Индивидуальная услуга 3D-печатиимеет решающее значение для прототипов высокой точности, однако до 30% отпечатков небольшого объема сталкиваются с проблемами бюджета и деформациями из-за плохой эвристики процесса.В первую очередь это связано с пренебрежением явлением кристаллической усадки ПА12 и концентрацией напряжений при отверждении фотополимера, не оставляющим научной базы для предварительной оценки.
Индивидуальная услуга 3D-печати от LS Manufacturing — это высокоточное производственное решение, которое полностью решает проблемы деформации и перерасхода бюджета до 30 % в процессах SLS и SLA за счет контроля допуска ±0,05 мм и конструкции, предотвращающей деформацию.Эксперты LS Manufacturing DFM максимально эффективно используют ваши проекты с точки зрения оптимизации затрат и размеров.
Индивидуальная 3D-печать: SLS и SLA: руководство по стоимости и короблению
| Фактор принятия решения | SLS (селективное лазерное спекание) | SLA (стереолитография) |
| Тип материала | Смоляные порошки (ПА12, ПА11, ПА12-ГФ). | Фотополимерные материалы (стандартные, прочные, литые, стоматологические). |
| Типичная толерантность | Минимальный допуск ±0,2 мм;±0,1 ммвозможно через калибровку. | ±0,1 ммминимальная толерантность;±0,05 ммдля мелких функций. |
| Поверхностная обработка | Глазурованный, зернистый (Ra 6-10 мкм); требует постпроизводственной полировки. | Полированная поверхность (Ra 1,5-3 мкм); отделка аналогична литью под давлением. |
| Риск коробления | Минимальный; собственная опорная структура из спеченного слоя порошков. | Значительный риск деформации; тонкие/плоские секции деформируются под воздействием ультрафиолета. |
| Тенденция затрат на деталь | Экономически эффективен привысокая плотность упаковки; Стоимость варьируется в зависимости от скорости использования объема сборки. | РазумныйСтоимость 3D-печати; зависит от использования полимерного материала и усилия по отсоединению. |
| Лучшее приложение | Функциональные прототипы, живые петли, воздуховоды, защелкивающиеся узлы. | Высококачественная визуализация, мастер-выкройки, тонкостенные корпуса. |
Ключевые выводы:
- Деформация — это проблема геометрии, а не проблема машины:Большие плоские поверхности в SLA требуют тяжелых опорных конструкций для предотвращения скручивания.SLS устраняетэто беспокойство полностью связано с тем, что слой порошка действует как естественная поддержка.
- Экономическая эффективность зависит от плотности упаковки:SLS становится значительно дешевле за деталь, когда камера печати плотно заполненанесколько частей. Стоимость SLA более линейна за деталь, независимо от упаковки.
- Качество поверхности и механическая прочность:SLA выигрывает по качеству поверхности (Ра 1,5-3 мкм), но SLS выигрывает по ударопрочности и удлинению при разрыве. Выбирайте, исходя из того, должен ли прототип хорошо выглядеть или выдержать обращение.
- Толерантность – это компромисс:SLA предлагает более жесткие базовые допуски (±0,1 мм), но более подвержен короблению больших деталей.СЛСобеспечивает более постоянную стабильность размеров по всему объему сборки.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Было сделано много сравнениймежду SLS и SLAкоторые вы можете встретить в литературе. Это сравнение уникально. Это делают наши инженеры по применению, которые ежедневно используют оба метода и фактически сами проводят анализ короблений и затрат. Наш подход к оценке стабильности размеров основан на принципах точного машиностроения, изложенныхАмериканское общество точного машиностроения(АСПЭ).
Мы производимкомпонентыдля применений, требующих деталей с точностью до микрона. Оптические корпуса дляЛидарные системыв аэрокосмической отрасли — хирургические направляющие, которые необходимо изготавливать с допусками±0,05 мми медицинские диагностические жидкостные коллекторы, для которых характеристики материала и проверка процесса основаны на знаниях оптической физики, распространяемыхМеждународное общество оптики и фотоники(ШПИОН).
Наш опыт в области затрат и деформаций основан на тысячах сборок, в которых мы освоили ориентацию, предотвращающую скручивание нейлона SLS., лучший баланс скорости и качества поверхности в SLA, а также правильный режим отжига для стабильности размеров. Мы предлагаем наши идеи, основанные на наших производственных ноу-хау, чтобы помочь вам выбрать лучшую технологию и избежать дорогостоящих проблем, связанных с нестабильностью размеров, дорогостоящими сюрпризами и увеличением бюджетов.
Рисунок 1. Служба 3D-печати на заказ изготавливает кронштейны колес из нейлона SLS и черной смолы SLA.
Почему прецизионные компоненты деформируются во время нестандартных услуг 3D-печати?
Искажение точных деталей при прохождениииндивидуальные услуги 3D-печатив основном возникает из-за неравномерного снятия напряжений при термическом воздействии и полимеризационной усадки. Крайне важно знать эти основные принципы для поддержания того же уровняКачество деталей 3D-печатипрогнозируя любые искажения размеров еще до начала процесса печати. Это будет гарантировать, что до30%экономится на затратах на доработку.
| Параметр | СЛС (ПА12) | SLA (смола) |
| Температура процесса | 170–180°Сслой порошка с лазерным селективным плавлением | Печать при комнатной температуре с последующим отверждением в УФ-печи. |
| Первичная деформация | Причина: Высокий температурный градиент от области спекания к холодному порошку, вызывающий анизотропную усадку более 1,5% в типичном случае.Служба SLS 3D-печати | Сшивка во время пост-отверждения вызывает микрообъемную усадкуот 0,8% до 1,2% |
| Риск критической геометрии | Плоская поверхность подвергается риску скручивания кромок из-за неравномерного охлаждения. | Снятие внутренних напряжений происходит в тонких стенах и неподдерживаемых консолях в течение длительного времени.SLA услуги 3D-печати |
| Типичный масштаб искажений | Макромасштаб (>1 мм) при измерении деталейболее 100 мм | Микромасштаб (<0,1 мм) влияет на толерантность к посадке |
| Материальное поведение | Направленная кристаллизационная усадка полукристаллического полимерного материала | Сжатие изотропной аморфной смолы, но неравномерное, для достиженияКонтроль допуска 3D-печати |
Признав этопредотвращение коробления 3D-печатьтребуются разные методы, основанные на технологии, вы можете применить методы оптимизации геометрии, например, использование1,5%масштабирование для крупных деталей SLS или равная толщина стенок менее 3 мм для деталей SLA для снижения процента бракованных первых изделий до40%. Таким образом, вы можете минимизировать затраты напроекты высокоточной 3D-печати, а также ускорить квалификационные процессыАнализ дефектов 3D-печати.

Как инженерам следует сбалансировать затраты на 3D-печать SLS и SLA для мелкосерийного производства?
ВыборSLS вместо SLAпри небольшом производственном цикле требуется анализ затрат, чтобы определить точную точку рентабельности. Он предоставляет точные данные о том, когда это дешевле, гарантируя, что вы не потратите деньги.50%больше, чем необходимо по вашему выбору. В нем рассматриваются три фундаментальных фактора затрат, связанных сбыстрая 3D-печатьрешения: сложность, эффективность упаковки и дополнительные этапы отделки.
Гибкость одного подразделения против масштабирования труда
SLA будет наиболее экономичным процессом, когдадетали прототипа менее пятинеобходимо сделать такое количество, поскольку не требуется предварительный нагрев наряду с прямым отверждением опор. Но каждая отдельная деталь требует снятия опоры и полировки, что составляет30%от общей стоимости продукции.
Это может привести к немедленной экономии на вашемпервые несколько прототиповно это будет невозможно при большем количестве прототипов, потому что затраты на рабочую силу станут пропорциональными. Единственный способ добиться этого – сравнениеСтоимость 3D-печати SLS и SLAдля вашего конкретного дизайна.
Плотность размещения обеспечивает экономичность пакетной обработки
Неспеченный порошок действует как естественная опорная структура в SLS; таким образом, плотность упаковки существует во всех трех измерениях. Стоимость энергии и отопительного газа распределяется по 20 частям, при условии, что вы распечатаете 20 одинаковых коробок. По рыночным данным (МСП 2025), выше 20 единиц, цена за единицу меняется в пользу SLS на35%–50%.
ПолучивСтоимость 3D печатиЭто сокращает машинное время после пост-продакшена, вы можете легко определить эту точку переключения.Понимание этого облегчит вам поиск лучшегопромышленная 3D-печатьстратегия.
Постобработка доминирует в общих расходах
Если ваше приложение допускает матовую поверхность, SLS устраняет30%трудозатраты целиком. Для деталей косметического качества этапы полировки SLA добавляют часы на каждую деталь. Выборпроизводитель нестандартных деталейкоторый обеспечивает отдельные цены на отделочные работы, позволяет вам принимать решения на основе фактических факторов затрат. Эта прозрачность позволяетэкономичная 3D-печатьдеталей конечного использования без скрытых трудовых сюрпризов, особенно при переходе к литью под давлением.
Теперь у вас есть возможность экономично выбрать подходящееиндивидуальные услуги 3D-печатив зависимости от количества, сложности и требований к отделке. Благодаря порогу в 20 штук и учету затрат на постобработку вы всегда будете уверены, что сэкономите.35–50%при создании функциональных прототипов или переходе к полномасштабному производству. Вы получаете основанный на данных подход к принятию экономически оптимальных решений для вашего бизнеса.прототипы проектов 3D-печати.
Какие параметры оптимизируют предотвращение коробления 3D-печати тонкостенных нейлоновых конструкций?
Контроль деформации при3D-печатьТонкие нейлоновые стенки, которые будут использоваться для изготовления корпусов дронов и корпусов роботов, имеют важное значение в этой технологии SLS. В этом разделе представлены три критерия, которые позволят вам получитьSLS 3D-печать с нулевой короблениемдеталей с высоким соотношением сторон.
Точный подогрев порошкового слоя
- Целевая температура:Целевая температура в пределах3°Сниже Тм.
- Стабильность:Колебания не должны превышать±0,2°С.
- Ваша выгода:Никакого термического удара. Дает усадку меньше, чем другие методы,70%.Точная 3D-печатьтонкий корпус.
Стратегия сканирования шахматной доски
- Размер плитки:Блоки чередующиеся 100×100 мм.
- Эффект:Снижение стресса более чем на 60%стабильная 3D-печать.
- Ваша выгода:Даже тонкие стены из панелей высотой до<1,5 ммтолщина стенки. Основной критерийСлужба SLS 3D-печати.
Изоляционный порошковый зазор для свесов
- Зазор: 0,5 ммразрыв между объектами размером меньше1,5 ммпо толщине.
- Охлаждение:Охлаждение воздухом внутри12 часовсо скоростью изменения температуры ниже1°Св минуту.
- Ваша выгода: ±0,08 ммискажения гарантированы. Будучипроизводитель нестандартных деталей, мы не используем подставки, что уменьшает объем работы после печати.
Понятно, что при этих трех параметрах – предварительном нагреве ниже Tm на±0,2°С, сканирование шахматной доски с100 ммплитка и утеплитель0,5 ммиз изоляционного порошка –предотвращение коробления 3D-печатьиз тонкостенного нейлона. Вы сможете печатать, не поднимая края,менее 0,08 ммотклонение, -и60%снижение внутреннего напряжения. Следовательно, производительность и скорость выполнения работ становятся более эффективными для сложных проектов, таких как дроны и роботизированные укрытия. Эти знания позволяют вам установить новый стандартнейлон 3D печатьпроизводительность на производстве.
Рисунок 2: 3D-печать SLS по сравнению с 3D-печатью SLA для изготовления трубной арматуры и черных моделей SLA.
Как служба 3D-печати SLA достигает микронной точности для медицинских корпусов?
Чтобы обеспечить микронную точность,SLA услуги 3D-печатиподдерживает диаметр лазерного пятна на уровне0,075 мм, высота слоя при0,05–0,1 мми изменение толщины стенки<10%. В результате вы получите±0,05 ммточность и чистота поверхностиRa 0,4–0,8 мкм. Он должен служить стандартом вмедицинская 3D-печать:
| Параметр | Стандартное соглашение об уровне обслуживания | Соглашение об уровне обслуживания высокого разрешения медицинского уровня |
| Диаметр лазерного пятна | 0,14–0,20 мм | ≤0,075 мм для 3D-печати с высоким разрешением |
| Толщина слоя | 0,1–0,2 мм | 0,05–0,1 мм |
| Изменение толщины стенки | Обычно >15% | <10 % обеспечивается правилами проектирования |
| Контакты службы поддержки | Диаметр 0,5–0,8 мм | Матрица 0,35 мм в шахматном порядке |
| Модуль упругости смолы | 1500–2200 МПа | ≥2700 МПа (сертификат ISO 10993) для3D-печать |
| Достижимая шероховатость поверхности | Ra 1,6–3,2 мкм | Ra 0,4–0,8 мкм, достижениепрецизионная 3D-печать |
| Размерный допуск | ±0,15–0,25 мм | ±0,05 мм абсолютный |
Они позволяютиндивидуальные услуги 3D-печатикоторые исключают ручное шлифование на60%, гарантируя успешную сборку с первого прохода. Экономьте деньги на своемСтоимость 3D печатиза счет сокращения отходов и соблюдения требований ISO 10993 при разработке проектов от прототипа до производства, используя3D-печать с жесткими допусками.
Какая стратегия геометрической ориентации максимизирует точность заказных услуг 3D-печати?
Ориентация детали становится основным критерием, позволяющим определить, успешна ли печать с точки зрения точности размеров или нет. Благодаря применению количественных углов наклона и оптимизированных алгоритмов вы уменьшаете ошибки геометрии до40%по сравнению со стандартными методами ориентации. Решение довольно простое – просто придерживайтесь лучших практикОриентация на 3D-печать:
SLS: наклон больших плоских поверхностей на 25–35°.
Располагайте большие плоские поверхности под углом наклонаот 25° до 35°плоскости XY, но никогда не параллельно направлению лезвия устройства для повторного нанесения покрытия. Таким образом, вы уменьшите площадь поверхности спекания на один слой и предотвратите силу сдвига, вызывающую смещение слоев порошка, которые остаются неспеченными.
В твоемСлужба SLS 3D-печати, следование этой стратегии поможет избежать деформации краев и смещения слоев, что позволит избежать потерь до30%. ПридерживаясьЛучшие практики 3D-печатигарантирует высокую точность и последовательность на протяжении всего производственного процесса.
SLA: Угол свеса 45° от источника света
Большие плоские предметы следует наклонять45°к источнику света. Это уменьшит силу отрыва, возникающую при извлечении предметов из резервуара, и, следовательно, не произойдет разрушения стенок. В твоемSLA услуги 3D-печатиСледование этому правилу означает, что нет необходимости в дополнительных опорных конструкциях, поскольку нет проблем со свесами. Конечным результатом будет точное создание деталей, не требующее много времени на изготовление деталей сТочность 3D-печатииз±0,05 ммособенность толерантности.
Многоосевой алгоритм снижает ошибку на 40 %
Процесс многоосной оптимизации автоматически определяет идеальную ориентацию с учетом влияния гравитации, отслаивания и температурных градиентов на модель. В отличие от ручного определения ориентации (в среднем15%снижение производственных ошибок), автоматический метод позволяет добитьсяболее 40%снижение ошибок, связанных с отклонениями размеров. Это снижаетСтоимость SLS и SLAна единицу продукции из-за меньшего количества итераций во времяпрецизионная 3D-печать.
Использование всех вышеперечисленных концепций ориентации (наклон пластины SLS от 25° до 35°, 45° для свесов SLA и автоматическая оптимизация) гарантирует достижение максимальной точности при использованиииндивидуальные услуги 3D-печати. Уменьшив геометрические ошибки за счет40%, сокращая количество отходов на 30 % и обеспечивая быстрое создание прототипов, вы получаетеДопуск к 3D-печатинеобходим для высокоточных работ, таких как изготовление воздуховодов в аэрокосмической отрасли или корпусов медицинских устройств.
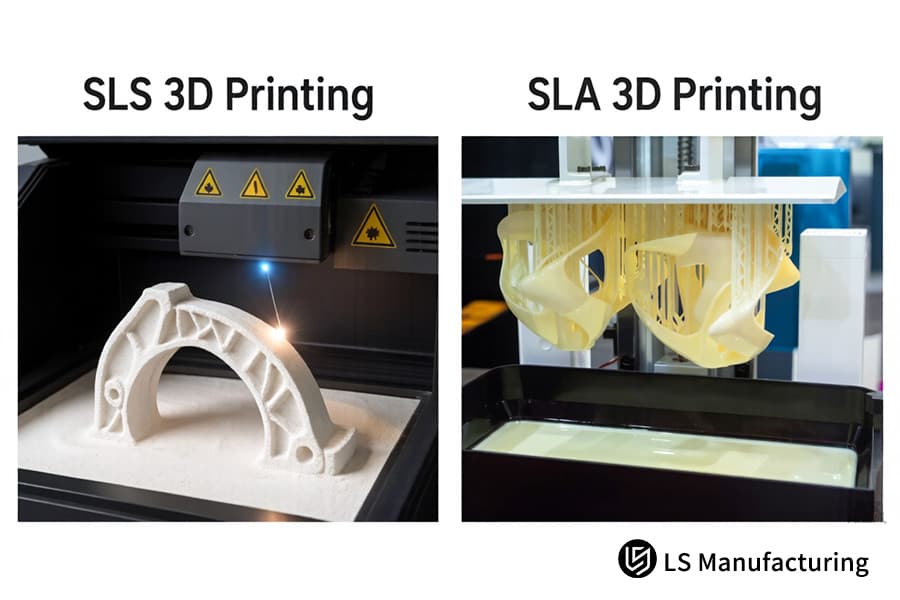
Рисунок 3. Точная 3D-печать демонстрирует детали из белого нейлона, отверждаемые лазером, и компоненты из смолы SLA.
Практический пример: Проект прецизионной 3D-печати корпуса автомобильного дрона LS Manufacturing
Примером неотложной проблемы, с которой сталкивается поставщик автомобилей первого уровня, является чрезмерная деформация их380 мм х 220 мм х 45 ммКорпус дрона, толщина стенок которого составляла1,2 мм, деформация краев2,4 мми вообще никакой печати. Этот практический пример показывает, как точное проектирование позволило нам получить точные размеры за пять дней.экстренная 3D-печать:
Клиентский вызов
Жесткий тонкостенный корпус деформировался при обычной печати с использованиемПроцесс SLS-печати. Деформация краев2,4 ммпрепятствовала правильной посадке уплотнительной ленты, что делало компонент негерметичным. Заказчик запросил поставку 50 герметичных деталей в течение5 днейв связи с предстоящими дорожными испытаниями. Традиционное использование PA12 привело к100%отказы, ставящие под угрозу всюавтомобильная 3D-печатьпроект.
Производственное решение LS
Количественный анализ DFM был проведен командой с использованием модифицированного PA12-GF30 с модулем упругости при изгибе≥3200 МПабыл выбран. Угол наклона детали относительно направления нагрева порошкового слоя был установлен равным27,5°. Постепенное охлаждение от172°Сдо комнатной температуры при0,15°C/мин в течение 14 часовпосле3D-печатьгарантировало, что в порошковой корке произошла полная релаксация напряжений.3D-печать корпуса дронаучитывались жесткость материала и факторы остаточного напряжения.
Результаты и ценность
Все 50 напечатанных деталей находились в пределах допуска0,05 мм– улучшение98%по сравнению с2,4 мм. Никакие детали не требовали доработки, в результате чего100% качество первого прохода. ЕдиницаСтоимость 3D печатибыло сокращено на32%, так как никаких доработок не потребуется. Дата доставки4,5 днявыполнил это требование, сделав LS Manufacturing предпочтительнымпроизводитель нестандартных деталейдля небольшого объема3D-печать.
Это доказывает, что использование PA12-GF30 в комбинацииболее 3200 МПа, наклон 27,5 градусов и градиентное охлаждение для14 часовэффективно решает проблему коробления тонкостенных изделий. Вы получаете98%меньше коробления,32%снижение цен и гарантированная быстрая своевременная доставка. Такие знания делают LS Manufacturing надежным поставщиком для вашего оборудования.индивидуальные услуги 3D-печатитребующийпрецизионная 3D-печать сложных корпусов в условиях чрезвычайного графика.
Уменьшите коробление тонкостенных материалов с 2,4 мм до 0,05 мм за пять дней. Чтобы проверить процесс 3D-печати вашего корпуса без напряжений, свяжитесь с нашей командой инженеров для проверки DFM и быстрого расчета стоимости производства.

Как опытный производитель нестандартных деталей проводит проверку DFM, чтобы снизить котировочные риски?
Обычный принтер распечатает вашу модель без ее проверки и может привести к неожиданным дефектам с очень высокой стоимостью печати. Однакопроизводитель нестандартных деталейпроверим целесообразностьДФМ 3D-печатьс вашей стороны, выполнив многомерный анализ DFM в2 часапосле вашего контакта, в том числе:
Обнаружение изменения толщины стенки
- Что мы проверяем:Внезапный переход сболее 3:1соотношение между двумя секциями.
- Ваша выгода:Сглаживание таких переходов снизит уровень концентрации на45%и предотвратить проблемы с короблением и спеканием.
Обзор острого угла и угла уклона
- Что мы проверяем:Внутренние углы меньшеР0,5 мми стены, у которых нет углов уклона.
- Ваша выгода:Изменение внутренних углов наР0,5 ммскругления уменьшают концентрацию напряжений за счет45%, снижая риски трещин в котировках.
Аудит слепых отверстий и удаления порошка
- Что мы проверяем:Глубокие отверстия, в которые не может выйти неспеченный порошок.
- Ваша выгода:Бурение0,3 ммотверстия позволяет избежать ситуаций заклинивания и обеспечивает доступ к отверстию дляинженерная 3D-печать.
Автоматизированное создание отчетов DFM
- Что мы доставляем:Сочетание нашего запатентованного алгоритма и инженера позволяет получить подробный отчет всего за2 часа.
- Ваша выгода:Практические рекомендации, которые помогут минимизировать риск и снизить вашиСтоимость 3D печатипроцесс, избегая отходов, делаетиндивидуальные услуги 3D-печатиболее привлекательный.
Использование проверки DFM на основе искусственного интеллекта в разделе2 часа, вы получаете подробный отчет, определяющий геометрические риски, а также действенные решения, такие какР0,5 ммфиле, которое уменьшает напряжение на45%. Это предотвращает потенциальные дефекты и экономит время и усилия при производстве. Впрецизионная 3D-печать, этот уровень анализа превращает ценовое предложение в производственный процесс с управлением рисками.

Рисунок 4. 3D-печать SLS по сравнению с 3D-печатью SLA включает удаление порошка и очистку ванны со смолой.
Какие методы постобработки контролируют шероховатость поверхности стоимости 3D-печати SLS и SLA?
Постобработка — это скрытый разделитель затрат между технологиями SLS и SLA. Запчасти по SLA начинаются сРа 0,8 мкмс минимальной отделкой, а нейлон SLS выходит из принтераRa 4,5–6,3 мкм. Химическое паровое сглаживание снижает шероховатость SLS нижеРа 1,6 мкмбез искажения геометрии, сокращая ручной труд за счет100%и сократить доставку на40%дляпостобработка 3D-печатирабочие процессы:
Постобработка SLA: минимальная и предсказуемая
Удаление опор и УФ-обработка деталей изSLA услуги 3D-печати включает только микроструйную очистку и контролируемое УФ-отверждение. Затраты человеко-часов постоянны независимо от сложности изделия и составляют менее 30 минут. Вы получаете надежную отделку без непредсказуемых отклонений, что упрощает прогнозирование затрат.3D-печатьпотребности.
SLS вызов необработанной поверхности
Части, полученные изСлужба SLS 3D-печатиимеют зернистую порошковую отделку, изначально Ra4,5–6,3 мкм. Процесс ручного шлифования может быть медленным и непостоянным, особенно при использовании внутренних каналов. Если что-то не будет сделано для уменьшенияRa ниже 1,6 мкм, потребуется два-три часа человеко-часов.
Химическое решение для сглаживания паров
Для химической обработки паром используется микрорастворимый газ, который восстанавливает нейлоновую поверхность, не повреждая ее. В процессе сохраняется допуск по размерам±0,1 ммгарантируя при этом, что шероховатость сведена к минимумуRa1,6 мкм. При этом стоимость оборудования увеличивается на15%,100%ручной шлифовки можно избежать. При заказе от 10 штук общее время доставки сокращается на40%, общая оптимизацияСтоимость 3D-печати SLS и SLAчерезавтоматизированная финишная 3D-печать.
Используя химическое сглаживание паром для SLS-отпечатков, вы полностью избавляетесь от этапа шлифования, получаетеРа <1,6 мкмзакончить с±0,1 ммточность и сократить время выхода на рынок за счет40%на партиях размером более 10 единиц, что позволяетУменьшение шероховатости 3D-печатиустранение гладких функциональных частей. Это делает SLS конкурентоспособным выбором для создания функциональных прототипов. Если вы ищетеиндивидуальные услуги 3D-печати, это поможет вам сэкономить деньги и время.
Часто задаваемые вопросы
1. Каков основной фактор экономической эффективности при использовании услуги 3D-печати SLS для серийных компонентов?
Поскольку неспеченный порошок служит встроенным опорным материалом в процессе SLS, возможна высокая плотность раскроя, что делает ненужными утомительные задачи по удалению опоры и шлифовке. В случаях, когда количество деталей в тираже превышает20общая стоимость единицы может быть снижена до50%.
2. Как служба 3D-печати SLA гарантирует строгие допуски для микро-сборочных гнезд?
SLA использует ультратонкий лазерный луч с размером пятна всего0,075 ммдля отверждения жидкой смолы. Вместе с первоначальной проверкой DFM, проводимой LS Manufacturing, требующей, чтобы все конструкции имели одинаковую толщину стенок (коэффициент вариации должен быть ниже10%), процесс ограничивает изотропную объемную усадку во время пост-отверждения, тем самым обеспечивая допуск±0,05 ммв сборе подходит.
3. Могут ли услуги 3D-печати по индивидуальному заказу предоставить функциональные пластиковые компоненты, пригодные для внутренних испытаний?
Да. LS Manufacturing использует специальный, очень жесткий армированный стекловолокном материал.ПА12 (ПА12-ГФ30), который имеет модуль изгиба≥3200 МПа. В сочетании с14 часовВ результате глубокого отжига и использования градиентной температуры внутри камеры полученные изделия обладают прочностью на разрыв и температурой теплового отклонения, достаточными для замены некоторыхдетали, отлитые под давлением, подходит для строгих дорожных испытаний транспортных средств.
4. Какова рекомендуемая минимальная толщина стенки для достижения надежных и точных результатов 3D-печати?
Чтобы гарантировать, что любая стабильность размеров, такая какизбегая трещин и короблений, достигается на этапе постобработки, LS Manufacturing рекомендует минимальную толщину стенки0,8 ммдля производства SLA с высоким разрешением, в то время как конструкционные компоненты из высокопрочного нейлона SLS рекомендуется иметь как минимум1,2 ммтолщина стенки.
5. Как отделы закупок могут получить точный отчет о сравнении затрат на 3D-печать по SLS и SLA?
Просто создайте 3D-модель CAD, используя стандарт STEP, IGS или STL, а затем отправьте запрос через наш веб-сайт. Система калькуляции производственного инжиниринга LS в течение двух часов сгенерирует для вас подробный многомерный отчет об анализе затрат, включая сравнение различных процессов иподробные котировкипо каждому компоненту структуры затрат.
6. Изменяет ли процесс химического парового сглаживания механические допуски прецизионных деталей, предназначенных для 3D-печати?
Не обязательно. LS Manufacturing использует передовую технологию автоматизации паровой сглаживания, которая восстанавливает поверхность полимерной детали изнутри наружу с помощью молекул мягкого газа-растворителя. Он лишь избавляется от пористого зернистого слоя, не влияя при этом на макрогеометрические допуски (до 0,01 мм) и посадка с натягом (±0,05 мм).
7. Как инженеры могут оптимизировать макеты для эффективного предотвращения коробления при 3D-печати больших плоских геометрических фигур?
На этапе предварительной нарезки мы воздерживаемся от использования традиционного подхода, при котором укладываются горизонтальные плоские детали. Напротив, ось детали располагаем под угломот 25° до 35°относительно лезвия устройства для повторного нанесения покрытия или поверхности жидкости. Приняв подход «сканирования шахматной доски» (который включает в себя сканирование небольших смещенных зон) для рассеивания любого накопления тепла в слое, нам удалось контролировать деформацию краев, сохраняя ее под контролем.0,1%.
8. Какая основная производственная ценность делает LS Manufacturing предпочтительным стратегическим партнером в сфере поставок нестандартных деталей?
Для нас это нечто большее, чем просто контрактный производитель. Уникальным преимуществом LS Manufacturing является нашаИнженерная система DFM (Проектирование для технологичности)который отличается быстрым временем отклика (результаты достигаются в течение2 часа), наш собственный алгоритм управления градиентом температуры для предотвращения искажений, а также наша способность предоставлять полностью изготовленные по индивидуальному заказу компоненты, соответствующие стандартам автомобильной промышленности IATF 16949.
Резюме
Выбор процесса и предотвращение деформации становятся решающими в быстром производстве полимеров. Снижение термического напряжения отличается от усадки объема вSLS в сравнении с технологиями SLA. В LS Manufacturing деформация управления для±0,05-0,08 ммдостигается за счет оптимизированной ориентации сборки, использования материалов PA12-GF30 и градиентного отжига. Для объемов более 20 деталей SLS обеспечиваетболее 35%ценовое преимущество по сравнению с технологией SLA.
Деформация и низкая эффективность не должны приостановить реализацию вашего проекта.Нажмите, чтобы связаться длямгновенная цитатаи пришлите нам свои рисунки.Через два часа вы получите индивидуальный отчет о сравнении затрат SLS и SLA, оптимизации DFM и ориентации сборки.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт:https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.LS Производственные услугиНет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя.Требуются деталицитата Определите конкретные требования к этим разделам.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing — ведущая компания отрасли.. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности.обработка с ЧПУ,Производство листового металла, 3D-печать,Литье под давлением.Штамповка металлаи другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
