
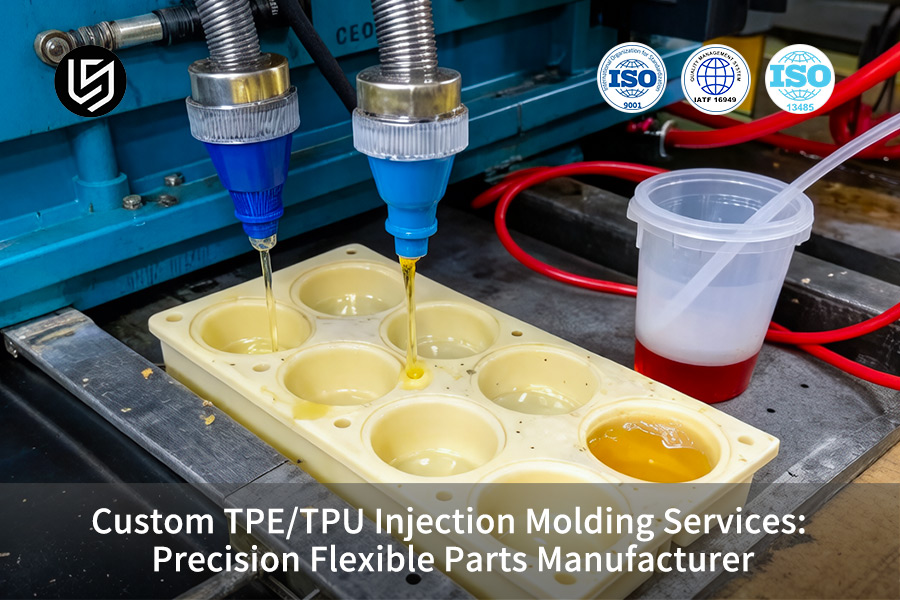
Kundenspezifische TPE/TPU-Spritzgießverfahren sind Präzisions-Elastomerprozesse, die systematische Defekte wie Schrumpfung, Gratbildung und schwache Umspritzhaftung bei flexiblen Bauteilen für die Medizin-, Automobil- und Elektronikindustrie beheben . Diese Probleme resultieren aus den engen Verarbeitungsfenstern (innerhalb von ±5 °C ) und der Scherempfindlichkeit von TPE/TPU. Herkömmliche Spritzgießverfahren bieten keine spezialisierten Kontrollmöglichkeiten, was zu Maßabweichungen von mehr als ±0,05 mm und hohen Ausschussraten in der Serienproduktion führt.
Unsere Expertise schafft Mehrwert durch tiefgreifende DFM-Analysen, hochpräzises Zweikomponenten-Spritzgießen und dynamische Qualitätsüberwachung in Echtzeit . So erzielen Sie kürzere Lieferzeiten, geringere Teilekosten und eine gleichbleibende Genauigkeit von ±0,005 mm bei komplexen Dünnwandkonstruktionen. Dieser umfassende, kundenspezifische Ansatz gewährleistet optimale Elastizität bei höchster Präzision. In den folgenden Abschnitten werden die technischen Rahmenbedingungen und Prozesskontrollen detailliert beschrieben, um Ihnen die Auswahl des passenden Lieferanten zu erleichtern.
Kundenspezifisches TPE/TPU-Spritzgießen: Präzisions-Flexteile – Kurzübersicht
| Technische Herausforderung | TPE/TPU-spezifische Lösung | Ergebnis für Präzisionsteile |
| Materialtrocknung und -handhabung | Die Trocknung des TPE/TPU-Spritzgießmaterials ist ein entscheidender Schritt, der die Feuchtigkeit beseitigt – weniger als 0,1 % bei 70-80 °C über mindestens drei Stunden . | Dieser Schritt ist eine vorbeugende Maßnahme gegen die damit verbundenen Probleme wie Verfärbungen, Risse usw. Außerdem wird dadurch eine gleichmäßige Härte und die Übereinstimmung der Chargen sichergestellt. |
| Durchfluss & Entlüftung | Eine höhere Schmelzviskosität erfordert größere Anguss- und Verteilerrohrgrößen sowie eine effiziente Entlüftung. | Bei Wandstärken unter 0,5 mm und komplizierten Formen wird die gesamte Masse ausgefüllt. Dadurch werden Probleme wie Durchbrennen und unvollständige Füllung vermieden. |
| Schrumpfungs- und Verzugskontrolle | Zur Kontrolle von Schrumpfung und Verzug weist TPE/TPU eine hohe, anisotrope Schrumpfung auf. | Die Abweichung liegt zwischen 1,5 und 3 % , daher ist die Simulation der Werkzeugkompensation notwendig. Wir streben präzise Abmessungen und enge Toleranzen von in der Regel etwa 0,15 mm an. |
| Entformen von flexiblen Teilen | Das Entformen flexibler Teile ist problematisch, da diese Teile nicht über ausreichende Steifigkeit verfügen, was zu Schwierigkeiten beim Auswerfen führt. | Durch die Anwendung größerer Entformungswinkel und eines ausgeklügelten Auswurfverfahrens werden Beschädigungen vermieden. Dies ermöglicht die automatisierte Fertigung solch empfindlicher Bauteile. |
| Unsere Prozessvalidierung | Zur Validierung unseres Prozesses verwenden wir In-Mold-Sensoren , um den Kavitätsdruck und die Temperatur bei jedem Schuss zu überwachen. | Wir garantieren, dass alle Spritzgussteile während der gesamten Produktion hinsichtlich Gewicht und Eigenschaften gleich bleiben. |
Wichtigste Erkenntnisse:
- Trockenheit ist eine Leistungsanforderung: Werden TPE und TPU nicht ausreichend getrocknet, kann dies zu erheblichen Defekten führen. Um dies zu vermeiden, ist es sehr wichtig, die Verarbeitung zu beginnen, wenn der Feuchtigkeitsgehalt unter 0,1 % liegt.
- Platzbedarf für den Materialfluss: Aufgrund der sehr hohen Viskosität sind größere Angüsse und Verteilerkanäle erforderlich als bei starren Kunststoffen . Eine korrekte Auslegung dieser Bauteile hilft, Probleme mit dem Einspritzdruck und Spannungen zu vermeiden.
- Schwindung ist vorhersehbar: Für die Verarbeitung von Materialien mit hoher und gerichteter Schwindung sind Formfüllsimulationen unerlässlich. So stellen Sie sicher, dass die Form präzise skaliert wird und vermeiden Nacharbeiten, die später sehr kostspielig sein können.
- Auswerfen als Konstruktionsmerkmal: Bauteile sollten so konstruiert sein, dass sie sich ohne zusätzlichen Kraftaufwand leicht auswerfen lassen. Durch geeignete Entformungsschrägen und optimal platzierte Auswerferstifte wird das Problem des gewaltsamen Auswerfens vermieden.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Sich in die Theorie des flexiblen Polymerspritzgießens einzulesen, ist einfach; es gibt unzählige Artikel zur Auswahl. Dieser Leitfaden ist jedoch anders. Er wurde von unseren Verfahrenstechnikern verfasst, die sich täglich mit der Optimierung der Rheologie von TPU beschäftigen. Unsere Verfahren folgen den strengen Richtlinien der ACS Rubber Division und stellen sicher, dass wir die Materialchemie mit realen Ergebnissen verknüpfen und nicht nur die Theorien in Lehrbüchern behandeln.
Wir sind spezialisiert auf Bauteile, die sowohl Flexibilität als auch Präzision erfordern – beispielsweise biokompatible Griffe für chirurgische Instrumente, ölbeständige Dichtungen für Roboter und Soft-Touch-Tasten für die Luft- und Raumfahrt . Unsere Arbeit wird anhand der detaillierten Konstruktions- und Prüfregeln für Polymerwerkstoffe in der Elektronik des IPC überprüft. So garantieren wir höchste Leistung selbst unter härtesten Bedingungen.
Unsere Erfahrung basiert auf der Verarbeitung zahlreicher Materialien und der präzisen Einstellung der Formtemperatur auf 25 °C für eine Shore-Härte von 50A . Darüber hinaus beherrschen wir die Angussgestaltung für 0,5 mm dünne Wände und die Kühlmethoden zur Vermeidung von Verformungen der Bauteile. Mit diesem bewährten Wissen unterstützen wir Sie bei der Herstellung hochwertiger, weicher Teile, die sofort einsatzbereit sind und gleichzeitig die üblichen Probleme wie Schwindung, geringe Reißfestigkeit und Oberflächenfehler vermeiden.

Abbildung 1: Funken sprühen bei der Bearbeitung einer Stahllegierung durch die Wartungsmaschine für langlebige, kundenspezifische Spritzgusswerkzeuge.
Warum ist die Kontrolle der Scherempfindlichkeit bei kundenspezifischen TPE/TPU-Spritzgussdienstleistungen so wichtig?
Einer der Hauptgründe für fehlerfreie Produkte im kundenspezifischen TPE/TPU-Spritzgussverfahren ist die Kontrolle der Scherkräfte, um das Polymer zu schützen und die Molekülketten intakt zu halten . Unkontrollierte Scherkräfte beschädigen das Rohmaterial und führen zu Produktfehlern. Daher ist die Implementierung eines wissenschaftlich fundierten Prozesses der sicherste Weg, die Qualität Ihrer Produkte zu gewährleisten.
Die Physik der scherinduzierten Degradation verstehen
Das Hauptproblem bei TPEs und TPUs ist ihre sehr hohe Scherempfindlichkeit. Beim Füllvorgang können die Polymerketten aufgrund zu hoher Scherraten fragmentieren, was zu Vergilbung, Mikroporen und einem Verlust der Zugfestigkeit von 30 % oder mehr führt. Um optimale Eigenschaften und eine zuverlässige Leistung bei hochpräzisen TPE/TPU-Formteilen zu erzielen, sollten diese Defekte minimiert werden.
Vorhersage von Fehlern mit virtueller Prozessoptimierung
Wir führen Simulationen für das Niederdruck-Spritzgießen durch, um solche Probleme vorherzusagen und zu vermeiden. Software wie Moldflow zeigt uns frühzeitig Bereiche mit hoher Scherkraft an, noch vor Produktionsbeginn. So vermeiden wir teure Korrekturen und Testläufe und gewährleisten von Anfang an einen zuverlässigen Prozess. Die proaktive Untersuchung dieser potenziellen Probleme ist der entscheidende Schritt, um unvorhersehbare Fehler beim Spritzgießen flexibler Kunststoffe in regelmäßige Ergebnisse zu verwandeln. Kurz gesagt: Diese Simulation verhindert unvorhersehbare Teileausfälle, bevor wir den Stahl schneiden, und spart Ihnen Tausende an Kosten für Versuch und Irrtum.
Ausführung eines maßgeschneiderten, mehrstufigen Injektionsprofils
Die Lösung ist ein variables Füllmuster, das speziell für empfindliche Materialien entwickelt wurde. Zunächst erfolgt eine langsame Füllung, um ein Austreten von Material zu verhindern. Anschließend wird die Füllgeschwindigkeit erhöht und schließlich wieder reduziert, um die Scherspannung unter 0,2 MPa zu halten. Dank dieses präzisen Spritzgießverfahrens weisen die Teile nicht nur eine verbesserte Oberflächengüte auf, sondern behalten auch eine optimale elastische Rückstellkraft und zeigen eine erhöhte Verschleißfestigkeit. Dadurch erfüllen sie selbst strengste Anforderungen an die Haltbarkeit.
Sicherstellung der Konsistenz in der Massenproduktion
Wir integrieren die detaillierte Prozesskontrolle nahtlos, wenn es um die gleichbleibende Qualität bei der Produktion von mehreren Millionen Einheiten geht. Beispielsweise überwachen wir bei komplexen Verfahren wie dem Mehrkavitäten-Spritzgießen den Kavitätendruck und die Viskosität direkt im Produktionsprozess. So erhalten Sie die Qualitätssicherung in Echtzeit und produzieren gleichbleibende Chargen. Dadurch wird ein komplexes Materialproblem in ein zuverlässiges und reproduzierbares Spezialspritzgussverfahren verwandelt, das den exzellenten Ruf Ihrer Marke sichert.
Dieser Ansatz gewährleistet zuverlässige kundenspezifische TPE/TPU-Spritzgussdienstleistungen durch die Steuerung des Materialflusses. Wir nutzen materialspezifische Rheologie und prädiktive Ingenieursmethoden, um Prozesse zu entwickeln, die die Molekularstruktur des Bauteils schützen. Dies sichert die hohe Qualität und gleichbleibende Leistungsfähigkeit der Endprodukte über lange Zeit.

Wie können wir eine Toleranz von ±0,03 mm bei der Präzisionsformung flexibler Teile gewährleisten?
Eine Toleranz von 0,03 mm bei der Präzisionsfertigung flexibler Teile ist ohne die Schrumpfung weicher Materialien von 1,5–2,5 % nahezu unmöglich. Wir erreichen dies durch ein geschlossenes Regelsystem, das vorausschauenden Werkzeugbau mit einer präzisen Prozesskontrolle kombiniert. Dieses Vorgehen ist der Schlüssel zu unserem zuverlässigen Spritzgussservice für TPE/TPU- Produkte, der höchste Qualitätsansprüche erfüllt.
Werkzeugbau: Prädiktive Geometrie und grundlegende Präzision
- Anisotrope Kompensation: Wir verzerren die Formgeometrie vorab, um materialspezifische Schrumpfung auszugleichen . Dadurch können wir Ihnen Teile liefern, die der Endform sehr nahe kommen.
- ±0,005 mm Kavitätsgenauigkeit: Unsere hervorragende Bearbeitungspräzision ist die Grundlage für hochpräzises TPE/TPU-Spritzgießen und beschleunigt Ihre Produkt-Werkzeug-Bemusterungszyklen.
Vorgehen: Variablen eliminieren
- ±1°C Thermische Verriegelung: Hält die Formtemperatur konstant und dadurch hervorgerufene Änderungen ( die meist zu Maßänderungen führen ) werden von Ihrer Produktion ausgeschlossen.
- ±0,5 MPa Druckregelung: Dieses Spritzgießverfahren verhindert effektiv Verzug nach dem Auswerfen, sodass Ihre Teile die Montagevorgabe von 0,03 mm erfüllen.
Verifizierung: Datengestützte Qualitätssicherung
- Erstmusterprüfung mittels Koordinatenmessmaschine: Sie erhalten einen vollständigen Maßbericht vor Produktionsbeginn. Dadurch wird Ihnen Sicherheit beim Produktionsstart geboten.
- Echtzeit-SPC-Überwachung: Um eine gleichbleibende Qualität zu erreichen und gleichzeitig das durch das Niederdruck-Spritzgießen ermöglichte Risiko zu minimieren sowie die langfristige Stabilität der Produktionsläufe zu gewährleisten, ist in diesem Fall eine sehr wichtige Vorgehensweise.
Das Ergebnis ist das Resultat der Kombination aus anisotroper Schrumpfungskompensation und einem Prozess, der innerhalb der Grenzen von 1 °C und 0,5 MPa bleibt und durch statistische Analysen zusätzlich untermauert wird. Materialabweichungen werden in exakte Maße umgewandelt, wodurch die Passgenauigkeit und Funktion der Teile zuverlässig gewährleistet werden. Dieser Ansatz ist unerlässlich für das Mehrkavitäten-Spritzgießen der wichtigsten Bauteile. Erleben Sie, wie prädiktive Werkzeugkonstruktion und eine präzise Prozesssteuerung eine Genauigkeit von ±0,03 mm bei flexiblen Teilen erreichen. Um diese Präzision für Ihre Konstruktion zu validieren, kontaktieren Sie unser Entwicklungsteam mit Ihren Anwendungsdetails.

Abbildung 2: Präzisionsstahlformen mit Führungsstiften und -kabeln werden für die Herstellung von hochpräzisen TPE/TPU-Formteilen vorbereitet.
Wie lässt sich die Grenzflächenhaftenergie beim kundenspezifischen TPE-Spritzgießen mit Mehrkomponenten-Umspritzung optimieren?
Die Optimierung der Haftung beim Mehrkomponenten-Umspritzen verhindert das Ablösen der Schichten unter Druck. Hierfür sind mechanische Verzahnung und molekulare Bindung entscheidend. Diese Methoden gewährleisten eine starke Verbindung mit einer Schälfestigkeit von mindestens 8 N/mm² . Dies ist unerlässlich für die Herstellung langlebiger Teile und Dichtungen durch kundenspezifisches TPE-Spritzgießen .
| Technische Strategie | Schlüsselkontrollpunkt | Kundennutzen und Ergebnis |
| Mechanische Verriegelung | DFM erfordert Hinterschneidungen/Schwalbenschwanzverbindungen im Untergrund. | Dies ist eine Möglichkeit, ohne die Leistung des Bauteils zu beeinträchtigen. Üblicherweise dient es als physische Verankerung, deren Festigkeit nicht von der chemischen Beständigkeit abhängt. |
| Molekulare Diffusion | Die Temperatur der Düse wird um etwa 10-15°C über die übliche TPE-Verarbeitungstemperatur erhöht. | Durch die Interdiffusion der Polymerketten wird eine hohe Bindungsfestigkeit ( 8 N/mm ) erreicht, die einer der Hauptfaktoren für starke Dichtungen und flexible Scharniere ist. |
| Prozesssteuerung | Exakte Steuerung der Substrattemperatur und der Einspritzgeschwindigkeit während eines Spritzgießprozesses . | Dadurch wird sichergestellt, dass die Haftfestigkeit während der gesamten Produktion gleich bleibt, was ein großer Vorteil von kundenspezifischen TPE/TPU-Spritzgussdienstleistungen ist. |
| Validierung | Prüfung der Schälfestigkeit nach ASTM D6862. | Wir meinen damit die definitive Erfassung von Leistungsdaten ( 8 N/mm gegenüber den üblichen 3-5 N/mm ), wodurch das Risiko der Qualifizierung Ihres Produkts minimiert und Ihre automatisierte Spritzgussproduktion gestärkt wird. |
Mechanische Verzahnungen in Kombination mit einem thermisch aktivierten Verbindungsprozess erzeugen eine hohe Haftung, die nachweislich eine Schälfestigkeit von 8 N/mm² erreicht. Dieses Verfahren, das insbesondere für das Zweikomponenten-Spritzgießen von großer Bedeutung ist, gewährleistet, dass Ihre umspritzten Teile Umwelteinflüssen und Materialermüdung standhalten. Es bietet einen Wettbewerbsvorteil in puncto Zuverlässigkeit, selbst bei anspruchsvollsten Anwendungen, und gilt als Standard für qualifizierte OEM-TPE/TPU-Spritzgießdienstleistungen in der Serienfertigung .
Welche spezifischen Prozessgrenzen unterscheiden das kundenspezifische TPU-Spritzgießen von der Standard-TPE-Verarbeitung?
Das Vermischen von TPE und TPU kann zu erheblichen Chargenfehlern führen. Die spezifischen, nicht austauschbaren Prozessgrenzen für jedes Material müssen genau bekannt sein. Diese festgelegten Parameter gewährleisten die einwandfreie Funktion und Zuverlässigkeit des Endprodukts. Diese Analyse beschreibt die wichtigsten Schritte für das kundenspezifische TPU-Spritzgießen . Hier ist der erste:
Gründliches Trocknen: Der unabdingbare erste Schritt
TPU saugt Feuchtigkeit sehr schnell auf. Daher ist eine einwandfreie Feuchtigkeitsbarriere unerlässlich. Dazu muss das Material über vier Stunden bei 110 °C und einem Taupunkt von -40 °C getrocknet werden, bis die Restfeuchte unter 0,02 % liegt. Dies verhindert die Hydrolyse – ein Hauptproblem, das zu Schwachstellen, Materialablösung und ungleichmäßigem Schmelzfluss führt und somit Ausschuss verursacht.
Um dies zu bewältigen, sollten Sie mit einem Experten für hochpräzise TPE/TPU-Formgebung zusammenarbeiten, der den Prozess automatisieren und überprüfen kann und so ein enormes Risiko in einen wichtigen Bestandteil der Sicherstellung erstklassiger Teile verwandelt.
Beherrschung der Hochdruck- und Hochtemperaturverarbeitung
TPU besitzt eine sehr hohe Schmelzviskosität und ein ausgeprägtes elastisches Rückstellvermögen, weshalb der Präzisionsspritzguss eine äußerst genaue Verarbeitung erfordert. Die Schmelztemperatur liegt üblicherweise zwischen 190 °C und 220 °C und ist damit deutlich höher als die Schmelztemperatur der meisten TPEs. Auch der Nachdruck muss mit 60 bis 100 MPa relativ hoch sein, da die Verwendung der TPE-Standardwerte von 20–50 MPa zu Problemen führen würde.
Die Bauteile können innere Lufteinschlüsse und Schrumpfung aufweisen. Durch die Einhaltung des korrekten Drucks werden diese Probleme nicht nur vermieden, sondern auch dichte, luftfreie Bauteile hergestellt. Dadurch bleiben die Abmessungen der Bauteile stabil, und Leistung und Lebensdauer werden erhöht.
Die Konfiguration der Spezialausrüstung ist grundlegend.
Herkömmliche Schrauben sind nicht ausreichend, da sie bei der Verarbeitung von TPU so hohe Temperaturen erzeugen, dass das Material vollständig zersetzt wird. Wir benötigen eine Spezialschraube mit einem Kompressionsverhältnis von etwa 2,5:1 bis 3:1 und einem Längen-Durchmesser-Verhältnis (L/D) von mindestens 20 .
Diese Konfiguration gewährleistet eine gleichmäßige und glatte Schmelze, was zu besseren Oberflächen und gleichbleibenden mechanischen Eigenschaften von Charge zu Charge führt. Dies ist ein entscheidender Aspekt für einen zuverlässigen TPE/TPU-Spritzgießservice . Dank dieser Technologie können wir Teile herstellen, die mit herkömmlichen Anlagen nicht realisierbar sind.
Dieses Gespräch erläutert detailliert die wichtigsten technischen Unterschiede zwischen der TPU- und TPE-Herstellung und liefert Ihnen somit die notwendigen Informationen zur Auswahl potenzieller Kooperationspartner. Die Zusammenarbeit mit einem Spritzgussexperten, der diese speziellen Parameter versteht, reduziert Produktionsrisiken und Ausfallzeiten durch fehlerhafte Chargen erheblich und gewährleistet so einen zuverlässigen und robusten Spritzgussprozess .
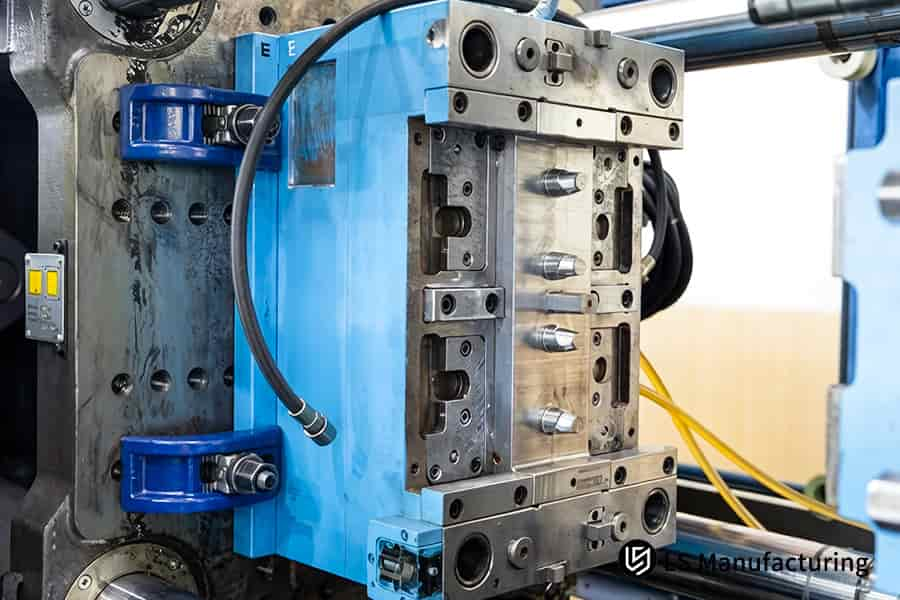
Abbildung 3: Die Stahlform spritzt blaues TPU-Material ein, um flexible Dichtungen für automobile Flüssigkeits- und elektrische Systeme herzustellen.
Wie verhindert eine fortschrittliche Formentlüftungstechnik Brandflecken und Lufteinschlüsse bei hochpräzisen TPE/TPU-Formteilen?
Normalerweise entstehen Brandspuren und innere Hohlräume in flexiblen Formen durch eingeschlossene und zunächst verbrennende Luft beim Kunststoffspritzguss . Eine zusätzliche Entlüftung neben der Formöffnung, die das Entweichen aller Gase beschleunigt, ist der Kern der Lösung für eine fortschrittliche Entlüftung. Dies funktioniert zweifellos hervorragend, wenn es darum geht, exzellente Oberflächenverformungen und eine robuste innere Struktur bei hochpräzisen TPE/TPU-Formteilen zu erzielen.
Präzisions-Entlüftungsdesign mittels Strömungssimulation
- Unsere Methode: Mithilfe der Formfüllungsanalyse ermitteln wir genau, welche Bereiche zuletzt gefüllt werden, und installieren dann extrem dünne Entlüftungsöffnungen mit einer Tiefe von 0,01 mm bis 0,015 mm an Trennlinien und Auswerferstiften.
- Ihr Vorteil: Dadurch wird verhindert, dass die Druckluft 400° C übersteigt, wodurch Brandflecken und Oberflächenfehler vermieden werden; Ihre flexiblen Kunststoffspritzgussteile sehen absolut neu aus, und dies ist nur durch fortschrittliche Spritzgusstechnologie möglich.
Integriertes poröses Metall und gestufte Entlüftung
- Unsere Methode: Wir installieren porösen Stahl (z. B. Porcerax ) oder gestufte Entlüftungseinsätze in tiefen Rippen und komplexen Kernen zur dreidimensionalen Gasentlüftung.
- Ihr Vorteil: Es ermöglicht einen perfekten Gasaustritt um Sacklöcher herum, was zu dichten, hohlraumfreien Innenstrukturen führt, die dank zuverlässiger Spritzgießverfahren nicht nur die Dichtungsanforderungen, sondern auch die Anforderungen an hohe Leistung erfüllen.
Systematische Validierung der Prozessstabilität
- Unsere Methode: Wir überprüfen die Effizienz der Entlüftungsöffnungen zu Beginn der Produktion mithilfe von Hohlraumdrucksensoren, um sicherzustellen, dass die Füllung sauber ist und um das robusteste Prozessfenster zu definieren.
- Ihr Vorteil: Sie erhalten einen robusten, fehlerfreien Produktionsprozess, wodurch die Möglichkeit gelegentlicher Ausfälle ausgeschlossen wird und Sie dennoch zuverlässige kundenspezifische TPE/TPU-Spritzgussdienstleistungen erhalten.
Der hier vorgestellte ingenieurtechnische Ansatz wandelt die Rolle der Entlüftung von einer bloßen Nebensache zu einer vollwertigen Wissenschaft, die maßgeblich die Bauteilqualität bestimmt. Das Verfahren bietet bestätigte Prozessfenster, die aufwändige Nachbearbeitung und Ausschuss vollständig ausschließen und somit höhere Produktionsausbeuten gewährleisten.
Es liefert eindeutige Ergebnisse : keine Brandspuren, Erhalt der Materialintegrität ohne Lufteinschlüsse und zuverlässige Leistung, die sich auch auf Anwendungen unter Belastung ausdehnen lässt – und setzt damit den Standard für technische Spritzgusslösungen .
Welche kosteneffektiven Angussdesigns sollte ein B2B-Lieferant von flexiblen Kunststoffspritzgussteilen für Großserienprojekte im Automobilbereich einsetzen?
Bei groß angelegten Automobilprojekten wie der Herstellung von Dichtungen und Tüllen ist die richtige Angussgestaltung entscheidend für ein ausgewogenes Verhältnis von Kosten, Qualität und Produktionsvolumen im flexiblen Kunststoffspritzgussverfahren . Gut geplante Angusskanäle und -kanäle reduzieren nicht nur Abfall und beschleunigen die Produktion, sondern sorgen auch für ein ansprechendes Erscheinungsbild – ein Schlüsselfaktor für die Rentabilität des Projekts und die präzise Spritzgießtechnik von Elastomeren.
| Anguss- und Läuferparameter | Konventionelles Kaltkanalverfahren | Optimiertes Heißkanalverfahren mit Ventilsteuerung |
| Torart und Steuerung | Laschenöffnung (Kantenöffnung); Schließung kann manuell oder thermisch erfolgen. | Das Ventil wird mechanisch betätigt und unabhängig pneumatisch gesteuert. |
| Torüberrest / Schnur | Deutlich sichtbare Überreste ( >0,3 mm ); häufige Plastikfäden/Speichel. | Nahezu perfekter Überrest ( unter 0,1 mm ); sofortiger mechanischer Schnitt beseitigt die Saiten vollständig. |
| Materialverwertung (Abfall) | Verwertung (Abfall) Großer Ausschuss: 40-50% des Schussgewichts wiederverwertbarer Angusskanal. | Maximale Effizienz: >98% Materialnutzung; Abfall <2% . |
| Typische Zykluszeit | Länger: ~ 35 Sekunden (einschließlich Läuferkühlung). | Kürzere Version: ~ 22 Sekunden (System ohne Läufer). |
| Füllkonsistenz und -druck | Ungleichmäßiger Fluss; mögliche Zögerungszeichen. | Die gleichzeitige Mehrkanalfüllung ist ausbalanciert und das System kann mit bis zu 150 MPa unter Druck gesetzt werden, wodurch eine Spritzgussqualität auf technischem Niveau gewährleistet wird. |
Die Daten unterstreichen, dass ein ventilgesteuertes Heißkanalsystem Materialfadenbildung verhindert und die Ausschussrate auf unter 2 % senkt, wodurch es sich für Automobilprojekte als äußerst kosteneffektiv erweist.
Die Vergleichsdaten bestätigen, dass ventilgesteuerte Heißkanalsysteme die Grundlage für eine effiziente Skalierung bilden, den Ausschuss drastisch reduzieren und die Zyklen beschleunigen, was die Wirtschaftlichkeit deutlich verbessert. Diese Arbeitsweise gewährleistet die gleichbleibende Qualität und die niedrigeren Gesamtkosten, die für erstklassige OEM-TPE/TPU-Spritzgießdienstleistungen unerlässlich sind. Sie setzt den Maßstab für zuverlässige TPE/TPU-Spritzgießdienstleistungen und ist die industrielle Spritzgießlösung , die sich in der Serienproduktion bewährt hat.

Abbildung 4: Ein Roboterarm übergibt frisch geformte, transparente TPE-Behälterdeckel auf das grüne Förderband zur Kühlung und Weiterverarbeitung.
Erfolgsgeschichte: LS Manufacturing fertigt kundenspezifische, ermüdungsbeständige TPU-Peristaltikpumpenverbinder in medizinischer Qualität für einen führenden globalen Medizinproduktehersteller
Ein führender Medizintechnikhersteller stand vor einem kritischen Problem: Pumpenanschlüsse eines neuen Infusionssystems für die Intensivstation brachen während der Tests, was die Markteinführung verhinderte. LS Manufacturing wurde beauftragt, diese heikle Herausforderung im Bereich des kundenspezifischen TPU-Spritzgießens zu lösen und die Ursache der vorzeitigen Materialermüdung in dieser kritischen Anwendung der Medizintechnik zu beheben.
Herausforderung für den Kunden
Der medizinische TPU-Verbinder des Kunden versagte vor Erreichen von 500.000 Zyklen bei 120 Kompressionen/Minute aufgrund von Mikrorissen, die zu Leckagen führten. Zudem veränderte sich die Shore-A-Härtemessung um ±5 , was eine ungenaue Medikamentendosierung zur Folge hatte. Dies führte zu einer sehr gefährlichen Situation für die Patienten und einem potenziell sehr kostspieligen Produktrückruf. Daher verzögerte sich die Markteinführung des Produkts, das stark von der präzisen Herstellung flexibler Teile abhing.
LS Fertigungslösung
Mit unserer Lösung haben wir nicht nur die Materialmängel, sondern auch die Prozessmängel behoben. Wir entschieden uns für ein hochreines, ermüdungsbeständiges TPU in medizinischer Qualität und führten die Trocknung bei einem Taupunkt von -45 °C durch. Der entscheidende Durchbruch war unsere exklusive Form mit mikro-konformer Kühlung, die die Temperatur konstant bei 0,5 °C hielt. Dadurch wurde die Entstehung von Spannungen verhindert – ein grundlegender Aspekt beim Spritzgießen von Bauteilen mit engen Toleranzen.
Ergebnisse und Wert
Der optimierte Verbinder überstand in der unabhängigen Testphase über 5.000.000 Lastwechsel – eine zehnfache Leistungssteigerung. Die Härteabweichung lag konstant bei 85 ± 1 Shore A, die Dimensionsstabilität bei 0,02 mm . Dadurch wurde das Produkthaftungsrisiko für den Kunden eliminiert, die Dosiergenauigkeit gewährleistet und die Markteinführung des Produkts sichergestellt. Dies führte zu einem exklusiven 5-Jahres -Vertrag über die OEM-TPE/TPU-Formgebung .
Die Lösungsfindung für extrem schwerwiegende Fehlerarten erfordert die Beherrschung grundlegender Prozesse jenseits der üblichen Parameter – genau das verdeutlicht dieser Fall. Unsere Lösung half dem Kunden nicht nur, ein potenzielles Risiko deutlich zu reduzieren, sondern auch ein zertifiziertes Leistungsniveau zu erreichen. Dies beweist, dass das Mikrospritzgießen lebenswichtiger Bauteile spezialisiertes Fachwissen erfordert. Zudem zeigt es die Fähigkeit des Kunden, durch langfristig garantierte Produktzuverlässigkeit einen messbaren Mehrwert zu schaffen.
Um eine validierte Lösung für die Ermüdung von Pumpenanschlüssen und die Dosiergenauigkeit zu besprechen, kontaktieren Sie uns, damit wir Ihre Konstruktion bewerten und Ihnen ein leistungsbasiertes Produktionsangebot unterbreiten können.

Warum die Wahl von LS Manufacturing als strategischem OEM-Partner für TPE/TPU-Formteile die Stabilität Ihrer Lieferkette sichert?
Resilienz in der Lieferkette für flexible Kunststoffe ist kein Selbstläufer; sie muss gezielt entwickelt und konstruiert werden. Dafür ist ein datenbasierter Qualitäts- und Entwicklungsansatz unerlässlich , der Ihnen hilft, Ihre Produktion besser zu verstehen und Risiken vom Design bis zur Auslieferung zu minimieren. So kann Ihnen eine strategische Partnerschaft diese Sicherheit bieten.
Zertifizierte Systeme, nicht nur Versprechen
Unsere IATF 16949- und ISO 13485-Zertifizierungen sprechen für sich. Sie garantieren, dass die Prozesse umfassend dokumentiert, kontrolliert und regelmäßig überprüft werden, um die höchsten Standards der Automobil- und Medizintechnikbranche zu erfüllen. So profitieren Sie von standardisierten Abläufen, einer unkomplizierten Lieferantenqualifizierung und einem geringeren Risiko von Fehlern, die Ihre Produktion beeinträchtigen könnten. Auf dieser soliden Basis entwickelt unser OEM-Team für TPE/TPU-Spritzguss eine zuverlässige Lieferkette durch konsistente Systeme anstelle von willkürlichen Verfahren – das Ergebnis ist ein datengetriebenes Spritzgussteam .
Ein geschlossener Datenqualitätsschutz
Wir integrieren ein geschlossenes Qualitätskontrollsystem über den gesamten Produktlebenszyklus. Es beginnt mit der Rohmaterialreinheitsprüfung mittels Spektrometrie im Rahmen der Wareneingangskontrolle, führt über 100 % optische Prozessinspektionen und endet mit der Warenausgangskontrolle inklusive vollständiger Rückverfolgbarkeit . Jede Charge wird von einem umfassenden Datensatz begleitet, der als Konformitätszertifikat dient. Probleme werden sofort erkannt, fehlerhafte Produkte gelangen nicht in den Produktionsprozess und kostspielige Fehler oder Rückrufe werden vermieden – das ist die Essenz der Prozesskontrolle beim Spritzgießen .
Vorabgestimmte Expertise für vorhersehbare Ergebnisse
Innerhalb eines Tages nach Erhalt Ihrer 3D-Dateien erstellt unser Ingenieurteam einen vollständigen DFM-Bericht. Dieser beinhaltet die Angusskanal-Konstruktion, die Angussanalyse und die Prognose des Fehlerrisikos . Sie erhalten so eine Vorschau auf Risiken und Möglichkeiten zur Risikominderung vor Produktionsbeginn. Dadurch vermeiden Sie kostspielige Konstruktionsänderungen und Produktionsverzögerungen. Ihre kundenspezifischen TPE/TPU-Spritzgussdienstleistungen starten somit reibungslos, verlaufen planmäßig und Ihr Produkt wird schnell produziert – insbesondere dank unserer exzellenten Spritzgusssysteme .
Die Wahl eines zertifizierten Partners ist für ein gesundes Geschäftsumfeld unerlässlich. Wir führen systematische Qualitätskontrollen, Echtzeit-Datenprüfungen und technische Eingriffe durch. Diese Maßnahmen gewährleisten die Präzision und Qualität unserer hochpräzisen TPE/TPU-Spritzgussteile . Verlassen Sie sich auf unsere Lieferkette für Ihre anspruchsvollen Anwendungen im Bereich flexibler Teile.
Häufig gestellte Fragen
1. Was ist die absolute Mindesttoleranz, die LS Manufacturing für kundenspezifische TPU-Formteile erreichen kann?
Durch die Fertigung hochpräziser, flexibler Bauteile mit spiegelglatter EDM-Kavität und die Kombination mit einer geschlossenen, echtzeitfähigen Spritzgießdruckregelung wird eine absolute Maßtoleranz von ±0,03 mm erreicht. Dies ermöglicht es uns, Materialdehnungen auszugleichen und eine gleichbleibende Genauigkeit über alle Produktionszyklen hinweg zu gewährleisten. Daher eignet sich das Verfahren hervorragend für anspruchsvolle Aufgaben.
2. Wie kann man eine vollständige Ablösung beim TPE-Umspritzen auf starre PA66- oder PC-Substrate gewährleisten?
Wir verhindern dies durch ein detailliertes Wärmemanagement in den Formen, um die Grenzflächentemperatur optimal zu halten, sowie durch die Verwendung spezieller TPE-Typen. Diese Kombination erzeugt eine starke chemische Bindung und verbindet die Polymerketten miteinander, wodurch eine Grenzflächenhaftung von mindestens 8 N/mm² erreicht wird. Das ist deutlich mehr, als das Substrat oder das TPE allein aushalten können.
3. Welche internationalen Qualitäts- und Fertigungszertifizierungen erfüllt LS Manufacturing vollständig?
LS Manufacturing ist ein führender Zulieferer, der alle Vorgaben großer Organisationen einhält. Sie orientieren sich an IATF 16949 für Automobile, ISO 13485 für Medizinprodukte und ISO 9001:2015 für allgemeines Qualitätsmanagement. Dank dieser strengen Richtlinien kann LS Manufacturing jeden Produktionsschritt nachverfolgen und Fehler schnell beheben. Daher sind ihre Produkte makellos und weltweit anerkannt.
4. Wie geht Ihr Team mit den gravierenden Problemen der Feuchtigkeitsaufnahme um, die bei technischen TPU-Harzen vor dem Einspritzen auftreten können?
Wir minimieren die Feuchtigkeitsaufnahme durch ein strenges Vorverarbeitungsverfahren. Jede Charge Roh-TPU-Harz wird 4–6 Stunden lang in industriellen Trockenmitteln bei einem stabilen Taupunkt von -40 °C getrocknet. Dadurch bleibt der Restfeuchtegehalt unter 0,02 % und verhindert so Verformungen, Blasenbildung und Beeinträchtigungen der mechanischen Eigenschaften des Endprodukts.
5. Kann LS Manufacturing vor dem Bau der eigentlichen Werkzeuge eine umfassende DFM-Analyse und Moldflow-Simulation durchführen?
Wir bieten Ihnen eine kostenlose DFM-Analyse und einen vollständigen Moldflow-Simulationsbericht, der innerhalb von 24 Stunden nach Erhalt Ihrer STEP-Dateien erstellt wird. Diese Vorbewertung untersucht Füllen, Nachdichten, Abkühlen und Verzug, um Probleme wie Einfallstellen, schwache Schweißnähte und Spannungskonzentrationen zu erkennen und zu beheben. So tragen wir dazu bei, Ihr Projekt sicherer zu gestalten, bevor Sie finanzielle Verpflichtungen eingehen.
6. Welche typischen Werkzeugmaterialien und Lebensdauerstandards bieten Sie für kundenspezifische TPE-Spritzgussserien in großen Stückzahlen an?
Für Serienfertigungen mit über 500.000 Zyklen verwenden wir hochwertige importierte Stähle wie ASSAB 718H oder H13, gehärtet auf HRC 52+ . Dies gewährleistet eine hervorragende Verschleiß- und Korrosionsbeständigkeit. Zusätzlich bieten wir eine lebenslange Garantie inklusive kostenloser Wartung, um sicherzustellen, dass die Werkzeuge über ihre gesamte Lebensdauer hinweg die geforderten Produktions- und Qualitätsstandards erfüllen.
7. Wie optimiert LS Manufacturing die gesamten Fertigungszykluszeiten für dickwandige, flexible Elastomerprodukte?
Mit einem einfachen Verfahren verkürzen wir die Zykluszeiten für dickwandige Elastomere um bis zu 35 % . Wir verwenden Formeinsätze aus Beryllium-Kupfer und kühlen diese mit fortschrittlichen, konturnahen Kühlkanälen direkt hinter den Kavitätsflächen. Diese Anordnung ermöglicht eine gleichmäßige und schnelle Wärmeabfuhr und reduziert so die für solche Materialien typische lange Abkühlphase erheblich.
8. Welche flexiblen Prüfprotokolle für die Bauteilqualität setzen Sie ein, um eine fehlerfreie Lieferung kundenspezifischer Bauteile zu gewährleisten?
Unser Prüfverfahren zur Fehlerfreiheit nutzt eine vollautomatische Inline-Bildverarbeitung zur Fehlererkennung in Kombination mit strengen Labortests. Wir prüfen auf Spannungsrelaxation und zyklisches Zugversagen und führen präzise Mikromessungen durch. So stellen wir sicher, dass alle kritischen Maße eingehalten werden und jedes ausgelieferte Teil äußerst langlebig ist und einwandfrei funktioniert. Für ein detailliertes Angebot kontaktieren Sie bitte unser Team.
Zusammenfassung
Kundenspezifische TPE/TPU-Spritzgießmischungen optimieren die Thermodynamik des Angusskanals, das Fließverhalten des Materials und ermöglichen eine präzise Druckkontrolle. Dieses Verfahren minimiert Probleme wie Scherung, Lunker und Verbrennungen, die die Haltbarkeit und Passgenauigkeit der Teile beeinträchtigen. Dank jahrelanger Erfahrung in der Compoundierung und präziser Maßgenauigkeit von ±0,03 mm unterstützt LS Manufacturing führende Unternehmen der Automobil-, Medizintechnik- und Elektronikindustrie. Sie wandeln Bauteile in Systemvorteile um, die Wettbewerbsvorteile sichern.
Schrumpfung, Verzug und Härteprobleme sollten Ihren Marktstart nicht verzögern. Unsere Experten für Gummimischungen unterstützen Sie dabei, die Widerstandsfähigkeit Ihres Produkts zu stärken. Klicken Sie auf „ Individuelle Spritzgusslösungen & Angebot anfordern“, um uns Ihre CAD-Zeichnungen zu senden. Innerhalb eines Tages erhalten Sie von uns einen kostenlosen DFM-Bericht zu Angüssen, Entlüftungsöffnungen und Schweißnähten. Dies gewährleistet eine robuste, transparente und wirtschaftliche Fertigungsumgebung weltweit.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
