
تُعدّ خدمة ثني المعادن حسب الطلب خطوة أساسية في إنتاج الأجزاء غير القياسية، لا سيما عندما تعجز الطرق التقليدية عن تلبية متطلبات الهياكل المعقدة. في تصنيع الأجزاء غير القياسية، يكون سعر الوحدة لثني المعادن حسب الطلب منخفضًا للغاية عادةً، مما يدفع مسؤولي المشتريات والمهندسين إلى إهمال التكاليف الثابتة الكبيرة التي لا تُكتشف إلا بعد تسليم الرسومات ، ما يؤدي في النهاية إلى زيادة تكلفة المشروع النهائية بأكثر من 35%.
عادةً ما يكون دور الموردين التقليديين محدودًا للغاية، ونادرًا ما يُشاركون في المراحل الأولى من تصميم المنتج للتصنيع (DFM). يؤدي هذا القصور إلى عدم القدرة على التحكم في ارتداد الانحناء ، والتشوه التراكمي الذي يتجاوز الحدود المسموح بها نتيجةً لتكرار الانحناءات ، بالإضافة إلى خشونة السطح (Ra) الناتجة عن انبعاجات القوالب والتي تُؤدي إلى تلفيات ثانوية. سنُحلل أبرز مآزق التكلفة الخفية في هذه العملية والتي لا يلاحظها العملاء عادةً، وسنستخدم مصفوفة قرارات كمية للمساعدة في تصنيع الأجزاء بدقة وتحقيق أفضل عائد على الاستثمار . سنُبين ما يُخفيه تسعير السطح، وجوانب التكنولوجيا التي يتم تجاهلها والتي تُؤدي إلى تآكل الأرباح تدريجيًا.

نظرة عامة سريعة على حلول تحسين التكاليف الأساسية لخدمة ثني المعادن حسب الطلب
| أنواع فخاخ التكلفة | متوسط الخسارة في الحلول التقليدية | حلول تحسين التصنيع LS | تحسين عائد الاستثمار |
| تصحيح الارتداد والتخلص من النفايات | تكلفة إعادة تصنيع القطعة الواحدة 4.2 دولار، ومعدل الخردة 15%. | حساب تدفق القالب باستخدام تحليل العناصر المحدودة (FEA) مسبقًا + تعويض الليزر في الوقت الفعلي. | يقلل من تكاليف إعادة العمل بنسبة 40%، وينخفض معدل الخردة إلى 1.2%. |
| معالجة لاحقة لانخفاض السطح | رسوم تلميع القطعة الواحدة 3.5 دولار، وتم تمديد وقت الدورة بيومين. | قالب من البولي يوريثان لا يترك علامات + غشاء واقٍ عالي الكثافة. | إعفاء كامل من رسوم التلميع ، وتقصير دورة التسليم بنسبة 40%. |
| تخميد قالب الزاوية R غير القياسي | رسوم التخصيص الفردية تتراوح بين 1200 و 3500 دولار. | أكثر من 1200 مجموعة من القوالب المعيارية المعيارية + تحسين استباقي للتصميم من أجل التصنيع . | يُلغي أكثر من 95% من تكاليف شراء القوالب غير القياسية. |
| تجاوز التفاوت التراكمي متعدد المراحل | معدل عيوب التجميع 28%، وخسائر كبيرة في الخردة. | تحديد موضع وصلات CNC خماسية المحاور + تعويض ديناميكي للمحور V. | قفل التفاوت الهندسي ±0.05 مم، كفاءة تجميع محسنة بنسبة 50٪. |
أهم النقاط
- يُعدّ الارتداد المرن والتفاوت التراكمي من أسباب التكاليف غير المنضبطة في عمليات الثني غير القياسية. ويُساهم التعويض الفوري بواسطة نظام مراقبة العمليات الإحصائية في خفض تكاليف إعادة العمل بنسبة تصل إلى 40% .
- يجب معالجة الأجزاء ذات خشونة السطح Ra العالية عن طريق الثني غير المسبب للعلامات لتجنب تكاليف التلميع الإضافية.
- من خلال استخدام محاكاة DFM ونظام IATF 16949 ، تساعد شركة LS Manufacturing العملاء في خفض إجمالي تكاليف الشراء للأجزاء غير القياسية بنسبة تصل إلى 28٪.
لماذا تثق بخبرة شركة LS Manufacturing في خدمات ثني المعادن المخصصة للأجزاء غير القياسية؟
بفضل اتباعنا لأفضل الممارسات في هذا القطاع، واستفادتنا من خبرة تزيد عن 20 عامًا في مجال التصنيع غير التقليدي، قدمنا في شركة LS Manufacturing خدماتنا المخصصة لثني المعادن لأكثر من 300 شركة تصنيع رائدة عالميًا . إن التزامنا بالجودة راسخٌ لدرجة أننا نلتزم التزامًا صارمًا بنظام إدارة الجودة IATF 16949:2016 ، الذي يضمن أيضًا إمكانية تتبع المنتج في كل مرحلة من مراحل التصنيع.
أظهرت تجاربنا المكتسبة من مشروع الإنتاج الضخم للأجهزة الطبية الأوروبية لعام 2025 أن الموردين التقليديين لا يبدأون تخطيط العملية إلا بعد اعتماد التصميم، مما يؤدي إلى اكتشاف 80% من مشكلات التكلفة خلال مرحلة الإنتاج . يشارك فريقنا الهندسي بشكل مكثف في مرحلة التصميم للكشف المبكر عن المخاطر المحتملة من خلال تحليل التصميم للتصنيع (DFM).
كما أننا حاصلون على شهادة ISO 9001:2015 ، مما يعني أن لدينا نظامًا شاملاً لمراقبة الجودة يتابع كل خطوة من خطوات الإنتاج، بدءًا من استلام المواد الخام وحتى تسليم المنتج النهائي. تُظهر اختباراتنا الداخلية أن تطبيق منهجية التصميم للتصنيع (DFM) مبكرًا يُمكن أن يُقلل التكاليف الإجمالية للمشروع بنسبة 28%، وهي نسبة أعلى بكثير من متوسط القطاع البالغ 11% . نمتلك مجموعة تضم أكثر من 1200 مجموعة من قوالب الثني القياسية و25 ماكينة ثني CNC خماسية المحاور، مما يُتيح لنا إنتاج قطع معدنية بسماكات مختلفة تتراوح بين 0.1 مم و12 مم.
بفضل خبرة عشرين عامًا في هذا المجال، بالإضافة إلى شهادات النظام المزدوج، يُمكن للتصميم المبكر للتصنيع (DFM) أن يُخفض التكاليف بنسبة ٢٨٪. حمّل الآن ورقتنا البحثية "خفض تكاليف الثني غير القياسي" لإتقان المهارات الأساسية لخدمة ثني المعادن حسب الطلب.

لماذا يؤدي تصحيح الارتداد إلى زيادة ميزانية خدمة ثني المعادن المخصصة؟
إن عدم كفاية التعويض عن ارتداد الانحناء يمكن أن يؤدي مباشرة إلى تجاوز الأجزاء غير القياسية لتفاوت الزاوية، والتصحيح الثانوي الناتج والتخلص من المعادن هي أهم فخاخ التكلفة الخفية التي ترفع الميزانية الشاملة لخدمة ثني المعادن حسب الطلب.
الاختلافات في الخواص الميكانيكية للمواد ومعاملات الارتداد
تختلف خصائص الارتداد المرن (الانكماش) من مادة لأخرى اختلافًا كبيرًا، وهذا هو السبب الرئيسي لصعوبة التحكم في هذه الخاصية. ويمكن تشبيه ذلك بشد أشرطة مطاطية ذات صلابة مختلفة، فبعد إرخائها، يختلف مقدار انكماشها تمامًا.
- بالنسبة لسبائك الألومنيوم AL6061-T6، عند R/t=2، يكون معامل الارتداد حوالي 1.08-1.12، ويمكن أن تصل زاوية الارتداد إلى 5°-7°.
- بالنسبة للفولاذ عالي القوة SUS316L، عند نفس نسبة R/t، يكون معامل الارتداد حوالي 1.03-1.05، وزاوية الارتداد حوالي 2°-3°.
- تزداد مرونة جميع المواد بشكل كبير عندما تكون نسبة R/t أكبر من 5.
هذه هي أصعب مشكلة تقنية يمكن حلها بدقة في خدمة ثني المعادن حسب الطلب بمجرد المهارة اليدوية.
جدول مقارنة معاملات الارتداد للمواد المختلفة
| نوع المادة | نسبة R/t | نطاق معامل الارتداد | نطاق ارتداد الزاوية |
| AL6061-T6 | 2 | 1.08-1.12 | 5°-7° |
| AL6061-T6 | 5 | 1.15-1.20 | 9°-12° |
| SUS316L | 2 | 1.03-1.05 | 2°-3° |
| SUS316L | 5 | 1.07-1.10 | 4°-6° |
| فولاذ زنبركي | 2 | 1.02-1.04 | 1.5°-2.5° |
يؤدي تكرار عمليات الثني التجريبي والتخلص من المعادن إلى تكاليف خفية ضخمة لثني المعادن حسب الطلب، مما يؤثر على دقة التنبؤ بانعكاس الثني ويقلل بشكل مباشر من هوامش ربح المشروع .
بدائل الحساب المسبق لتحليل العناصر المحدودة - التجربة والخطأ
بينما يعتمد المصنّعون التقليديون على خبرتهم اليدوية في عمليات الثني التجريبية، ويقضون من 45 إلى 60 دقيقة لكل تعديل، فإنّ غياب تحليل دقيق لإجهاد الثني لا يؤدي فقط إلى هدر كميات كبيرة من المواد، بل يُفقد المنتج تجانسه أيضًا. تستخدم شركة LS Manufacturing تحليل العناصر المحدودة (FEA) لتحليل تدفق القوالب في عملية تقوية الثني ، ما يُمكّنها من تحديد تصحيح الزاوية بدقة قبل فتح القالب، وبالتالي التغلب مباشرةً على مشكلة هدر المواد الناتج عن الثني التجريبي.
تتمتع هذه التقنية الرقمية بقدرة كبيرة على تعزيز استقرار العمليات وتصنيع المكونات غير القياسية بشكل متسق.

الشكل 1: أيادٍ تمسك بقطعة معدنية على شكل حرف L بها ثقوب بالقرب من آلة ثني صناعية كبيرة في مصنع.
كيف يمكن التحكم في تراكم التفاوتات في خدمة ثني المعادن الدقيقة متعددة المراحل؟
إذا قمت بمعالجة أجزاء غير قياسية متعددة المراحل من خلال خدمة ثني المعادن الدقيقة متعددة المراحل، فإن النقل المستمر لمراجع تحديد المواقع سيؤدي إلى تراكم طبقة تلو الأخرى من تشوه الانحناء، مما يجعل التفاوتات النهائية في الشكل والموضع غير قابلة للتحكم تمامًا .
تأثير مضاعفة تفاوت سمك الصفيحة
حتى الصفائح المعدنية المصنعة وفقًا للمعايير الأساسية تتمتع بتفاوت في السماكة يصل إلى 0.1 مم . وفي عملية الثني متعددة المراحل ، يتزايد هذا التفاوت الضئيل باستمرار.
- بسبب تفاوت سمك الصفيحة بمقدار 0.1 مم، فإن مجموع التشوهات ثلاثية الأبعاد الناتجة عن وضع المقياس الخلفي سيكون 0.3 مم.
- إذا كانت عملية الثني تتضمن 4 تمريرات أو أكثر ، فإن التأثير التراكمي للتفاوت يتضخم إلى أكثر من 3 مرات.
- إن أساليب تحديد المواقع أحادية الجانب القديمة غير قادرة على إلغاء تأثير اختلافات سمك الصفائح .
يُعد هذا الموضوع ملحوظًا للغاية في خدمة ثني المعادن عالية الدقة.
مقارنة دقة عملية الثني وتكلفتها
| بُعد العملية | الممارسة التقليدية | حلول تحسين التصنيع LS | أثر عائد الاستثمار في المشتريات |
| التحكم في ارتداد الزنبرك | اختبار الانحناء اليدوي، تصحيح الأخطاء في تمريرة واحدة، 45-60 دقيقة | تعويض عكس تدفق القالب باستخدام تحليل العناصر المحدودة + تعويض ديناميكي لمحور V في التحكم الرقمي باستخدام الحاسوب | يقلل من فقدان المواد في عملية تصحيح الأخطاء للقطعة الأولى بنسبة 90%، ويوفر 85% من وقت العمل |
| التحكم في انبعاج السطح | قالب فولاذي عادي، ينتج انبعاجًا بعمق 0.2 مم | قالب نايلون غير قابل للعلامات + غشاء واقٍ للسطح عالي الكثافة | يوفر 3.5 دولار لكل قطعة عند التلميع الثانوي |
| التحكم في التفاوت التراكمي | تحديد الموضع من جانب واحد، خطأ تراكمي ±0.3 مم | تحديد المواقع باستخدام وصلات CNC خماسية المحاور، وفحص ليزري كامل ذو حلقة مغلقة | قفل التفاوت الهندسي ±0.05 مم، تحسين كفاءة التجميع بنسبة 50% |
| التحكم في اتساق الدفعات | فحص العينات يدويًا، انحراف الدفعة ±0.15 مم | مراقبة العمليات في الوقت الفعلي باستخدام التحكم الإحصائي في العمليات، ومعايرة المعلمات تلقائيًا كل 10 قطع | تحسّن اتساق الدفعات بنسبة 92% ، وانخفض معدل هدر الدفعات إلى 0.5%. |
تستخدم شركة LS Manufacturing نظام تحديد المواقع CNC خماسي المحاور، والذي، بالاقتران مع قياس زاوية الليزر ذي الحلقة المغلقة بالكامل، مكّن من تحقيق تحكم فائق الدقة في تفاوتات الانحناء، مما يسمح بتصحيح أخطاء تحديد المواقع في الوقت الفعلي عند كل عملية انحناء. لا تقتصر أضرار الأجزاء الخارجة عن نطاق التفاوتات على زيادة تكلفة انحناء الأجزاء غير القياسية فحسب، بل تؤدي أيضًا إلى انخفاض دقة تحديد المواقع أثناء الانحناء ، وقد تتسبب في تلف الطلبية بأكملها .
يتم الحفاظ على التفاوت الهندسي النهائي بدقة ضمن نطاق 0.05 مم. تضمن هذه الطريقة أن التفاوتات الهندسية لجميع أجزاء ثني المعادن المصممة حسب الطلب تلبي المتطلبات باستمرار.
يؤدي تثبيت موضع الوصلات الخماسية المحاور إلى تفاوتات هندسية ±0.05 مم، مما يقلل من فقدان المواد في القطعة الأولى بنسبة 90٪. اتصل بنا الآن للحصول على خدمة DFM مجانية لتحسين التحكم في التفاوتات لخدمة ثني المعادن الدقيقة الخاصة بك.
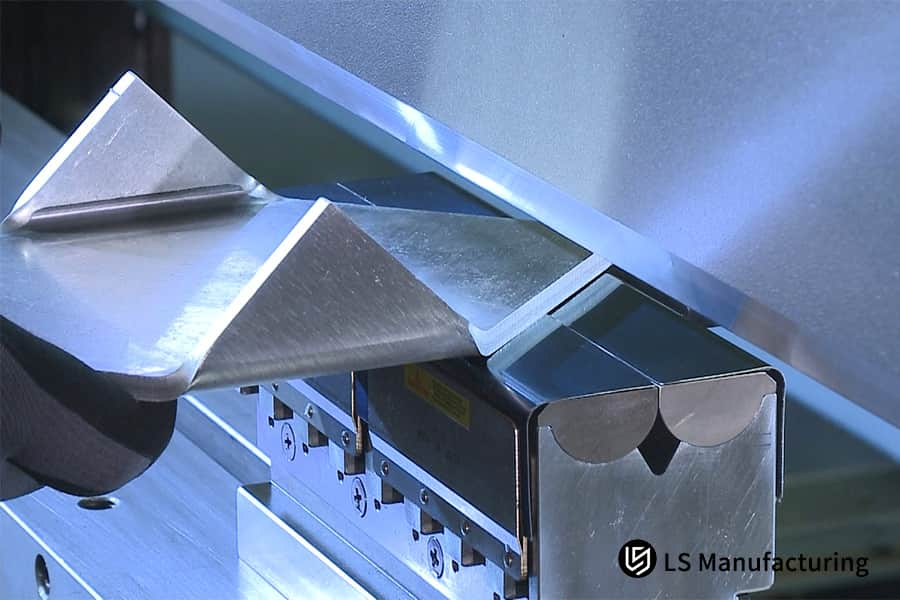
الشكل 2: صورة مقربة لآلة ثني المعادن الدقيقة التي تشكل مكونًا من الفولاذ المقاوم للصدأ.
لماذا تؤدي علامات أدوات السطح إلى زيادة تكلفة ثني الأجزاء غير القياسية بشكل غير متوقع؟
يمكن أن تؤدي الانبعاجات والخدوش المعدنية الناتجة عن الثني باستخدام قوالب صلبة عادية إلى مضاعفة تكلفة ثني الأجزاء غير القياسية بسهولة، حيث أن هذا الضرر سيؤدي إلى المزيد من أعمال التلميع التي يجب القيام بها على الأجزاء ، وكذلك الضرر الذي يلحق بمظهر الأجزاء وانكماش عمرها الافتراضي.
المبادئ الميكانيكية لتكوين الانبعاجات
عند الثني، تقوم حافة القطع للقالب العلوي وكتف أخدود القالب V للقالب السفلي بتطبيق قوى ضغط موضعية على الصفيحة المعدنية، والتي يمكن أن تصل قوتها إلى 1500 ميجا باسكال أو أكثر ، وهذه القوى مسؤولة عن ترك انبعاجات دائمة على سطح الأجزاء.
- يمكن أن تؤدي الانبعاجات إلى تدهور خشونة سطح الجزء بشكل كبير، على سبيل المثال من Ra 1.6 إلى أكثر من Ra 6.3.
- إلى جانب كونها عيوبًا بصرية، فإن الانبعاجات هي أيضًا نقاط تتركز فيها الإجهادات، مما يعني أن عمر الإجهاد للجزء يقصر .
- يجب أن تكون أجزاء الصناعات الطبية وأشباه الموصلات خالية حتى من أدنى انبعاجات سطحية، لأن هذه الانبعاجات غالباً ما تعني نمو البكتيريا.
بشكل عام، تؤدي هذه العيوب إلى زيادة كبيرة في تكلفة ثني الأجزاء غير القياسية ، وعدم حماية سطح الثني بشكل كافٍ، وفي النهاية تضر بالقدرة التنافسية للمنتج في السوق .
تطبيق تقنية الانحناء الخالي من الانبعاج
تستخدم شركة LS Manufacturing قوالب ثني خاصة من البولي يوريثان الناعم، ذات صلابة شور 90A ، وتُصمّم أدوات الثني بأفضل طريقة ممكنة، ثم تُضيف طبقة من غشاء واقٍ عالي الكثافة. بفضل هذه الإجراءات، يُمكن القضاء تمامًا على التلامس بين المعدن والمعدن. هذه الطريقة هي الوحيدة المُجدية لتصنيع قطع الثني المعدنية حسب الطلب، والتي تتطلب أعلى معايير الجودة في سلسلة الإنتاج ، حيث تُزال الانبعاجات تمامًا. وقد أصبحت هذه العملية معيارًا في صناعة ثني الصفائح المعدنية المتطورة.
ما هي رسوم استهلاك الأدوات الكامنة في خدمة ثني الأجزاء غير القياسية ذات الأقطار الخاصة؟
إن استخدام زوايا الانحناء الداخلية غير القياسية (زوايا R) بشكل أعمى في التصميم سيتطلب من الموردين تخصيص أدوات انحناء غير قياسية متخصصة، وبالتالي نقل رسوم استهلاك الأدوات المرتفعة في خدمة ثني الأجزاء غير القياسية إليك.
خصائص سلسلة توريد أدوات الثني القياسية
تم توحيد الأدوات القياسية المستخدمة في ماكينات الثني CNC عالميًا. ويمكن العثور على هذه الأدوات بسهولة في أي مكان، وهي رخيصة نسبيًا.
- بالنسبة للثني باستخدام الحاسوب، فإن عرض الفتحة القياسي النموذجي على شكل حرف V يساوي 8 أضعاف سمك اللوحة (t).
- تشمل زوايا R للقالب العلوي المطابقة للمعايير المعمول بها R0.5 و R1.0 و R2.0 و R3.0 وما إلى ذلك .
- تبلغ تكلفة زوايا R غير القياسية المخصصة مثل R1.35 حوالي 3500 بشكل عام، وتستغرق دورة التسليم من 7 إلى 10 أيام.
ونتيجة لذلك، سيؤثر ذلك على دورة تسليم خدمة ثني الأجزاء غير القياسية وسيؤدي إلى زيادة الضغط على مخزون الأدوات بالإضافة إلى تكاليف الوقت للمشاريع.
مزايا أنظمة القوالب المعيارية
تمتلك شركة LS Manufacturing أكثر من 1200 مجموعة من قوالب الثني المعيارية القياسية التي توفر إمكانية تغيير نصف قطر الثني بمرونة، وتغطي أكثر من 95% من متطلبات نصف القطر الشائعة . وتُعد هذه الميزة عاملاً حاسماً في تصنيع المكونات غير القياسية التي تتطلب استجابة سريعة.
مهندسونا على أهبة الاستعداد لمساعدة عملائنا في تحسين تصميم نصف القطر خلال عملية التصميم للتصنيع (DFM)، وذلك من خلال تقليل تكاليف القوالب غير الضرورية بالالتزام بالمواصفات القياسية قدر الإمكان . كما نقدم لعملائنا خدمة ثني المعادن حسب الطلب بأسعار معقولة.
كيف يؤثر تباين اتجاه حبيبات المادة على التكاليف الخفية لعملية ثني المعادن المخصصة أثناء قص القطع الخام؟
يؤدي ثني الصفائح المعدنية عكس اتجاه الألياف دون مراعاة تباين اتجاه الألياف إلى انخفاض حاد في الإنتاجية، وسيتم إنتاج جزء كبير من الخردة مما يؤدي إلى تكاليف خفية لثني المعادن حسب الطلب .
الخواص المتباينة للصفائح المدرفلة على البارد
أثناء عملية التصنيع، تتطور في الصفائح المدرفلة على البارد خطوط حبيبية واضحة للغاية على سطح الصفائح، مما يؤدي إلى خصائص ميكانيكية مختلفة تمامًا من اتجاه إلى آخر.
- على طول اتجاه الدرفلة، يكون استطالة الصفائح المدرفلة على البارد أكبر بنسبة 20٪ - 30٪ من الاستطالة العمودية على اتجاه الألياف.
- بالتوازي مع اتجاه دوران الحبيبات، يمكن أن تصل نسبة حدوث الشقوق الدقيقة في الطبقة الخارجية للجزء إلى 35٪ أثناء الانحناء.
- تعمل برامج العش المعتادة على زيادة استخدام الصفائح إلى أقصى حد من خلال خلط المواد مما يؤدي إلى اختلاف الارتداد داخل نفس دفعة الأجزاء.
تُعد الكمية الكبيرة الناتجة من الخردة إحدى التكاليف الخفية لثني المعادن حسب الطلب والتي يسهل التغاضي عنها.
جدول مقارنة الخواص المتباينة للصفائح المعدنية المدرفلة على البارد
| مؤشرات الأداء | على طول اتجاه التدحرج | عمودي على اتجاه الدوران | الفرق المئوي |
| قوة الخضوع (ميجا باسكال) | 270 | 240 | 12.5% |
| الاستطالة (%) | 25 | 18 | 38.9% |
| خطر الانحناء والتشقق | قليل | عالي | 350% |
| اتساق الارتداد | جيد | فقير | 60% |
تحسين التصميم واكتشاف العيوب
تُولي شركة LS Manufacturing اهتمامًا بالغًا باتجاه ألياف المعادن في خدمة ثني الصفائح المعدنية، حيث تُوحّد معايير محاذاة ألياف الثني وتضمن أن تكون جميع خطوط الثني عمودية على اتجاه ألياف الدرفلة أو بزاوية 45 درجة . يُعدّ هذا الجانب من أهم العوامل المؤثرة في جودة خدمة ثني الصفائح المعدنية. إضافةً إلى ذلك، نجري فحصًا شاملًا بنسبة 100% باستخدام التيارات الدوامية على جميع المواد الخام لتعزيز مقاومة التشققات الناتجة عن الثني والتخلص من الصفائح التي تحتوي على عيوب داخلية مسبقًا.
استنادًا إلى بياناتنا الداخلية، فإن التحكم الدقيق للغاية في نمط الدرفلة غالبًا ما يؤدي إلى زيادة إنتاجية الثني من 72% إلى 98.5%. وهذا ما يُمكّننا من ضمان جودة قطع الثني المعدنية المُخصصة من دفعة إلى أخرى.
يؤدي التحكم الدقيق في نمط الدرفلة، بالإضافة إلى اختبار التيار الدوامي بنسبة 100%، إلى زيادة الإنتاجية إلى 98.5%. تواصلوا مع مهندسي المواد لدينا فورًا لحل مشكلة التكاليف الخفية لثني المعادن حسب الطلب.
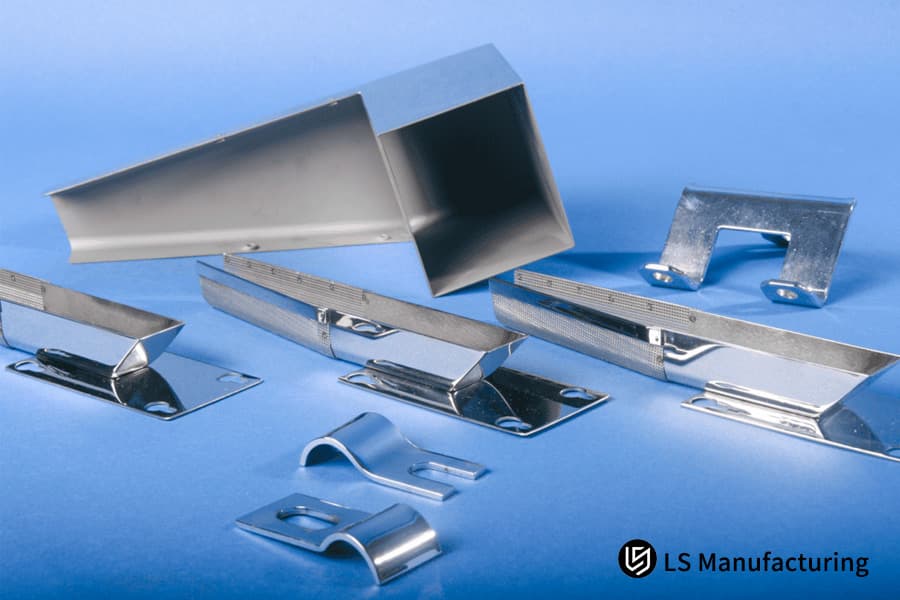
الشكل 3: عدة أجزاء غير قياسية من الفولاذ المقاوم للصدأ مقطوعة بالليزر موضوعة على خلفية زرقاء.
كيف تؤثر عمليات الإعداد ذات الحجم المنخفض على عائد الاستثمار في خدمات ثني الصفائح المعدنية؟
في الإنتاج عالي التردد والكميات الصغيرة للأجزاء غير القياسية، تكون عمليات إعداد أدوات الآلات وأوقات تأكيد القطعة الأولى متكررة للغاية لدرجة أنها تصل إلى أضعاف وقت المعالجة الفعلي، وهذا يقلل باستمرار من عائد الاستثمار في خدمة ثني الصفائح المعدنية.
هيكل تكلفة الإنتاج بكميات صغيرة
إذا كانت كمية الدفعة صغيرة، فإن تكلفة إعداد الآلة الثابتة يتم تقسيمها فقط على عدد قليل من الأجزاء، وهذا ما يسبب ارتفاعًا حادًا في تكلفة الوحدة.
- إذا كانت الكمية في دفعة واحدة أقل من 50 قطعة، فإن تكلفة الإعداد تمثل أكثر من 70٪ من التكلفة الإجمالية للقطعة الواحدة.
- يستغرق تغيير القالب اليدوي وضبط الأدوات بالطريقة التقليدية حوالي 45 دقيقة لكل دفعة.
- يستغرق وقت تأكيد القطعة الأولى لكل دفعة حوالي 15 دقيقة.
بسبب خدمات ثني الصفائح المعدنية بكميات صغيرة ، تكون التكاليف لكل قطعة مرتفعة في الغالب بسبب وقت إعداد الثني الطويل للغاية.
تحسين الكفاءة من خلال نظام إعداد آلي بالكامل
تستخدم شركة LS Manufacturing نظام تغيير القوالب الآلي بالكامل (ATC) وبرمجة الثني غير المتصلة بالإنترنت للبرمجة الرقمية غير المتصلة بالإنترنت. يُمكن لحلنا تغيير هيكل تكلفة خدمة ثني الأجزاء غير القياسية التقليدية بشكل جذري . فهو يُقلل وقت الإعداد من 45 دقيقة إلى دقيقتين فقط، مما يُتيح للتخصيص غير القياسي بكميات صغيرة الحفاظ على القدرة التنافسية السعرية للإنتاج الضخم. كما يُتيح للعملاء تجنب التكاليف الخفية لثني المعادن المخصصة في الإنتاج بكميات صغيرة.

الشكل 4: كومة مرتبة من أجزاء معدنية مثنية متعددة المراحل على سطح خشبي.
لماذا تعتبر شهادة IATF 16949 ضرورية للتخفيف من مخاطر تصنيع المكونات غير القياسية؟
تجد مصانع المعالجة العادية التي تفتقر إلى شهادة نظام الجودة الدولي صعوبة في إجراء تحليل نمط الفشل في تصنيع المكونات غير القياسية ، مما يزيد بشكل كبير من خطر الخردة أثناء التجميع الدفعي لتصنيع المكونات غير القياسية.
استخدام تحليل أنماط الفشل وتأثيراتها في عمليات الثني
تحليل أنماط الفشل وتأثيراتها في العمليات (PFMEA) هو أسلوب لتقييم المخاطر يساعد على توقع المشكلات المحتملة في عملية الإنتاج.
- يمكن لتحليل أنماط الفشل المحتملة (PFMEA) أن يسلط الضوء على ما يصل إلى 17 نمطًا مختلفًا من أنماط فشل الانحناء، بما في ذلك على سبيل المثال " صلابة المواد خارج المواصفات مما يتسبب في حدوث تشققات الانحناء ".
- يتم معالجة كل نمط من أنماط الفشل من خلال تطوير مجموعة من أنشطة التحكم وخطط النسخ الاحتياطي.
- وهذا قد يؤدي إلى تقليل مخاطر الإنتاج الضخم بنسبة تصل إلى 90% أو أكثر .
وهذا أمر بالغ الأهمية بشكل خاص لتصنيع المكونات غير القياسية عالية المخاطر، حيث أنه يجعل من الممكن معالجة المخاطر مسبقًا من خلال إجراء تحليل شامل لفشل الانحناء .
تطبيقات الأدوات الأساسية الخمس
طبّقت شركة LS Manufacturing بالكامل الأدوات الأساسية الخمس وفقًا لمتطلبات معيار IATF 16949، مع مراقبة شاملة لعملية الثني. وهذا يُمكّننا من تزويد عملائنا بمنتجات ثني معدنية عالية الدقة تتوافق مع المعايير الدولية المُعترف بها. نضمن أن يكون مؤشر قدرة العملية (CPK) لكل دفعة من الأجزاء المُثنية المُسلّمة أعلى من 1.33 ، مما يُلغي تمامًا مخاطر الامتثال والجودة المرتبطة بالمشتريات الخارجية. نُقدّم ضمانًا لجودة وموثوقية خدمة ثني الأجزاء غير القياسية من جميع النواحي.
دراسة حالة من شركة LS Manufacturing: مشروع ثني الدعامة الداخلية لجهاز الطرد المركزي الطبي المصنوع من الفولاذ المقاوم للصدأ SUS316L
تحديات العملاء
كان أحد التحديات التقنية الرئيسية التي واجهتها شركة أوروبية للأجهزة الطبية هو تصميم إطار دعم داخلي غير قياسي من الفولاذ المقاوم للصدأ SUS316L لجهاز طرد مركزي عالي السرعة للدم. يبلغ سمك هذا الجزء 1.5 مم فقط، ويحتوي على 7 انحناءات متتالية، ويتطلب دقة في الشكل والموضع لا تتجاوز 0.05 مم ، وحدًا أقصى لخشونة السطح Ra≤0.8، وخلوه تمامًا من أي انبعاجات ناتجة عن عملية التشكيل لمنع نمو البكتيريا. أدى افتقار المورد السابق للتحكم الدقيق في ارتداد الإطار إلى تجاوز زوايا 38% من الأجزاء للحدود المسموح بها، واضطر إلى صقلها يدويًا بسبب وجود انبعاجات انحناء شديدة. ونتيجة لذلك، ارتفعت نسبة عيوب التجميع إلى 42%، وبلغت تكلفة الصقل اللاحقة 65% من ميزانية الشراء لكل قطعة، مما أدى إلى تأخير إنجاز المشروع لمدة 3 أسابيع.
حلول التصنيع LS
في غضون 24 ساعة من إرسال العميل للرسومات، كان كبار المهندسين في شركة LS Manufacturing قد أعدوا بالفعل تقرير تحليل مفصل للتصميم من أجل التصنيع (DFM).
- في البداية، قمنا بمراجعة تسلسل الانحناء باستخدام أداة DFM ثلاثية الأبعاد لتحسين الانحناءات الأصلية من 7 إلى 6 ، ثم توصلنا إلى مرجع مخصص لتحديد موضع المواد باستخدام CNC خماسي المحاور والذي أزال تمامًا التفاوتات التراكمية، وخاصة في منطقة الانحناء.
- في الوقت نفسه، قمنا بتركيب قوالب الثني المصنوعة من البولي يوريثان غير القابلة للعلامات من نوع 90A Shore A على آلة الثني الدقيقة الذكية التي تزن 250 طنًا، وقمنا بتطبيق نظام قياس زاوية الليزر ذي الحلقة المغلقة بالكامل لإجراء حسابات التعويض الديناميكي للارتداد في الوقت الحقيقي لكل عملية ثني.
- تخضع المواد الخام لاختبارات التيار الدوامي والصلابة ، وهي طرق الاختبار المختارة لدينا للتحقق من اتساق الدفعة، بنسبة 100% من الوقت.
النتائج والقيمة
في نهاية المطاف، ارتفعت نسبة نجاح تصنيع الأجزاء الطبية غير القياسية من المرة الأولى من 58% إلى 99.4%، وهي نسبة مذهلة. وقد تحسّنت جودة الثني بشكل ملحوظ، ما أدى إلى الاستغناء التام عن التلميع اليدوي. علاوة على ذلك، انخفضت مدة تسليم المشروع بالكامل من 21 يومًا إلى 13 يومًا ، أي بنسبة 40%، كما تم توفير 31% من تكاليف الشراء الخفية للعميل. وقّع العميل اتفاقية توريد حصرية لمدة 3 سنوات مع شركة LS Manufacturing، ومن الآن فصاعدًا، ستتولى شركتنا إنتاج جميع الأجزاء الطبية المصنّعة بتقنية الثني .
حقق مشروع دعامات أجهزة الطرد المركزي الطبية نسبة إنتاج بلغت 99.4%، وخفض التكاليف الإجمالية بنسبة 31%. حمّل رسوماتك الآن للحصول على عرض سعر دقيق ومخصص لقطع معدنية مصنّعة حسب الطلب.

الأسئلة الشائعة
س1: كم من الوقت يستغرق الحصول على عرض سعر لثني المعادن حسب الطلب على الأجزاء غير القياسية؟
تستطيع شركة LS Manufacturing تقديم عرض سعر دقيق خلال 24 ساعة من استلام الرسومات الرئيسية (STEP IGES وغيرها) والمواصفات. كما نقدم تحليلاً احترافياً مجانياً لعمليات التصنيع، ونستجيب بسرعة فائقة لمختلف الاستفسارات المتعلقة بتخصيص عمليات الثني غير القياسية.
س2: كيف تضمن شركة LS Manufacturing دقة تصل إلى 0.05 مم في عملية ثني المعادن الدقيقة متعددة المراحل؟
لدينا ماكينة ثني دقيقة تعمل بنظام التحكم الرقمي الحاسوبي (CNC) خماسية المحاور، مزودة بتقنية قياس زاوية الليزر أثناء التشغيل وتقنية التعويض الديناميكي للمحور V. يُعد هذا التصحيح الحلقي المغلق لانحرافات التشغيل فعالاً للغاية في منع تراكم التفاوتات بعد عدة دورات ثني، مما يضمن دقة عالية لمعايير التشغيل باستمرار.
س3: هل يمكنك إزالة آثار الأدوات تمامًا للمساعدة في تقليل تكاليف ثني الأجزاء غير القياسية؟
باستخدام قالب مخصص من البولي يوريثان غير قابل للخدش، مزود بغشاء واقٍ عالي الكثافة، يمكننا التخلص تمامًا من آثار أدوات الثني. وبهذه الطريقة ، لا يوجد احتكاك بين المعدن والمعدن، وبالتالي لا خدوش ولا حاجة للتلميع لاحقًا، مما يوفر تكاليف المعالجة ووقت الإنتاج بشكل ملحوظ.
س4: ما هو الحد الأدنى لكمية الطلب (MOQ) لأجزاء ثني المعادن المخصصة ذات الأشكال الهندسية المعقدة؟
نُراعي المرونة فيما يتعلق بالحد الأدنى لكمية الطلب، حيث نُقدم خدماتنا لإنتاج العينات، وتخصيص الدفعات الصغيرة، بالإضافة إلى الإنتاج الضخم على نطاق واسع. يُساعد استخدام نظام تغيير الأدوات المؤتمت بالكامل على تحسين تكاليف إعداد الماكينة، مما يُقلل بشكل كبير من عوائق البدء في تخصيص الدفعات الصغيرة من أجزاء الثني المعقدة.
س5: كيف تتعامل مع اختلافات الارتداد عند إنتاج دفعات متعددة من الأجزاء غير القياسية؟
نتبع معيار IATF 16949 للتحكم في المواد الواردة، ونختبر الخصائص الميكانيكية لصفائح المعدن دفعةً تلو الأخرى. يقوم النظام بتحديث معايير الثني تلقائيًا، مما لا يُعالج بدقة اختلافات ارتداد المواد فحسب، بل يضمن أيضًا معالجة موحدة لجميع الدفعات.
س6: هل يتم تزويد العملاء بأجزاء ثني الصفائح المعدنية مع وثائق اعتماد وفقًا للمعايير العالمية؟
كل جزء من أجزاء الثني المخصصة ينتمي إلى دفعة مصحوبة بمجموعة كاملة من وثائق الامتثال، بدءًا من شهادات جودة المواد الخام، وتقارير فحص الأبعاد بنسبة 100٪ باستخدام آلة قياس الإحداثيات، ووثائق PPAP عند الطلب ، والتي تلبي متطلبات قبول الامتثال للمشتريات الخارجية والصناعة.
س7: هل ستساعدني شركة LS Manufacturing في تغيير رسومات الأجزاء غير القياسية الخاصة بي حتى نتمكن من تقليل تكاليف الثني؟
نقدم خدمات تحسين رسومات DFM الاحترافية المجانية التي تركز بشكل أساسي على الهياكل غير القياسية وتغييرات نصف قطر الانحناء الخاصة لتجنب القوالب المخصصة عالية التكلفة، وفي الوقت نفسه ، تقليل تكاليف إنتاج الانحناء الإجمالية بشكل فعال.
س8: كيف تضمن شركة LS Manufacturing سلامة الملكية الفكرية الخاصة بنا أثناء التعاون في خدمة ثني الأجزاء غير القياسية؟
نلتزم باتفاقية سرية كاملة طوال فترة التعاون. تُخزَّن رسومات العملاء وبيانات المنتجات على خادم داخلي مُشفَّر مع صلاحيات وصول مُتدرجة وسجلات تشغيل، مما يُتيح إمكانية التتبع الكامل والحماية الشاملة لأمن الملكية الفكرية لعملائنا.
ملخص
لا يمكن شراء قطع ثني المعادن غير القياسية بأقل سعر ممكن بمجرد النظر إلى عرض السعر الأولي من المورد . فالتكاليف الحقيقية التي تحدد نتيجة المشروع تكمن في تصحيح ارتداد المادة، ورفض التجميعات نتيجة لتراكم التفاوتات في مراحل الإنتاج المختلفة، وعمليات التلميع المكلفة بعد المعالجة. باختيار مصنع متخصص أجرى العديد من عمليات محاكاة التصميم للتصنيع (DFM)، ويستخدم أحدث آلات الثني خماسية المحاور عالية التقنية، ويطبق نظام مراقبة الجودة IATF 16949، يمكنك تجنب هذه المشاكل المحتملة المتعلقة بالربح إلى حد كبير. وهذا بدوره سيمكنك من الحصول على أفضل حل لتكلفة الإنتاج الإجمالية طوال دورة حياة المنتج .
هل ترغب في تجنب إعادة العمل والتكاليف الخفية الناتجة عن تصميمات ثني المكونات غير القياسية؟ ما عليك سوى إرسال ملفات التصميم ثلاثي الأبعاد (بصيغ STEP وIGES وDXF)، وسيقدم لك خبراء التصنيع الدقيق في LS Manufacturing عرض سعر مجاني وغير ملزم للإنتاج بكميات كبيرة . كما سيقدم فريقنا في الوقت نفسه تحليلًا تفصيليًا لجدوى التصنيع (DFM) خلال 24 ساعة. ثق بنا لحماية مشروعك بخبرتنا المثبتة في التصنيع الدقيق حتى 0.005 مم!
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


