
Los servicios de moldeo por inyección de TPE/TPU a medida son procesos de elastómeros de precisión que solucionan defectos sistémicos —como la contracción, las rebabas y la débil adhesión del sobremoldeo— en piezas flexibles para aplicaciones médicas, automotrices y electrónicas. Estos problemas se derivan de los estrechos rangos de procesamiento del TPE/TPU (dentro de ±5 °C ) y su sensibilidad al cizallamiento, donde el moldeo convencional carece de controles especializados, lo que provoca variaciones dimensionales superiores a ±0,05 mm y altas tasas de desperdicio en la producción en volumen.
Nuestra experiencia aporta valor mediante un análisis DFM exhaustivo, moldeo por inyección de dos componentes de alta precisión y monitorización dinámica de la calidad en tiempo real al 100 % , lo que le permite lograr plazos de entrega más cortos, un menor coste total de las piezas y una precisión constante de ±0,005 mm para diseños complejos de paredes delgadas. Este enfoque integral y personalizado garantiza una elasticidad óptima con precisión, y las siguientes secciones detallarán los límites técnicos y los controles de proceso para guiar su decisión sobre el proveedor.
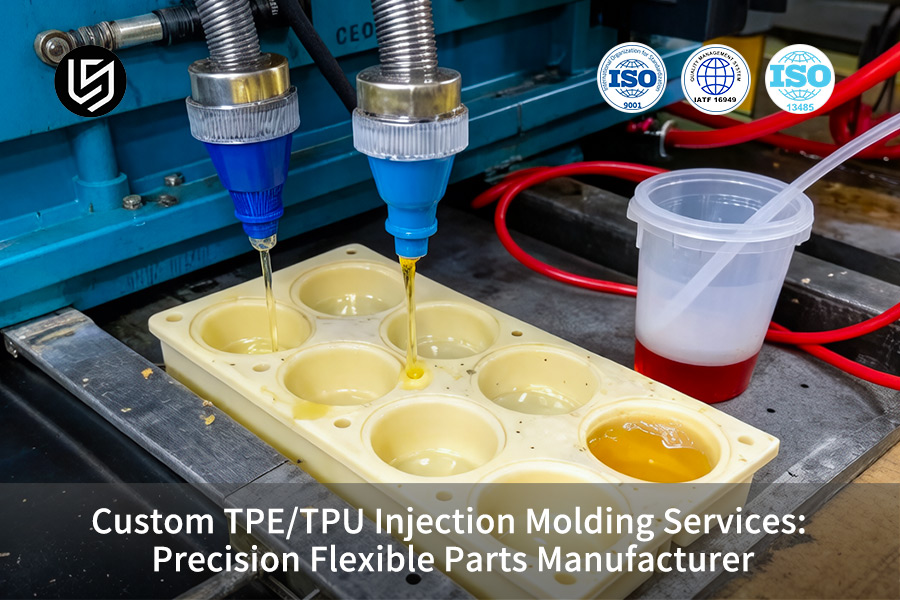
Moldeo por inyección de TPE/TPU a medida: Guía rápida de piezas flexibles de precisión
| Desafío técnico | Solución específica para TPE/TPU | Resultado para piezas de precisión |
| Secado y manipulación de materiales | El secado del material de moldeo por inyección de TPE/TPU es un paso fundamental que elimina la humedad: menos del 0,1 % a 70-80 °C durante al menos tres horas . | Este paso es una medida profiláctica contra problemas como la decoloración, el agrietamiento, etc. Además, garantiza la uniformidad de la dureza y la coincidencia entre lotes. |
| Flujo y ventilación | Una mayor viscosidad de la masa fundida requiere compuertas y canales de mayor tamaño , así como una ventilación eficiente. | Las paredes con un grosor inferior a 0,5 mm y las formas complejas se rellenarán por completo, evitando así los problemas de sobreexposición y fallos de impresión. |
| Control de encogimiento y deformación | Para controlar la contracción y la deformación, el TPE/TPU presenta una contracción elevada y anisotrópica. | Está entre el 1,5 y el 3% , por lo que es necesario simular la compensación de la herramienta. Buscamos dimensiones precisas y mantener tolerancias estrictas, generalmente alrededor de 0,15 mm . |
| Desmoldeo de piezas flexibles | El desmoldeo de piezas flexibles resulta problemático, ya que dichas piezas no poseen la rigidez suficiente, lo que provoca dificultades durante la expulsión. | La implementación de ángulos de desmoldeo mayores y un método de expulsión inteligente evitan daños. Esto permite la producción automatizada de componentes tan frágiles. |
| Validación de nuestro proceso | Para validar nuestro proceso, utilizamos sensores integrados en el molde para monitorizar la presión y la temperatura de la cavidad en cada inyección. | Garantizamos que todas las piezas moldeadas por inyección mantendrán la misma masa y propiedades durante todo el proceso de producción. |
Conclusiones clave:
- La sequedad es un requisito de rendimiento: si el TPE y el TPU no se secan adecuadamente, pueden producirse defectos importantes. Para evitarlo, es fundamental iniciar el procesamiento cuando el contenido de humedad sea inferior al 0,1 % .
- El flujo requiere espacio: debido a la alta viscosidad, se necesitan compuertas y canales de distribución más grandes que los utilizados para plásticos rígidos . Un diseño adecuado de esta característica ayudará a evitar problemas con la presión de inyección y las tensiones .
- La contracción es predecible: Es imprescindible realizar simulaciones de flujo en el molde para manipular materiales con alta contracción direccional . De esta forma, se garantiza que el molde esté escalado correctamente y se evitan retrabajos posteriores, que pueden resultar muy costosos.
- La expulsión es una característica de diseño: Diseñe las piezas de manera que puedan expulsarse fácilmente sin necesidad de aplicar fuerza adicional. Con buenos ángulos de desmoldeo y pasadores de expulsión bien ubicados , se eliminará el problema de tener que forzar la extracción del material.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Informarse sobre la teoría del moldeo de polímeros flexibles es fácil; hay muchísimos artículos para elegir. Pero esta guía es diferente. La han escrito nuestros ingenieros de procesos, que se dedican a optimizar la reología del TPU a diario. Nuestras técnicas siguen las estrictas directrices de la División de Caucho de la ACS , lo que garantiza que la química de los materiales se aplique a resultados reales, no solo a las teorías de los libros de texto.
Nos especializamos en componentes que requieren flexibilidad y precisión: empuñaduras biocompatibles para instrumental quirúrgico, juntas resistentes al aceite para robótica y botones táctiles para equipos aeroespaciales . Verificamos nuestro trabajo siguiendo las normas de diseño y ensayo detalladas para materiales poliméricos en electrónica de IPC , lo que garantiza un rendimiento óptimo en cualquier condición, por muy adversa que sea.
Nuestra experiencia se basa en el trabajo con numerosos materiales y en el ajuste preciso de la temperatura del molde a 25 °C para un nivel de dureza Shore de 50A . Además, dominamos el diseño de la compuerta para paredes delgadas de 0,5 mm y los métodos de enfriamiento para evitar la deformación de los conjuntos. Compartir esta información probada nos permite ayudarle a producir piezas blandas de alta calidad, listas para la producción, evitando al mismo tiempo los problemas habituales de contracción, baja resistencia al desgarro e imperfecciones superficiales.

Figura 1: Saltan chispas mientras la máquina de mantenimiento procesa la aleación de acero para la fabricación de herramientas de moldeo por inyección personalizadas y duraderas.
¿Por qué es fundamental controlar la sensibilidad al corte en los servicios de moldeo por inyección de TPE/TPU personalizados?
Una de las razones principales para obtener productos impecables en los servicios de moldeo por inyección de TPE/TPU personalizados es el control de la cizalladura para proteger el polímero y mantener intactas las cadenas moleculares . Cuando la cizalladura no se limita, daña la materia prima, lo que provoca fallos en el producto. Por lo tanto, implementar un proceso con base científica es la mejor manera de garantizar la calidad de sus productos.
Comprender la física de la degradación inducida por cizallamiento
El principal problema de los TPE y TPU radica en su elevada sensibilidad al cizallamiento. Durante el llenado, las cadenas poliméricas pueden fragmentarse debido a una velocidad de cizallamiento excesiva, lo que provoca amarillamiento, microvacíos y una pérdida de resistencia a la tracción del 30 % o más. Para lograr propiedades óptimas y un rendimiento fiable en el moldeo de TPE/TPU de alta precisión , es fundamental minimizar estos defectos.
Predicción de defectos mediante optimización de procesos virtuales
Realizamos simulaciones de moldeo por inyección a baja presión para predecir y prevenir este tipo de problemas. Software como Moldflow nos indica las zonas de alta cizalladura con antelación, incluso antes de la producción. De esta forma, evitamos costosas correcciones y pruebas, logrando así un proceso fiable desde el principio. Analizar de forma proactiva estos posibles problemas es fundamental para convertir los fallos impredecibles en resultados habituales en el moldeo por inyección de plásticos flexibles . En resumen, esta simulación previene fallos impredecibles en las piezas antes de mecanizar el acero, ahorrándole miles de dólares en costes de ensayo y error.
Ejecución de un perfil de inyección multietapa personalizado
La solución consiste en un patrón de llenado variable especialmente diseñado para materiales sensibles. Inicialmente, el llenado es lento para evitar la formación de chorros, luego se acelera y finalmente vuelve a ralentizarse para mantener el nivel de tensión de cizallamiento por debajo de 0,2 MPa . Gracias a este proceso de moldeo por inyección de precisión , las piezas no solo mejoran su acabado superficial, sino que también mantienen una recuperación elastomérica óptima y presentan una mayor resistencia al desgaste con el tiempo. Por ello, cumplen incluso con los estándares de durabilidad más exigentes.
Verificación de la consistencia en la producción de alto volumen
Integramos el control detallado del proceso cuando el objetivo es la consistencia en la producción de varios millones de unidades. Por ejemplo, en un caso complejo como el moldeo por inyección multicavidad , realizamos un monitoreo en línea de la presión y la viscosidad de la cavidad. De esta manera, se obtiene una confirmación de calidad en tiempo real y se producen lotes consistentes, lo que significa que un problema complejo de materiales se transforma en un moldeo por inyección especializado, confiable y repetible que preserva la excelente reputación de su marca.
Este enfoque garantiza servicios de moldeo por inyección de TPE/TPU personalizados y fiables mediante el control del flujo del material. Utilizamos reología específica del material e ingeniería predictiva para desarrollar procesos que protejan la estructura molecular de la pieza. Esto asegura que los componentes finales tengan una alta calidad y un rendimiento constante a lo largo del tiempo.

¿Cómo mantenemos una tolerancia de ±0,03 mm para el moldeo de piezas flexibles de precisión?
Lograr una tolerancia de 0,03 mm en el moldeo de piezas flexibles de precisión es prácticamente imposible sin la contracción del 1,5 % al 2,5 % propia de los materiales blandos. Lo conseguimos mediante un método de circuito cerrado que integra la fabricación predictiva de herramientas con un control de proceso sincronizado. Esta configuración es la clave de nuestro fiable servicio de moldeo por inyección de TPE/TPU para aplicaciones de máxima calidad.
Herramientas: Geometría predictiva y precisión fundamental
- Compensación anisotrópica: Predistorsionamos la geometría del molde para contrarrestar la contracción específica del material , lo que nos permite entregarle piezas con una forma muy cercana a la final.
- Precisión de cavidad de ±0,005 mm: Nuestra excelente precisión de mecanizado es la base para el moldeo de TPE/TPU de alta precisión y acelerará sus ciclos de muestreo de herramientas de producto.
Proceso: Eliminación de variables
- Bloqueo térmico de ±1 °C: Mantiene constante la temperatura del molde y excluye de la producción los cambios que este produzca ( que suelen dar lugar a cambios dimensionales ).
- Control de presión de ±0,5 MPa: Este moldeo por inyección es eficaz para prevenir la deformación posterior a la eyección y, como resultado, sus piezas pueden cumplir con la especificación de ensamblaje de 0,03 mm .
Verificación: Garantía basada en datos
- Inspección CMM de la primera pieza: Le proporciona un informe dimensional completo antes de la producción, lo que le brinda certeza sobre el inicio de la producción .
- Monitorización SPC en tiempo real: Lograr una calidad constante minimizando los riesgos que posibilita el moldeo por inyección a baja presión y, al mismo tiempo, garantizar la estabilidad a largo plazo de las series de producción, es una práctica fundamental en este caso.
El resultado es fruto de la combinación de la compensación de la contracción anisotrópica con un proceso que se mantiene dentro de los límites de 1 °C y 0,5 MPa , respaldado además por análisis estadísticos. Este proceso convierte las variaciones del material en dimensiones exactas, garantizando así que las piezas encajen y funcionen de forma fiable. Este enfoque es indispensable para lograr el moldeo por inyección multicavidad de las piezas más importantes. Descubra cómo el utillaje predictivo y el control de proceso bloqueado permiten alcanzar una precisión de ±0,03 mm en piezas flexibles. Para validar esta precisión en su diseño, póngase en contacto con nuestro equipo de ingeniería y facilítenos los detalles de su aplicación.

Figura 2: Se preparan moldes de acero de precisión con pasadores guía y cables para la producción de moldeo de TPE/TPU de alta precisión.
¿Cómo optimizar la energía de adhesión interfacial en el sobremoldeo multimaterial de TPE mediante moldeo por inyección personalizado?
La optimización de la adhesión en el sobremoldeo multimaterial evita que las capas se separen bajo presión. Para lograrlo, el enclavamiento mecánico y la unión molecular son fundamentales. Estos métodos garantizan una conexión fuerte con una resistencia al despegue de al menos 8 N/mm . Esto es crucial para crear piezas y sellos duraderos mediante el moldeo por inyección de TPE personalizado .
| Estrategia técnica | Punto de control clave | Beneficio y resultado para el cliente |
| Bloqueo mecánico | Recortes/colas de milano requeridos por DFM en el sustrato. | Sin comprometer el rendimiento de la pieza, esta es una de las maneras. Por lo general, actúa como un anclaje físico y la resistencia del anclaje no depende de la compatibilidad química . |
| Difusión molecular | La temperatura de la boquilla se eleva entre 10 y 15 °C por encima de la temperatura de trabajo habitual del TPE. | Mediante la interdifusión de las cadenas poliméricas, se logra una alta resistencia de unión ( 8 N/mm ), que es uno de los factores principales para obtener sellos resistentes y bisagras flexibles. |
| Control de procesos | Control exacto de la temperatura del sustrato y de la velocidad de inyección durante un proceso de moldeo por inyección . | Esto garantiza que la fuerza de unión sea uniforme durante toda la producción, lo cual es una gran ventaja de los servicios de moldeo por inyección de TPE/TPU personalizados . |
| Validación | Ensayo de resistencia al despegue según la norma ASTM D6862. | Nos referimos a la obtención definitiva de datos de rendimiento ( 8 N/mm frente a los habituales 3-5 N/mm ), lo que minimiza el riesgo de que su producto no cumpla los requisitos y fortalece su producción automatizada de moldeo por inyección . |
Los enclavamientos mecánicos combinados con un proceso de unión termoactivada producen una adhesión de alta calidad, que a su vez generó una resistencia al despegue de 8 N/mm . Este método, fundamental para el moldeo por inyección de dos componentes , garantiza que las piezas sobremoldeadas resistan las condiciones ambientales y la fatiga. De hecho, ofrece una ventaja competitiva en fiabilidad incluso para las aplicaciones más exigentes y se ha convertido en un estándar para los servicios de moldeo de TPE/TPU de fabricantes de equipos originales (OEM) especializados en situaciones de moldeo por inyección de alto volumen .
¿Qué límites de proceso específicos diferencian el moldeo por inyección de TPU personalizado del procesamiento estándar de TPE?
Mezclar TPE y TPU puede provocar grandes defectos en los lotes. Es fundamental conocer los límites de proceso únicos e inmutables para cada material . Estos parámetros establecidos garantizan que el producto final funcione correctamente y sea fiable. Este análisis abarca los pasos clave para el moldeo por inyección de TPU personalizado . Aquí está el primero:
Secado riguroso: El primer paso innegociable
El TPU absorbe la humedad muy rápidamente. Por lo tanto, es fundamental contar con una barrera antihumedad impecable. Esto implica secarlo a 110 °C con un punto de rocío de -40 °C durante más de 4 horas hasta que la humedad sea inferior al 0,02 % . De esta forma, se evita la hidrólisis, un problema importante que provoca puntos débiles, deformaciones y un flujo de fusión irregular, lo que resulta en lotes desperdiciados.
Para solucionar esto, asóciese con un experto en moldeo de TPE/TPU de alta precisión que pueda automatizar y verificar el proceso, convirtiendo un riesgo enorme en una parte clave para garantizar piezas de primera calidad.
Dominando el procesamiento a alta presión y alta temperatura
El TPU tiene una viscosidad de fusión muy alta y una gran memoria elástica, por lo que el proceso de moldeo por inyección de precisión requiere un procesamiento muy exacto. La temperatura de fusión suele oscilar entre 190 °C y 220 °C , que es considerablemente superior a la de la mayoría de los TPE. La presión de mantenimiento también debe ser bastante alta, de 60 a 100 MPa, ya que si utilizamos los estándares de TPE, que son de 20 a 50 MPa , tendremos problemas.
Las piezas pueden presentar huecos internos y contracción. Mantener la presión adecuada no solo previene estos problemas, sino que también permite obtener componentes densos y sin huecos. Como resultado, las dimensiones de las piezas se mantienen estables y se incrementan su rendimiento y vida útil.
La configuración de equipos especializados es fundamental.
Un tornillo diseñado para uso general no será suficiente, ya que generará una temperatura tan alta al procesar TPU que el material se degradará por completo. Necesitamos uno bastante especial con una relación de compresión de alrededor de 2,5:1 a 3:1 y una L/D de al menos 20 .
Esta configuración garantiza una fusión suave y uniforme, lo que se traduce en mejores acabados superficiales y propiedades mecánicas consistentes entre lotes. Es un aspecto fundamental para un servicio de moldeo por inyección de TPE/TPU fiable. Gracias a ello, podemos fabricar piezas que los equipos convencionales simplemente no pueden producir.
Esta conversación describe explícitamente las principales diferencias técnicas entre la fabricación de TPU y TPE , brindándole la información esencial para evaluar posibles socios de colaboración. Trabajar con un experto en moldeo que comprenda estos parámetros especializados de moldeo por inyección significa que reducirá significativamente los riesgos de producción y el tiempo de inactividad causado por lotes defectuosos, garantizando así la solidez del proceso de moldeo por inyección .
Figura 3: El molde de acero inyecta material TPU azul para formar juntas flexibles para sistemas eléctricos y de fluidos de automóviles.
¿Cómo evita la ingeniería avanzada de ventilación de moldes las marcas de quemaduras y los defectos de vacío en el moldeo de TPE/TPU de alta precisión?
Normalmente, las marcas de quemaduras y las cavidades internas en los moldes flexibles se producen por el aire atrapado y quemado en las carcasas de inyección de plástico . Una ventilación adicional, además de la abertura del molde, que acelera la salida de todos los gases, es la clave de la solución de ventilación avanzada. Sin duda, esto funciona de maravilla cuando el objetivo es obtener superficies impecables y una estructura interna robusta en el moldeo de TPE/TPU de alta precisión .
Diseño de ventilación de precisión mediante simulación de flujo
- Nuestro método: Mediante el análisis del llenado del molde, localizamos con precisión las zonas que se llenan al final y, a continuación, instalamos orificios de ventilación extremadamente finos, con una profundidad de 0,01 mm a 0,015 mm , en las líneas de separación y en los pasadores eyectores.
- Su beneficio: Esto evita que el aire comprimido supere los 400 ° C, eliminando así las marcas de quemaduras y las imperfecciones en la superficie; su moldeo por inyección de plástico flexible lucirá como nuevo, y esto solo es posible gracias a la tecnología avanzada de moldeo por inyección .
Metal poroso integrado y ventilación escalonada
- Nuestro método: Instalamos acero poroso (por ejemplo, Porcerax ) o insertos de ventilación escalonados en nervaduras profundas y núcleos complejos para la ventilación de gases en 3D.
- Su beneficio: Permite una perfecta evacuación del gas alrededor de los puntos ciegos, lo que da como resultado estructuras internas densas y sin huecos que no solo satisfacen los requisitos de sellado, sino también los de alto rendimiento mediante procesos de moldeo por inyección fiables .
Validación sistemática de la estabilidad del proceso
- Nuestro método: Al inicio de la producción, verificamos la eficiencia de las ventilaciones mediante sensores de presión en la cavidad para asegurarnos de que el llenado sea limpio y también para definir el rango de funcionamiento más robusto .
- Su beneficio: Usted logra un proceso de producción robusto y sin defectos, lo que significa que elimina la posibilidad de fallas ocasionales y aún así cuenta con servicios confiables de moldeo por inyección de TPE/TPU personalizados .
El enfoque de ingeniería en cuestión transforma el papel de la ventilación, pasando de ser un mero añadido a una ciencia en toda regla, factor clave para determinar el rendimiento de una pieza. Esta técnica ofrece rangos de proceso definidos que eliminan por completo la necesidad de reelaborar y desechar piezas, garantizando así una mayor productividad.
Ofrece resultados definitivos : ausencia de marcas de quemaduras, preservación de la integridad del material sin huecos y un rendimiento fiable que puede extenderse a aplicaciones bajo presión, estableciendo así el estándar para soluciones de moldeo por inyección de grado industrial.
¿Qué diseños de sistemas de inyección rentables debería implementar un proveedor B2B de moldeo por inyección de plástico flexible para proyectos automotrices de alto volumen?
En proyectos automotrices a gran escala, como la producción de juntas y arandelas, el diseño adecuado del sistema de compuertas es fundamental para equilibrar costo, calidad y volumen en el proceso de moldeo por inyección de plástico flexible . Un diseño bien planificado de los canales de alimentación y las compuertas no solo reduce el desperdicio y acelera la producción, sino que también proporciona una excelente apariencia, lo cual es clave para la rentabilidad del proyecto y para lograr un moldeo por inyección de elastómeros de alta precisión .
| Parámetros de activación y ejecución | Proceso de colada fría convencional | Proceso de canal caliente con compuerta de válvula optimizado |
| Tipo y control de la puerta | Apertura de la compuerta mediante lengüeta (borde); el cierre puede ser manual o térmico. | Compuerta de válvula de accionamiento mecánico, controlada independientemente por un sistema neumático. |
| Vestigio de la puerta / Encordado | Vestigio muy visible ( >0,3 mm ); frecuentes hilos de plástico/baba. | Vestigio casi perfecto ( inferior a 0,1 mm ); el corte mecánico inmediato elimina por completo las cuerdas. |
| Utilización de materiales (residuos) | Utilización (Residuos) Grandes desechos: 40-50% del peso de la bala es material recuperable. | Máxima eficiencia: >98% de uso de materiales; el desperdicio es <2% . |
| Tiempo de ciclo típico | Más tiempo: ~ 35 segundos (incluye el enfriamiento del corredor). | Más corto: ~ 22 segundos (sistema sin corredores). |
| Consistencia y presión de llenado | Flujo desigual; posibles marcas de vacilación. | El llenado simultáneo de múltiples compuertas está equilibrado y el sistema puede presurizarse hasta 150 MPa , lo que garantiza una calidad de moldeo por inyección de grado industrial . |
Los datos destacan que un sistema de canal caliente con válvula elimina la formación de hilos de material y reduce los índices de desperdicio por debajo del 2% , lo que lo convierte en una solución altamente rentable para proyectos automotrices.
Los datos comparativos confirman que los sistemas de canal caliente con válvula son fundamentales para la escalabilidad, ya que reducen drásticamente los residuos y aceleran los ciclos, mejorando así la rentabilidad. Este método de trabajo garantiza la calidad constante y los menores costes generales necesarios para ofrecer servicios de moldeo de TPE/TPU OEM de primera clase. De hecho, establece el estándar para un servicio de moldeo por inyección de TPE/TPU fiable y es la solución de moldeo por inyección industrial probada en producción a gran escala.

Figura 4: Un brazo robótico transfiere las tapas de envases de TPE transparente recién moldeadas a la cinta transportadora verde para su enfriamiento y manipulación.
Caso de éxito: LS Manufacturing personaliza conectores de bomba peristáltica de TPU resistentes a la fatiga y de grado médico para un fabricante líder mundial de dispositivos médicos.
Un fabricante líder de dispositivos médicos se enfrentó a un fallo crítico: los conectores de la bomba de un nuevo sistema de infusión para la UCI se fracturaban durante las pruebas, lo que paralizó el lanzamiento. LS Manufacturing fue contratada para resolver este desafío de moldeo por inyección de TPU personalizado de alto riesgo, centrándose en la causa raíz de la fatiga prematura en una aplicación crítica de moldeo por inyección médica .
Desafío del cliente
El conector de TPU de grado médico del cliente se rompió antes de alcanzar los 500 000 ciclos a 120 compresiones por minuto debido a la propagación de microfisuras que provocaron fugas. Además, la medición de la dureza Shore A varió en ±5 , lo que resultó en una dosificación inexacta del medicamento. Obviamente, esto generó una situación muy peligrosa para los pacientes y una posible retirada del producto, lo que podría resultar muy costoso. Debido a esto, se retrasó el lanzamiento del producto, que dependía en gran medida del moldeo de piezas flexibles de precisión .
Solución de fabricación LS
Con nuestra solución, abordamos no solo los defectos del material, sino también el proceso. Optamos por un TPU de grado médico de mayor pureza y resistente a la fatiga, y el secado se realizó a un punto de rocío de -45 °C . El gran avance fue nuestro molde exclusivo con refrigeración microconformable, que logró mantener la temperatura estable a 0,5 °C . Esto evitó la generación de tensiones, un aspecto fundamental del moldeo por inyección de alta precisión para componentes de moldeo por inyección líquida .
Resultados y valor
El conector optimizado soportó más de 5.000.000 de ciclos de fatiga durante la fase de pruebas independientes, lo que representa un aumento de rendimiento de 10 veces . La variación de dureza se mantuvo en un nivel Shore A de 85 ± 1 con una estabilidad dimensional de 0,02 mm . Esto eliminó el riesgo de responsabilidad del producto para el cliente, garantizó la precisión de la dosificación y aseguró el lanzamiento del producto, lo que resultó en un contrato exclusivo de 5 años para los servicios de moldeo OEM de TPE/TPU .
Encontrar soluciones para fallos extremadamente graves exige dominar procesos fundamentales que van más allá de los parámetros habituales, y este caso lo pone de manifiesto. Nuestra solución no solo ayudó al cliente a reducir significativamente un riesgo potencial, sino que también lo transformó en un nivel de rendimiento certificado, lo que demuestra que el moldeo por microinyección de componentes críticos requiere conocimientos especializados. Además, evidencia la capacidad del cliente para aportar valor cuantificable mediante la fiabilidad garantizada del producto a largo plazo.
Para analizar una solución validada para la fatiga de los conectores de bombas y la precisión de la dosificación, contáctenos para evaluar su diseño y obtener un presupuesto de producción respaldado por el rendimiento.

¿Por qué elegir a LS Manufacturing como su socio estratégico OEM en servicios de moldeo de TPE/TPU garantiza la resiliencia de la cadena de suministro?
La resiliencia de la cadena de suministro en plásticos flexibles no se obtiene automáticamente; requiere un diseño y una ingeniería específicos. Se logra mediante un enfoque de calidad e ingeniería basado en datos , que permite comprender mejor la producción y minimizar los riesgos desde el diseño hasta la entrega. Así es como una alianza estratégica puede brindarle este tipo de seguridad.
Sistemas certificados, no solo promesas.
Nuestras certificaciones IATF 16949 e ISO 13485 hablan por sí solas. Esto garantiza que los procesos involucrados estén bien documentados, controlados y revisados periódicamente para cumplir con los más altos estándares de las industrias automotriz y de dispositivos médicos . De esta manera, usted disfruta de procedimientos estandarizados, una calificación de proveedores sencilla y menores riesgos de errores que podrían interrumpir su línea de producción. Sobre esta sólida base, nuestro equipo de servicios de moldeo de TPE/TPU para fabricantes de equipos originales (OEM) puede desarrollar una cadena de suministro confiable a partir de sistemas consistentes en lugar de procedimientos aleatorios, lo que resulta en un equipo de moldeo por inyección genuinamente basado en datos .
Un escudo de calidad de datos de circuito cerrado
Integramos un sistema de control de calidad de ciclo completo y circuito cerrado. Desde la pureza de la materia prima, con espectrometría como parte del control de calidad de entrada, pasando por inspecciones ópticas en proceso al 100%, hasta el control de calidad de salida con trazabilidad completa . Cada lote se acompaña de un conjunto de datos exhaustivo que sirve como certificado de conformidad. Detecta problemas de inmediato, evita que los artículos defectuosos salgan al mercado y previene errores costosos o retiradas del mercado en el futuro. Esta es la esencia del control del proceso de moldeo por inyección .
Experiencia consolidada para obtener resultados predecibles.
En un día después de recibir sus archivos 3D, nuestro equipo de ingeniería prepara un informe DFM completo. Incluye el diseño del canal de alimentación, el análisis de la compuerta y la predicción del riesgo de defectos . Le brinda una vista previa de los riesgos y las formas en que se pueden mitigar antes del inicio de la producción para evitar costosos cambios de diseño o esperas en la producción. Como resultado, sus servicios de moldeo por inyección de TPE/TPU personalizados comienzan correctamente, se desarrollan según lo planeado y producen su producto rápidamente, en particular gracias a los excelentes sistemas de moldeo por inyección .
Elegir un socio certificado es fundamental para el buen funcionamiento de su negocio. Realizamos controles de calidad sistemáticos, inspecciones de datos en tiempo real e intervenciones de ingeniería. Estas medidas nos permiten mantener la precisión y la calidad del moldeo de TPE/TPU de alta precisión . Puede confiar en nuestra cadena de suministro para sus exigentes aplicaciones de piezas flexibles.
Preguntas frecuentes
1. ¿Cuál es la tolerancia mínima absoluta que LS Manufacturing puede lograr para las piezas moldeadas de TPU personalizadas?
Gracias a la extrema precisión de sus piezas flexibles, se ha logrado una tolerancia dimensional absoluta de ±0,03 mm mediante la fabricación de cavidades por electroerosión con acabado espejo y la combinación de controles de presión de moldeo por inyección en tiempo real y de circuito cerrado. Esto permite compensar la elasticidad del material y mantener una precisión constante durante todos los ciclos de producción, lo que lo hace idóneo para tareas exigentes.
2. ¿Cómo se garantiza la ausencia total de delaminación en el sobremoldeo de TPE sobre sustratos rígidos de PA66 o PC?
Lo evitamos mediante una gestión térmica precisa en los moldes para mantener la temperatura de la interfaz en óptimas condiciones, junto con grados especiales de TPE. Esta combinación crea un fuerte enlace químico y fusiona las cadenas poliméricas, asegurando que la resistencia de la unión interfacial alcance al menos 8 N/mm . Esto es mucho mayor que la resistencia que el sustrato o el TPE pueden soportar por sí solos.
3. ¿Con qué certificaciones internacionales de calidad y fabricación cumple LS Manufacturing en su totalidad?
LS Manufacturing es un proveedor líder que cumple con todas las normas establecidas por las grandes organizaciones. Se adhieren a la norma IATF 16949 para automóviles, la ISO 13485 para productos médicos y la ISO 9001:2015 para el control de calidad general. Gracias a estas estrictas directrices, LS Manufacturing puede realizar un seguimiento exhaustivo de todo su proceso y corregir errores con rapidez. Por lo tanto, sus productos son impecables y gozan de la confianza de clientes en todo el mundo.
4. ¿Cómo gestiona su equipo los graves problemas de absorción de humedad asociados a las resinas técnicas de TPU antes de la inyección?
Controlamos la absorción de humedad mediante un riguroso proceso previo. Cada lote de resina TPU cruda se seca en secadores industriales con desecante a un punto de rocío estable de -40 °C durante 4 a 6 horas . Esto mantiene el contenido de humedad interna por debajo del 0,02 % , lo que garantiza que no se produzcan burbujas, deformaciones ni daños en las propiedades mecánicas del producto final.
5. ¿Puede LS Manufacturing proporcionar un análisis DFM completo y una simulación Moldflow antes de fabricar las herramientas reales?
Ofrecemos un análisis DFM gratuito y un informe completo de simulación Moldflow, realizado en 24 horas tras recibir sus archivos STEP. Esta evaluación previa al utillaje analiza el llenado, el empaquetado, el enfriamiento y la deformación para detectar y corregir problemas como marcas de hundimiento, líneas de soldadura débiles y concentraciones de tensión. De esta forma, contribuimos a que su proyecto sea más seguro antes de cualquier compromiso financiero.
6. ¿Qué materiales y vida útil típicos ofrecen para las series de moldeo por inyección de TPE personalizadas de alto volumen?
Para series de producción de alto volumen (más de 500 000 ciclos) , utilizamos aceros importados de primera calidad como el ASSAB 718H o el H13, endurecidos a HRC 52+ . Esto proporciona una excelente resistencia al desgaste y a la corrosión. Además, cuenta con nuestra garantía de por vida, que incluye mantenimiento gratuito, asegurando que las herramientas cumplan con los estándares de producción y calidad durante toda su vida útil.
7. ¿Cómo optimiza LS Manufacturing los tiempos del ciclo de fabricación general para productos elastoméricos flexibles de paredes gruesas?
Hemos aumentado los tiempos de ciclo hasta un 35 % para elastómeros de paredes gruesas con un plan sencillo. Utilizamos insertos de molde de cobre-berilio y los refrigeramos con avanzados canales de refrigeración conformados justo detrás de las superficies de la cavidad. Esta configuración permite que el calor se disipe de forma uniforme y rápida, reduciendo la larga fase de enfriamiento típica de este tipo de materiales.
8. ¿Cuáles son sus protocolos flexibles de inspección de calidad de componentes para garantizar el envío de componentes personalizados sin defectos?
Nuestro protocolo de inspección sin defectos utiliza un sistema de clasificación visual en línea totalmente automatizado para detectar defectos, combinado con rigurosas pruebas de laboratorio. Verificamos la relajación de tensiones y la resistencia a la tracción cíclica, además de realizar mediciones precisas con microcalibrador. Esto garantiza que se cumplan todas las dimensiones críticas y que cada pieza enviada sea extremadamente duradera y funcione según lo previsto. Para obtener un presupuesto detallado , póngase en contacto con nuestro equipo.
Resumen
El moldeo por inyección personalizado de TPE/TPU combina la termodinámica del canal de inyección, el comportamiento del flujo del material y un control preciso de la presión. Este proceso minimiza problemas como el cizallamiento, las burbujas de aire y las quemaduras, que afectan directamente la durabilidad y el ajuste de las piezas. Con años de experiencia en la formulación de compuestos y dimensiones precisas de ±0,03 mm , LS Manufacturing presta servicios a las principales empresas de automoción, tecnología médica y electrónica. Transforman las piezas en ventajas de sistema que otorgan una ventaja competitiva.
Los problemas de contracción, deformación y dureza no deberían retrasar su lanzamiento. Nuestros expertos en compuestos de caucho están aquí para ayudarle, reforzando las defensas de su producto. Haga clic en "Obtener soluciones y presupuesto de moldeo por inyección a medida " para enviarnos sus planos CAD. En menos de un día, le proporcionaremos un informe DFM gratuito sobre puntos de inyección, ventilaciones y líneas de soldadura. Esto garantiza una configuración de fabricación robusta, transparente y económicamente viable en todo el mundo.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com 
