
Услуги по гибке металла на заказ являются важным этапом в производстве нестандартных деталей, особенно когда традиционные стандартизированные методы просто не могут удовлетворить требованиям сложных конструкций. В производстве нестандартных деталей удельная стоимость гибки металла на заказ обычно очень низка, что приводит к тому, что отдел закупок и инженеры уделяют очень мало внимания значительным невозвратным затратам, которые обнаруживаются только после предоставления чертежей , в результате чего конечная стоимость проекта увеличивается более чем на 35%.
Участие традиционных поставщиков, как правило, находится на очень базовом уровне, и, по сути, они практически не участвуют в ранних этапах проектирования с учетом технологичности производства (DFM). Такое участие приводит к невозможности контролировать упругое восстановление при изгибе , кумулятивную деформацию, выходящую за пределы допусков из-за многократных изгибов , а также шероховатость поверхности (Ra), возникающую из-за вмятин от штампа, что приводит к вторичному браку. Мы собираемся разобрать основные ловушки затрат, скрытые в процессе, которые обычно не замечают клиенты, и использовать количественную матрицу принятия решений, чтобы помочь в точном производстве деталей и получении максимальной рентабельности инвестиций . Мы увидим, что скрывается за поверхностным ценообразованием, какие технологические аспекты упускаются из виду и приводят к незаметному снижению прибыли.

Краткий обзор основных решений по оптимизации затрат на услуги по гибке металла по индивидуальному заказу.
| Типы ловушек для затрат | Средний убыток при традиционном решении | Решение для оптимизации производства LS | Повышение рентабельности инвестиций |
| Коррекция упругости и брак | Стоимость доработки отдельных деталей составляет 4,2 доллара, процент брака — 15%. | Предварительный расчет потока расплава методом конечных элементов + компенсация лазерного воздействия в реальном времени. | Снижает затраты на доработку на 40%, процент брака снижается до 1,2%. |
| Постобработка данных поверхностного вдавливания | Стоимость полировки одного изделия — 3,5 доллара, время выполнения заказа увеличивается на 2 дня. | Полиуретановая не оставляющая следов форма + защитная пленка высокой плотности. | Полное освобождение от платы за полировку , сокращение срока доставки на 40%. |
| Амортизация нестандартных угловых пресс-форм R-типа | Стоимость индивидуальной настройки: 1200-3500 долларов. | Более 1200 комплектов стандартных модульных пресс-форм + проактивная оптимизация DFM . | Позволяет исключить более 95% затрат на закупку нестандартных пресс-форм. |
| Многопроходное суммарное превышение допуска | Уровень брака при сборке составляет 28%, потери от брака при крупносерийном производстве. | 5-осевое позиционирование с ЧПУ + динамическая компенсация по V-оси. | Фиксация геометрического допуска ±0,05 мм, повышение эффективности сборки на 50%. |
Основные выводы
- Пружинящий эффект и накопленный допуск являются причиной неконтролируемых затрат при нестандартной гибке. Компенсация в реальном времени с помощью статистического контроля процессов (SPC) сокращает затраты на доработку до 40% .
- Детали с очень высокими требованиями к шероховатости поверхности Ra должны обрабатываться методом гибки без образования следов, чтобы исключить дополнительные расходы на полировку.
- Используя моделирование DFM и систему IATF 16949 , компания LS Manufacturing помогает клиентам сократить общие затраты на закупку нестандартных деталей на целых 28%.
Почему стоит доверять опыту компании LS Manufacturing в области изготовления нестандартных деталей методом гибки металла на заказ?
Следуя передовым отраслевым практикам и используя более чем 20-летний опыт в нестандартном производстве, компания LS Manufacturing предоставляет свои услуги по гибке металла на заказ более чем 300 ведущим производственным компаниям по всему миру . Наша приверженность качеству настолько сильна, что мы строго следуем системе управления качеством IATF 16949:2016 , которая также гарантирует отслеживаемость продукции на каждом этапе производства.
Наш опыт, полученный в ходе реализации европейского проекта массового производства медицинских изделий к 2025 году, показывает, что традиционные поставщики начинают планирование процесса только после утверждения чертежа, в результате чего 80% проблем с затратами выявляются на этапе производства . Наша инженерная команда активно участвует в этапе проектирования, чтобы выявлять возможные риски на ранних стадиях с помощью анализа проектирования с учетом технологичности производства (DFM).
Кроме того, мы сертифицированы по стандарту ISO 9001:2015 , что означает наличие у нас очень всеобъемлющей системы контроля качества , которая отслеживает каждый этап, от приемки сырья до поставки готовой продукции. Наши внутренние испытания показывают, что раннее внедрение DFM-моделирования может снизить общие затраты на проект на 28%, что значительно выше среднего показателя по отрасли (11%) . В нашем распоряжении более 1200 комплектов стандартных гибочных штампов и 25 пятиосевых гибочных станков с ЧПУ, что позволяет нам производить металлические детали различной толщины от 0,1 мм до 12 мм.
20 лет опыта работы в отрасли + двойная сертификация систем, раннее внедрение DFM может снизить затраты на 28%. Загрузите наш «Белую книгу по снижению затрат на нестандартную гибку» прямо сейчас , чтобы освоить основные навыки в области услуг по гибке металла на заказ.

Почему коррекция упругости увеличивает стоимость услуг по гибке металла на заказ?
Недостаточная компенсация упругого восстановления при изгибе может напрямую привести к тому, что нестандартные детали будут превышать допуск по углу, а последующие вторичные корректировки и брак являются основными скрытыми ловушками затрат, которые увеличивают общий бюджет услуг по гибке металла на заказ.
Различия в механических свойствах материалов и коэффициентах упругого восстановления.
Каждый материал ведет себя совершенно по-разному в отношении упругого восстановления (пружинения), и это главная причина, по которой очень сложно контролировать пружинение . Простая аналогия: это как растягивать эластичные ленты разной жесткости; после того, как ленты расслабятся, степень их сжатия будет совершенно разной.
- Для алюминиевого сплава AL6061-T6 при R/t=2 коэффициент упругого восстановления составляет примерно 1,08-1,12, а угол упругого восстановления может достигать 5°-7°.
- Для высокопрочной стали SUS316L при одинаковом соотношении R/t коэффициент упругого восстановления составляет примерно 1,03-1,05, а угловое упругое восстановление — примерно 2°-3°.
- Упругость всех материалов увеличивается экспоненциально, когда отношение R/t превышает 5.
Это самая сложная техническая проблема, которую невозможно точно решить с помощью одних лишь ручных навыков при выполнении работ по гибке металла на заказ.
Сравнительная таблица коэффициентов упругого восстановления для различных материалов.
| Тип материала | Соотношение R/t | Диапазон коэффициента упругого восстановления | Диапазон пружинения угла |
| AL6061-T6 | 2 | 1.08-1.12 | 5°-7° |
| AL6061-T6 | 5 | 1.15-1.20 | 9°-12° |
| СНС316Л | 2 | 1.03-1.05 | 2°-3° |
| СНС316Л | 5 | 1.07-1.10 | 4°-6° |
| Пружинная сталь | 2 | 1.02-1.04 | 1,5°-2,5° |
Многократные пробные гибки и брак приводят к огромным скрытым затратам на изготовление металлических изделий на заказ, что снижает точность прогнозирования упругого восстановления при гибке и напрямую уменьшает рентабельность проекта .
Метод конечных элементов (МКЭ) Предварительные расчеты Метод проб и ошибок
В то время как традиционные производители полагаются на свой ручной опыт при пробной гибке, тратя 45-60 минут на каждую регулировку, отсутствие точного анализа деформации при изгибе приводит не только к большим потерям материала, но и к отсутствию гарантии однородности партии. Компания LS Manufacturing использует метод конечных элементов (МКЭ) для анализа упрочнения материала в процессе формования , точно определяя поправку угла до открытия пресс-формы и, таким образом, напрямую преодолевая проблему потерь материала, вызванных пробной гибкой.
Подобные цифровые технологии вполне способны повысить стабильность процесса и обеспечить единообразие в производстве нестандартных компонентов.

Рисунок 1: Руки держат L-образную металлическую деталь с отверстиями рядом с большим промышленным гибочным станком на заводе.
Как можно контролировать накопление допусков в процессе многоступенчатой прецизионной гибки металла?
При многоступенчатой обработке нестандартных деталей с помощью высокоточной гибки металла в несколько проходов непрерывная передача позиционирующих данных приведет к кумулятивному накоплению деформации изгиба слой за слоем, что сделает окончательные допуски формы и положения совершенно неконтролируемыми .
Эффект умножения допуска толщины листа
Даже листовой металл, изготовленный в соответствии с базовыми стандартами, имеет допуск по толщине 0,1 мм . При многопроходной гибке этот ничтожно малый допуск постоянно увеличивается.
- Вследствие допуска по толщине листа в 0,1 мм, суммарная трехмерная деформация, вызванная позиционированием заднего упора, составит 0,3 мм.
- Если процесс гибки включает 4 или более проходов , то кумулятивный эффект отклонения усиливается более чем в 3 раза.
- Устаревшие методы одностороннего позиционирования не способны нивелировать влияние колебаний толщины листа .
Эта тема весьма актуальна в сфере высокоточной гибки металла.
Точность процесса гибки и сравнение затрат
| Размерность процесса | Традиционная практика | Решение для оптимизации производства LS | Влияние рентабельности инвестиций в закупки |
| Контроль пружинного возврата | Ручная пробная гибка, однопроходная отладка 45-60 минут | Компенсация обратного потока при штамповке методом конечных элементов + динамическая компенсация по оси V станка с ЧПУ | Сокращает потери материала при отладке первого образца на 90%, экономит 85% рабочего времени. |
| Контроль вдавливания поверхности | Обычная стальная матрица, создает отпечаток глубиной 0,2 мм. | Нейлоновый не оставляющий следов штамп + защитная пленка для поверхности высокой плотности | Экономия 3,5 доллара за деталь при вторичной полировке. |
| Кумулятивный контроль допусков | Одностороннее позиционирование, суммарная погрешность ±0,3 мм. | 5-осевое позиционирование с ЧПУ, лазерная инспекция с полным замкнутым контуром. | Фиксация геометрического допуска ±0,05 мм, повышение эффективности сборки на 50%. |
| Контроль согласованности партий | Ручной выборочный контроль, отклонение партии ±0,15 мм | Система статистического контроля процессов (SPC) обеспечивает мониторинг процесса в режиме реального времени и автоматическую калибровку параметров каждые 10 единиц продукции. | Стабильность качества партий улучшилась на 92% , процент брака в партиях снизился до 0,5%. |
Компания LS Manufacturing использует 5-осевую систему позиционирования с ЧПУ, которая в сочетании с полностью замкнутой системой лазерного измерения углов позволяет достичь сверхточной регулировки допусков при гибке , что дает возможность в режиме реального времени корректировать ошибки позиционирования при каждом изгибе. Детали, выходящие за пределы допуска, не только увеличивают стоимость гибки нестандартных деталей, но и снижают точность позиционирования при гибке, а иногда даже приводят к браку всего заказа .
Окончательный геометрический допуск надежно удерживается в пределах 0,05 мм. Этот метод гарантирует, что геометрические допуски всех изготовленных на заказ металлических деталей, полученных методом гибки, постоянно соответствуют требованиям.
Пятиосевая система позиционирования обеспечивает геометрическую точность ±0,05 мм, что снижает потери материала при производстве первого изделия на 90%. Свяжитесь с нами прямо сейчас , чтобы получить бесплатный DFM-проект для оптимизации контроля допусков в вашей услуге точной гибки металла.
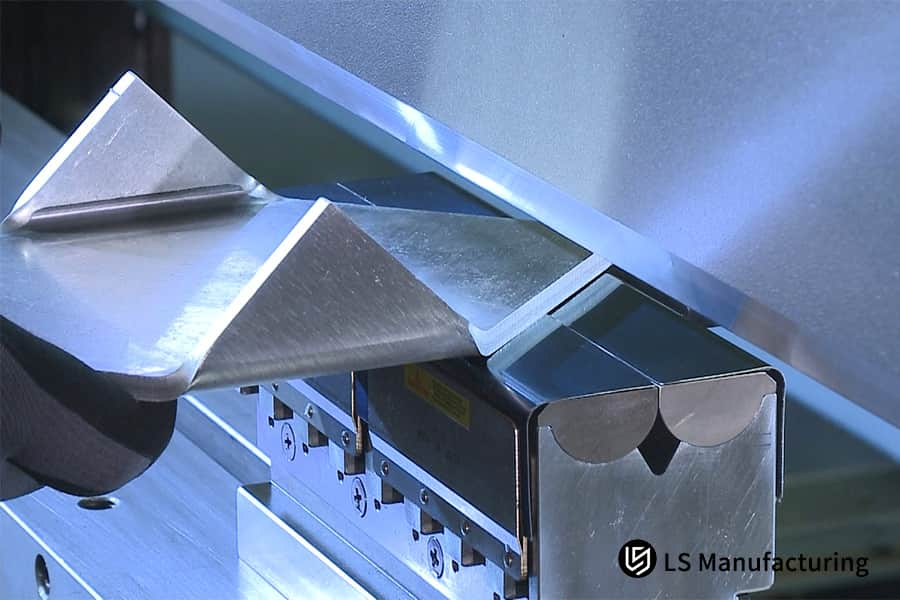
Рисунок 2: Крупный план прецизионного металлогибочного станка, из которого изготавливается деталь из нержавеющей стали.
Почему следы от инструмента на поверхности неожиданно увеличивают стоимость гибки нестандартных деталей?
Металлические вмятины и царапины, возникающие при гибке с использованием обычных твердых штампов, могут легко удвоить стоимость гибки нестандартных деталей, поскольку такие повреждения приведут к необходимости дополнительной полировки деталей , а также к ухудшению их внешнего вида и снижению усталостной прочности.
Механические принципы образования вдавливаний
При гибке режущая кромка верхней матрицы и V-образный выступ канавки нижней матрицы создают локальные сжимающие силы на листовой металл, величина которых может достигать 1500 МПа и даже больше ; эти силы приводят к образованию постоянных вмятин на поверхности деталей.
- Вмятины могут значительно ухудшить шероховатость поверхности детали, например, с Ra 1,6 до более чем Ra 6,3.
- Помимо того, что вмятины являются визуальными дефектами, они также представляют собой места концентрации напряжений, что приводит к сокращению срока службы детали из-за усталости материала .
- Детали, используемые в медицинской и полупроводниковой промышленности, должны быть свободны даже от малейших поверхностных вмятин, поскольку такие вмятины часто способствуют размножению бактерий.
В целом, эти дефекты значительно увеличивают стоимость гибки нестандартных деталей , недостаточно защищают поверхность гибки и, в конечном итоге, снижают конкурентоспособность продукции на рынке .
Внедрение технологии гибки без вдавливания
Компания LS Manufacturing использует специальные полиуретановые мягкие штампы с твердостью по Шору 90А , максимально точно проектирует гибочный инструмент и, наконец, наносит слой высокоплотной защитной пленки. Вместе с этими мерами удается полностью исключить контакт металла с металлом. Этот метод является единственным приемлемым для изготовления металлических деталей на заказ с высокими требованиями к внешнему виду на самом высоком уровне производственной цепочки , поскольку таким образом полностью исключаются вмятины. Этот процесс становится стандартом в высокотехнологичной отрасли гибки листового металла.
Какие начисления по амортизации инструмента предусмотрены при выполнении нестандартных работ по гибке деталей со специальными радиусами?
Слепое использование нестандартных внутренних углов гибки (углов R) в проектировании потребует от поставщиков изготовления специализированных нестандартных гибочных инструментов , что приведет к перекладыванию на вас высоких затрат на амортизацию инструментов при гибке нестандартных деталей.
Характеристики цепочки поставок стандартных гибочных инструментов
Стандартные инструменты, используемые в станках для гибки с ЧПУ, уже стандартизированы по всему миру. Такие инструменты можно найти где угодно, и они достаточно дешевы.
- При гибке на станках с ЧПУ типичная стандартная ширина V-образного паза равна 8 толщинам пластины (t).
- Углы R верхней матрицы, соответствующие установленным стандартам, включают R0.5, R1.0, R2.0, R3.0 и т. д .
- Стоимость изготовления нестандартных угловых профилей с радиусом R, например, R1.35, обычно составляет около 3500, а срок поставки — 7-10 дней.
В результате это повлияет на цикл поставки услуг по гибке нестандартных деталей и приведет к увеличению нагрузки на складские запасы оснастки, а также к увеличению временных затрат на проекты.
Преимущества модульных штамповочных систем
Компания LS Manufacturing располагает более чем 1200 комплектами стандартных модульных гибочных штампов, которые обеспечивают возможность гибкого изменения радиуса гибки и покрывают более 95% распространенных требований к радиусу . Это преимущество является решающим фактором при производстве нестандартных компонентов, требующих быстрой реакции.
Наши инженеры готовы помочь клиентам в оптимизации радиуса изгиба в процессе проектирования с учетом технологичности производства (DFM), чтобы исключить ненужные затраты на штампы, максимально придерживаясь стандартных спецификаций . Мы можем предложить нашим клиентам более доступные услуги по гибке металла на заказ.
Как анизотропия направления зерен материала влияет на скрытые издержки при гибке металла на заказ в процессе резки заготовок?
Изгиб листового металла против направления волокон без учета анизотропии этих волокон приводит к резкому снижению выхода годной продукции и образованию большого количества лома , что влечет за собой скрытые издержки на изготовление металлических изделий на заказ .
Анизотропные свойства холоднокатаных листов
В процессе производства холоднокатаные листы приобретают очень четкую структуру волокон на своей поверхности, что приводит к существенным различиям в механических свойствах в зависимости от направления.
- Вдоль направления прокатки удлинение холоднокатаных листов на 20–30% больше , чем перпендикулярно направлению волокон.
- Параллельно направлению прокатки, частота образования микротрещин во внешнем слое детали во время гибки может достигать 35%.
- Обычно используемое программное обеспечение для раскроя максимально эффективно использует листовой материал за счет смешивания материалов , что приводит к различной упругости в пределах одной партии деталей.
Образующееся в результате большое количество металлолома является одной из скрытых статей расходов при изготовлении изделий на заказ по гибке металла, которую очень легко упустить из виду.
Сравнительная таблица анизотропных свойств холоднокатаного листового металла
| Показатели эффективности | Вдоль направления прокатки | Перпендикулярно направлению прокатки | Процентная разница |
| Предел текучести (МПа) | 270 | 240 | 12,5% |
| Удлинение (%) | 25 | 18 | 38,9% |
| Риск образования трещин при изгибе | Низкий | Высокий | 350% |
| Стабильность упругости | Хороший | Бедный | 60% |
Оптимизация компоновки и выявление недостатков
Компания LS Manufacturing строго контролирует направление волокон при гибке листового металла, стандартизирует выравнивание волокон при гибке и гарантирует, что все линии гибки перпендикулярны или расположены под углом 45° к волокнам прокатки . Этот аспект является одним из основных элементов, определяющих выход годной продукции при гибке листового металла. Кроме того, мы проводим 100% вихретоковый контроль всех наших сырьевых материалов, чтобы значительно повысить защиту от трещин при гибке и заранее отбраковать листы с внутренними дефектами.
Согласно нашим внутренним данным, чрезвычайно строгий контроль схемы прокатки часто приводит к увеличению выхода годных изделий при гибке с 72% до 98,5%. Это позволяет гарантировать качество металлических деталей, изготовленных на заказ методом гибки, от партии к партии.
Строгий контроль схемы прокатки + 100% вихретоковый контроль повышают выход годной продукции до 98,5%. Немедленно свяжитесь с нашими инженерами-материаловедами, чтобы решить проблему скрытых затрат на изготовление металлических изделий на заказ.
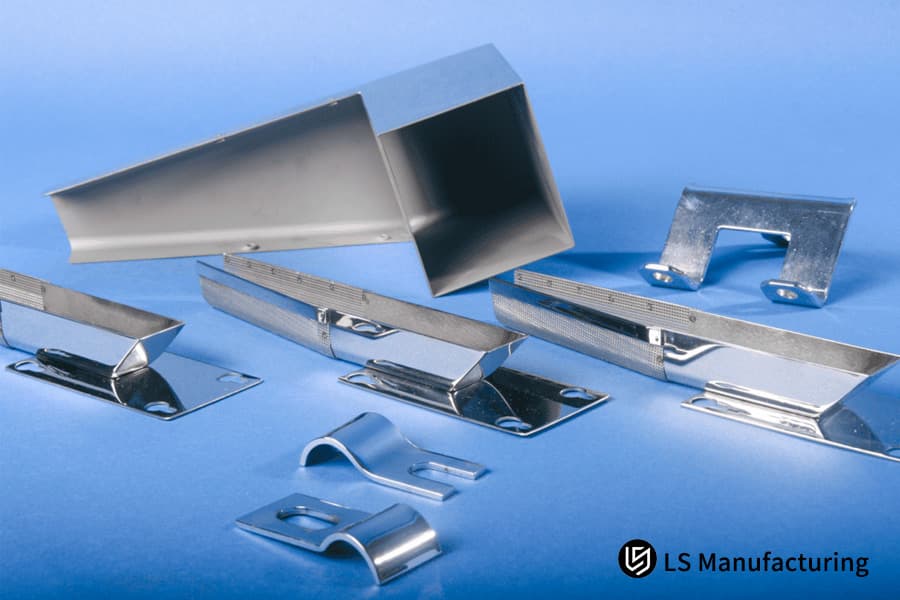
Рисунок 3: Несколько нестандартных деталей из нержавеющей стали, вырезанных лазером, разложены на синем фоне.
Как мелкосерийное производство влияет на рентабельность инвестиций в услуги по гибке листового металла?
При высокочастотном мелкосерийном производстве нестандартных деталей время настройки станка и подтверждения первой детали настолько велико, что оно многократно превышает фактическое время обработки, что постоянно снижает рентабельность инвестиций в услуги по гибке листового металла.
Структура затрат мелкосерийного производства
Если объем партии невелик, то фиксированные затраты на настройку оборудования распределяются лишь между небольшим количеством деталей, что и приводит к резкому росту себестоимости единицы продукции.
- Если количество изделий в одной партии составляет менее 50 штук, то затраты на подготовку производства составляют более 70% от общей стоимости одного изделия.
- Традиционная процедура ручной смены пресс-форм и настройки инструмента занимает около 45 минут на партию.
- На подтверждение качества первого образца в каждой партии уходит около 15 минут.
Из-за мелкосерийного производства услуг по гибке листового металла себестоимость одной детали высока, главным образом из-за чрезмерно длительного времени на подготовку к гибке.
Повышение эффективности за счет полностью автоматизированной системы настройки.
Компания LS Manufacturing располагает полностью автоматизированной системой смены пресс-форм (ATC) и использует автономное программирование гибочных станков. Наше решение позволяет полностью изменить структуру затрат на традиционные услуги по гибке нестандартных деталей . Оно сокращает время настройки с традиционных 45 минут до 2 минут, что позволяет сохранить ценовую конкурентоспособность мелкосерийного нестандартного производства по сравнению с крупномасштабным массовым производством. Это позволяет клиентам полностью избежать скрытых затрат на гибку металла при мелкосерийном производстве.

Рисунок 4: Аккуратная стопка многоступенчатых изогнутых металлических деталей на деревянной поверхности.
Почему сертификация по стандарту IATF 16949 имеет решающее значение для снижения рисков, связанных с производством нестандартных компонентов?
Обычным перерабатывающим предприятиям, не имеющим международной сертификации системы качества, сложно проводить анализ видов отказов при производстве нестандартных компонентов , что значительно увеличивает риск брака при серийной сборке таких изделий.
Применение PFMEA в процессах гибки
Анализ видов и последствий отказов производственных процессов (PFMEA) — это метод оценки рисков, который помогает предвидеть потенциальные проблемы в производственном процессе.
- Анализ видов и последствий отказов (PFMEA) может выявить до 17 различных видов разрушения при изгибе, включая, например, « превышение твердости материала, вызывающее образование трещин при изгибе ».
- Для устранения каждой потенциальной неисправности разрабатывается комплекс мер контроля и резервных планов.
- Это может привести к снижению риска массового производства на 90% и более .
Это особенно важно для производства нестандартных компонентов с высоким риском, поскольку позволяет заблаговременно выявлять и устранять риски путем проведения тщательного анализа разрушения при изгибе .
Реализация пяти основных инструментов
Компания LS Manufacturing полностью внедрила пять основных инструментов в соответствии с требованиями IATF 16949, обеспечивая 100% контроль процесса гибки. Это позволяет предлагать клиентам высокоточные изделия из металла, изготовленные методом гибки , соответствующие международно признанным стандартам. Мы гарантируем, что индекс технологической пригодности (CPK) каждой партии отглаженных деталей всегда превышает 1,33 , что полностью исключает риски, связанные с несоответствием стандартам и качеством, характерные для зарубежных закупок. Мы гарантируем качество и надежность наших услуг по гибке нестандартных деталей со всех сторон.
Пример проекта от LS Manufacturing: Проект по гибке внутренних кронштейнов из нержавеющей стали SUS316L для медицинских центрифуг.
Проблемы клиентов
Одной из ключевых технических проблем, с которыми столкнулась европейская компания по производству медицинских изделий, была разработка нестандартной внутренней опорной рамы из нержавеющей стали SUS316L для высокоскоростной центрифуги для крови. Деталь толщиной всего 1,5 мм имеет 7 последовательных изгибов и требует допуска по форме и положению в сумме 0,05 мм , предельной шероховатости поверхности Ra≤0,8 и абсолютного отсутствия вмятин от процесса формования, чтобы предотвратить рост бактерий. Отсутствие точного контроля упругого восстановления у предыдущего поставщика привело к тому, что 38% деталей не соответствовали допускам по углам, и их пришлось полировать вручную из-за наличия сильных вмятин от изгибов . В результате процент дефектов сборки составил 42%, а затраты на полировку привели к перерасходу 65% бюджета на закупку каждой детали, что задержало завершение проекта на 3 недели.
LS Manufacturing Solution
В течение 24 часов после того, как клиент прислал чертежи, старшие инженеры компании LS Manufacturing уже подготовили подробный отчет об анализе DFM (проектирование для производства).
- Сначала мы выполнили последовательность гибки, используя инструмент 3D DFM, чтобы оптимизировать исходные 7 изгибов, сократив их до 6 , а затем разработали специальную пятиосевую систему позиционирования материала на станке с ЧПУ, которая полностью устранила суммарные допуски, главным образом в зоне гибки.
- Одновременно с этим мы установили на наш 250-тонный интеллектуальный прецизионный гибочный станок полиуретановые гибочные матрицы с твердостью 90A по Шору А, не оставляющие следов, и внедрили полностью замкнутую систему лазерного измерения углов для выполнения динамических расчетов компенсации упругого восстановления в реальном времени для каждого изгиба.
- Сырье проходит вихретоковый контроль и измерение твердости — наши выбранные методы контроля обеспечивают 100% стабильность качества всей партии продукции.
Результаты и ценность
В итоге, процент выхода годных изделий с первого раза (FTY) для нестандартных медицинских деталей вырос с 58% до впечатляющих 99,4%. Качество гибки было улучшено настолько, что ручная полировка была полностью исключена. Кроме того, общее время выполнения проекта сократилось с 21 дня до 13 дней , что составляет 40% сокращения, а также были напрямую исключены 31% скрытых затрат клиента на закупку. Клиент заключил с LS Manufacturing эксклюзивное соглашение о поставках сроком на 3 года, и отныне все медицинские детали, изготовленные методом гибки, будут производиться нами.
Проект по изготовлению кронштейнов для медицинских центрифуг достиг 99,4% выхода годных изделий и снизил общие затраты на 31%. Загрузите свои чертежи прямо сейчас , чтобы получить индивидуальную и точную смету на изготовление металлических деталей методом гибки.

Часто задаваемые вопросы
В1: Сколько времени занимает получение расценки на изготовление нестандартных металлических деталей методом гибки?
Компания LS Manufacturing может предоставить точную смету в течение 24 часов после получения основных чертежей (STEP IGES и т. д.) и спецификаций. Мы также проводим бесплатный профессиональный анализ DFM-процесса и можем очень быстро отвечать на различные запросы по нестандартным вариантам гибки.
В2: Как компания LS Manufacturing гарантирует допуск 0,05 мм при многопроходной прецизионной гибке металла?
У нас есть пятиосевой станок для прецизионной гибки с ЧПУ, оснащенный лазерным измерением угла в процессе обработки и технологией динамической компенсации по оси V. Эта замкнутая система коррекции отклонений обработки очень эффективна в предотвращении накопления допусков после нескольких проходов гибки, обеспечивая таким образом высокую точность обработки на протяжении всего процесса.
В3: Можете ли вы полностью удалить следы от инструмента, чтобы помочь снизить наши затраты на гибку нестандартных деталей?
Используя специальную полиуретановую форму, не оставляющую следов, с защитной пленкой высокой плотности, мы можем полностью исключить следы от гибочного инструмента. Таким образом, исключается контакт металла с металлом, поэтому нет царапин и необходимости в последующей полировке, что позволяет значительно сэкономить на производственных затратах и времени.
В4: Каков минимальный объем заказа (MOQ) для изготовления металлических деталей на заказ с использованием технологии гибки металла сложной геометрии?
Мы гибко подходим к минимальному объему заказа, поскольку работаем как с изготовлением образцов, так и с мелкосерийным индивидуальным производством, а также с крупномасштабным массовым производством. Использование полностью автоматизированной системы смены инструмента помогает оптимизировать затраты на настройку оборудования, тем самым значительно снижая барьер для начала мелкосерийного индивидуального производства сложных гибочных деталей.
В5: Как вы управляете колебаниями упругости при производстве нескольких партий нестандартных деталей?
Мы следуем стандарту IATF 16949 для контроля поступающих материалов и проверяем механические свойства листового металла партия за партией. Параметры гибки автоматически обновляются системой, что не только точно компенсирует различия в упругом восстановлении материалов, но и гарантирует равномерную обработку всех партий.
В6: Поставляются ли клиентам детали, изготовленные методом гибки листового металла, с сертификатами соответствия международным стандартам?
Каждая изготовленная на заказ гнутая деталь относится к партии, которая сопровождается полным комплектом документов, соответствующих требованиям, начиная с сертификатов качества сырья, отчетов о 100% контроле размеров с помощью КИМ и, по запросу, документации PPAP , что отвечает требованиям зарубежных закупок и отраслевым стандартам.
В7: Поможет ли мне компания LS Manufacturing изменить чертежи нестандартных деталей, чтобы снизить затраты на гибку?
Мы предоставляем бесплатные профессиональные услуги по оптимизации чертежей DFM, которые в основном ориентированы на нестандартные конструкции и изменение радиуса изгиба, чтобы избежать дорогостоящих нестандартных пресс-форм и одновременно эффективно снизить общие производственные затраты на гибку.
В8: Как компания LS Manufacturing обеспечивает безопасность нашей интеллектуальной собственности при сотрудничестве в области гибки нестандартных деталей?
В течение всего периода сотрудничества мы придерживаемся соглашения о неразглашении конфиденциальной информации (NDA). Чертежи заказчика и данные о продукции размещаются на зашифрованном внутреннем сервере с многоуровневыми правами доступа и журналами операций, что обеспечивает полную отслеживаемость и надежную защиту интеллектуальной собственности наших клиентов.
Краткое содержание
Закупка нестандартных деталей, изготовленных методом гибки металла, по самой низкой цене невозможна, если ориентироваться только на первоначальное предложение поставщика . Реальные затраты, определяющие результат проекта, скрыты в коррекции упругого восстановления материала, браке при сборке из-за суммы допусков на разных этапах и дорогостоящей полировке после обработки. Если вы выберете профессиональный завод, который провел множество симуляций DFM (проектирование для производства), использует передовые высокотехнологичные пятиосевые гибочные станки и имеет систему контроля качества IATF 16949, то вы сможете в значительной степени избежать этих потенциальных проблем с прибылью. Это, в свою очередь, позволит вам получить оптимальное решение по общей себестоимости производства на протяжении всего жизненного цикла продукта .
Хотите избежать переделок и скрытых затрат, связанных с нестандартными конструкциями гибки компонентов? Просто отправьте нам ваши 3D CAD-файлы (поддерживающие форматы STEP, IGES и DXF), и эксперты LS Manufacturing по высокоточной обработке предоставят вам бесплатную, ни к чему не обязывающую смету на серийное производство . Кроме того, наша команда в течение 24 часов проведет подробный анализ технологичности производства (DFM). Доверьте нам защиту вашего проекта, используя проверенную высокоточную обработку с точностью до 0,005 мм!
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


