwendungen von 58 % auf beeindruckende 99,4 %. Die Biegequalität wurde so deutlich verbessert, dass das manuelle Polieren vollständig entfällt. Darüber hinaus verkürzte sich die gesamte Projektlaufzeit von 21 auf 13 Tage – eine Reduzierung um 40 % – und die versteckten Beschaffungskosten des Kunden sanken um 31 %. Der Kunde schloss einen exklusiven 3-Jahres-Liefervertrag mit LS Manufacturing ab. Ab sofort werden alle Biegeteile für medizinische Anwendungen von uns gefertigt.
Das Projekt zur Herstellung von Halterungen für medizinische Zentrifugen erreichte eine Ausbeute von 99,4 % und senkte die Gesamtkosten um 31 %. Laden Sie jetzt Ihre Zeichnungen hoch und erhalten Sie ein individuelles und präzises Angebot für kundenspezifische Metallbiegeteile.

Häufig gestellte Fragen
Frage 1: Wie lange dauert es, bis ich ein Angebot für das Biegen von Sonderteilen aus Metall erhalte?
LS Manufacturing erstellt Ihnen innerhalb von 24 Stunden nach Erhalt der Hauptzeichnungen (STEP IGES etc.) und Spezifikationen ein präzises Angebot . Wir bieten Ihnen außerdem eine kostenlose, professionelle DFM-Prozessanalyse und reagieren schnell auf Anfragen zu Sonderanfertigungen im Biegebereich.
Frage 2: Wie garantiert LS Manufacturing eine Toleranz von 0,05 mm beim mehrstufigen Präzisionsbiegen von Metall?
Wir verfügen über eine 5-Achs-CNC-Präzisionsbiegemaschine mit integrierter Laserwinkelmessung und dynamischer V-Achsen-Kompensation. Diese geschlossene Regelung zur Korrektur von Bearbeitungsabweichungen verhindert effektiv die Anhäufung von Toleranzen nach mehreren Biegedurchgängen und gewährleistet so dauerhaft die hohe Präzision unserer Bearbeitungsstandards.
Frage 3: Können Sie Werkzeugspuren vollständig entfernen, um unsere Kosten für das Biegen von Sonderteilen zu senken?
Durch die Verwendung einer speziellen, abriebfesten Polyurethanform mit hochdichter Schutzfolie lassen sich Biegespuren vollständig vermeiden. So entsteht kein Metall-auf-Metall-Kontakt, wodurch Kratzer und ein anschließendes Polieren entfallen. Dies führt zu erheblichen Einsparungen bei den Bearbeitungskosten und der Produktionszeit.
Frage 4: Wie hoch ist die Mindestbestellmenge (MOQ) für kundenspezifische Metallbiegeteile mit komplexen Geometrien?
Wir sind hinsichtlich der Mindestbestellmenge flexibel, da wir sowohl Musterfertigung, Kleinserien-Anpassung als auch Großserienproduktion anbieten. Der Einsatz eines vollautomatischen Werkzeugwechslersystems optimiert die Maschinenrüstkosten und senkt somit die Einstiegshürde für die Kleinserien-Anpassung komplexer Biegeteile erheblich.
Frage 5: Wie gehen Sie mit Rückfederungsabweichungen um, wenn Sie mehrere Chargen von Sonderteilen herstellen?
Wir befolgen die IATF-Norm 16949 für die Wareneingangskontrolle und prüfen die mechanischen Eigenschaften der Bleche chargenweise. Die Biegeparameter werden vom System automatisch aktualisiert, wodurch nicht nur Materialunterschiede in der Rückfederung präzise ausgeglichen, sondern auch eine gleichmäßige Bearbeitung aller Chargen gewährleistet wird.
Frage 6: Werden die Blechbiegeteile den Kunden mit international standardisierten Zertifizierungsdokumenten geliefert?
Jedes individuell gebogene Teil gehört zu einer Charge, die von einem vollständigen Satz an Konformitätsdokumenten begleitet wird, angefangen bei Rohmaterialqualitätszertifikaten über 100%ige CMM-Maßprüfungsberichte bis hin zur PPAP-Dokumentation auf Anfrage , die den Anforderungen der ausländischen Beschaffung und der branchenspezifischen Konformitätsakzeptanz entsprechen.
Frage 7: Wird LS Manufacturing mir dabei helfen, meine Zeichnungen für Sonderteile so zu ändern, dass wir die Biegekosten reduzieren können?
Wir bieten kostenlose professionelle DFM-Zeichnungsoptimierungsdienste an, die sich hauptsächlich auf nicht standardisierte Strukturen und spezielle Biegeradiusänderungen konzentrieren, um teure Sonderformen zu vermeiden und gleichzeitig die gesamten Biegeproduktionskosten effektiv zu senken.
Frage 8: Wie gewährleistet LS Manufacturing die Sicherheit unseres geistigen Eigentums bei der Zusammenarbeit im Bereich der Biegearbeiten an Sonderteilen?
Wir verpflichten uns während der gesamten Zusammenarbeit zur Einhaltung einer Geheimhaltungsvereinbarung. Kundenzeichnungen und Produktdaten werden auf einem verschlüsselten internen Server mit gestaffelten Zugriffsrechten und Betriebsprotokollen gespeichert. Dies gewährleistet die vollständige Rückverfolgbarkeit und den umfassenden Schutz des geistigen Eigentums unserer Kunden.
Zusammenfassung
Der Einkauf von Sonderbauteilen zum günstigsten Preis lässt sich nicht allein durch das erste Angebot des Lieferanten erzielen . Die wahren Kosten, die den Projekterfolg maßgeblich beeinflussen, verbergen sich in der Materialrückfederung, der Ausschussquote aufgrund von Toleranzabweichungen in den einzelnen Durchgängen und dem aufwendigen Nachbearbeiten. Mit einem professionellen Hersteller, der umfangreiche DFM-Simulationen durchgeführt hat, modernste 5-Achs-Biegemaschinen einsetzt und über ein Qualitätsmanagementsystem nach IATF 16949 verfügt, lassen sich diese potenziellen Kostenrisiken weitgehend vermeiden. Dadurch erzielen Sie die optimale Lösung für Ihre gesamten Produktionskosten über den gesamten Produktlebenszyklus .
Möchten Sie Nacharbeiten und versteckte Kosten vermeiden, die durch nicht standardisierte Biegekonstruktionen entstehen? Senden Sie uns einfach Ihre 3D-CAD-Dateien (STEP-, IGES- und DXF-Formate), und die Präzisionsfertigungsexperten von LS Manufacturing erstellen Ihnen kostenlos und unverbindlich ein Angebot für die Serienproduktion . Parallel dazu erhalten Sie innerhalb von 24 Stunden eine detaillierte Fertigungsmachbarkeitsanalyse (DFM). Vertrauen Sie auf unsere bewährte Präzisionsfertigung bis auf 0,005 mm – so ist Ihr Projekt abgesichert!
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


