
特殊樹脂射出成形サービスは、 PEEK、PEI、PPSUなどの特殊熱可塑性樹脂の取り扱いミスによって生じる品質問題に対処する、複雑かつ高度な手法です。複雑な形状の部品では、気泡の発生、樹脂の硬化不足、金型内での樹脂の付着などが発生しやすく、結果として不良率が高くなることがあります。これは、これらの特殊樹脂は380℃以上の温度に対する耐性が非常に低いため、精密な流動シミュレーションが必要となることが原因です。
本稿では、LS Manufacturingの実体験とDFM(設計製造性)プロセス最適化に基づいた、他に類を見ないアプローチをご紹介します。サプライヤー監査基準、 射出成形コストの配分方法、そしてこれらの樹脂が製造プロセスにおける無駄なミスを避けるために、なぜこれほど複雑なアプローチを必要とするのかについて解説します。

特殊樹脂射出成形:欠陥、コスト、サプライヤーに関するクイックリファレンス
| 重大な課題 | ツールとプロセスへの影響 | サプライヤー選定要件 |
| 高温劣化 | PEEK/PIなどの樹脂材料は380℃以上の温度を必要とするため、工具の劣化が急速に進む。 | 高温対応機械(焼入れ部品のみ使用)などの機能を備えています。 |
| 湿気に対する感受性 | PPSUのような材料には、水分含有量が0.02%未満であることが求められます。そうでない場合、空隙や加水分解が発生する可能性があります。 | 実績があり検証済みの材料乾燥・供給システムなどの機能を備えています。 |
| 研磨充填剤 | ガラス繊維や炭素繊維が含まれているため、非常に耐久性の高い工具鋼が必要とされる。 | 工具は、 H-13/S-7などの焼入れ鋼で作製する必要がある。 |
| 化学腐食 | 樹脂材料は腐食性ガスを発生させる可能性があり、それが金型を侵食する。 | 耐腐食性工具鋼(例えばステンレス鋼420など)の使用が可能。 |
| 収縮と反り | PPAなどの材料は異方性収縮を起こすが、これは予測が非常に難しい。 | 金型流動シミュレーションソフトウェアと、金型補正機能が必要である。 |
| 検証と文書化 | 医療・航空宇宙分野の射出成形材料には、すべての材料と工程の包括的なトレーサビリティが求められる。 | AS9100またはISO 13485の認証と、完全なロット追跡機能が必要です。 |
主なポイント:
- プロセスがツールを決定する:これらの特殊な材料を加工できるだけでなく、加工専用に設計された機械を保有しているサプライヤーのみが適任となる。
- 乾燥度は性能指標です。吸湿性ポリマーの場合、水分含有量は性能を決定する唯一のプロセス基準です。サプライヤーの手順は容易に検証できる必要があります。
- 公差の寿命は短い:研磨性充填剤はすぐに工具を摩耗させる。真のコストには、公差要件を維持するための工具の再認定費用を含める必要がある。
- 認証は門番である:規制産業においては、サプライヤーの品質システム(AS9100、ISO 13485)への準拠と材料のトレーサビリティは、贅沢品ではなく必須条件である。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
樹脂の特異な特性について論じた論文は数多くありますが、その中でもひときわ異彩を放つ論文が一つあります。それは、PEEK、PEKK、PPSUといった高性能ポリマーを工場現場で成形するという困難な課題に日々取り組んでいる、当社のプロセスエンジニアたちが執筆したものです。当社の理念は、プラスチック技術者協会(SPE)のコミュニティで蓄積された経験と実践に全面的に基づいています。
当社は、重要な用途向けの部品を成形しています。例えば、最高300℃の温度と最高20,000psiの圧力にさらされる坑内工具に使用されるPBI絶縁体、レーダー波を透過する航空宇宙産業向けのレドーム構造、そして患者の生涯にわたって使用できるように設計されたPEEKインプラントなどです。当社は、すべての材料検証と性能試験が、国際機関であるASTM International (ASTM)が定めた厳格な要件に厳密に準拠していることを保証します。
当社は、製造工程における数々の試作を通して、豊富な経験を積んできました。長年の経験に基づき、加水分解を防ぐためにPEIをどれくらいの時間乾燥させるべきか(露点-40℃で150℃、4時間) 、PEEKの分離に不可欠なSPI A1金型の表面処理方法、半結晶性ポリマーの内部応力を低減するための熱サイクル処理方法などを熟知しています。当社の実績あるノウハウをぜひご活用ください。劣化、結晶性不良、反りなどのリスクを回避し、特殊樹脂の加工を成功に導きます。

図1:大型工業用プレス機が各種パラメータを監視し、特殊樹脂から欠陥のない航空宇宙部品を製造する。
なぜ気泡や未硬化の欠陥を修正することが、特殊樹脂射出成形プロジェクトをことごとく台無しにしてしまうのでしょうか?
せん断速度の制御不良や冷却ムラは、気泡の発生や部品の硬化不良につながります。高温樹脂射出成形プロセスにおいて、不良品の70%以上はこれらの2つの原因によって発生します。特殊樹脂射出成形サービスを提供する企業は、センサーを用いてこれらの問題の両方を解決する必要があります。
せん断速度モニタリングにより気泡の発生を防止
溶融流速が臨界せん断速度を超えると、従来のベント技術では揮発性物質を放出できません。キャビティ内圧力センサーを使用してせん断速度を測定することで、射出速度を微調整して気泡の発生を防ぐことができます。このプロセスにより、せん断速度が12,000 s⁻¹未満に維持されることが保証されます。これは、 医療用射出成形用途に必要な、金型内の気孔率ゼロによる完璧さを追求するあらゆる欠陥エンジニアリングおよび欠陥解決成形サービスにとって絶対的に必要な条件です。
局所冷却による結晶化制御
PEEKなどの半結晶性樹脂材料では、 100℃/秒を超える冷却速度で未硬化領域が形成され、鎖が非晶質状態に固定されます。各セクションには熱電対が配置され、個々のキャビティへの冷却液の流れを制御する閉ループコントローラに情報を提供します。各ゾーンは20~50℃/秒の冷却速度を受け、 98%以上の結晶化率が得られます。これにより、 高精度特殊樹脂成形の特徴であるクリープや腐食による故障を回避し、現場での信頼性を確保します。
リアルタイム調整機能付きマイクロベンチレーション
0.03~0.05 mmのベントサイズでは、高粘度の特殊樹脂の脱気は不十分です。そのため、キャビティ圧力低下曲線の読み取り値に基づいてリアルタイムで保持圧力を調整する0.02 μmサイズのマイクロベントを選択します。ベントが不十分であることを示す偏差が発生した場合、コントローラはさらに80 msのベント時間を追加します。これにより、気泡の閉じ込めによる樹脂成形不良を効果的に回避できます。これは、航空宇宙射出成形における重要な要件です。
センサーベースの制御に頼るのではなく、推測に頼らないことで、この新しい方法は初回から気泡や硬化不足が発生しないことを保証します。そのため、フィードバックシステムが同一サイクル内でも自己修正を行うことで、不良率は3%未満に抑えられます。40件以上の実績を持つ高性能射出成形プロセスを活用することで、高額な再加工を必要とせずに、認証に必要な信頼性を確保できます。

カスタム特殊樹脂成形メーカーの設計最適化によって、樹脂型への固着を即座に解消するにはどうすればよいでしょうか?
固着による変形は、局所的な亀裂や白化現象によって高精度部品の表面平滑性を損ないます。この問題を解決するには、抜き勾配、エジェクタ力、金型内の表面摩擦を適切に管理する必要があります。カスタム射出成形技術は、以下の理由からこの問題を解決するのに役立ちます。
高硬度金型の抜き勾配仕様
- 最小値: HRC 52+ キャビティの場合、パーティングラインクリアランスは少なくとも 1.5° ~ 2° である必要があります。
- リスクが閾値を下回る場合:接着力が降伏強度を超えるため、材料が破損する。
- 顧客にとってのメリット:部品の表面を傷つけることなく取り外せるため、廃棄物を35%削減でき、特殊樹脂成形メーカーは信頼性の高いプロトタイプ射出成形を提供できます。
エアポペット付きハイブリッド排出機構
- 応力集中問題:従来のエジェクタピンを使用すると、高い応力が発生し、薄肉部に亀裂が生じる。
- 解決メカニズム:ピンが部品を押す前に、部品の下に加圧空気が供給される。
- 測定された改善点:ピーク応力はピンのみの場合と比較して40%低減され(内部ひずみゲージで測定、亀裂は観察されず)、これにより特殊樹脂射出成形サービスにおいて、白斑のない量産射出成形が可能になります。
表面コーティングと熱管理
- コーティング仕様: CrN/TiAlN多層コーティングは、Ra値0.05µmを実現し、脱型時の摩擦を65%以上低減するのに役立ちます。
- 熱制御:熱伝導率が200W/mKを超えるベリリウム銅合金を用いて製造されたホットランナーは、収縮率の差による金型への付着を防ぎます。
- お客様にとってのメリット:局所的な亀裂の発生防止、サイクルタイムの8~12%短縮、および小ロット射出成形プログラム向けの確立されたエンジニアリング欠陥解決成形サービス。
ダウンタイムゼロのためのメンテナンススケジュール
- 検査間隔:コーティング摩耗の光学プロファイル測定試験は10,000サイクルごとに実施。
- シール交換:エアポペットシールは20,000サイクルごとに交換することで、圧力の均一性を維持するのに役立ちます。
- 結果:樹脂成形金型のメンテナンススケジュールは、工程における予期せぬダウンタイムを排除するように設計されている。
必要な1.5°~2°の抜き勾配、エアポペット式金型排出機構、低摩擦コーティングなど、あらゆる要素を考慮することで、初回生産時に固着の問題が発生することはありません。摩擦を65% 、廃棄物を35%削減することで、設備全体の効率向上とコスト削減を実現できます。また、 大容量射出成形セルは、様々な樹脂に対応可能です。固着不良で不良率が上昇していませんか?当社が設計した抜き勾配、エア排出機構、低摩擦コーティングは、即座に効果を発揮します。お客様のプロジェクトについてご相談の上、正式な見積もりとともに最適なソリューションをご提案いたしますので、お気軽にお問い合わせください。
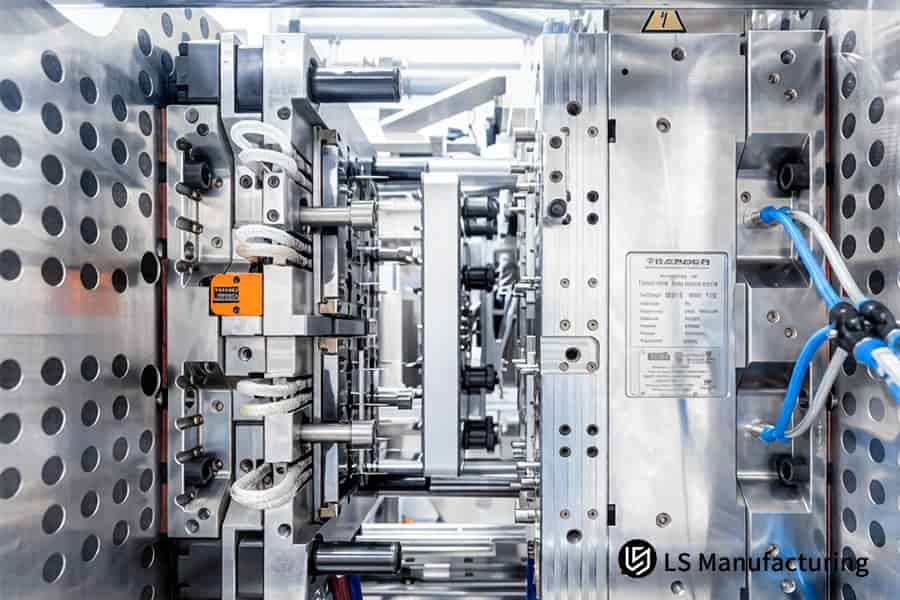
図2:この機械は、金型コストの見積もり最適化のために、特殊な樹脂から複雑な内部部品を成形する。
高温金型における特殊樹脂成形の適正な金型コスト見積もりを決定するパラメータとは?
金型に過剰な費用を支払うことを避けるためには、正確なパラメータベースのコストモデルを使用することが重要です。特殊樹脂成形の正確なコスト見積もりを確保するには、鋼種、キャビティ数、冷却プロセスなどの要素を考慮する必要があります。信頼性の高い金型コスト見積もりによる特殊樹脂成形の意思決定には、総所有コストの観点から、単一キャビティ金型とコンフォーマル冷却金型を比較することが含まれます。以下は、 1.2343 ESR/H13鋼(HRC 52-54) 、50,000個の部品量に基づいた分析です。
| パラメータ | 単一キャビティ標準金型 | 多キャビティコンフォーマル冷却金型 |
| 初期工具費用 | 18,000ドル~22,000ドル | 25,000ドル~30,000ドル(前払い費用30%別途) |
| 製造リードタイム | 8~10週間 | 10~12週間(射出成形の場合はさらに2週間) |
| 部品ごとのサイクルタイム | 120秒(業界平均) | 66秒(工業用射出成形ベンチマークによると、単位あたりの処理時間が45%短縮) |
| 5万個を超える部品の減価償却費 | 0.36ドル~0.44ドル | 0.14ドル~0.17ドル(プレミアム射出成形品質基準に基づくと、55~61%安い) |
| 部品1個あたりの総コスト(金型費用+成形費用) | 1.85ドル | 1.32ドル(5万個生産時、総所有コストが28%削減) |
樹脂成形コスト最適化サービスには、事前の損益分岐点分析が含まれており、金型取得が優れた投資収益率戦略となるよう支援します。各金型のサイクルタイムと減価償却率のシミュレーションに基づいて、射出成形ベンダーを選定します。さらに、PEEK、LCP、PEIの製造に使用される技術的な射出成形技術を活用することで、このサービスを強化します。
どのエンジニアリングマトリックスを使えば、医療機器や航空宇宙部品向けの最高級特殊樹脂金型サプライヤーを確実に選ぶことができるでしょうか?
監査プロセスが不十分だと、重要なプロセス管理措置が見落とされてしまいます。ISO 13485およびAS9100認証要件に基づいたチェックリスト監査レビューを実施することで、欠陥ゼロの特殊樹脂を製造できないサプライヤーを排除できます。これにより、高度な射出成形における不適合によるリコールリスクを回避しながら、認証期間を40%短縮できます。
露点制御機能付きセントラル乾燥
射出成形システムには、露点が-40℃以下に維持される中央制御式の乾燥システムが備わっていることを確認してください。そうでない場合、 PEEKなどの吸湿性樹脂の水分含有量によって加水分解が起こり、機械的強度が最大30%低下する可能性があります。航空宇宙部品用の特殊樹脂金型サプライヤーであれば、粘度が一定で、ボイドの発生もゼロになります。
リアルタイムCPKモニタリングによる科学的モデリング
重要な寸法における科学的な成形ソフトウェアとCPK≧1.33の証拠を要求します。医療用成形メーカーの業界平均CPKは1.0であるため、 1.33以上を要求することで、シックスシグマデータに基づくと不良リスクを67%削減できます。これにより、統計的能力に基づいて射出成形ベンダーを選定することが可能になり、文書化されたプロセス安定性を備えたFDA申請のための精密射出成形をサポートします。
100%インラインCMMまたはブルーライトスキャン
サンプリングでは組み立てを不可能にするような断続的な欠陥を検出できないことが多いため、各生産ロットごとにCMMまたはブルーライトスキャナーによる100%の寸法検証を要求してください。寸法が文書化された高精度特殊樹脂成形により、医療機器のファイルに必要な信頼性の高い射出成形文書ガイドラインを満たします。
クローズドループ品質文書
原材料、プロセスパラメータ、検査情報を関連付けた電子バッチシートが必須となるということは、バッチの不具合が発生した場合、訴訟になった際に部品価格の100倍もの費用がかかる可能性があることを意味します。このような資格のある射出成形サプライヤーは、効率的な射出成形技術を用いてトレーサビリティを提供し、監査を容易にし、規制要件への準拠を可能にします。
露点認証、 CPK値1.33以上、100%インラインスキャンを要求することで、主観的な評価を数値化できます。このマトリックスを用いることで、認定期間を40%短縮し、後々の予期せぬトラブルを回避できます。すべてのサプライヤー候補にこの基準を適用することで、医療や航空宇宙分野におけるミッションクリティカルな用途向けに、仕様に準拠した射出成形を提供できるサプライヤーのみと取引できるようになります。
樹脂成形コスト最適化サービスは、部品公差を低下させることなく、総所有コストを最小限に抑えるにはどうすればよいか?
一般的には、コストを最小限に抑えるには公差を妥協する必要があると考えられていますが、肉厚の均一化やランナー断面の最適化といったプロセスエンジニアリング手法は、その逆、つまり±0.005mm以内の公差を維持しながら、廃棄物とサイクルタイムを削減することを示唆しています。この技術を用いることで、 樹脂成形コスト最適化サービスは、部品の経済性と精度を両立させることができます。
壁厚の均質化
- 基本原則:部品の形状を再設計し、壁の厚さが均一になるようにし、過度に厚い部分がないようにする。
- コストへの影響:0.1mmの薄肉化により、PEEKの使用量が8~12%削減されます( 1kgあたり300ドルの場合、製造部品1kgあたり24~36ドルの節約になります)。
- お客様のメリット: 高速射出成形ソフトウェアで計算された、機械的特性を維持しながら材料コストを削減できます。
ランナーシステムをバルブゲートホットランナーに変換
- 問題点:従来の成形方法では、製造工程においてコールドランナーによって15~25%の不良率が発生します。PEEKなどの高付加価値材料を使用すると、この不良率は大幅に上昇します。
- 解決策:標準的なコールドランナー(特に非対称型)から、高価ではあるが効果的なバルブゲートホットランナーシステムに切り替えることで、スプルーの無駄を80%削減する。
- 財務上の結果: 5万個の部品を生産する場合、材料費だけで1万8000ドルから2万2000ドルの節約になり、金型費用の見積もりでは特殊樹脂成形の方がより良い選択肢となります。
公差管理のための充填圧力範囲
- パラメータ:充填密度と残留応力を制御するため、範囲は120~150MPaに設定されます。
- 効果:二次加工なしで、寸法を±0.005mmの公差に制御し、均一な収縮を保証します。
- 信頼性:このパラメータを適用しているある特殊樹脂成形メーカーは、 多キャビティ射出成形技術を用いて、製品の90%において少なくとも1.67のCPK値を報告している。
冷却最適化によるサイクルタイム短縮
- 方法:最適化されたランナーレイアウトによるコンフォーマル冷却を使用することで、冷却に必要な時間を25~30%短縮できます。
- データ:肉厚2mmのPEEK部品では、冷却サイクル時間が75秒から53秒に短縮されます( 29%短縮、モールドフロー解析によるテスト)。
- 結果:部品あたりの間接費を削減し、納期を短縮することで、医療用インプラントや薄肉射出成形用途における高精度な公差射出成形要件を満たす。
均質化された壁面、ホットランナーの採用、および充填圧力の調整により、 ±0.005mmの公差を損なうことなく、総所有コストを22~28%削減できます。このような結果は、PEEK、LCP、およびPEIの製造に適用されるホットランナー射出成形プロセスで達成可能です。

図3:大型の工業用プレス機が各種パラメータを監視し、特殊な樹脂から欠陥のない航空宇宙部品を製造する。
高精度特殊樹脂成形は、肉厚が変化する部品における多軸方向の収縮をどのように制御するのか?
異方性収縮による多軸反りは、多段階減圧充填プロセスと厳密な金型温度制御によって制御され、これにより各セクションの体積収縮が抑制されます。 低圧射出成形技術で説明されているように、高精度な特殊樹脂成形は、定圧充填ではなく多段階充填を採用することによってのみ保証されます。以下は、PEEK材料の金型表面温度が160~180℃の場合の、両アプローチの比較です。
| パラメータ | 従来型シングルプレッシャーパッキング | マルチステップ減圧プロファイル |
| 充填圧力戦略 | ゲート凍結まで110MPaの一定圧力 | 段階的に:110 → 95 → 75 → 60 MPa(8秒間) |
| 溶融密度の均一性 | 厚い部分と薄い部分の間で±2.3%のばらつき | ±0.4%の変動( 82%の改善) |
| 射出後の残留熱応力 | 28~35 MPa(目に見える反り) | 12~16 MPa(反りの閾値以下) |
| 多軸収縮誤差(X/Y/Z) | ±0.018 / ±0.022 / ±0.015 mm | ±0.004 / ±0.005 / ±0.003 mm |
| 初回適合組立合格率 | 78% (修正が必要) | 100% (調整不要) |
このプロファイルを採用した特殊樹脂射出成形サービスでは、反り不良を完全に排除します。可変肉厚形状に対応したこのエンジニアリング欠陥解決成形サービスは、 高温射出成形データに基づいて金型表面を160~180℃に維持し、残留応力を57%低減します。この方法を適用することで、PEEKおよびLCPの生産工程全体で実績のある反り制御エンジニアリングを実現できます。
炭素繊維強化樹脂の射出成形におけるサプライヤー選定は、なぜ標準的なポリマーの場合と全く異なるのでしょうか?
炭素繊維含有量(30~50%)は、非ニュートン流体特性、異方性収縮、金型の早期摩耗を引き起こし、通常のサプライヤーでは対応が困難です。そのため、射出成形に関する高度な知識に基づき、耐摩耗性金型と繊維配向プロセス制御に注意を払った射出成形サプライヤーの選定が、金型の早期摩耗や歪みといった問題を回避するために非常に重要になります。
バイメタルスクリューとバレルアップグレード
標準的な窒化物スクリューは、炭素繊維強化樹脂の場合、 5万回のサイクルで破損しますが、バイメタルスクリューは30万回以上のサイクルに耐えます。これは、製造工程でのスクリュー交換が不要で、正確な射出量と金属汚染の防止が実現することを意味します。したがって、この特長は、継続的な炭素繊維製造における高耐久性射出成形を容易にします。
PVDコーティングされたキャビティ鋼材、硬度HRC 58以上
コーティングなしの場合、工具鋼は20,000ショットで繊維衝突ゾーンが摩耗しますが、PVDコーティング(TiAlN/CrN)を施すことで、300,000サイクル以上も表面状態を維持できます。効果:金型寿命全体にわたって一貫した公差が維持されるため、再認定コストは発生しません。 特殊樹脂成形品のカスタムメーカーとして、このコーティングは部品の再現性を確保するために採用されています。
ファイバー配向用接線方向ベントゲート
従来のゲートでは、繊維が流れに垂直に配向し、噴射や収縮率が3倍に低下しますが、接線方向ゲートでは、流れと繊維が接線方向に配向します。その結果、反りが60%低減され、収縮率は0.008mm以下に抑えられます。接線方向ベントゲートは、 特殊樹脂金型サプライヤーを他社と差別化する重要な要素です。
非ニュートン流体のせん断速度プロファイリング
炭素繊維の溶融粘度は顕著なせん断減粘性を示すため、射出速度は10,000 s⁻¹で溶融粘度を800~1200 Pa・sに維持する必要があります。プロファイル射出を使用しない場合、ショートショットや焼け跡が発生する可能性があります。プロファイル射出を行う場合、初回ショット成功率は95%以上になります。これらは、炭素繊維充填射出成形における基本的な概念です。
バイメタルバレル、PVDコーティングされたキャビティ、接線ゲート、せん断速度プロファイリングを提供するサプライヤーを選択することで、プロジェクトにおける金型の早期破損や不良品の発生を確実に防ぐことができます。これは、PEEK-CF30製造プロセスで30万回以上のテストをクリアした、耐摩耗性射出成形用に設計されたハードウェアによって裏付けられています。
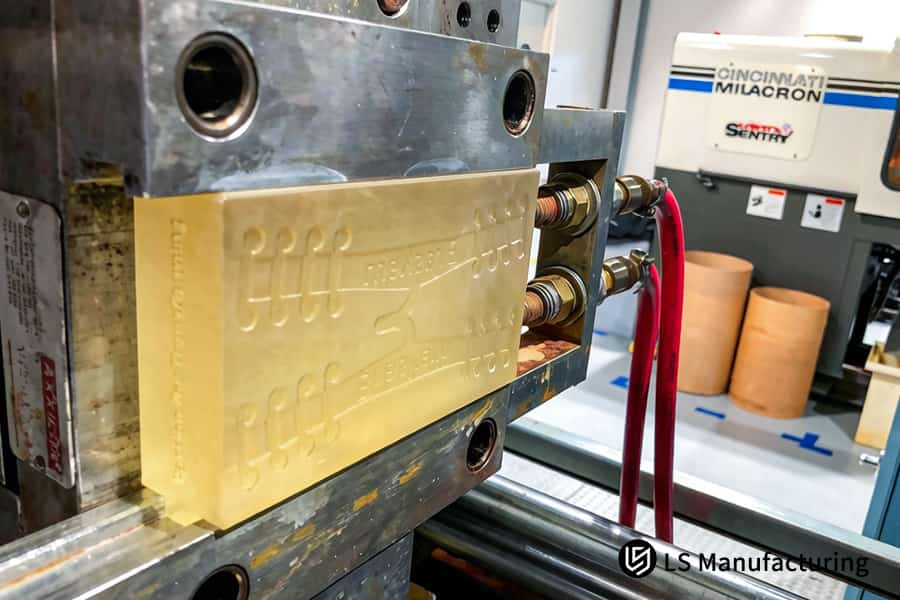
図4:精密鋼製金型は、複数のISO認証を取得した重要部品用の特殊樹脂を保持します。
事例研究:LS Manufacturing社は、カスタムPEEK製手術器具ハンドルのアライメントプロジェクトにおいて、医療機器メーカーの顧客に対し、総コストを35%削減した方法とは?
欧州の医療機器製造顧客は、オートクレーブ耐性と±0.01mmの公差が求められるPEEK製手術用ハンドルの製造において、プロジェクト失敗に直面しました。既存の金型サプライヤーは、深型キャビティ部品の気泡除去と射出時の固着という問題に対し、わずか55%の効率で金型を製造できたに過ぎず、PEEKの無駄により毎月12,000ドルの損失が発生していました。厳しい公差の射出成形基準への流れを変えるには、高度なDFMサポートを備えた特殊樹脂射出成形サービスが必要とされています。
クライアントの課題
元の金型では、ハンドルのブラインドボス部分に揮発性物質が閉じ込められ、最終検査まで見えない表面下の空洞が生じていました。ハンドルの肉厚が0.8mmと薄いため、適切な抜き勾配がなく、射出時に部品が変形しました。6ヶ月にわたる最適化でも歩留まりは55%以上に改善されず、クライアントは、無菌射出成形の要件に適合する根本的なプロセス再設計によって両方の欠陥に同時に対処できる、特注の特殊樹脂成形メーカーを探す必要に迫られました。
LSマニュファクチャリングソリューション
流動シミュレーションの結果、元のゲート位置が充填の不均衡と金型キャビティの最深部に揮発性物質が閉じ込められる原因であることが示されました。従来の通気チャネルに頼る代わりに、排気孔が0.015mmと小さいパルス式真空システムを採用しました。さらに、表面粗さRa 0.03μmまで鏡面仕上げされた1.2343 ESR鋼と、非粘着性チタンコーティングを選択しました。このエンジニアリング欠陥解決成形サービスにより、気泡核生成と固着の両方を根本から排除し、インプラントグレードの射出成形の一貫性を実現しました。
結果と価値
最初の試験バッチでは不良率がゼロになり、DSC分析により結晶化プロセスが完全に確認されました。最終的な歩留まりは99.2%で、 15,000個の成形後、スクラップが不要になったこととサイクルタイムが42%短縮されたことにより、顧客は総生産コストを35%削減できました。リードタイムは8週間から4週間未満に短縮され、緊急出荷の追加料金なしで必要な期限内にCEマーキングを取得できました。この高精度な特殊樹脂成形の結果は、外科的射出成形プロトコルによって検証されたように、事前のエンジニアリングが下流の無駄を排除することを証明しました。
これは、適切な通気、付着防止技術、およびDFM(製造性設計)を確実に実施できる経験豊富なベンダーを選択することで、失敗に終わったプロジェクトを収益性の高いプロジェクトに変えることができるという証拠です。歩留まり率が55%から99.2%へと劇的に向上し、コストも35%削減できたことは、このような厳しい材料に直面した際に、医療機器射出成形パートナーがどのような能力を発揮できるかを示しています。
PEEK部品において、同様の99.2%の歩留まりと35%のコスト削減を実現するには、当社のエンジニアリングチームにご連絡いただき、お客様に最適なソリューションをご提案し、性能に基づいたお見積もりをご提示いたします。

よくある質問
1. LS Manufacturing社は、医療グレードのPEEK成形部品に気泡が発生しないように、どのように対策を講じていますか?
当社独自のベントアシスト射出成形プロセスにより、射出前にキャビティ内の空気を99.9%除去することが可能です。さらに、すべての原材料を-40℃の露点を持つ超高効率乾燥機で4時間以上かけて徹底的に脱水しています。精密に設計された0.02mmのベント通路と100%科学的な成形プロセスを組み合わせることで、成形品内部に微細な気泡が一切存在しないことを保証しています。
2. 高性能樹脂の成形に伴う高温に耐えるために、具体的にどのような金型鋼を使用していますか?
当社では射出成形において、高品質のエレクトロスラグ再溶解(ESR)鋼のみを使用しています。例えば、 1.2343 ESRや1.2344 ESRといった材料を用い、3段階の完全真空焼入れ熱処理を施すことで、硬度をHRC 52~55に維持しています。当社の鋼材は、400℃までの温度に耐え、50万回以上のサイクルで変形することなく使用できます。
3. 以前のサプライヤーがUltem PEI樹脂を加工する際に、深刻な付着問題に見舞われたのはなぜですか?
Ultem PEIは金属基材に対して強い極性接着性を示し、ドラフトが1.5°未満で表面粗さがRa 0.1μmを超えると付着が発生します。LS Manufacturingは、超鏡面仕上げ技術とPVDナノクロム窒化物コーティングによる高硬度表面を採用することで摩擦係数を0.15まで低減し、射出時の付着問題を解消しています。
4. 標準的なコスト最適化戦略は、PEEKまたはPPSU用の高価な航空宇宙用金型製造に適用できますか?
はい。LS Manufacturing社は、従来の大型ランナーに代わり、ニードルバルブ式ホットランナー技術を採用することで、各ショットサイクルにおける材料費を80%以上削減しています。原材料費は1kgあたり200ドル以上するため、数万ドルもの材料費削減につながります。
5. 高精度特殊樹脂成形用の、完全に検証済みの試作ツールを納品するまでの標準的なリードタイムはどれくらいですか?
自社工場に設置された5軸CNC加工センターと完全デジタル化されたDFMプロセスのおかげで、特殊樹脂用の試作金型は15~20営業日以内に完成させることができます。納品物には、包括的なCMM寸法検査レポートと100%充填プロセスパラメータシートが含まれます。
6. LS Manufacturing社は、炭素繊維を40%配合した特殊ポリマーの反りや寸法ばらつきをどのように制御していますか?
炭素繊維は異方性収縮を起こしやすい性質があります。当社では、Moldex3Dソフトウェアを用いて繊維配向を3Dシミュレーションし、キャビティ壁厚の不均一性を事前に補正しています。また、多段階減圧保持圧力制御と高精度マルチ回路金型温度制御器(精度±1℃ )を採用することで、部品の歪みや寸法ずれを±0.01mm以内に厳密に抑えています。
7. 貴社とオンラインで特殊樹脂成形用の金型見積もりを評価する際、私の知的財産(IP)は完全に保護されますか?
当社は知的財産保護に関する最高水準の国際基準を厳守しており、図面を受け取る前に法的拘束力のある相互秘密保持契約(NDA)を締結することが可能です。さらに、LS ManufacturingはISO 27001認証を取得した独立した暗号化された社内サーバーを使用してすべての3D CAD生データを保存し、お客様の重要な企業秘密の絶対的な安全性を確保しています。
8. 特注の特殊樹脂成形部品の最小注文数量(MOQ)要件は何ですか?
当社は、ハイエンド特殊樹脂プロジェクトにおいて、厳格な生産制限を設けていません。少量生産(100~500個程度)から開始でき、研究開発エンジニアの製品改良と検証を全面的にサポートします。また、サンプルが承認され次第、数十万個規模の大量生産へもスムーズに移行できる体制を整えています。お見積もりをご希望の場合は、いつでもお気軽にお問い合わせください。
まとめ
特殊エンジニアリングプラスチック成形は、材料科学、流体力学、熱制御を組み合わせた高度な専門分野です。継続的な欠陥を克服するには、高精度なDFM(設計製造性)、高硬度工具鋼、科学的なプロセスパラメータ、そして完全なトレーサビリティが不可欠です。LS Manufacturingのようなデジタル技術を駆使したベンチマークサプライヤーと提携することで、コンプライアンスの迅速化、総コストの最適化、そして納期に影響が出る前に生産リスクを排除することが可能になります。
非効率な金型や欠陥によって利益が損なわれるのを止めましょう。PEEK 、PEI、PPSU、または高性能複合材料を扱っている場合、コストのかかる試行錯誤はもう終わりにしましょう。CADモデルをアップロードして、無料のDFMレビューと即時見積もりを入手してください。当社の特殊樹脂射出成形エンジニアが24時間以内に詳細なレポートと透明性の高い価格をご提示し、お客様の革新的な製品を真のミクロンレベルの精度で製造できるようサポートいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


