カスタム3Dプリントサービスこれは高精度のプロトタイプにとって重要ですが、少量の印刷物では最大 30% が、プロセスヒューリスティックが不十分な結果、予算の問題や変形に直面します。これは主に、PA12 の結晶収縮現象とフォトポリマーの硬化中の応力集中が無視されていることに関連しており、事前の推定に科学的根拠がありません。
LS Manufacturing のカスタム 3D プリンティング サービスは、±0.05mm の公差制御と反り防止設計により、SLS および SLA プロセスにおける最大 30% の変形と予算超過の問題を完全に解決する高精度の製造ソリューションです。LS Manufacturing の DFM 専門家は、コストの最適化と寸法の観点からお客様の設計を最大限に活用します。
カスタム 3D プリント: SLS と SLA のコストと反りのガイド
| 決定要因 | SLS (選択的レーザー焼結) | SLA (光造形) |
| 材質の種類 | 樹脂粉末(PA12、PA11、PA12-GF)。 | フォトポリマー樹脂材料 (標準、堅牢、キャスタブル、歯科用)。 |
| 一般的な許容差 | 最小公差±0.2mm。±0.1mmキャリブレーションにより可能です。 | ±0.1mm最小許容誤差。±0.05mm小さな機能に。 |
| 表面仕上げ | 釉薬、粒状(Ra 6-10μm)。生産後の研磨が必要です。 | 研磨面(Ra 1.5-3μm)。射出成形と同様の仕上がりになります。 |
| 反りのリスク | 最小限。粉末の焼結層からの固有の支持構造。 | かなりの反りのリスク。薄い/平らな部分は紫外線にさらされると反ります。 |
| 部品あたりのコストの傾向 | 費用対効果が高い高い充填密度;コストはビルド ボリュームの使用率によって異なります。 | 合理的3Dプリントのコスト;樹脂材料の使用量と剥離作業に依存します。 |
| 最優秀アプリケーション | 機能的なプロトタイプ、リビング ヒンジ、ダクト、スナップフィット アセンブリ。 | 高品質なビジュアル、マスターパターン、薄壁のエンクロージャ。 |
重要なポイント:
- 反りは形状の問題であり、機械の問題ではありません:SLA の大きく平らな表面には、カールを防ぐために重い支持構造が必要です。SLS は排除しますこの懸念は完全に粉末床が自然な支持体として機能するためです。
- コスト効率は梱包密度に依存します:SLS は、ビルド チャンバーに高密度に詰め込まれている場合、パーツあたりのコストが大幅に安くなります。複数のパーツ。 SLA コストは、梱包に関係なく、パーツごとに直線的になります。
- 表面仕上げと機械的強度:SLA は表面品質で勝利を収めます (Ra1.5~3μm) しかし、耐衝撃性と破断伸びに関しては SLS が優れています。プロトタイプの見栄えを良くする必要があるか、取り扱いに耐えられる必要があるかに基づいて選択してください。
- 耐性はトレードオフです:SLA は、より厳しいベースライン許容値を提供します (±0.1mm)ただし、大きな部品では反りの影響を受けやすくなります。SLSビルドボリューム全体にわたってより一貫した寸法安定性を提供します。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
たくさんの比較が行われましたSLSとSLAの間文学で出会うかもしれません。この比較はユニークです。これは、両方の方法を毎日使用し、実際に反りやコストの分析を自分たちで行う当社のアプリケーション エンジニアによって行われます。寸法安定性を評価するための当社のアプローチは、米国精密工学協会(アスペ)。
私たちは製造しますコンポーネントミクロンレベルの精度の部品を必要とする用途に最適です。光学ハウジングLiDARシステム航空宇宙用途では、次の公差で製造する必要があるサージカル ガイド±0.05mm、および材料特性とプロセス検証が、によって普及された光物理学の知識に依存する医療診断用流体マニホールド。国際光学・フォトニクス学会(スパイ)。
コストと反りに関する当社の経験は、SLS ナイロンのカールを防ぐための方向性を習得した何千もの製造から得たものです。、SLA における速度と表面仕上げの最適なバランス、および寸法安定性のための適切な焼きなましスケジュール。当社は、お客様が最適なテクノロジーを選択し、寸法の不安定性、予期せぬ費用のかかる問題、予算の増加に伴う高価な問題を回避できるよう、製造ノウハウに基づいた洞察を提供します。
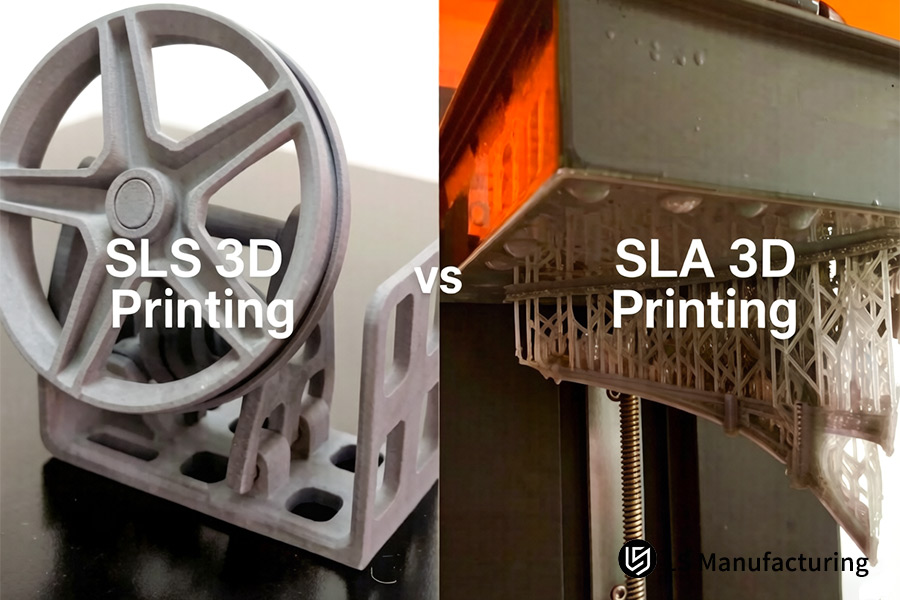
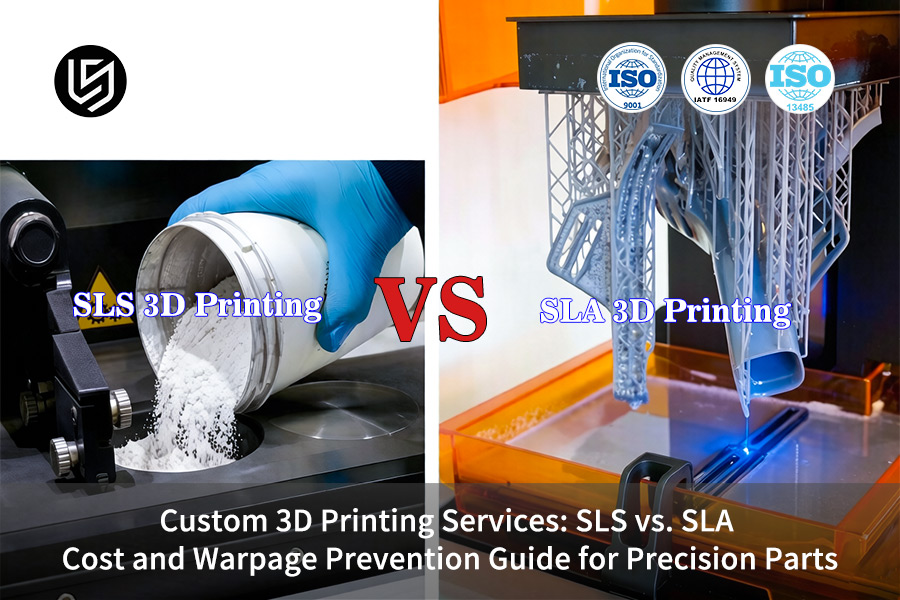
図 1: カスタム 3D プリント サービスは、SLS ナイロンと SLA 黒色樹脂を使用してホイール ブラケットを作成します。
カスタム 3D プリント サービス中に精密部品が歪むのはなぜですか?
精密部品の加工時の歪みカスタム3Dプリントサービス主に、熱効果や重合収縮時の不均一な応力緩和が原因で発生します。同じレベルを維持するには、これらの基本原則を知ることが重要です。3D プリント部品の品質印刷プロセスが行われる前でも寸法の歪みを予測することにより、これにより、最大で30%再加工費用が節約されます。
| パラメータ | SLS(PA12) | SLA(樹脂) |
| プロセス温度 | 170~180℃レーザー選択溶融による粉末床 | UV オーブンでポストキュアを行う室温印刷 |
| 一次変形 | 原因 焼結領域から低温粉末までの高い温度勾配により、通常の温度で 1.5% を超える異方性収縮が発生します。SLS 3D プリント サービス | 後硬化中の架橋により、微小体積収縮が発生します。0.8%~1.2% |
| 重大なジオメトリのリスク | 平らな表面では、不均一な冷却によりエッジが丸まるリスクがあります。 | 内部応力の解放は、薄い壁とサポートされていないカンチレバーで発生します。SLA 3D プリント サービス |
| 典型的な歪みスケール | 部品測定におけるマクロスケール (>1mm)100mm以上 | マイクロスケール (<0.1mm) はめあい公差に影響を与える |
| 物質的な挙動 | 半結晶性ポリマー材料の方向性結晶化収縮 | 等方性非晶質樹脂の収縮を不均一に実現3D プリンティングの公差制御 |
それを認識することで反り防止3Dプリントテクノロジーに基づいたさまざまな方法が必要な場合は、次のようなジオメトリ最適化方法を適用できます。1.5%SLS 大型部品の場合はスケーリング、SLA 部品の場合は 3 mm 未満の同等の壁厚で、不良品の割合を最大まで削減します。40%。したがって、コストを最小限に抑えることができます。高精度3Dプリントプロジェクトの認定プロセスをスピードアップするだけでなく、3Dプリンティングの欠陥解析。

エンジニアは、少量生産の場合、SLS と SLA の 3D プリント コストのバランスをどのようにとるべきでしょうか?
選択中SLA よりも SLS小規模な生産では、収益性の正確な点を判断するためにコスト分析が必要になります。安くなる時期の正確な数字が表示されるので、無駄な出費を防ぐことができます。50%自分の選択のせいで必要以上に。に関係する 3 つの基本的なコスト要因を調査します。迅速な 3D プリント決定事項: 複雑さ、梱包効率、追加の仕上げステップ。
単一ユニットの柔軟性と労働力のスケーリング
SLA は、次の場合に最も経済的なプロセスとなります。試作部品が 5 個未満サポートの直接硬化に伴う予熱が必要ないため、多数の製品を作成する必要があります。しかし、個々の部品はサポートを除去し、研磨する必要があります。30%総生産コストのうち。
すぐに節約できる可能性があります最初のいくつかのプロトタイプしかし、試作品の数が増えると人件費も比例するため、それは不可能になります。これを実現する唯一の方法は、以下を比較することです。SLS と SLA の 3D プリントコストあなたの特定のデザインに合わせて。
ネスト密度がバッチエコノミーを促進
非焼結粉末は、SLS の自然な支持構造として機能します。したがって、3 次元すべてに充填密度が存在します。同一の箱を 20 個印刷すると仮定すると、エネルギーと加熱ガスのコストは 20 個の部分に配分されます。市場データに基づく (中小企業2025)、20 ユニットを超えると、ユニットあたりのコストが切り替わり、SLS が優先されます。35%~50%。
を取得することで、3Dプリント費用の見積もりポストプロダクションからのマシン時間を分析すると、この切り替えポイントを簡単に確認できます。これを理解すると、より良いものを考えつきやすくなります産業用3Dプリンティング戦略。
後処理が総支出の大部分を占める
アプリケーションがマットな表面を許容する場合、SLS は、30%人件費が完全にかかります。化粧品グレードの部品の場合、SLA の研磨ステップでは 1 個あたりの時間が追加されます。を選択するカスタムパーツメーカー仕上げ用に個別の品目価格が提供されるため、実際のコスト要因に基づいて決定できます。この透明性により、コスト効率の高い 3D プリント特に射出成形への橋渡しの場合、隠れた労力を必要とせずに最終用途部品を製造できます。
費用対効果の高い方法で適切なものを選択できるようになりましたカスタム3Dプリントサービス量、複雑さ、仕上げの要件に基づいて決定します。 20 個の基準と後処理の労力を考慮すると、常に節約できます。35~50%機能的なプロトタイプを作成する場合、または本格的な生産に移行する場合。データに基づいたアプローチでコストを最適化する意思決定を行うことができます。プロトタイプ 3D プリント プロジェクト。
薄壁ナイロン構造の反り防止 3D プリントを最適化するパラメータは何ですか?
変形時の制御3Dプリントこの SLS 技術では、ドローンのフレームやロボット本体の構築に利用されるナイロンの薄壁が不可欠です。このセクションでは、次の条件を達成できる 3 つの基準を示します。反りゼロの SLS 3D プリンティング高アスペクト比の部品。
精密な粉体床予熱
- 目標温度:目標温度以内3℃Tmの下。
- 安定性:変動は以下を超えてはなりません±0.2℃。
- あなたのメリット:熱衝撃はありません。他の技術よりも収縮が少ない70%。精密3Dプリント薄い筐体。
チェス盤スキャン戦略
- タイルのサイズ:100mm×100mmのインターリーブブロック。
- 効果:ストレスが 60% 以上軽減安定した3Dプリント。
- あなたのメリット:パネルの薄い壁でも<1.5mm壁の厚さ。必須の基準SLS 3D プリント サービス。
オーバーハング用の絶縁パウダーギャップ
- ギャップ: 0.5mmオブジェクト間のギャップが以下より小さい1.5mm厚さ的には。
- 冷却:内部の空気による冷却12時間温度変化率が以下の場合1℃毎分。
- あなたの利益: ±0.08mm歪みは保証されます。であることカスタムパーツメーカーサポートを使用しないため、印刷後の作業量が軽減されます。
これら 3 つのパラメーターを使用すると、Tm 以下で予熱することは明らかです。±0.2℃、チェス盤のスキャン100mmタイルと断熱材0.5mm絶縁粉末から –反り防止3Dプリント薄肉ナイロンの実現が可能です。端が浮くことなく印刷できるようになります。0.08mm以下偏差、そして60%内部ストレスの減少。その結果、ドローンアームやロボットカバーなどの困難なプロジェクトの生産性と迅速な納期がより効率的になります。この知識により、新しい標準を設定することができます。ナイロン3Dプリント製造におけるパフォーマンス。
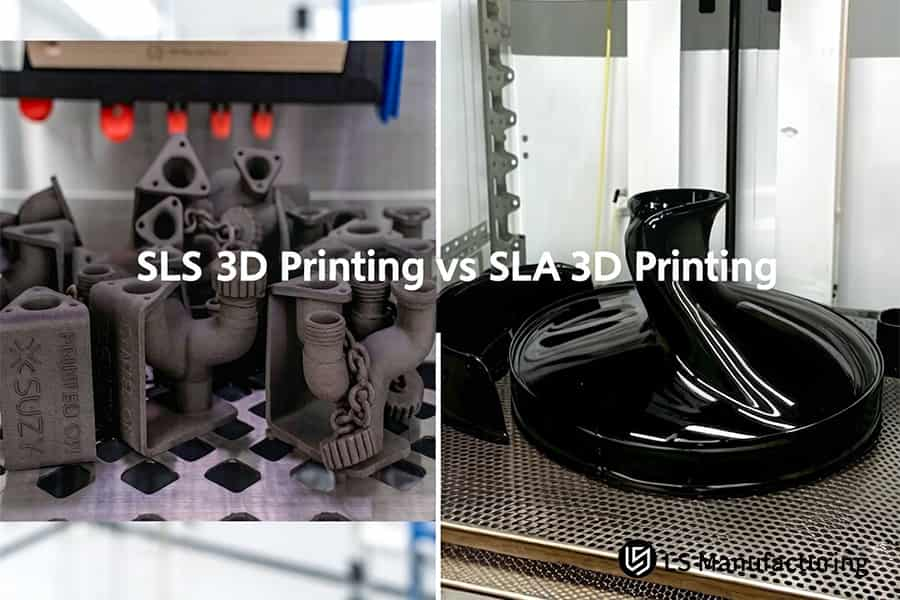
図 2: SLS 3D プリンティングと SLA 3D プリンティング フォームのパイプ継手と黒色の SLA モデル。
SLA 3D プリント サービスはどのようにして医療用エンクロージャのミクロン レベルの精度を達成するのですか?
ミクロンレベルの精度を実現するために、SLA 3D プリント サービスレーザースポット直径を維持します0.075mm、レイヤーの高さ0.05~0.1mm、肉厚の変化<10%。その結果、受け取ることになるのは、±0.05mm精度と表面仕上げRa 0.4~0.8μm。それは標準として機能するはずです医療用3Dプリンティング:
| パラメータ | 標準SLA | 医療グレードの高解像度 SLA |
| レーザースポット径 | 0.14~0.20mm | 高解像度 3D プリントの場合は ≤0.075 mm |
| 層の厚さ | 0.1~0.2mm | 0.05~0.1mm |
| 肉厚の変化 | 通常 >15% | 設計ルールにより 10% 未満が適用される |
| サポート連絡先 | 直径0.5~0.8mm | 0.35mmマトリクス千鳥配置 |
| 樹脂曲げ弾性率 | 1500~2200MPa | ≥2700 MPa (ISO 10993 認証)3Dプリント |
| 達成可能な表面粗さ | Ra1.6~3.2μm | Ra0.4~0.8μmを実現精密3Dプリント |
| 寸法許容差 | ±0.15~0.25mm | 絶対±0.05mm |
彼らは次のことを可能にしますカスタム3Dプリントサービス手動サンディングを最大で不要にします60%、最初のパスのアセンブリを確実に成功させます。お金を節約しましょう3Dプリント費用の見積もり無駄を削減し、プロトタイプから生産までの設計で ISO 10993 に準拠します。厳しい公差の 3D プリンティング。
カスタム 3D プリント サービスの精度を最大化する幾何学的配向戦略はどれですか?
部品の向きは、寸法精度の点で印刷が成功したかどうかを区別する主な基準になります。定量化された傾斜角と最適化されたアルゴリズムを適用することで、ジオメトリのエラーを大幅に削減できます。40%標準的な方向付け方法と比較して。解決策は非常に簡単です。ベストプラクティスに従うだけです。3D プリントの方向:
SLS: 大きな平面を 25° ~ 35° 傾けます
大きな平面を傾斜角度で配置します。25°~35°XY 平面に対して平行ではありますが、リコータブレードの方向とは決して平行ではありません。こうすることで、単一層あたりの焼結表面積が減少し、未焼結のまま残る粉末層の転位の原因となるせん断力が防止されます。
あなたの中でSLS 3D プリント サービス、この戦略に従うと、エッジの歪みやレイヤーのシフトを回避でき、最大で30%。遵守する3D プリントのベスト プラクティス生産プロセス全体を通じて高い精度と一貫性を保証します。
SLA: 光源から 45° 離れた角度のオーバーハング
大きな平らな物体は次のように傾ける必要があります。45°光源に。そうすることで、タンクから物体を取り出すときに受ける剥離力が軽減されるため、壁の破損が発生しません。あなたの中でSLA 3D プリント サービスこのガイドラインに従うことは、オーバーハングの問題がないため、追加のサポート構造が必要ないことを意味します。最終的には、部品の作成に多くの時間を費やすことなく、正確な部品を作成できます。3Dプリントの精度の±0.05mm特徴の許容差。
多軸アルゴリズムによりエラーが 40% 削減
多軸最適化プロセスでは、モデルに対する重力、剥離、温度勾配の影響により、完璧な方向が自動的に特定されます。手動での向きの決定とは異なります (平均15%業界のエラーの削減)、自動化された方法により、次のことを実現できます。40%以上寸法誤差の誤差を軽減します。下がりますSLS と SLA のコスト実行中の反復が少ないため、良好な部分ごとに精密3Dプリント。
上記の方向の概念をすべて使用すると (SLS プレートは 25° から 35° に傾斜し、SLA オーバーハングと自動最適化では 45°)、使用時に最大の精度を確実に達成できます。カスタム3Dプリントサービス。幾何学的誤差を減らすことで、40%、廃棄物を 30% 削減し、迅速なプロトタイピングを保証することで、3D プリントの許容誤差航空宇宙用ダクトや医療機器ハウジングなどの高精度作業に必要です。
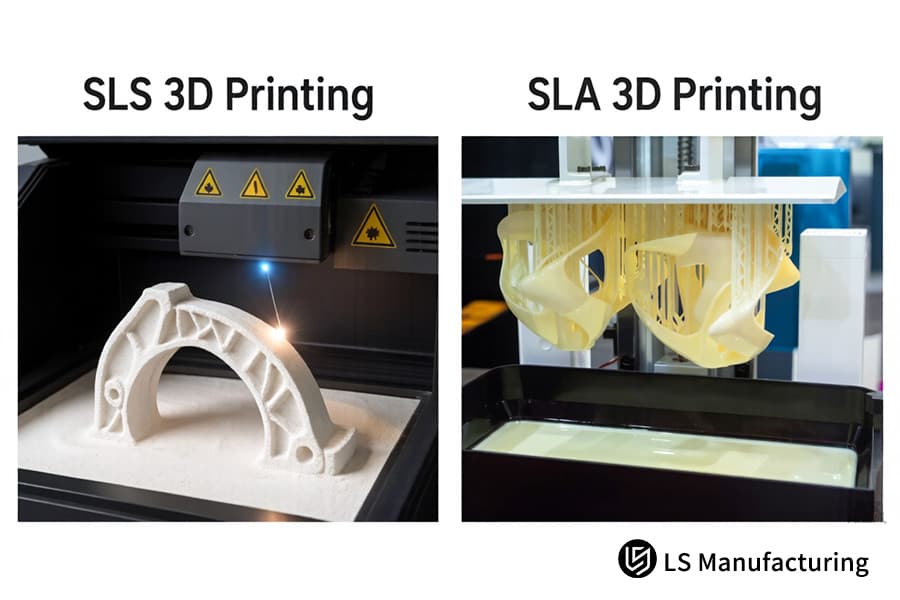
図 3: 高精度 3D プリントにより、レーザー硬化された白いナイロン部品と SLA 樹脂部品が示されています。
ケーススタディ: LS Manufacturing 自動車用ドローンハウジング精密 3D プリンティング プロジェクト
Tier 1 自動車サプライヤーが直面する緊急の課題の一例として、自動車部品の極端な歪みが挙げられます。380mm×220mm×45mmドローンの筐体の壁厚は1.2mm、エッジの反り2.4mm、そしてシールはまったくありません。このケーススタディは、精密なエンジニアリングにより、どのようにして 5 日間で正確な寸法を提供できるようになったのかを示しています。緊急3Dプリント:
クライアントの課題
を使用して通常の方法で印刷すると、剛性の薄い壁の筐体に反りが見られました。SLS印刷プロセス。エッジの反り2.4mmシールストリップの適切な装着が妨げられ、コンポーネントの気密性が失われます。顧客は 50 個の気密部品を以内に配送するよう要求しました5日間今後の路上テストのため。従来の PA12 の使用では、100%拒否され、全体が危険にさらされる自動車用3Dプリンティングプロジェクト。
LS製造ソリューション
定量的な DFM 分析はチームによって実行され、曲げ弾性率が≧3200MPaが選ばれました。粉末床の加熱方向に対する部品の傾斜角は次のように設定されました。27.5°。から徐々に冷却されます172℃室温まで14時間にわたって0.15℃/分その後3Dプリントパウダーケーキ内で完全な応力緩和が確実に起こったことを確認しました。ドローンハウジングの3Dプリント材料の剛性と残留応力係数を考慮しました。
結果と価値
50 個の印刷部品すべてが許容範囲内でした。0.05mm– の改善98%と比べて2.4mm。部品の再加工が必要ないため、100% 初回パス品質。ユニット3Dプリント費用の見積もりによって削減されました32%再加工の必要がないためです。のお届け日は、4.5日要件を満たし、LS Manufacturing が優先される企業として確立されました。カスタムパーツメーカー小音量用3Dプリント。
これは、PA12-GF30 を組み合わせて使用することができることを証明しています。3200MPa以上、27.5 度の傾斜位置と勾配冷却14時間薄肉製品の反りの問題を効果的に解決します。あなたは得ます98%反りも少なく、32%価格の削減と迅速な納期厳守の保証。このような知識により、LS Manufacturing はお客様にとって信頼できるベンダーになります。カスタム 3D プリント サービス必要とする精密3Dプリント極度のスケジュールプレッシャーにさらされる複雑なエンクロージャ。
薄肉の反りを5日間で2.4mmから0.05mmまでカットします。エンクロージャの応力を軽減した 3D プリント プロセスを検証するには、DFM レビューと迅速な生産見積もりについて当社のエンジニアリング チームにお問い合わせください。

専門のカスタム部品メーカーは見積リスクを軽減するためにどのように DFM 検証を実行していますか?
従来のプリンタはモデルを確認せずに印刷するため、予期せぬ欠陥が発生し、非常に高い印刷コストが発生する可能性があります。ただし、カスタムパーツメーカー~の実現可能性を検証しますDFM 3D プリンティングで多次元 DFM 解析を実行することにより、部品の2時間連絡後、以下の内容が含まれます。
肉厚変化の検出
- 私たちがチェックする内容:との突然の移行3:1以上2 つのセクション間の比率。
- あなたのメリット:このような移行をスムーズにすると、集中力のレベルが低下します。45%反りや焼結の問題を防ぎます。
シャープコーナーと抜き勾配のレビュー
- 私たちがチェックする内容:内隅は以下より小さいR0.5mm抜き勾配のない壁など。
- あなたのメリット:内側のコーナーを次のように変更しますR0.5mmフィレットは応力集中を軽減します。45%、見積もりリスクの亀裂のリスクを軽減します。
止まり穴と粉末除去の監査
- 私たちがチェックする内容:未焼成粉末が出てこない深い穴。
- あなたのメリット:掘削0.3mm穴により、詰まりの状況を回避でき、穴へのアクセスが可能になります。エンジニアリング 3D プリンティング。
自動 DFM レポート生成
- 私たちが提供するもの:当社独自のアルゴリズムとエンジニアの組み合わせにより、わずか数分で詳細なレポートが提供されます。2時間。
- あなたのメリット:リスクを最小限に抑え、パフォーマンスを低下させるのに役立つ実用的な推奨事項3Dプリント費用の見積もり無駄を省いてプロセスを進めることで、カスタム3Dプリントサービスより魅力的です。
AI 主導の DFM 検証を使用する2時間、幾何学的なリスクを特定する詳細なレポートと、次のような実用的な解決策が得られます。R0.5mmストレスを軽減するフィレット45%。これにより、潜在的な欠陥が防止され、製造の時間と労力が節約されます。で精密3Dプリント、このレベルの分析により、見積もりがリスク管理された製造プロセスに変わります。

図 4: SLS 3D プリンティングと SLA 3D プリンティングには、粉末の除去と樹脂バットの洗浄が含まれます。
SLS VS SLA 3D プリント コストの表面粗さを制御する後処理方法は何ですか?
後処理は、SLS テクノロジーと SLA テクノロジーの間の隠れたコスト分割です。 SLA パーツは次から始まりますRa0.8μmSLS ナイロンは最小限の仕上げでプリンターから排出されます。Ra 4.5 ~ 6.3 μm。化学蒸気平滑化により、以下の SLS 粗さが低減されます。Ra1.6μm形状を歪めることなく、手作業を削減します。100%納期の短縮40%のために3D プリントの後処理ワークフロー:
SLA 後処理: 最小限かつ予測可能
サポートの除去と部品の UV 処理SLA 3D プリント サービスマイクロブラストと制御された UV 硬化のみが必要です。作業工数は 30 分未満で、作品の複雑さに関係なく一定です。予期せぬ変動がなく信頼性の高い仕上がりが得られるため、コスト予測が容易になります。3Dプリントニーズがあります。
SLS 生表面チャレンジ
から入手したピースSLS 3D プリント サービス粒状のパウダー仕上げで、Ra は初期値です。4.5~6.3μm。手動サンディングのプロセスは、特に内部チャネルの場合、時間がかかり、一貫性がない場合があります。何かを減らしていかないとRa1.6μm以下、2〜3時間の工数が必要になります。
化学蒸気平滑化ソリューション
化学的蒸気平滑化では、微溶性ガスを利用してナイロン表面を損傷することなく復元します。このプロセスでは、次の寸法公差が維持されます。±0.1mm粗さを最小限に抑えながらRa1.6μm。設備コストが増加する一方、15%、100%手作業でのサンディングを避けることができます。 10個を超える注文の場合、合計納期が短縮されます40%、全体的な最適化SLS と SLA の 3D プリントコストを通じて自動3Dプリント仕上げ。
SLS プリントに化学蒸気スムージングを使用すると、研磨ステップが完全に不要になり、Ra <1.6 μmで終わる±0.1mm精度を高め、市場投入までの時間を短縮します。40%10 ユニットを超えるロットでは、3D プリントの粗さの低減滑らかな機能部品を排除。このため、SLS はスムーズに機能するプロトタイプにとって、価格競争力のある選択肢となります。探しているならカスタム3Dプリントサービス、これはお金と時間を節約するのに役立ちます。
よくある質問
1. バッチ コンポーネントに SLS 3D プリント サービスを利用する際のコスト効率の主な要因は何ですか?
SLS プロセスでは未焼結粉末が内蔵サポート材として機能するため、高密度のネスティングが可能となり、サポートの除去やサンディングなどの面倒な作業が不要になります。 1回の実行で部品数が超過する場合20、ユニットあたりの総コストは最大で削減される可能性があります50%。
2. SLA 3D プリント サービスは、マイクロスケールのアセンブリ ネストに対する厳密な公差をどのように保証しますか?
SLA では、スポット サイズがわずか 10 mm の極細レーザー ビームを使用します。0.075mm液状の樹脂を硬化させます。 LS Manufacturing が実施する最初の DFM チェックと合わせて、すべての設計が均一な肉厚であることを要求します (変動係数は以下である必要があります)。10%)、このプロセスにより、後硬化中の等方性体積収縮が制限されるため、次の許容誤差が提供されます。±0.05mmアセンブリのフィット感。
3. カスタム 3D プリント サービスは、内部テストに適した機能的なプラスチック コンポーネントを提供できますか?
はい。 LS Manufacturing では、特殊な高剛性ガラス繊維強化ガラスを使用しています。PA12(PA12-GF30)、曲げ弾性率は≧3200MPa。と組み合わせる14時間ディープアニーリングとチャンバー内での勾配温度設定の使用により、得られた製品は、一部の部品の交換に十分な引張強度と熱たわみ温度を示します。射出成形部品、厳しい車両の路上テストに適しています。
4. 信頼性の高い精度の 3D プリント結果を達成するために推奨される最小の壁の厚さはどれくらいですか?
寸法安定性を保証するために、亀裂や反りを避ける、後工程の組み立て段階で達成されます。LS Manufacturing では、最小肉厚を推奨します。0.8mm高解像度の SLA 製造には、高強度の SLS ナイロン構造コンポーネントには少なくとも1.2mm壁の厚さ。
5. 調達チームは、どのようにして正確な SLS と SLA の 3D 印刷コスト比較レポートを入手できますか?
STEP、IGS、または STL 標準を使用して 3D CAD モデルを作成し、Web サイトからリクエストを送信するだけです。 LS Manufacturing Engineering Costing System は、さまざまなプロセスとコストの比較を含む、詳細な多次元のコスト分析レポートを 2 時間以内に生成します。詳細な引用コスト構造の各要素ごとに。
6. 化学蒸気平滑化プロセスにより、精密 3D プリント部品の機械的公差が変わりますか?
必ずしもそうとは限りません。 LS Manufacturing は、マイルドな溶媒ガス分子の助けを借りてポリマー部品の表面を内側から外側に再構築する蒸気スムージングの高度な自動化技術を使用しています。多孔質粒状層のみを除去しますが、マクロ幾何公差には影響しません(0.01mmまで) およびしまりばめ (±0.05mm)。
7. 大きくて平らな形状を 3D プリントする場合、エンジニアは効果的に反りを防ぐためにレイアウトを最適化するにはどうすればよいですか?
スライス前の段階では、従来のように水平に平らな部分を並べる手法は使用しません。逆に、部品の軸を次の角度で配置します。25°~35°リコータブレードまたは液面との相対的な関係。 「チェスボード スキャン」アプローチ (小さな千鳥状のゾーン スキャンを含む) を採用して層内の熱の蓄積を放散することで、エッジの反りを抑制することに成功しました。0.1%。
8. LS Manufacturing がカスタム パーツの戦略的パートナーとして選ばれる理由は何ですか?
私たちには受託製造業者である以上のことがたくさんあります。 LS Manufacturing のユニークなセールスポイントは、DFM(製造容易性設計)エンジニアリングシステム応答時間が速い(結果は一定時間内に達成される)2時間)、歪みを防止する当社独自の勾配温度アルゴリズム制御、および IATF 16949 自動車業界標準を満たす完全なカスタム コンポーネントを提供する当社の能力。
概要
プロセスの選択と変形の防止は、機敏なポリマー生産において重要になります。熱応力の低減は体積収縮とは異なります。SLS と SLA テクノロジーの比較。 LSマニュファクチャリングでは、反り制御を±0.05~0.08mmこれは、最適化されたビルド方向、PA12-GF30 材料の使用、および勾配アニーリングによって実現されます。 20 部を超えるボリュームの場合、SLS は35%以上SLA テクノロジーに比べて価格面でのメリットがあります。
変形や効率の低下によってプロジェクトが中断されるべきではありません。クリックして連絡してください即時見積もりあなたの図面を私たちに送ってください。2 時間後、SLS と SLA のコスト比較、DFM、およびビルド方向の最適化に関するカスタマイズされたレポートが届きます。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。CNC加工、板金製造、3D プリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。www.lsrpf.com
