
O serviço de dobra de metal sob medida é uma etapa essencial na produção de peças não padronizadas, principalmente quando os métodos tradicionais padronizados simplesmente não conseguem atender aos requisitos de estruturas complexas. Na fabricação de peças não padronizadas, o preço unitário da dobra de metal sob medida é normalmente muito baixo, o que leva os departamentos de compras e engenharia a darem pouca atenção aos custos irrecuperáveis significativos, descobertos somente após a entrega dos desenhos , resultando em um aumento do custo final do projeto em mais de 35%.
O envolvimento de fornecedores tradicionais geralmente se dá em um nível muito básico e, na verdade, eles raramente participam das atividades iniciais de Design para Manufatura (DFM). Tal envolvimento leva à incapacidade de controlar o retorno elástico na flexão , a deformação cumulativa que ultrapassa as tolerâncias devido a múltiplas dobras e também a rugosidade superficial (Ra) resultante das marcas da matriz, o que leva ao descarte secundário. Vamos desvendar as principais armadilhas de custo ocultas no processo que os clientes geralmente não percebem e utilizar uma matriz de decisão quantitativa para auxiliar na fabricação precisa das peças e na obtenção do melhor retorno sobre o investimento (ROI) . Veremos o que está oculto pela precificação superficial, as partes da tecnologia que são negligenciadas e resultam na erosão silenciosa dos lucros.

Visão geral rápida das principais soluções de otimização de custos para serviços personalizados de dobra de metais.
| Tipos de armadilhas de custo | Perda média da solução tradicional | Solução de Otimização de Manufatura LS | Melhoria do ROI |
| Correção de retorno elástico e descarte | O custo de retrabalho de uma única peça é de US$ 4,2, com uma taxa de refugo de 15%. | Pré-cálculo do fluxo de moldagem por elementos finitos (FEA) + compensação a laser em tempo real. | Reduz os custos de retrabalho em 40%, com uma taxa de refugo reduzida para 1,2%. |
| Pós-processamento de indentação superficial | Polimento de peça única: US$ 3,50; prazo de entrega estendido em 2 dias. | Molde de poliuretano que não deixa marcas + película protetora de alta densidade. | Isenção total das taxas de polimento , prazo de entrega reduzido em 40%. |
| Amortização de moldes de ângulo R não padronizados | Taxa de personalização individual: US$ 1200 a US$ 3500. | Mais de 1200 conjuntos de moldes modulares padrão + otimização proativa DFM . | Elimina mais de 95% dos custos de aquisição de moldes não padronizados. |
| Excedência de tolerância cumulativa em múltiplas passagens | Taxa de defeitos de montagem de 28%, grandes perdas por sucata em lotes. | Posicionamento de articulação CNC de 5 eixos + compensação dinâmica do eixo V. | Travamento com tolerância geométrica de ±0,05 mm, melhoria de 50% na eficiência de montagem. |
Principais conclusões
- O retorno elástico e a tolerância cumulativa são as causas de custos não controlados em processos de dobra não padronizados. A compensação em tempo real por meio do CEP (Controle Estatístico de Processo) reduz os custos de retrabalho em até 40% .
- Peças com rugosidade superficial Ra extremamente exigente devem ser processadas por dobramento sem marcas para evitar custos adicionais de polimento.
- Ao utilizar a simulação DFM e o sistema IATF 16949 , a LS Manufacturing auxilia seus clientes a reduzir os custos totais de aquisição de peças não padronizadas em até 28%.
Por que confiar na experiência da LS Manufacturing em serviços de dobra de metal personalizados para peças não padronizadas?
Seguindo as melhores práticas do setor e aproveitando mais de 20 anos de experiência em fabricação não padronizada, nós da LS Manufacturing fornecemos nossos serviços personalizados de dobra de metais para mais de 300 empresas de manufatura de primeira linha em todo o mundo . Nosso compromisso com a qualidade é tão forte que seguimos rigorosamente o sistema de gestão da qualidade IATF 16949:2016 , que também garante a rastreabilidade do produto em cada fase da fabricação.
Nossa experiência com o projeto europeu de produção em massa de dispositivos médicos, 2025, revela que os fornecedores convencionais geralmente iniciam o planejamento do processo somente após a confirmação do desenho, o que resulta na identificação de 80% dos problemas de custo durante a fase de produção . Nossa equipe de engenharia participa ativamente da fase de projeto para identificar possíveis riscos precocemente por meio da análise de Design para Manufatura (DFM).
Além disso, possuímos a certificação ISO 9001:2015 , o que significa que temos um sistema de controle de qualidade muito abrangente que monitora cada etapa do processo, desde o recebimento da matéria-prima até a entrega do produto final. Nossos testes internos revelam que o envolvimento precoce do DFM (Design for Manufacturing) pode reduzir os custos totais do projeto em 28%, um valor muito acima da média do setor, que é de 11% . Contamos com um acervo de mais de 1200 conjuntos de matrizes de dobra padrão e 25 máquinas de dobra CNC de cinco eixos, o que nos permite produzir peças metálicas com diversas espessuras, variando de 0,1 mm a 12 mm.
Com 20 anos de experiência no setor e certificações em dois sistemas, a implementação antecipada do DFM (Design for Manufacturing) pode reduzir custos em até 28%. Baixe agora mesmo nosso "White Paper sobre Redução de Custos em Dobra de Metais Não Padronizada" e domine as principais habilidades em serviços de dobra de metais sob medida.

Por que a correção do retorno elástico aumenta o orçamento do seu serviço personalizado de dobra de metais?
A compensação insuficiente do retorno elástico à curvatura pode levar diretamente a peças não padronizadas que excedem a tolerância angular, e as correções secundárias e o descarte resultantes são as principais armadilhas de custo oculto que elevam o orçamento total do serviço de dobra de metal personalizado.
Diferenças nas propriedades mecânicas dos materiais e nos coeficientes de retorno elástico
Cada material se comporta de maneira bastante diferente dos outros em relação à sua propriedade de recuperação elástica (retorno elástico), o que é o principal motivo pelo qual é muito difícil controlar esse efeito . Usando uma analogia simples, é como esticar faixas elásticas de rigidez diferente; depois que as faixas são soltas, a quantidade de encolhimento que sofrem é completamente diferente.
- Para a liga de alumínio AL6061-T6, com R/t=2, o coeficiente de retorno elástico é de aproximadamente 1,08 a 1,12, e o ângulo de retorno elástico pode chegar a 5°-7°.
- Para o aço de alta resistência SUS316L, na mesma relação R/t, o coeficiente de retorno elástico é de cerca de 1,03 a 1,05, e o retorno elástico angular é de cerca de 2° a 3°.
- O retorno elástico de todos os materiais aumenta exponencialmente quando a relação R/t é maior que 5.
Este é o problema técnico mais difícil de ser resolvido com precisão em serviços de dobra de metal personalizados apenas com habilidade manual.
Tabela comparativa dos coeficientes de retorno elástico para diferentes materiais
| Tipo de material | Relação R/t | Faixa do coeficiente de retorno elástico | Faixa de retorno elástico do ângulo |
| AL6061-T6 | 2 | 1,08-1,12 | 5°-7° |
| AL6061-T6 | 5 | 1,15-1,20 | 9°-12° |
| SUS316L | 2 | 1,03-1,05 | 2°-3° |
| SUS316L | 5 | 1,07-1,10 | 4°-6° |
| Aço mola | 2 | 1,02-1,04 | 1,5°-2,5° |
Testes repetidos de dobra e descarte criam custos ocultos enormes na dobra de metais sob encomenda, o que compromete a precisão na previsão do retorno elástico da dobra e reduz diretamente as margens de lucro do projeto .
A pré-análise por elementos finitos substitui o método manual de tentativa e erro.
Enquanto os fabricantes tradicionais dependem da sua experiência manual para testes de dobra, gastando de 45 a 60 minutos por ajuste, a falta de uma análise precisa da deformação por dobra resulta não só em desperdício de material em larga escala, como também na falta de garantia de uniformidade do lote. A LS Manufacturing utiliza a Análise de Elementos Finitos (FEA) para a análise do fluxo de moldagem por endurecimento por deformação , determinando com precisão a correção do ângulo antes da abertura do molde e, assim, resolvendo diretamente o problema do desperdício de material causado pelos testes de dobra.
Essa técnica digital é bastante capaz de promover a estabilidade do processo e a consistência na fabricação de componentes não padronizados.

Figura 1: Mãos seguram uma peça metálica em forma de L com furos perto de uma grande máquina de dobra industrial em uma fábrica.
Como controlar o acúmulo de tolerâncias em serviços de dobra de metais de precisão em múltiplos estágios?
Se você processar peças não padronizadas em vários estágios por meio de um serviço de dobra de metal de precisão com múltiplas passagens, a transmissão contínua de referências de posicionamento resultará no acúmulo cumulativo de deformação por dobra camada após camada, tornando assim as tolerâncias finais de forma e posição completamente incontroláveis .
Efeito de multiplicação da tolerância da espessura da chapa
Mesmo as chapas metálicas fabricadas segundo padrões básicos apresentam uma tolerância de espessura de 0,1 mm . Em processos de dobra em múltiplas passagens , essa tolerância minúscula aumenta constantemente.
- Devido à tolerância de espessura da chapa de 0,1 mm, a soma resultante das deformações tridimensionais causadas pelo posicionamento do batente traseiro será de 0,3 mm.
- Se o processo de dobra compreender 4 ou mais passagens , o efeito cumulativo da tolerância é amplificado em mais de 3 vezes.
- Os métodos tradicionais de posicionamento unilateral não são capazes de neutralizar o efeito das variações na espessura da chapa .
Este tema é bastante relevante no serviço de dobra de metais de alta precisão.
Comparação de Precisão e Custo do Processo de Dobra
| Dimensão do Processo | Prática tradicional | Solução de Otimização de Manufatura LS | Impacto do ROI em Compras |
| Controle de retorno elástico | Dobramento manual de teste, depuração de passagem única, 45-60 minutos | Compensação reversa de fluxo de matriz FEA + compensação dinâmica do eixo V CNC | Reduz em 90% a perda de material na depuração da primeira peça e economiza 85% do tempo de trabalho. |
| Controle de Indentação Superficial | Matriz de aço comum, produz indentação com 0,2 mm de profundidade. | Matriz de nylon que não deixa marcas + película protetora de superfície de alta densidade | Economiza US$ 3,5 por peça no polimento secundário. |
| Controle de Tolerância Cumulativa | Posicionamento unilateral, erro cumulativo de ±0,3 mm | Posicionamento de articulação CNC de 5 eixos, inspeção a laser de circuito fechado completo. | Travamento com tolerância geométrica de ±0,05 mm, eficiência de montagem aprimorada em 50%. |
| Controle de consistência de lote | Inspeção por amostragem manual, desvio do lote ±0,15 mm | Monitoramento de processo SPC em tempo real, calibração automática de parâmetros a cada 10 peças. | A consistência dos lotes melhorou em 92% e a taxa de refugo foi reduzida para 0,5%. |
A LS Manufacturing utiliza um sistema de posicionamento CNC de 5 eixos com articulação em A, que, juntamente com uma medição a laser de ângulo em circuito fechado, permite um controle de tolerância de dobra ultrapreciso, possibilitando a correção em tempo real dos erros de posicionamento em cada dobra. Peças fora da tolerância não apenas aumentam o custo de dobra de peças não padronizadas, mas também reduzem a precisão do posicionamento na dobra e podem até resultar no descarte de todo o pedido .
A tolerância geométrica final é mantida com segurança dentro de 0,05 mm. Este método garante que as tolerâncias geométricas de todas as peças metálicas dobradas sob encomenda atendam aos requisitos de forma consistente.
O sistema de posicionamento com articulação de 5 eixos garante tolerâncias geométricas de ±0,05 mm, reduzindo a perda de material na primeira peça em 90%. Entre em contato conosco agora mesmo para obter um projeto de fabricação (DFM) gratuito e otimizar o controle de tolerância para o seu serviço de dobra de metais de precisão.
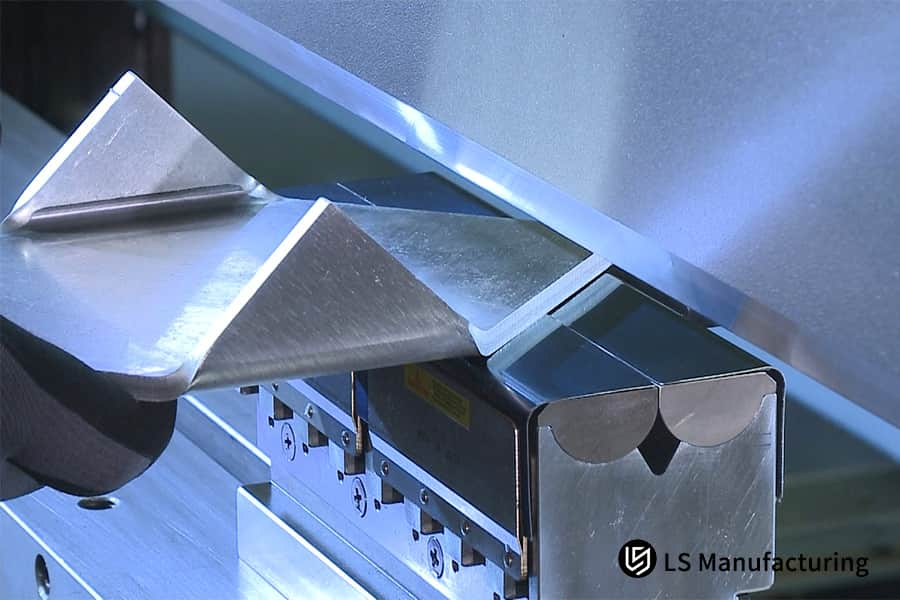
Figura 2: Detalhe de uma máquina de dobra de metal de precisão moldando um componente de aço inoxidável.
Por que as marcas de ferramentas de superfície aumentam inesperadamente o custo de dobra de peças não padronizadas?
Amassados e arranhões no metal causados pela dobra com matrizes rígidas comuns podem facilmente dobrar o custo de dobra de peças não padronizadas, pois esses danos exigem mais trabalho de polimento nas peças , além de prejudicar a aparência e reduzir a vida útil à fadiga das mesmas.
Os princípios mecânicos da formação de indentação
Durante o processo de dobra, a aresta de corte da matriz superior e o ressalto em V da matriz inferior aplicam forças compressivas localizadas na chapa metálica, cuja magnitude pode chegar a 1500 MPa ou até mais . Essas forças são responsáveis por deixar marcas permanentes na superfície das peças.
- As indentações podem deteriorar severamente a rugosidade da superfície da peça, por exemplo, de Ra 1,6 para mais de Ra 6,3.
- Além de serem defeitos visuais, as reentrâncias também são pontos de concentração de tensões, o que significa que a vida útil da peça sob fadiga é reduzida .
- Os componentes das indústrias médica e de semicondutores devem estar isentos até mesmo das mais leves reentrâncias superficiais, pois tais reentrâncias frequentemente favorecem o crescimento bacteriano.
Em suma, esses defeitos aumentam consideravelmente o custo de dobra de peças não padronizadas , protegem inadequadamente a superfície de dobra e, por fim, comprometem a competitividade do produto no mercado .
Implementação da tecnologia de dobra sem indentação
A LS Manufacturing utiliza matrizes especiais de poliuretano com dureza Shore 90A , projeta as ferramentas de dobra da melhor maneira possível e, por fim, adiciona uma camada de película protetora de alta densidade. Com essas medidas, é possível eliminar completamente o contato metal-metal. Este método é o único viável para peças metálicas dobradas sob medida com requisitos de acabamento impecáveis, atendendo aos mais altos padrões da cadeia produtiva , pois elimina completamente as marcas de dobra. Este processo está se tornando o padrão na indústria de dobra de chapas metálicas de alta qualidade.
Que taxas de depreciação de ferramentas estão incluídas no serviço de dobra de peças não padronizadas para raios especiais?
Utilizar indiscriminadamente ângulos internos de curvatura não padronizados (ângulos R) no projeto exigirá que os fornecedores personalizem ferramentas de curvatura especializadas para peças não padronizadas , transferindo assim para você os altos custos de amortização de ferramentas no serviço de curvatura de peças não padronizadas.
Características da cadeia de suprimentos de ferramentas de dobra padrão
As ferramentas padrão utilizadas em máquinas de dobra CNC já foram harmonizadas mundialmente. Essas ferramentas podem ser encontradas em qualquer lugar e são relativamente baratas.
- Para dobra CNC, a largura típica da abertura da ranhura em V padrão é igual a 8 vezes a espessura da chapa (t).
- Os ângulos R da matriz superior, em conformidade com as normas estabelecidas , incluem R0,5, R1,0, R2,0, R3,0, etc.
- O custo de perfis R personalizados não padronizados, como R1,35, geralmente gira em torno de 3500 e o prazo de entrega é de 7 a 10 dias.
Como resultado, isso afetará o ciclo de entrega do serviço de dobra de peças não padronizadas e causará maior pressão sobre o estoque de ferramentas, bem como custos de tempo para os projetos.
Vantagens dos sistemas de matrizes modulares
A LS Manufacturing possui mais de 1200 conjuntos de matrizes de dobra modulares padrão que permitem a alteração do raio de curvatura de forma flexível e atendem a mais de 95% dos requisitos de raio comuns . Essa vantagem é um fator decisivo na fabricação de componentes não padronizados que exigem tempos de resposta rápidos.
Nossos engenheiros estão à disposição para auxiliar os clientes na otimização do projeto de raio durante o processo de Design para Manufatura (DFM), eliminando custos desnecessários com matrizes ao se ater, sempre que possível, às especificações padrão . Podemos oferecer aos nossos clientes um serviço de dobra de metal personalizado mais acessível.
Como a anisotropia da direção das fibras do material impacta os custos ocultos na dobra personalizada de metais durante o corte de peças brutas?
Dobrar chapas metálicas contra a fibra, sem considerar a anisotropia da direção das fibras, faz com que o rendimento caia drasticamente e uma grande quantidade de sucata seja produzida, resultando em custos ocultos na dobra de metais sob encomenda .
Propriedades anisotrópicas de chapas laminadas a frio
Durante o processo de fabricação, as chapas laminadas a frio desenvolvem uma linha de grão muito nítida em sua superfície, resultando em propriedades mecânicas bastante diferentes de uma direção para outra.
- Na direção de laminação, o alongamento das chapas laminadas a frio é 20% a 30% maior do que na direção perpendicular à fibra.
- Paralelamente à direção de laminação, a incidência de microfissuras na camada externa da peça pode atingir até 35% durante a curvatura.
- O software de pré-fabricação usual maximiza a utilização da chapa misturando materiais, o que leva a diferentes valores de retorno elástico dentro do mesmo lote de peças.
A grande quantidade de sucata resultante é um dos custos ocultos da dobra de metais sob encomenda que é muito fácil de ignorar.
Tabela comparativa das propriedades anisotrópicas de chapas metálicas laminadas a frio.
| Indicadores de desempenho | Ao longo da direção de rolamento | Perpendicular à direção de rolamento | Diferença percentual |
| Limite de Escoamento (MPa) | 270 | 240 | 12,5% |
| Alongamento (%) | 25 | 18 | 38,9% |
| Risco de fissuras por flexão | Baixo | Alto | 350% |
| Consistência de retorno elástico | Bom | Pobre | 60% |
Otimização de layout e detecção de falhas
A LS Manufacturing controla rigorosamente a direção das fibras do metal no serviço de dobra, padronizando o alinhamento das fibras e garantindo que todas as linhas de dobra sejam perpendiculares ou formem um ângulo de 45° com as fibras de laminação . Este aspecto é um dos principais elementos que determinam o rendimento do serviço de dobra de chapas metálicas. Além disso, realizamos inspeção por correntes parasitas em 100% de todas as nossas matérias-primas para reforçar a prevenção de trincas por dobra e eliminar chapas com defeitos internos antecipadamente.
Com base em nossos dados internos, o controle extremamente preciso do padrão de laminação geralmente resulta em um aumento do rendimento de dobra de 72% para 98,5%. Isso possibilita garantir a qualidade das peças metálicas dobradas sob medida de um lote para outro.
O controle rigoroso do padrão de laminação, aliado ao teste de correntes parasitas em 100% dos casos, aumenta o rendimento para 98,5%. Entre em contato com nossos engenheiros de materiais imediatamente para solucionar os custos ocultos da dobra de metais sob medida.
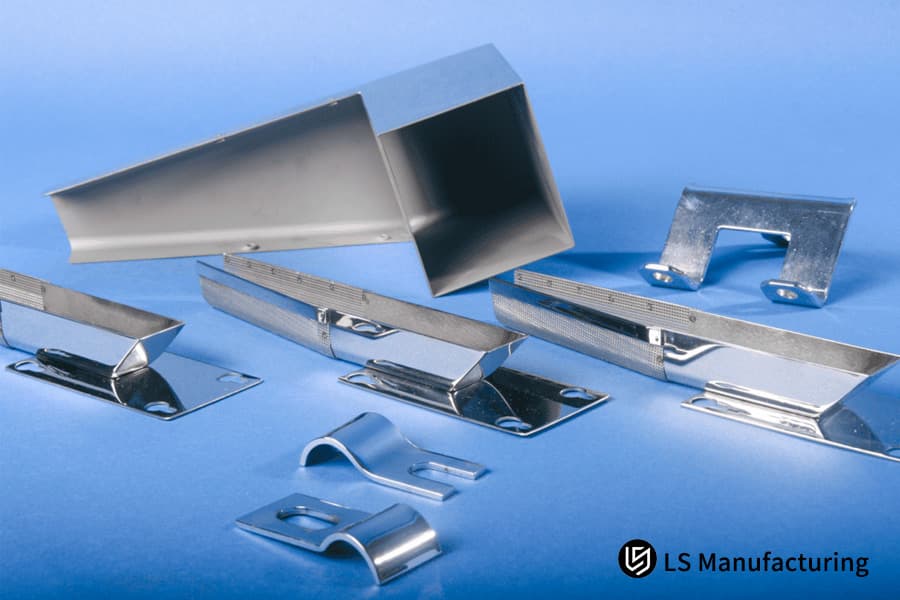
Figura 3: Diversas peças não padronizadas de aço inoxidável cortadas a laser dispostas sobre um fundo azul.
Como as configurações de baixo volume afetam o retorno sobre o investimento (ROI) na aquisição de serviços de dobra de chapas metálicas?
Na produção de peças não padronizadas em pequenos lotes e com alta frequência, as configurações das máquinas-ferramenta e os tempos de confirmação da primeira peça são tão frequentes que chegam a ser múltiplos do tempo real de processamento, o que diminui continuamente o retorno sobre o investimento (ROI) na aquisição de serviços de dobra de chapas metálicas.
Estrutura de custos da produção em pequenos lotes
Se a quantidade do lote for pequena, o custo fixo de preparação da máquina será dividido apenas entre um pequeno número de peças, e é isso que causa um aumento acentuado no custo unitário.
- Se a quantidade em um único lote for inferior a 50 unidades, o custo de preparação representará mais de 70% do custo total por unidade.
- A troca manual de moldes e o ajuste de ferramentas da maneira tradicional levam cerca de 45 minutos por lote.
- O tempo de confirmação da primeira peça de cada lote leva cerca de 15 minutos.
Devido aos serviços de dobra de chapas metálicas em pequenos lotes , os custos por peça são elevados, principalmente devido ao tempo de preparação da dobra excessivamente longo.
Aumento da eficiência com um sistema de configuração totalmente automatizado.
A LS Manufacturing possui um sistema de troca automática de moldes (ATC) totalmente automatizado e utiliza programação offline para dobra digital. Nossa solução pode transformar completamente a estrutura de custos do serviço tradicional de dobra de peças não padronizadas . Ela reduz o tempo de preparação de 45 minutos para apenas 2 minutos, permitindo que a personalização de pequenos lotes mantenha a competitividade de preço da produção em massa em larga escala. Isso possibilita que os clientes evitem completamente os custos ocultos da dobra de metais personalizada na produção de pequenos lotes.

Figura 4: Uma pilha organizada de peças metálicas dobradas em vários estágios sobre uma superfície de madeira.
Por que a certificação IATF 16949 é fundamental para mitigar os riscos de fabricação de componentes não padronizados?
As fábricas de processamento comuns que não possuem certificação internacional de sistema de qualidade têm dificuldade em realizar análises de modos de falha na fabricação de componentes não padronizados , o que aumenta significativamente o risco de refugo durante a montagem em lote desses componentes.
Utilização da PFMEA em processos de dobramento
A Análise de Modos de Falha e Efeitos do Processo (PFMEA) é um método de avaliação de riscos que ajuda a prever possíveis problemas no processo de produção.
- A PFMEA pode destacar até 17 modos diferentes de falha por flexão, incluindo, por exemplo, " dureza do material fora da especificação causando fissuras por flexão ".
- Cada modo de falha é abordado através do desenvolvimento de um conjunto de atividades de controle e planos de contingência.
- Isso pode reduzir o risco da produção em massa em até 90% ou mais .
Isso é particularmente importante para a fabricação de componentes não padronizados de alto risco, pois possibilita lidar com os riscos antecipadamente, realizando uma análise completa de falhas por flexão .
Implementações das Cinco Ferramentas Principais
A LS Manufacturing implementou integralmente as cinco ferramentas principais conforme os requisitos da IATF 16949, com monitoramento de 100% do processo de dobra. Isso nos permite oferecer aos clientes produtos de dobra de metal de alta precisão , em conformidade com padrões internacionalmente reconhecidos. Garantimos que o CPK (Índice de Capacidade do Processo) de cada lote de peças dobradas entregues seja sempre superior a 1,33 , o que elimina completamente os riscos de conformidade e qualidade inerentes à aquisição internacional. Oferecemos garantia de qualidade e confiabilidade em nosso serviço de dobra de peças não padronizadas, sob todos os aspectos.
Estudo de Caso da LS Manufacturing: Projeto de Dobramento do Suporte Interno em Aço Inoxidável 316L para Centrífuga Médica
Desafios do Cliente
Um dos principais desafios técnicos enfrentados por uma empresa europeia de dispositivos médicos foi a personalização de uma estrutura de suporte interna não padronizada em aço inoxidável SUS316L para uma centrífuga de sangue de alta velocidade. A peça, com apenas 1,5 mm de espessura, possui 7 dobras consecutivas e exige uma tolerância de forma e posição de 0,05 mm no total, um limite de rugosidade superficial de Ra≤0,8 e a ausência total de marcas de moldagem para impedir o crescimento bacteriano. A falta de controle preciso do retorno elástico por parte do fornecedor anterior resultou em 38% das peças fora da tolerância angular, sendo necessário o polimento manual devido à presença de marcas de dobra severas. Como consequência, a porcentagem de defeitos de montagem chegou a 42%, e o custo do polimento subsequente representou um estouro de orçamento de 65% por peça, atrasando a conclusão do projeto em 3 semanas.
Solução de fabricação LS
Em menos de 24 horas após o cliente enviar os desenhos, os engenheiros seniores da LS Manufacturing já haviam preparado um relatório detalhado de análise DFM (Design for Manufacturing).
- Inicialmente, utilizamos a ferramenta 3D DFM para otimizar a sequência de dobras, reduzindo-a de 7 para 6 dobras. Em seguida, desenvolvemos um sistema de referência de posicionamento de material CNC de cinco eixos que eliminou completamente as tolerâncias cumulativas, principalmente na área de dobra.
- Simultaneamente, instalamos matrizes de dobra de poliuretano 90A Shore A que não deixam marcas em nossa máquina de dobra de precisão inteligente de 250 toneladas e implementamos um sistema de medição de ângulo a laser de circuito fechado para realizar cálculos de compensação de retorno elástico dinâmico em tempo real para cada dobra.
- As matérias-primas são submetidas a testes de correntes parasitas e dureza , nossos métodos de teste selecionados para verificar a consistência do lote, em 100% dos casos.
Resultados e Valor
Por fim, o rendimento na primeira tentativa (FTY) da peça personalizada não padronizada de grau médico saltou de 58% para impressionantes 99,4%. A consistência da qualidade da dobra foi aprimorada a tal ponto que o polimento manual tornou-se totalmente desnecessário. Além disso, o prazo de entrega de todo o projeto foi reduzido de 21 para 13 dias , uma redução de 40%, e, adicionalmente, 31% dos custos ocultos de aquisição do cliente foram eliminados. O cliente assinou um contrato de fornecimento exclusivo de 3 anos com a LS Manufacturing e, a partir de agora, todas as peças dobradas de grau médico serão produzidas por nós.
O projeto de suporte para centrífuga médica alcançou um índice de sucesso de 99,4% e reduziu os custos totais em 31%. Envie seus desenhos agora mesmo para receber um orçamento personalizado e preciso para peças de metal dobradas sob medida.

Perguntas frequentes
P1: Quanto tempo demora para receber um orçamento para dobra de metal personalizada em peças não padronizadas?
A LS Manufacturing é capaz de fornecer um orçamento preciso em até 24 horas após o recebimento dos desenhos principais (STEP, IGES etc.) e das especificações. Também oferecemos análises de processo DFM profissionais gratuitas e respondemos rapidamente a diversas solicitações de personalização de dobra não padronizada.
P2: Como a LS Manufacturing garante uma tolerância de 0,05 mm para dobra de metal de precisão em múltiplas passagens?
Possuímos uma dobradeira CNC de precisão de cinco eixos, com medição a laser do ângulo durante o processo e tecnologia de compensação dinâmica do eixo V. Essa correção em circuito fechado das variações de usinagem é muito eficaz na prevenção do acúmulo de tolerâncias após várias passagens de dobra, garantindo assim a alta precisão dos padrões de usinagem em todos os momentos.
P3: É possível remover completamente as marcas de ferramentas para ajudar a reduzir nossos custos com a dobra de peças não padronizadas?
Ao utilizar um molde de poliuretano específico que não deixa marcas, com uma película protetora de alta densidade, podemos eliminar completamente as marcas de ferramentas de dobra. Desta forma , não há contato metal com metal, evitando arranhões e dispensando o polimento posterior, o que resulta em economia significativa nos custos de processamento e no tempo de produção.
Q4: Qual é a quantidade mínima de encomenda (MOQ) para peças metálicas dobradas personalizadas com geometrias complexas?
Somos flexíveis quanto à quantidade mínima de encomenda, pois atendemos desde a produção de amostras e personalização de pequenos lotes até a produção em massa em larga escala. O uso de um sistema de troca de ferramentas totalmente automatizado ajuda a otimizar os custos de preparação da máquina, reduzindo consideravelmente a barreira de entrada para a personalização de pequenos lotes de peças complexas de dobra.
Q5: Como gerenciar as variações de retorno elástico ao produzir vários lotes de peças não padronizadas?
Seguimos a norma IATF 16949 para o controle de materiais recebidos e testamos as propriedades mecânicas das chapas metálicas lote após lote. Os parâmetros de dobramento são atualizados automaticamente pelo sistema, o que não só compensa com precisão as diferenças de retorno elástico dos materiais, como também garante um processamento uniforme em todos os lotes.
Q6: As peças dobradas em chapa metálica são fornecidas aos clientes com documentos de certificação de acordo com padrões globais?
Cada peça dobrada sob encomenda pertence a um lote acompanhado de um conjunto completo de documentos de conformidade, incluindo certificados de qualidade da matéria-prima, relatórios de inspeção dimensional CMM 100% e documentação PPAP mediante solicitação , atendendo aos requisitos de aceitação de conformidade da indústria e de compras internacionais.
Q7: A LS Manufacturing pode me ajudar a modificar meus desenhos de peças não padronizadas para que possamos reduzir os custos de dobra?
Oferecemos serviços gratuitos de otimização de desenhos DFM (Design for Manufacturing) com foco principal em estruturas não padronizadas e alterações especiais no raio de curvatura, evitando a necessidade de moldes personalizados de alto custo e, ao mesmo tempo, reduzindo efetivamente os custos gerais de produção de peças dobradas.
P8: Como a LS Manufacturing garante a segurança de nossa propriedade intelectual durante a colaboração em serviços de dobra de peças não padronizadas?
Estamos comprometidos com um acordo de confidencialidade NDA durante toda a colaboração. Os desenhos do cliente e os dados do produto são armazenados em um servidor interno criptografado com permissões de acesso hierarquizadas e registros de operação, permitindo rastreabilidade completa e proteção rigorosa da propriedade intelectual de nossos clientes.
Resumo
A compra de peças metálicas dobradas não padronizadas ao menor preço possível não se resume apenas à análise da cotação inicial do fornecedor . Os custos reais que determinam o resultado de um projeto estão ocultos na correção do retorno elástico do material, nas rejeições de montagem devido à soma das tolerâncias em diferentes passes e no caro polimento pós-processamento. Ao escolher uma fábrica profissional que tenha realizado simulações de DFM (Design for Manufacturing), utilize máquinas de dobra de cinco eixos de última geração e possua um sistema de controle de qualidade IATF 16949, você poderá eliminar grande parte desses potenciais problemas de margem de lucro. Isso, por sua vez, permitirá que você obtenha a melhor solução para o custo total de produção ao longo de todo o ciclo de vida do produto .
Gostaria de eliminar o retrabalho e os custos ocultos causados por projetos de dobra de componentes não padronizados? Basta nos enviar seus arquivos CAD 3D (compatíveis com os formatos STEP, IGES e DXF) e os especialistas em fabricação de precisão da LS Manufacturing fornecerão um orçamento gratuito e sem compromisso para produção em massa . Além disso, nossa equipe também elaborará uma Análise de Viabilidade de Fabricação (DFM) detalhada em até 24 horas. Confie em nós para proteger seu projeto com nossa comprovada fabricação de precisão com tolerância de até 0,005 mm!
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


