
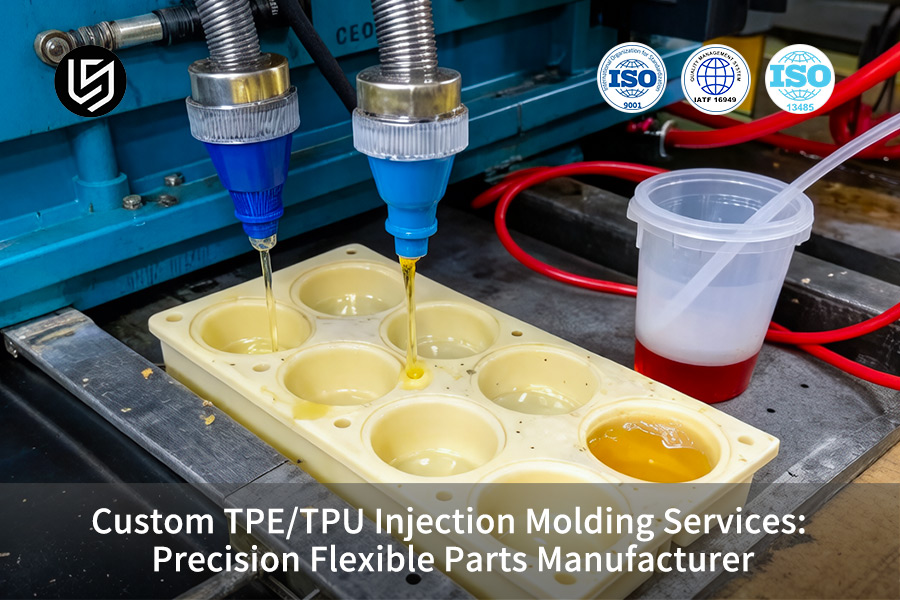
Os serviços personalizados de moldagem por injeção de TPE/TPU são processos de elastômeros de precisão que resolvem defeitos sistêmicos — como contração, rebarbas e baixa adesão do sobremoldante — em peças flexíveis para os setores médico, automotivo e eletrônico. Esses problemas decorrem das estreitas janelas de processamento do TPE/TPU (dentro de ±5°C ) e da sensibilidade ao cisalhamento, onde a moldagem convencional carece de controles especializados, causando variações dimensionais superiores a ±0,05 mm e altas taxas de refugo na produção em larga escala.
Nossa expertise agrega valor por meio de análises profundas de DFM (Design for Manufacturing), moldagem por injeção de alta precisão em duas etapas e monitoramento dinâmico de qualidade em tempo real , permitindo que você alcance prazos de entrega mais curtos, custos totais de peças reduzidos e precisão consistente de ±0,005 mm para projetos complexos de paredes finas. Essa abordagem personalizada completa garante elasticidade ideal com precisão, e as seções a seguir detalharão os limites técnicos e os controles de processo para orientar sua decisão de fornecedor.
Moldagem por Injeção Personalizada de TPE/TPU: Guia Rápido de Peças Flexíveis de Precisão
| Desafio Técnico | Solução específica para TPE/TPU | Resultado para peças de precisão |
| Secagem e Manuseio de Materiais | A secagem do material de moldagem por injeção de TPE/TPU é uma etapa fundamental que elimina a umidade - menos de 0,1% a 70-80°C por pelo menos três horas . | Esta etapa é uma medida preventiva contra problemas como descoloração, fissuras, etc., além de garantir a uniformidade da dureza e a correspondência entre os lotes. |
| Fluxo e Ventilação | Uma maior viscosidade do material fundido exige canais de alimentação e canais de distribuição maiores , além de uma ventilação eficiente. | Paredes com espessura inferior a 0,5 mm e formatos complexos serão preenchidas completamente, evitando problemas de queimaduras e falhas de projeção. |
| Controle de encolhimento e empenamento | Para controle de encolhimento e empenamento, o TPE/TPU apresenta alta contração anisotrópica. | O valor fica entre 1,5 e 3% , portanto, a simulação da compensação da ferramenta é necessária. Buscamos dimensões precisas e tolerâncias rigorosas, geralmente em torno de 0,15 mm . |
| Desmoldagem de peças flexíveis | A desmoldagem de peças flexíveis é problemática, pois essas peças não possuem rigidez suficiente, o que dificulta a ejeção. | A implementação de ângulos de inclinação maiores e um método de ejeção inteligente evita danos. Isso possibilita a produção automatizada de peças tão frágeis. |
| Validação do nosso processo | Para validar nosso processo, utilizamos sensores internos ao molde para monitorar a pressão e a temperatura da cavidade em cada injeção. | Garantimos que todas as peças moldadas por injeção terão peso e propriedades consistentes ao longo de toda a produção. |
Principais conclusões:
- A secagem adequada é um requisito de desempenho: se o TPE e o TPU não forem secos adequadamente, isso pode causar defeitos graves. Para evitar isso, é muito importante iniciar o processamento quando o teor de umidade estiver abaixo de 0,1% .
- O fluxo exige espaço: devido à viscosidade muito alta, são necessários canais de injeção e canais de distribuição maiores do que os usados para plásticos rígidos . Projetar esse recurso corretamente ajudará a evitar problemas com a pressão e a tensão de injeção .
- A contração é previsível: É imprescindível realizar simulações de fluxo de moldagem para materiais com alta contração e contração direcional . Dessa forma, você garante que o molde esteja dimensionado corretamente e evita retrabalho posterior, o que pode ser muito dispendioso.
- A ejeção é uma característica de projeto: projete as peças de forma que possam ser ejetadas facilmente, sem a necessidade de força adicional. Com bons ângulos de inclinação e pinos extratores bem posicionados , o problema de tentar remover o material à força será eliminado.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Estudar a teoria da moldagem de polímeros flexíveis é fácil; você tem inúmeros artigos à disposição. Mas este guia é diferente. Ele foi escrito por nossos engenheiros de processo, que dedicam o dia a aprimorar a reologia do TPU. Nossas técnicas seguem as diretrizes rigorosas da Divisão de Borracha da ACS (American Chemical Society) , garantindo que a química do material esteja conectada a resultados práticos, e não apenas às teorias dos livros didáticos.
Somos especializados em peças que exigem flexibilidade e precisão – como cabos biocompatíveis para instrumentos cirúrgicos, juntas resistentes a óleo para robótica e botões de toque suave para equipamentos aeroespaciais . Verificamos nosso trabalho utilizando as regras detalhadas de projeto e teste para materiais poliméricos em eletrônica da IPC , garantindo desempenho de alto nível, independentemente das condições extremas.
Nossa experiência se baseia no trabalho com diversos materiais e no ajuste preciso da temperatura do molde a 25°C para uma dureza Shore A de 50. Além disso, dominamos o projeto de canais de injeção para paredes finas de 0,5 mm e os métodos de resfriamento para evitar deformações nas peças. Compartilhar essas informações comprovadas nos permite auxiliar você na produção de peças macias de alta qualidade, prontas para produção, evitando os problemas comuns de contração, baixa resistência ao rasgo e imperfeições superficiais.

Figura 1: Faíscas voam enquanto a máquina de manutenção processa liga de aço para fabricação de ferramentas de moldagem por injeção personalizadas e duráveis.
Por que o controle da sensibilidade ao cisalhamento é crucial em serviços personalizados de moldagem por injeção de TPE/TPU?
Um dos principais motivos para a obtenção de produtos impecáveis em serviços personalizados de moldagem por injeção de TPE/TPU é o controle do cisalhamento, que protege o polímero e mantém as cadeias moleculares intactas . Quando o cisalhamento não é controlado, ele danifica a matéria-prima, resultando em falhas no produto. Dessa forma, a implementação de um processo com base científica é uma maneira segura de manter a qualidade dos seus produtos.
Entendendo a física da degradação induzida por cisalhamento
O principal problema associado aos TPEs e TPUs é a sua elevada sensibilidade ao cisalhamento. Na fase de enchimento, as cadeias poliméricas podem fragmentar-se devido à taxa de cisalhamento excessiva, resultando em amarelamento, microvazios e perda de resistência à tração de 30% ou mais. Para alcançar as propriedades desejadas e um desempenho confiável na moldagem de TPE/TPU de alta precisão , é fundamental limitar esses defeitos.
Previsão de defeitos com otimização virtual de processos
Realizamos simulações de moldagem por injeção de baixa pressão para prever e prevenir esses problemas. Softwares como o MoldFlow nos indicam áreas de alto cisalhamento logo no início, mesmo antes da produção. Dessa forma, podemos evitar correções e testes dispendiosos, garantindo um processo confiável desde o princípio. Examinar proativamente esses possíveis problemas é o principal passo para transformar falhas imprevisíveis em resultados regulares na moldagem por injeção de plásticos flexíveis . Em outras palavras, essa simulação previne falhas imprevisíveis da peça antes mesmo de começarmos a usinagem, economizando milhares em custos de tentativa e erro.
Executando um perfil de injeção personalizado e em múltiplos estágios.
A resposta está em um padrão de preenchimento variável especialmente projetado para materiais sensíveis. Inicialmente, realiza-se um preenchimento lento para evitar jatos, em seguida, passa-se para um preenchimento mais rápido e, finalmente, desacelera-se novamente para manter o nível de tensão de cisalhamento abaixo de 0,2 MPa . Graças a esse processo de moldagem por injeção de precisão , as peças não apenas apresentam melhor acabamento superficial, como também mantêm a recuperação elastomérica em um nível ideal e exibem maior resistência ao desgaste ao longo do tempo. Por isso, elas conseguem atender até mesmo aos padrões de durabilidade mais rigorosos.
Verificando a consistência na produção em alto volume
Incorporamos o controle detalhado do processo como parte integrante quando o objetivo é a consistência na produção de milhões de unidades. Por exemplo, em casos complexos como a moldagem por injeção multicavidades , realizamos o monitoramento em linha da pressão e da viscosidade nas cavidades. Dessa forma, você obtém a confirmação da qualidade em tempo real e produz lotes consistentes, o que significa que um problema complexo com o material se transforma em uma moldagem por injeção especializada, confiável e repetível, que preserva a excelente reputação da sua marca.
Essa abordagem garante serviços confiáveis de moldagem por injeção de TPE/TPU personalizados, controlando o fluxo do material. Utilizamos reologia específica para cada material e engenharia preditiva para desenvolver processos que protegem a estrutura molecular da peça. Isso assegura que os componentes finais apresentem alta qualidade e desempenho consistente ao longo do tempo.

Como manter uma tolerância de ±0,03 mm na moldagem de peças flexíveis de precisão?
Atingir uma tolerância de 0,03 mm na moldagem de peças flexíveis de precisão é praticamente impossível sem a contração de 1,5% a 2,5% dos materiais macios. Conseguimos isso por meio de um método de circuito fechado que integra a fabricação preditiva de ferramentas com o controle de processo integrado. Essa configuração é o segredo do nosso serviço confiável de moldagem por injeção de TPE/TPU para aplicações de alta qualidade.
Ferramentas: Geometria Preditiva e Precisão Fundamental
- Compensação anisotrópica: pré-distorcemos a geometria do molde para neutralizar a contração específica do material , entregando peças próximas ao formato final diretamente para você.
- Precisão da cavidade de ±0,005 mm: Nossa excelente precisão de usinagem é a base para a moldagem de TPE/TPU de alta precisão e agilizará seus ciclos de amostragem de produto-ferramenta.
Processo: Eliminação de variáveis
- Bloqueio térmico de ±1°C: Mantém a temperatura do molde constante e as alterações induzidas por ela ( que geralmente resultam em alterações dimensionais ) são excluídas da sua produção.
- Controle de pressão de ±0,5 MPa: Este processo de moldagem por injeção é eficaz na prevenção de deformações pós-ejeção e, como resultado, suas peças conseguem atender à especificação de montagem de 0,03 mm .
Verificação: Garantia orientada por dados
- Inspeção CMM da primeira peça: Fornece um relatório dimensional completo antes da produção, garantindo assim a certeza do início da produção .
- Monitoramento SPC em tempo real: Para alcançar qualidade consistente , minimizando os riscos possibilitados pela moldagem por injeção de baixa pressão , e garantindo a estabilidade a longo prazo das produções, essa prática é crucial.
O resultado é fruto da combinação da compensação de contração anisotrópica com um processo que se mantém dentro dos limites de 1°C e 0,5 MPa , também respaldado por análise estatística. Ele converte as discrepâncias do material em dimensões exatas, garantindo assim que as peças se encaixem e funcionem de forma confiável. Essa abordagem é indispensável para a moldagem por injeção multicavidade das peças mais importantes. Veja como as ferramentas preditivas e o controle de processo preciso alcançam uma precisão de ±0,03 mm em peças flexíveis. Para validar essa precisão para o seu projeto, entre em contato com nossa equipe de engenharia e nos informe os detalhes da sua aplicação.

Figura 2: Moldes de aço de precisão com pinos guia e cabos são preparados para a produção de moldagem de TPE/TPU de alta precisão.
Como otimizar a energia de adesão interfacial na moldagem por injeção de TPE personalizado com sobremoldagem multimaterial?
A otimização da adesão na sobremoldagem multimaterial impede que as camadas se separem sob pressão. Para isso, o entrelaçamento mecânico e a ligação molecular são fundamentais. Esses métodos garantem uma forte conexão com uma resistência ao descascamento de pelo menos 8 N/mm² . Isso é crucial para a criação de peças e vedações duráveis por meio da moldagem por injeção de TPE personalizada .
| Estratégia Técnica | Ponto de Controle Chave | Benefícios e resultados para o cliente |
| Intertravamento mecânico | Encaixes/rabo de andorinha exigidos pelo DFM no substrato. | Sem comprometer o desempenho da peça, esta é uma das maneiras. Normalmente, ela se torna uma âncora física e a resistência da âncora não depende da compatibilidade química . |
| Difusão Molecular | A temperatura do bocal aumenta cerca de 10 a 15 °C acima da temperatura de trabalho normal do TPE. | Através da interdifusão da cadeia polimérica, obtém-se uma elevada resistência de ligação ( 8 N/mm ), que é um dos principais fatores para vedações fortes e dobradiças flexíveis. |
| Controle de Processos | Controle preciso da temperatura do substrato e da velocidade de injeção durante um processo de moldagem por injeção . | Isso garante que a resistência da ligação seja consistente ao longo de toda a produção, o que é uma grande vantagem dos serviços personalizados de moldagem por injeção de TPE/TPU . |
| Validação | Teste de resistência ao descascamento ASTM D6862. | Referimo-nos à obtenção precisa de dados de desempenho ( 8 N/mm em vez dos habituais 3-5 N/mm ), o que minimiza o risco de não qualificação do seu produto e fortalece a sua produção automatizada de moldagem por injeção . |
O encaixe mecânico combinado com um processo de colagem termicamente ativado produz uma adesão de alta qualidade, que, por sua vez, comprovadamente gera uma resistência ao descascamento de 8 N/mm² . Esse método, crucial para a moldagem por injeção em duas etapas , garante que as peças sobremoldadas resistam a falhas ambientais e por fadiga. De fato, ele proporciona uma vantagem competitiva em termos de confiabilidade, mesmo para as aplicações mais desafiadoras, e se torna um padrão para serviços especializados de moldagem de TPE/TPU para OEMs em situações de moldagem por injeção de alto volume .
Quais são os limites específicos do processo que diferenciam a moldagem por injeção de TPU personalizada do processamento de TPE padrão?
Misturar TPE e TPU pode levar a grandes defeitos em lotes. É preciso conhecer os limites de processo únicos e ininterruptos para cada material . Esses parâmetros definidos garantem que o produto final funcione corretamente e seja confiável. Esta análise aborda as etapas principais para a moldagem por injeção de TPU personalizada . Aqui está a primeira delas:
Secagem rigorosa: o primeiro passo indispensável
O TPU absorve umidade muito rapidamente. Portanto, é essencial ter uma barreira de umidade impecável. Isso envolve secá-lo a 110 °C com um ponto de orvalho de -40 °C por mais de 4 horas , até que a umidade seja inferior a 0,02% . Esse processo impede a hidrólise — um problema grave que leva a pontos fracos, deformações e fluxo de fusão inconsistente, resultando em lotes desperdiçados.
Para lidar com isso, faça parceria com um especialista em moldagem de TPE/TPU de alta precisão que possa automatizar e verificar o processo, transformando um risco enorme em uma parte fundamental para garantir peças de alta qualidade.
Dominando o Processamento em Alta Pressão e Alta Temperatura
O TPU possui uma viscosidade de fusão muito alta e uma ótima memória elástica, portanto, o processo de moldagem por injeção de precisão exige um processamento muito preciso. A temperatura de fusão geralmente varia entre 190 °C e 220 °C , que é consideravelmente mais alta do que a temperatura de fusão da maioria dos TPEs. A pressão de recalque também precisa ser bastante alta, de 60 a 100 MPa, pois se utilizarmos os padrões de TPE, que são de 20 a 50 MPa , encontraremos problemas.
As peças podem acabar apresentando vazios internos e contração. Manter a pressão adequada não só previne esses problemas, como também leva à produção de componentes densos e sem vazios. Como resultado, as dimensões das peças serão estáveis, o desempenho e a vida útil serão aumentados.
A configuração especializada de equipamentos é fundamental.
Parafusos de uso geral não serão suficientes, pois geram temperaturas tão altas durante o processamento do TPU que o material se degradará completamente. Precisamos de um parafuso especial com uma taxa de compressão em torno de 2,5:1 a 3:1 e uma relação L/D de pelo menos 20 .
Essa configuração garante que a fusão seja suave e uniforme, o que significa melhores acabamentos superficiais e propriedades mecânicas consistentes entre lotes. É um aspecto realmente importante para um serviço confiável de moldagem por injeção de TPE/TPU . Graças a isso, conseguimos fabricar peças que equipamentos convencionais simplesmente não conseguem.
Esta conversa descreve explicitamente as principais diferenças técnicas entre a fabricação de TPU e TPE , fornecendo informações essenciais para avaliar potenciais parceiros de colaboração. Trabalhar com um especialista em moldagem que entende esses parâmetros específicos de moldagem por injeção significa reduzir significativamente os riscos de produção e o tempo de inatividade causados por lotes defeituosos, garantindo assim a solidez do processo de moldagem por injeção .
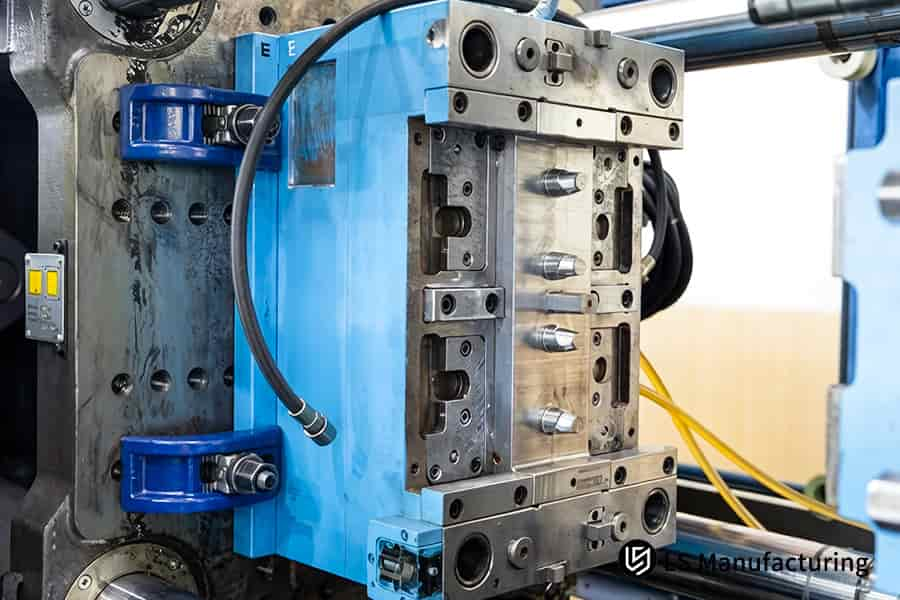
Figura 3: O molde de aço injeta material TPU azul para formar vedações flexíveis para sistemas elétricos e hidráulicos automotivos.
Como a engenharia avançada de ventilação de moldes previne marcas de queimadura e defeitos de vazios na moldagem de TPE/TPU de alta precisão?
Normalmente, marcas de queimadura e cavidades internas em moldes flexíveis são causadas pelo ar que fica preso e é queimado durante a injeção do plástico . Uma ventilação adicional além da abertura do molde, que acelera a saída de todos os gases, é a essência da solução de ventilação avançada. Sem dúvida, isso funciona muito bem quando o objetivo é obter excelentes rebarbas superficiais e uma estrutura interna robusta em moldagens de TPE/TPU de alta precisão .
Projeto de Ventilação de Precisão por meio de Simulação de Fluxo
- Nosso método: Através da análise de preenchimento do molde, localizamos exatamente quais áreas devem ser preenchidas por último e, em seguida, instalamos aberturas extremamente finas, com profundidade de 0,01 mm a 0,015 mm, nas linhas de partição e nos pinos extratores.
- Seu benefício: Isso impede que o ar comprimido ultrapasse os 400 ° C, eliminando assim marcas de queimadura e imperfeições na superfície; suas peças moldadas por injeção de plástico flexível ficarão com aparência de novas, e somente isso é possível graças à tecnologia avançada de moldagem por injeção .
Metal poroso integrado e ventilação escalonada
- Nosso método: Instalamos aço poroso (ex.: Porcerax ) ou inserções de ventilação escalonadas em nervuras profundas e núcleos complexos para ventilação de gás em 3D.
- Sua vantagem: Permite a perfeita saída de gás ao redor de pontos cegos, resultando em estruturas internas densas e sem vazios que não apenas atendem aos requisitos de vedação, mas também aos de alto desempenho, por meio de processos confiáveis de moldagem por injeção .
Validação sistemática para estabilidade do processo
- Nosso método: Verificamos duas vezes a eficiência das aberturas de ventilação usando sensores de pressão na cavidade no início da produção para garantir que o enchimento esteja limpo e também para definir a janela de processo mais robusta .
- Seu benefício: Você obtém um processo de produção robusto e sem defeitos, o que significa que elimina a possibilidade de falhas ocasionais e ainda conta com serviços confiáveis de moldagem por injeção de TPE/TPU personalizados .
A abordagem orientada para a engenharia em questão está transformando o papel da ventilação, de uma mera consideração posterior para uma ciência completa, que é o principal fator determinante do rendimento de uma peça. A técnica oferece janelas de processo comprovadas que excluem totalmente retrabalho e descarte excessivos, garantindo assim maiores rendimentos na produção.
Oferece resultados definitivos : sem marcas de queimadura, preservação da integridade do material sem quaisquer vazios e desempenho confiável que pode ser estendido a aplicações sob estresse, estabelecendo o padrão para soluções de moldagem por injeção de nível de engenharia.
Quais projetos de injeção de plástico flexível B2B com boa relação custo-benefício devem ser implementados para projetos automotivos de alto volume?
Em projetos automotivos de grande escala, como a produção de vedações e arruelas, o projeto correto do sistema de injeção é fundamental para equilibrar custo, qualidade e volume no processo de moldagem por injeção de plásticos flexíveis . Sistemas de injeção bem planejados não apenas reduzem o desperdício e aceleram a produção, como também proporcionam um acabamento impecável, essencial para a rentabilidade do projeto e para a moldagem por injeção de precisão de elastômeros.
| Parâmetro de controle de fluxo e canal de distribuição | Processo convencional de canal frio | Processo otimizado de canal quente com válvula de controle |
| Tipo e controle do portão | Abertura da comporta por aba (borda); o fechamento pode ser manual ou térmico. | A comporta da válvula é acionada mecanicamente e controlada independentemente por um sistema pneumático. |
| Vestígio do Portão / Encordoamento | Vestígio muito visível ( >0,3 mm ); presença frequente de filamentos de plástico/baba. | Vestígio quase perfeito ( abaixo de 0,1 mm ); o corte mecânico imediato elimina completamente as cordas. |
| Utilização de Materiais (Resíduos) | Utilização (Resíduos) Grandes quantidades de sucata: 40-50% do peso da injeção é recuperável. | Eficiência máxima: >98% de aproveitamento de materiais; desperdício inferior a 2% . |
| Tempo de ciclo típico | Tempo decorrido: aproximadamente 35 segundos (incluindo o tempo de resfriamento do rotor). | Mais curto: aproximadamente 22 segundos (sistema sem corredor). |
| Consistência e pressão de enchimento | Fluxo desigual; possíveis marcas de hesitação. | O enchimento simultâneo por múltiplos canais é balanceado e o sistema pode ser pressurizado até 150 MPa , garantindo assim a qualidade de moldagem por injeção de nível industrial . |
Os dados comprovam que um sistema de canais quentes com válvulas de controle elimina a formação de filamentos de material e reduz as taxas de refugo para menos de 2% , tornando-o altamente rentável para projetos automotivos.
Os dados comparativos confirmam que os sistemas de canais quentes com válvulas de controle são realmente essenciais para a escalabilidade, reduzindo drasticamente o desperdício e acelerando os ciclos, o que impacta positivamente a economia. É esse modo de trabalho que proporciona a qualidade consistente e os custos gerais reduzidos necessários para serviços de moldagem de TPE/TPU de primeira linha para OEMs . De fato, ele estabelece o padrão para um serviço confiável de moldagem por injeção de TPE/TPU e é a solução de moldagem por injeção industrial testada em larga escala.

Figura 4: Um braço robótico transfere tampas de recipientes de TPE transparentes recém-moldadas para a esteira verde para resfriamento e manuseio.
Caso de sucesso: A LS Manufacturing personaliza conectores de bomba peristáltica em TPU de grau médico e resistentes à fadiga para um dos principais fabricantes globais de dispositivos médicos.
Uma importante fabricante de dispositivos médicos enfrentou uma falha crítica: os conectores da bomba de um novo sistema de infusão para UTI estavam se rompendo durante os testes, interrompendo o lançamento. A LS Manufacturing foi contratada para resolver esse desafio complexo de moldagem por injeção de TPU , visando a causa raiz da fadiga prematura em uma aplicação crítica de moldagem por injeção para o setor médico .
Desafio do Cliente
O conector de TPU de grau médico do cliente rompeu antes de 500.000 ciclos a 120 compressões/minuto devido à propagação de microfissuras que resultaram em vazamento. Além disso, a medição da dureza Shore A apresentou uma variação de ±5 , resultando em dosagem imprecisa do medicamento. Obviamente, isso levou a uma situação muito perigosa para os pacientes e a um potencial recall do produto, o que poderia ser muito custoso. Devido a isso, o lançamento do produto, que dependia fortemente da moldagem de peças flexíveis de precisão, foi adiado.
Solução de fabricação LS
Com nossa solução, abordamos não apenas os defeitos do material, mas também do processo. Optamos por um TPU de grau médico de alta pureza e resistente à fadiga, e a secagem foi realizada a um ponto de orvalho de -45 °C . O grande avanço foi nosso molde exclusivo com resfriamento microconformal, que conseguiu manter a temperatura estável em 0,5 °C . Isso evitou a geração de tensões, um aspecto fundamental da moldagem por injeção com tolerâncias rigorosas para componentes de injeção de líquidos .
Resultados e Valor
O conector otimizado suportou mais de 5.000.000 ciclos de fadiga durante a fase de testes independentes, um aumento de 10 vezes no desempenho. A variação de dureza foi mantida em 85 ± 1 Shore A, com estabilidade dimensional de 0,02 mm . Isso eliminou o risco de responsabilidade civil do cliente, garantiu a precisão da dosagem e assegurou o lançamento do produto, resultando em um contrato exclusivo de 5 anos para os serviços de moldagem de TPE/TPU para OEMs .
Encontrar soluções para modos de falha extremamente severos exige o domínio de processos fundamentais que vão além dos parâmetros usuais, e é isso que este caso destaca. Nossa solução não apenas ajudou o cliente a reduzir significativamente um risco potencial, como também o converteu em um nível de desempenho certificado. Isso comprova que a microinjeção de componentes críticos exige conhecimento especializado e demonstra a capacidade do cliente de gerar valor mensurável por meio da garantia de confiabilidade do produto a longo prazo.
Para discutir uma solução validada para fadiga de conectores de bombas e precisão de dosagem, entre em contato conosco para avaliarmos seu projeto e obtermos um orçamento de produção com desempenho comprovado.

Por que escolher a LS Manufacturing como sua parceira estratégica em serviços de moldagem de TPE/TPU para OEMs garante a resiliência da sua cadeia de suprimentos?
A resiliência da cadeia de suprimentos em plásticos flexíveis não é algo que se conquista automaticamente; ela precisa ser especificamente projetada e desenvolvida. Isso se dá por meio de uma abordagem de qualidade e engenharia orientada por dados , que ajuda a compreender melhor a produção e a mitigar os riscos desde a concepção até a entrega. É assim que uma parceria estratégica pode proporcionar esse tipo de segurança.
Sistemas certificados, não apenas promessas.
Nossas certificações IATF 16949 e ISO 13485 falam por si. Isso garante que os processos envolvidos sejam bem documentados, controlados e revisados periodicamente para atender aos mais altos padrões das indústrias automotiva e de dispositivos médicos . Assim, você desfruta de procedimentos padronizados, qualificação de fornecedores simplificada e menor risco de erros que possam interromper sua linha de produção. Com essa base sólida, nossa equipe de serviços de moldagem de TPE/TPU para OEMs é capaz de desenvolver uma cadeia de suprimentos confiável a partir de sistemas consistentes, em vez de procedimentos aleatórios, resultando em uma equipe de moldagem por injeção verdadeiramente orientada por dados .
Um escudo de qualidade de dados em circuito fechado
Integramos um sistema de controle de qualidade de ciclo de vida completo em circuito fechado. Começando pela pureza da matéria-prima com espectrometria como parte do controle de qualidade de entrada, passando por inspeções ópticas 100% durante o processo, e terminando com o controle de qualidade de saída com rastreabilidade completa . Cada lote é acompanhado por um conjunto de dados abrangente que serve como certificado de conformidade. Ele detecta problemas imediatamente, impede que itens defeituosos cheguem ao mercado e evita erros ou recalls dispendiosos no futuro – essa é a essência do controle do processo de moldagem por injeção .
Experiência prévia para resultados previsíveis
Um dia após recebermos seus arquivos 3D, nossa equipe de engenharia prepara um relatório DFM completo. Ele inclui o projeto do sistema de canais de injeção, análise do ponto de injeção e previsão de riscos de defeitos . Isso lhe proporciona uma prévia dos riscos e das maneiras de mitigá-los antes do início da produção, evitando alterações de projeto dispendiosas ou atrasos na produção. Como resultado, seus serviços de moldagem por injeção de TPE/TPU personalizados começam corretamente, seguem o planejado e produzem seu produto rapidamente, principalmente graças aos excelentes sistemas de moldagem por injeção .
Escolher um parceiro certificado é fundamental para a saúde do seu negócio. Implementamos controles de qualidade sistemáticos, inspeções de dados em tempo real e intervenções de engenharia. Essas medidas nos permitem manter a precisão e a qualidade da moldagem de TPE/TPU de alta precisão . Você pode confiar em nossa cadeia de suprimentos para suas aplicações exigentes de peças flexíveis.
Perguntas frequentes
1. Qual é a tolerância mínima absoluta que a LS Manufacturing pode alcançar para peças moldadas em TPU personalizadas?
Com peças flexíveis de extrema precisão, uma tolerância dimensional absoluta de ±0,03 mm foi alcançada utilizando fabricação de cavidades por eletroerosão com acabamento espelhado e combinando controles de pressão de moldagem por injeção em tempo real e em circuito fechado. Isso nos permite compensar a elasticidade do material e manter uma precisão consistente durante todos os ciclos de produção, tornando-o ideal para tarefas complexas.
2. Como garantir a ausência de delaminação na sobremoldagem de TPE em substratos rígidos de PA66 ou PC?
Evitamos isso utilizando um gerenciamento térmico detalhado nos moldes para manter a temperatura da interface ideal, juntamente com tipos especiais de TPE. Essa combinação cria uma forte ligação química e mescla as cadeias de polímero, garantindo que a resistência da ligação interfacial atinja pelo menos 8 N/mm² . Isso é muito mais do que o substrato ou o TPE conseguiriam romper sozinhos.
3. Quais certificações internacionais de qualidade e fabricação a LS Manufacturing cumpre integralmente?
A LS Manufacturing é uma fornecedora de ponta que segue todas as normas estabelecidas por grandes organizações. Ela adere às normas IATF 16949 para automóveis, ISO 13485 para equipamentos médicos e ISO 9001:2015 para controle de qualidade geral. Graças a essas diretrizes rigorosas, a LS Manufacturing consegue rastrear tudo o que produz e corrigir erros rapidamente. Assim, seus produtos são impecáveis e confiáveis em todo o mundo.
4. Como sua equipe lida com os graves problemas de absorção de umidade associados às resinas técnicas de TPU antes da injeção?
Lidamos com a absorção de umidade por meio de uma rotina rigorosa de pré-processamento. Cada lote de resina TPU bruta é seco em secadores industriais com dessecante a um ponto de orvalho estável de -40°C por 4 a 6 horas . Isso mantém o teor de umidade interna abaixo de 0,02% , garantindo que não ocorram deformações, bolhas ou danos às propriedades mecânicas do produto final.
5. A LS Manufacturing pode fornecer uma análise DFM completa e simulação Moldflow antes da construção das ferramentas reais?
Oferecemos uma análise DFM gratuita e um relatório completo de simulação Moldflow, concluídos em até 24 horas após o recebimento dos seus arquivos STEP. Essa avaliação pré-ferramentas analisa o preenchimento, a compactação, o resfriamento e a deformação para identificar e corrigir problemas como marcas de afundamento, linhas de solda frágeis e concentrações de tensão. Assim, ajudamos a tornar seu projeto mais seguro antes de qualquer investimento financeiro.
6. Quais são os padrões típicos de materiais e vida útil das ferramentas que vocês oferecem para produções de moldagem por injeção de TPE personalizadas em grande volume?
Para produções de alto volume, acima de 500.000 ciclos , utilizamos aços importados de alta qualidade, como o ASSAB 718H ou H13, com dureza HRC 52+ . Isso proporciona excelente resistência ao desgaste e à corrosão. Além disso, contamos com garantia vitalícia, incluindo manutenção gratuita, assegurando que as ferramentas atendam aos padrões de produção e qualidade durante toda a sua vida útil.
7. Como a LS Manufacturing otimiza os tempos gerais do ciclo de fabricação de produtos elastoméricos flexíveis de paredes espessas?
Aumentamos os tempos de ciclo em até 35% para elastômeros de paredes espessas com um plano simples. Utilizamos insertos de molde de berílio-cobre e os resfriamos com canais de resfriamento conformes avançados, localizados logo atrás das superfícies da cavidade. Essa configuração permite que o calor escape de forma uniforme e rápida, reduzindo a longa fase de resfriamento típica desses materiais.
8. Quais são os seus protocolos flexíveis de inspeção de qualidade de componentes para garantir o envio de componentes personalizados sem defeitos?
Nosso protocolo de inspeção com zero defeitos utiliza triagem visual automatizada em linha para detecção de defeitos, combinada com rigorosos testes de laboratório. Verificamos a ocorrência de relaxamento de tensão e falha por tração cíclica, além de realizarmos medições precisas com micropaquímetro. Isso garante que todas as dimensões críticas sejam atendidas e que cada peça enviada seja extremamente durável e funcione conforme o esperado. Para obter um orçamento detalhado , entre em contato com nossa equipe.
Resumo
A moldagem por injeção personalizada de TPE/TPU combina a termodinâmica dos canais de injeção, o comportamento do fluxo do material e um controle preciso da pressão. Esse processo minimiza problemas como cisalhamento, vazios e queimaduras, que afetam diretamente a durabilidade e o encaixe das peças. Com anos de experiência em compostos e dimensões precisas de ±0,03 mm , a LS Manufacturing atende empresas líderes nos setores automotivo, de tecnologia médica e eletrônico. Ela transforma peças em vantagens de sistema que proporcionam uma vantagem competitiva.
Problemas de encolhimento, deformação e endurecimento não devem atrasar o lançamento do seu produto. Nossos especialistas em compostos de borracha estão aqui para ajudar, reforçando a segurança do seu produto. Clique em "Solicitar Orçamento e Soluções Personalizadas de Moldagem por Injeção " para enviar seus desenhos CAD. Em menos de um dia, forneceremos um relatório DFM gratuito sobre pontos de injeção, respiros e linhas de solda. Isso garante uma configuração de fabricação robusta, transparente e economicamente viável em todo o mundo.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com 
