
カスタムTPE/TPU射出成形サービスは、医療、自動車、電子機器のフレキシブル部品における収縮、バリ、オーバーモールド接着不良などの構造的な欠陥を解決する、精密なエラストマー成形プロセスです。これらの問題は、TPE/TPUの加工温度範囲が狭い( ±5℃以内)ことと、せん断感受性の高さに起因しており、従来の成形方法では特殊な制御ができないために、 ±0.05mmを超える寸法ばらつきが生じ、量産時に不良率が高くなるという問題があります。
当社の専門知識は、高度なDFM(設計製造性)分析、高精度な2色射出成形、そして100%リアルタイムの動的品質モニタリングを通じて価値を提供し、複雑な薄肉設計において、リードタイムの短縮、部品コストの削減、そして±0.005mm以内の一貫した精度を実現します。このフルスタックのカスタムアプローチにより、最適な弾性と精度が保証され、以下のセクションでは、サプライヤー選定の指針となる技術的な制約とプロセス管理について詳しく説明します。
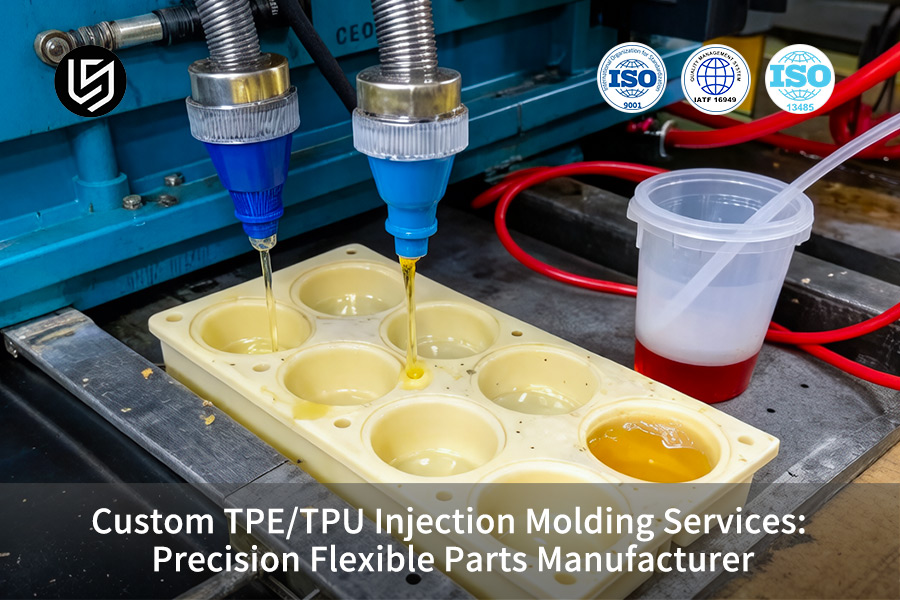
カスタムTPE/TPU射出成形:精密フレキシブルパーツクイックリファレンス
| 技術的な課題 | TPE/TPU専用ソリューション | 精密部品の検索結果 |
| 材料の乾燥と取り扱い | TPE/TPU射出成形材料の乾燥は、70~80℃で少なくとも3時間、水分を0.1%未満に除去する最も重要な工程です。 | この工程は、変色やひび割れなどの問題に対する予防措置であり、硬度の均一性やロット間の整合性を確保するものでもあります。 |
| 流量と換気 | 溶融粘度が高い場合は、ゲートとランナーのサイズを大きくするとともに、効率的なベントが必要となる。 | 壁の厚さが0.5mm未満で複雑な形状の場合でも完全に充填されるため、焦げ付きやショートショットの問題を回避できます。 |
| 収縮・反り抑制 | 収縮や反りを抑制するために、TPE/TPUは高い異方性収縮特性を持つ。 | 誤差は1.5~3%程度なので、工具補正のシミュレーションが必要です。正確な寸法と、一般的に0.15mm程度の厳しい公差を維持することを目指しています。 |
| フレキシブル部品の脱型 | 柔軟性のある部品の離型は、部品が十分な剛性を持たないため、取り出し時に困難が生じるという問題がある。 | より高い抜き勾配と巧妙な排出方法を採用することで、損傷を回避できます。これにより、このような繊細な部品の自動生産が可能になります。 |
| 当社のプロセス検証 | 当社のプロセスを検証するために、金型内センサーを使用して、各ショットにおけるキャビティの圧力と温度を監視しています。 | 当社は、射出成形部品の重量および特性が製造工程全体を通して一貫していることを保証します。 |
主なポイント:
- 乾燥度は性能仕様です。TPEやTPUが十分に乾燥されていないと、重大な欠陥が発生する可能性があります。これを防ぐためには、水分含有量が0.1%未満になった時点で加工を開始することが非常に重要です。
- 流動にはスペースが必要:粘度が非常に高いため、硬質プラスチックに使用されるものよりも大きなゲートとランナーが必要となります。この部分を適切に設計することで、射出圧力や応力による問題を回避できます。
- 収縮は予測可能です。高収縮性および方向性収縮性の両方を持つ材料を扱う場合、金型流動シミュレーションを実施することが必須です。これにより、金型が正確にスケールされていることを確認でき、後工程での手直し(非常にコストがかかる可能性があります)を回避できます。
- 射出成形は設計上の重要な要素です。部品は、余分な力を加えることなく容易に射出できるように設計してください。適切な抜き勾配と適切な位置に配置された射出ピンにより、無理やり材料を取り出そうとする手間は不要になります。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
柔軟性ポリマー成形理論について調べるのは簡単です。膨大な数の記事から選ぶことができます。しかし、このガイドは違います。TPUのレオロジー特性を日々調整している当社のプロセスエンジニアが執筆しました。当社の技術は、 ACS Rubber Divisionが定める厳格なガイドラインに準拠しており、教科書の理論だけでなく、材料化学と実際の成果を結びつけることを重視しています。
当社は、柔軟性と精度の両方が求められる部品を専門としています。例えば、手術器具用の生体適合性グリップ、ロボット用の耐油性ガスケット、航空宇宙機器用のソフトタッチボタンなどが挙げられます。当社は、 IPC(国際ポリマー会議)が定める電子機器用ポリマー材料の詳細な設計および試験規則に基づいて製品を検査し、どんなに過酷な条件下でも最高の性能を保証します。
当社は、数多くの材料を扱い、ショア硬度50Aの材料に対して金型温度を25℃に正確に設定してきた経験に基づいています。さらに、 0.5mmの薄肉ゲート設計と、成形品の変形を防ぐ冷却方法も確立しています。こうした実績のある情報を共有することで、お客様が高品質で生産準備が整った軟質部品を製造できるようサポートし、同時に、収縮、引裂強度の低下、表面欠陥といった一般的な問題を回避します。

図1:耐久性のある特注射出成形金型を製造するために、メンテナンス機械が鋼合金を加工する際に火花が飛び散る様子。
カスタムTPE/TPU射出成形サービスにおいて、せん断感度の制御がなぜ重要なのか?
カスタムTPE/TPU射出成形サービスにおいて、完璧な製品を実現するための主な理由の一つは、ポリマーの分子鎖を保護するためにせん断力を制御することです。せん断力が制限されないと、原材料が損傷し、製品の不良につながります。このように、科学に基づいたプロセスを導入することが、製品の品質を維持する確実な方法となります。
せん断誘起劣化の物理学を理解する
TPEとTPUの主な問題点は、せん断に対する感度が非常に高いことです。充填段階で、せん断速度が高すぎるとポリマー鎖が断片化し、黄変、微細な空隙の発生、引張強度の30%以上の低下などを引き起こす可能性があります。高精度TPE/TPU成形品の優れた特性と信頼性の高い性能を実現するには、これらの欠陥を抑制することが重要です。
仮想プロセス最適化による欠陥予測
当社では、このような問題を予測・防止するために、低圧射出成形シミュレーションを実施しています。Moldflowなどのソフトウェアは、生産開始前であっても、高せん断領域を早期に特定してくれます。これにより、高額な修正や試作を回避し、最初から信頼性の高いプロセスを実現できます。こうした潜在的な問題を事前に検討することが、軟質プラスチック射出成形における予測不可能な不良を正常な結果へと変えるための重要なステップです。簡単に言えば、このシミュレーションによって、鋼材を切断する前に部品の予期せぬ不良を防ぎ、試行錯誤にかかる数千ドルものコストを削減できるのです。
カスタマイズされた多段階注入プロファイルの実行
その答えは、デリケートな材料向けに特別に設計された可変充填パターンにあります。まず、ジェット現象を防ぐためにゆっくりと充填を行い、次に充填速度を上げ、最後に再び速度を落としてせん断応力レベルを0.2MPa以下に抑えます。この精密な射出成形プロセスのおかげで、部品の表面仕上げが向上するだけでなく、エラストマーの回復力が最適なレベルに維持され、長期間にわたって耐摩耗性が向上します。そのため、最も厳しい耐久性基準さえも満たすことができます。
大量生産における一貫性の検証
数百万個の製品を安定して生産する場合、工程の詳細な管理を不可欠な要素としています。例えば、多キャビティ射出成形のような複雑なケースでは、キャビティ圧力と粘度をインラインで監視します。これにより、リアルタイムで品質確認を行い、一貫性のあるバッチ生産が可能になります。つまり、複雑な材料の問題が、信頼性が高く再現性のある特殊射出成形へと変わり、貴社ブランドの優れた評判を維持することができるのです。
このアプローチでは、材料の流れを制御することで、信頼性の高いカスタムTPE/TPU射出成形サービスを提供します。材料固有のレオロジーと予測エンジニアリングを活用し、部品の分子構造を保護するプロセスを構築します。これにより、最終部品の高品質と長期にわたる安定した性能が保証されます。

精密なフレキシブル部品成形において、±0.03mmの公差をどのように維持するのか?
軟質材料の1.5~2.5%の収縮率を考慮しなければ、精密なフレキシブル部品成形において0.03mmの公差を達成することはほぼ不可能です。当社では、予測的な金型製作とロックインプロセス制御を統合したクローズドループ方式を採用することでこれを実現しています。この仕組みこそが、最高品質の用途向けに信頼性の高いTPE/TPU射出成形サービスを提供できる当社の秘訣です。
ツーリング:予測形状と基礎精度
- 異方性補正:材料固有の収縮を相殺するために金型形状を事前に歪ませることで、最終形状に近い部品を直接お客様にお届けします。
- ±0.005mmのキャビティ精度:当社の優れた加工精度は、高精度TPE/TPU成形の基盤であり、製品と金型のサンプリングサイクルを短縮します。
プロセス:変数の排除
- ±1℃のサーマルロック:金型温度を一定に保ち、それによって生じる変化(多くの場合、寸法変化につながる)を生産工程から除外します。
- ±0.5MPaの圧力制御:この射出成形は、射出後の反りを効果的に防止し、その結果、部品は0.03mmの組立仕様を満たすことができます。
検証:データ駆動型保証
- 初回品CMM検査:生産前に完全な寸法レポートを提供し、これにより生産開始の確実性を提供します。
- リアルタイムSPCモニタリング: 低圧射出成形によって可能となるリスクを最小限に抑えながら一貫した品質を実現し、生産の長期的な安定性を確保することは、この場合非常に重要な取り組みです。
この成果は、異方性収縮補正と、 1℃および0.5MPaの範囲内に収まるプロセスを組み合わせた結果であり、統計分析によっても裏付けられています。材料のばらつきを正確な寸法に変換することで、部品の適合性と機能性を確実に確保します。このアプローチは、最も重要な部品の多キャビティ射出成形を実現するために不可欠です。予測型金型とロックインプロセス制御によって、柔軟性のある部品で±0.03mmの精度を実現する方法をぜひご体験ください。設計におけるこの精度を検証するには、アプリケーションの詳細を添えて当社のエンジニアリングチームまでお問い合わせください。

図2:高精度TPE/TPU成形生産用に、ガイドピンとケーブルを備えた精密鋼製金型が用意されている。
カスタムTPE射出成形におけるマルチマテリアルオーバーモールディングで、界面接着エネルギーを最適化するには?
多層オーバーモールディングにおける接着性を最適化することで、圧力下での層間剥離を防ぐことができます。そのためには、機械的インターロッキングと分子結合が鍵となります。これらの方法により、少なくとも8 N/mmの剥離強度を持つ強固な接合が実現します。これは、カスタムTPE射出成形によって耐久性のある部品やシールを製造する上で非常に重要です。
| 技術戦略 | 主要管理ポイント | 顧客にとってのメリットと成果 |
| 機械式インターロック | 基材上に、DFM(設計製造性)で要求されるアンダーカット/アリ溝を設ける。 | 部品の性能を損なうことなく、これがその方法の一つです。通常、物理的にアンカーとして機能し、アンカーの強度は化学的適合性に依存しません。 |
| 分子拡散 | ノズルの温度は、通常のTPEの作業温度より約10~15℃上昇する。 | ポリマー鎖の相互拡散により、高い結合強度( 8 N/mm )が実現され、これは強力なシールと柔軟なヒンジを実現する主要因の一つとなっている。 |
| プロセス制御 | 射出成形プロセスにおける基板温度と射出速度の精密な制御。 | これにより、製造工程全体を通して接着強度が一定に保たれることが保証され、これはカスタムTPE/TPU射出成形サービスの大きな利点となります。 |
| 検証 | ASTM D6862剥離強度試験。 | つまり、製品の認定リスクを最小限に抑え、自動射出成形生産を強化するために、性能データ(通常の3~5 N/mmに対し、 8 N/mm )を確実に取得するということです。 |
機械的なインターロックと熱活性化接着プロセスを組み合わせることで、高強度の接着が実現し、 8 N/mm²の剥離強度が得られることが確認されています。この方法は、ツーショット射出成形において非常に重要であり、オーバーモールドされた部品が環境や疲労による破損に耐えられることを保証します。実際、最も厳しい用途においても競争力のある信頼性をもたらし、 大量生産の射出成形における熟練したOEM TPE/TPU成形サービスの標準となっています。
カスタムTPU射出成形と標準的なTPE加工を区別する具体的なプロセス境界は何か?
TPEとTPUを混同すると、バッチ不良が大量発生する可能性があります。各材料固有の、互換性のないプロセス境界を把握しておく必要があります。これらの設定されたパラメータにより、最終製品が適切に機能し、信頼性が確保されます。この分析では、カスタムTPU射出成形の主要なステップについて説明します。最初のステップは次のとおりです。
徹底的な乾燥:絶対に欠かせない最初のステップ
TPUは水分を非常に速く吸収します。そのため、まず完璧な防湿層を設ける必要があります。具体的には、水分含有量が0.02%未満になるまで、 110℃の温度で露点-40℃の条件下で4時間以上乾燥させます。こうすることで加水分解を防ぐことができます。加水分解は、弱点、広がり、溶融流動の不均一性といった大きな問題を引き起こし、製品の無駄につながります。
この問題を解決するには、高精度なTPE/TPU成形のエキスパートと提携し、プロセスを自動化および検証することで、大きなリスクを最高品質の部品を確保するための重要な要素に変えることができます。
高圧・高温加工技術の習得
TPUは溶融粘度が非常に高く、弾性記憶性にも優れているため、精密射出成形プロセスには非常に高い精度が求められます。溶融温度は一般的に190℃~220℃で、これはほとんどのTPEの溶融温度よりもはるかに高い値です。また、保持圧力も60~100MPaとかなり高くする必要があります。TPEの標準値である20~ 50MPaを用いると、問題が生じるためです。
成形時に部品内部に空隙や収縮が生じる可能性があります。適切な圧力を維持することで、これらの問題を防止できるだけでなく、緻密で空隙のない部品の製造が可能になります。その結果、部品の寸法が安定し、性能と寿命が向上します。
特殊機器の構成は基礎となる
一般的な用途向けに設計されたネジでは不十分です。TPUを加工する際に非常に高い温度が発生し、材料が完全に劣化してしまうためです。圧縮比が2.5:1~3:1程度で、L/D比が少なくとも20の特殊なネジが必要です。
この構成により、溶融状態が滑らかで均一になり、表面仕上げが向上し、バッチごとに安定した機械的特性が得られます。これは、信頼性の高いTPE/TPU射出成形サービスにおいて非常に重要な要素です。このおかげで、通常の設備では製造できない部品を製造することが可能になります。
この対話では、TPUとTPEの製造方法における主要な技術的相違点を明確に説明し、協力関係を築くためのパートナー候補を評価する上で不可欠な情報を提供します。これらの特殊な射出成形パラメータを理解している成形専門家と協力することで、不良バッチによる生産リスクやダウンタイムを大幅に削減し、堅牢な射出成形プロセスを確実に構築することができます。
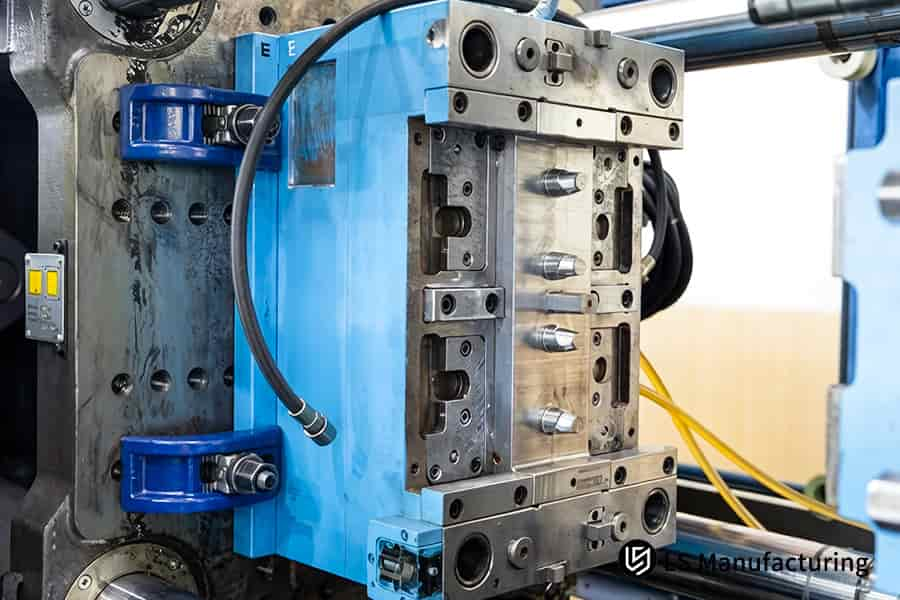
図3:鋼製の金型に青色のTPU材料を射出し、自動車の流体および電気システム用の柔軟なシールを形成する。
高度な金型通気技術は、高精度TPE/TPU成形における焼け跡やボイド欠陥をどのように防止するのでしょうか?
通常、フレキシブル金型における焼け跡や内部空洞は、プラスチック射出成形時に空気が閉じ込められ、最初に燃焼することによって発生します。金型開口部に加えて、すべてのガスの排出を促進する追加の通気口を設けることが、高度な通気ソリューションの中核です。高精度TPE/TPU成形において、優れた表面形状と堅牢な内部構造を実現することが目標である場合、この方法は非常に効果的です。
流れシミュレーションによる精密な通気設計
- 当社の方法:金型充填解析により、最後に充填される領域を正確に特定し、パーティングラインとエジェクタピンに深さ0.01mm~0.015mmの極薄の通気孔を設けます。
- お客様へのメリット:これにより圧縮空気の温度が400℃を超えるのを防ぎ、焦げ跡や表面の傷がなくなります。柔軟性のあるプラスチック射出成形品は新品同様の状態になり、これは高度な射出成形技術によってのみ可能になります。
一体型多孔質金属と段差式通気システム
- 当社の方法:当社では、3Dガス排気のために、深いリブや複雑なコアに多孔質鋼(例: Porcerax )または段差のある通気インサートを設置します。
- お客様のメリット:ブラインドポケット周辺でのガスの完全な排出を可能にし、信頼性の高い射出成形プロセスを通じて、密閉性だけでなく高性能要件も満たす、緻密で空隙のない内部構造を実現します。
プロセス安定性の体系的な検証
- 当社の方法:製造開始時にキャビティ圧力センサーを使用して通気口の効率を二重チェックし、充填がクリーンであることを確認するとともに、最も堅牢なプロセスウィンドウを定義します。
- お客様のメリット:堅牢で欠陥のない生産プロセスを実現できるため、偶発的な故障の可能性を排除しつつ、信頼性の高いカスタムTPE/TPU射出成形サービスをご利用いただけます。
ここで取り上げる工学的アプローチは、排気の役割を単なる後付けの要素から、部品の生産性を左右する主要な要素となる本格的な科学へと変革するものです。この技術は、大幅な手直しや不良品の発生を完全に排除する確実なプロセスウィンドウを提供し、生産における歩留まりの向上を保証します。
焦げ跡がなく、空隙のない材料の完全性が維持され、応力のかかる用途にも適用できる信頼性の高い性能を発揮するなど、確実な結果が得られ、エンジニアリンググレードの射出成形ソリューションの標準を確立します。
B2B向けフレキシブルプラスチック射出成形サプライヤーは、大量生産の自動車プロジェクトにおいて、どのような費用対効果の高いゲート設計を採用すべきでしょうか?
シールやグロメットなどの大規模な自動車部品製造プロジェクトにおいては、適切なゲート設計が、フレキシブルプラスチック射出成形プロセスにおけるコスト、品質、生産量のバランスを取る上で重要な柱となります。綿密に計画されたランナーとゲートの設計は、廃棄物を削減し、生産速度を向上させるだけでなく、優れた外観も実現します。これは、プロジェクトの収益性を高め、エラストマーの精密射出成形を可能にするための鍵となる要素です。
| ゲーティングとランナーパラメータ | 従来型コールドランナープロセス | 最適化されたバルブゲート式ホットランナープロセス |
| ゲートの種類と制御 | タブ(エッジ)ゲート開閉式。閉鎖は手動または熱式。 | バルブゲートは機械的に作動し、空気圧によって独立して制御される。 |
| ゲートの痕跡 / 弦の張り方 | 非常に目立つ痕跡( >0.3mm );プラスチックの糸やよだれが頻繁に見られる。 | ほぼ完璧な痕跡( 0.1mm未満);即時の機械的切断により弦は完全に消滅します。 |
| 材料利用(廃棄物) | 利用(廃棄物)大型スクラップ:ショット重量の40~50%が再利用可能なランナー。 | 最大効率:材料利用率98%以上、廃棄物2%未満。 |
| 標準サイクルタイム | 長めの場合:約35秒(ランナーの冷却時間を含む)。 | 短縮版:約22秒(ランナーレスシステム)。 |
| 充填の粘度と圧力 | 流量が不均一。ためらいの跡が見られる可能性あり。 | 同時多ゲート充填はバランスが取れており、システムは最大150MPaまで加圧できるため、エンジニアリンググレードの射出成形品質が保証されます。 |
このデータは、バルブゲート式ホットランナーシステムが材料の糸引きを解消し、不良率を2%未満に抑えるため、自動車プロジェクトにおいて非常に費用対効果が高いことを示している。
比較データは、バルブゲート式ホットランナーシステムがスケールアップの生命線であり、廃棄物を大幅に削減し、サイクルを短縮することで経済性を変革することを裏付けています。この方式こそが、一流のOEM TPE/TPU成形サービスに必要な安定した品質と低い総コストを実現するのです。実際、これは信頼性の高いTPE/TPU射出成形サービスのベンチマークとなり、大量生産レベルで実証済みの産業用射出成形ソリューションです。

図4:ロボットアームが、成形されたばかりの透明なTPE製容器キャップを冷却および搬送用の緑色のコンベアに載せる。
成功事例:LS Manufacturing社が、世界有数の医療機器メーカー向けに、医療グレードの耐疲労性TPU製蠕動ポンプコネクタをカスタマイズ製造
大手医療機器メーカーは、重大な不具合に直面しました。新しいICU輸液システムのポンプコネクタが試験中に破損し、発売が中止されたのです。LS Manufacturingは、この重大なカスタムTPU射出成形の課題を解決するために起用され、重要な医療用射出成形用途における早期疲労の根本原因を突き止めました。
クライアントの課題
顧客の医療グレードTPUコネクタは、1分間に120回の圧縮で50万サイクルに達する前に、微細な亀裂の伝播による漏れで破損しました。さらに、ショアA硬度測定値が±5の範囲で変化し、薬剤投与量の不正確さを招きました。これは明らかに患者にとって非常に危険な状況であり、製品のリコールにつながる可能性があり、多大なコストが発生する恐れがありました。このため、精密なフレキシブル部品の成形に大きく依存していた製品の発売が延期されました。
LSマニュファクチャリングソリューション
当社のソリューションでは、材料の欠陥だけでなく、製造プロセスにも着目しました。高純度で耐疲労性に優れた医療グレードのTPUを採用し、露点温度-45℃で乾燥を行いました。最大のブレークスルーは、温度を0.5℃に安定させるマイクロコンフォーマル冷却機能を備えた当社独自の金型です。これにより、液状射出成形部品の高精度射出成形において重要な応力発生を防ぐことができました。
結果と価値
最適化されたコネクタは、独立試験段階で500万回以上の疲労サイクルに耐え、性能が10倍向上しました。硬度変動は85±1ショアAレベルに維持され、寸法安定性は0.02mmでした。これにより、顧客の製品責任リスクが解消され、投与精度が保証され、顧客の製品発売が確実になり、 OEM TPE/TPU成形サービスに関する5年間の独占契約が締結されました。
極めて深刻な故障モードに対する解決策を見出すには、通常のパラメータを超えた基礎的なプロセスの熟達が不可欠であり、今回の事例はまさにそれを証明しています。当社のソリューションは、クライアントが潜在的なリスクを大幅に低減できただけでなく、認証済みの性能レベルにまで向上させることができました。これは、生命維持に不可欠な部品のマイクロ射出成形には高度な専門知識が必要であることを示しています。そして、クライアントが長期にわたる製品信頼性の保証を通じて、定量化可能な価値を提供できる能力を持っていることを示しています。
ポンプコネクタの疲労と投与精度に関する検証済みのソリューションについてご相談をご希望の場合は、当社までご連絡ください。お客様の設計を評価し、性能に裏付けられた生産見積もりをご提供いたします。

LS Manufacturingを戦略的なOEM TPE/TPU成形サービスパートナーとして選ぶことで、サプライチェーンの回復力が確保される理由とは?
軟質プラスチックにおけるサプライチェーンのレジリエンスは、自動的に得られるものではありません。綿密な設計とエンジニアリングが必要です。データに基づいた品質管理とエンジニアリングのアプローチを採用することで、生産状況をより深く理解し、設計から納品までのリスクを低減することができます。戦略的パートナーシップは、まさにこのような安心感をもたらすのです。
単なる約束ではなく、認証されたシステム
当社が取得しているIATF 16949およびISO 13485認証は、その品質を雄弁に物語っています。これらの認証は、関連するプロセスが適切に文書化、管理され、自動車および医療機器業界の最高水準に準拠するよう定期的に見直されていることを保証します。そのため、標準化された手順、容易なサプライヤー認定、そして生産ラインを混乱させる可能性のあるエラーのリスク低減を実現できます。この確固たる基盤の上に、当社のOEM TPE/TPU成形サービスチームは、単なる無作為な手順ではなく、一貫したシステムから信頼性の高いサプライチェーンを構築し、真にデータに基づいた射出成形チームを実現します。
クローズドループ型データ品質シールド
当社は、クローズドループ型のフルライフサイクル品質管理システムを統合しています。原材料の純度を分光分析による受入品質管理の一環として確認することから始まり、 100%工程内光学検査を経て、完全なトレーサビリティを備えた出荷品質管理で完了します。すべてのバッチには、適合証明書として機能する包括的なデータセットが添付されます。これにより、問題を即座に検出し、不良品の出荷を防ぎ、将来的に発生する高額なエラーやリコールを回避できます。これこそが、射出成形プロセス管理の本質です。
予測可能な結果を得るための、事前準備型の専門知識
3Dファイルを受け取ってから1日以内に、当社のエンジニアリングチームが完全なDFMレポートを作成します。このレポートには、ランナー設計、ゲート解析、欠陥リスク予測が含まれます。これにより、生産開始前にリスクとその軽減策を事前に把握できるため、高額な設計変更や生産待ちが発生することはありません。その結果、優れた射出成形システムのおかげで、お客様のカスタムTPE/TPU射出成形サービスは計画通りにスムーズに開始され、迅速に製品を生産できます。
健全な事業運営を維持するには、認定パートナーを選ぶことが非常に重要です。当社では、体系的な品質管理、リアルタイムのデータ検査、およびエンジニアリング介入を実施しています。これらの対策により、高精度TPE/TPU成形品の精度と品質を維持しています。高度な柔軟性部品の用途において、当社のサプライチェーンはお客様のニーズにお応えします。
よくある質問
1. LS ManufacturingがカスタムTPU成形部品で達成できる絶対最小公差はどれくらいですか?
極めて高精度なフレキシブル部品において、鏡面仕上げの放電加工キャビティ加工と、クローズドループ方式のリアルタイム射出成形圧力制御を組み合わせることで、 ±0.03mmという寸法絶対公差を実現しました。これにより、材料の伸縮性を補正し、すべての生産サイクルにおいて一貫した精度を維持できるため、難易度の高い作業にも最適です。
2. 硬質PA66またはPC基材へのTPEオーバーモールドにおいて、層間剥離をゼロに保証するにはどうすればよいですか?
当社では、金型内部の精密な温度管理によって界面温度を最適に保ち、さらに特殊なTPEグレードを使用することで、この問題を防止しています。これらの組み合わせにより、強力な化学結合が形成され、ポリマー鎖が均一に融合することで、界面結合強度が少なくとも8N/mm²に達します。これは、基材やTPE単体では引き裂くことができない強度をはるかに上回ります。
3. LS Manufacturingは、どの国際的な品質および製造認証を完全に遵守していますか?
LS Manufacturingは、大手企業が定めるすべての基準を遵守するトップサプライヤーです。自動車関連製品にはIATF 16949、医療機器関連製品にはISO 13485 、そして一般的な品質管理にはISO 9001:2015を厳格に適用しています。これらの厳格なガイドラインのおかげで、LS Manufacturingは製造工程全体を追跡し、ミスを迅速に修正することができます。そのため、同社の製品は欠陥がなく、世界中で信頼されています。
4. 貴社チームは、射出成形前に、工業用TPU樹脂に伴う深刻な吸湿問題にどのように対処していますか?
当社では、厳格な前処理工程を通じて吸湿対策を行っています。TPU樹脂の各バッチは、工業用乾燥機で安定した露点-40℃で4~6時間乾燥させます。これにより、内部水分含有量を0.02%未満に抑え、スプレー、気泡、最終製品の機械的特性への損傷を防ぎます。
5. LS Manufacturingは、実際の金型を製作する前に、包括的なDFM解析とMoldflowシミュレーションを提供できますか?
STEPファイルを受け取ってから24時間以内に、無料のDFM解析と完全なMoldflowシミュレーションレポートをご提供いたします。この金型製作前の評価では、充填、パッキング、冷却、反りなどを検証し、ヒケ、ウェルドラインの弱さ、応力集中などの問題を検出して修正します。つまり、お客様の費用負担が発生する前に、プロジェクトの安全性を高めるお手伝いをいたします。
6. 大量生産のカスタムTPE射出成形において、御社はどのような一般的な金型材料と耐用年数基準を提供していますか?
50万サイクルを超える大量生産向けには、 ASSAB 718HやH13といった最高級の輸入鋼材を使用し、HRC 52以上の硬度に焼き入れしています。これにより、優れた耐摩耗性と耐腐食性を実現しています。さらに、生涯保証(無料メンテナンスを含む)が付いているため、工具は製品寿命全体を通して生産性と品質基準を確実に満たします。
7. LS Manufacturingは、厚肉フレキシブルエラストマー製品の製造サイクルタイム全体をどのように最適化していますか?
シンプルな設計により、厚肉エラストマーの成形サイクルタイムを最大35%短縮することに成功しました。ベリリウム銅製の金型インサートを使用し、キャビティ表面のすぐ後ろに高度なコンフォーマル冷却チャネルを設けることで冷却します。この構成により、熱が均一かつ迅速に放出され、こうした材料にありがちな長い冷却時間を短縮できます。
8. カスタム部品の出荷における欠陥ゼロを保証するために、貴社ではどのような柔軟な部品品質検査手順を採用していますか?
当社の欠陥ゼロ検査プロトコルは、完全自動化されたインライン画像選別と厳格なラボテストを組み合わせたものです。応力緩和と繰り返し引張破壊を検査し、さらに精密なマイクロキャリパー測定も行います。これにより、すべての重要な寸法が満たされ、出荷されるすべての部品が非常に耐久性があり、要求どおりに機能することが保証されます。詳細な見積もりについては、当社チームまでお問い合わせください。
まとめ
カスタムTPE/TPU射出成形は、ランナーの熱力学、材料の流れ挙動、および厳密な圧力制御を融合させたものです。このプロセスにより、部品の耐久性と適合性に直接影響を与えるせん断、ボイド、焼けなどの問題を最小限に抑えます。長年の配合技術と±0.03mmの精密な寸法精度を誇るLS Manufacturingは、自動車、医療機器、エレクトロニクス分野の大手企業をサポートしています。同社は、部品をシステム上の利点へと転換し、競争優位性をもたらします。
収縮、反り、硬度の問題で製品発売が遅れるべきではありません。当社のゴムコンパウンド専門家が、製品の耐久性を強化し、お客様をサポートいたします。 「カスタム射出成形ソリューションと見積もりを取得」をクリックして、CAD図面をお送りください。 1日以内に、ゲート、ベント、ウェルドラインに関する無料のDFMレポートをご提供いたします。これにより、世界中で堅牢で透明性が高く、経済的に健全な製造体制が実現します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
