
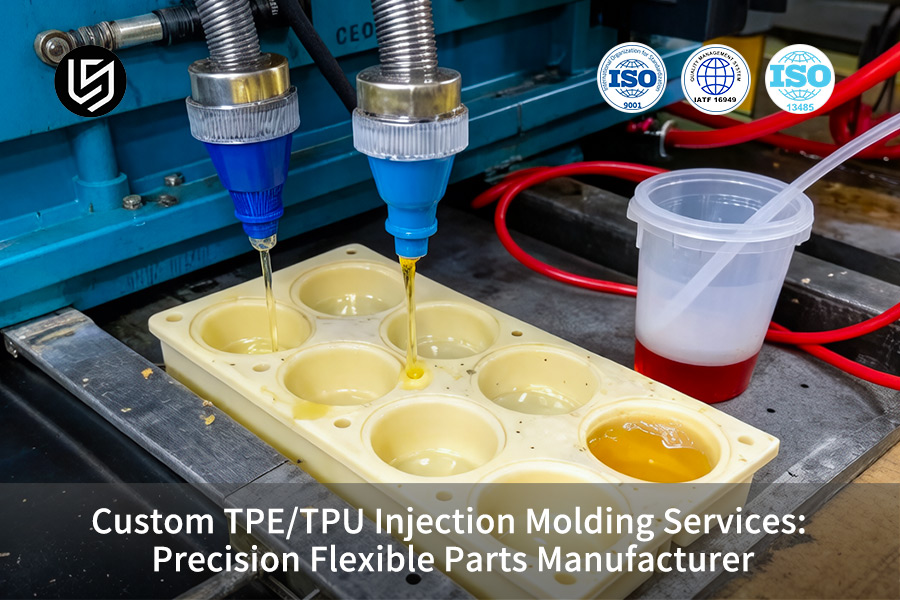
Услуги по литью под давлением TPE/TPU на заказ представляют собой высокоточные процессы обработки эластомеров, которые решают системные проблемы , такие как усадка, облой и слабая адгезия при формовании, в гибких деталях медицинского, автомобильного и электронного назначения. Эти проблемы возникают из-за узкого технологического диапазона TPE/TPU (в пределах ±5°C ) и чувствительности к сдвигу, тогда как традиционное литье не имеет специализированного контроля, что приводит к отклонениям размеров более чем на ±0,05 мм и высокому проценту брака при серийном производстве.
Наш опыт обеспечивает ценность благодаря глубокому анализу DFM (проектирование для производства), высокоточной двухкомпонентной литьевой формовке и 100% динамическому мониторингу качества в режиме реального времени , что позволяет вам сократить сроки выполнения заказов, снизить общую стоимость деталей и обеспечить стабильную точность в пределах ±0,005 мм для сложных тонкостенных конструкций. Такой комплексный подход к индивидуальному проектированию гарантирует оптимальную эластичность при высокой точности, а в следующих разделах будут подробно описаны технические ограничения и методы управления процессом, которые помогут вам принять решение о выборе поставщика.
Изготовление деталей методом литья под давлением из термопластичных эластомеров/термополиуретана: краткий справочник по высокоточным гибким деталям.
| Техническая задача | Специальное решение для TPE/TPU | Результат поиска по запросу «Прецизионные детали» |
| Сушка и обработка материалов. | Сушка материала для литья под давлением TPE/TPU является важнейшим этапом, позволяющим удалить влагу — менее 0,1% при температуре 70-80°C в течение как минимум трех часов . | Этот шаг является профилактической мерой против таких проблем, как изменение цвета, растрескивание и т. д., а также обеспечивает однородность твердости и соответствие партий. |
| Поток и вентиляция | Повышенная вязкость расплава требует больших размеров литниковых каналов и литниковых систем , а также эффективной вентиляции. | Толщина стенок менее 0,5 мм и сложные формы будут заполнены полностью, благодаря чему избегаются проблемы пригорания и неполного заполнения. |
| Контроль усадки и деформации | Для контроля усадки и деформации TPE/TPU обладает высокой анизотропной усадкой. | Погрешность составляет от 1,5 до 3% , поэтому необходимо моделирование компенсации инструмента. Мы стремимся к точным размерам и соблюдению жестких допусков, как правило, около 0,15 мм . |
| Извлечение гибких деталей из формы | Извлечение гибких деталей из формы представляет собой проблему, поскольку такие детали не обладают достаточной жесткостью, что приводит к трудностям при извлечении. | Использование больших углов наклона и продуманного метода выталкивания позволяет избежать повреждений. Это обеспечивает автоматизированное производство таких хрупких элементов. |
| Валидация наших процессов | Для проверки нашего процесса мы используем датчики, встроенные в пресс-форму, для контроля давления и температуры в полости формы при каждом впрыске. | Мы гарантируем, что все детали, изготовленные методом литья под давлением, будут иметь одинаковый вес и свойства на протяжении всего производственного процесса. |
Основные выводы:
- Сухость — это важный параметр: если ТПЭ и ТПУ недостаточно высушены, это может привести к серьезным дефектам. Чтобы этого избежать, очень важно начинать обработку, когда содержание влаги ниже 0,1% .
- Требования к потоку материала: Из-за очень высокой вязкости необходимы более крупные литники и каналы, чем те, которые используются для жестких пластмасс . Правильное проектирование этого элемента поможет избежать проблем с давлением впрыска и напряжением .
- Усадка предсказуема: крайне важно проводить моделирование потока расплава при работе с материалами, обладающими как высокой, так и направленной усадкой . Таким образом, вы обеспечите точное масштабирование пресс-формы и избежите доработок на более позднем этапе, которые могут быть очень дорогостоящими.
- Выталкивание — это конструктивная особенность: проектируйте детали таким образом, чтобы их можно было легко вытолкнуть без применения дополнительной силы. Благодаря оптимальным углам уклона и правильно расположенным выталкивающим штифтам проблема попыток извлечь материал силой будет устранена.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Ознакомиться с теорией формования гибких полимеров несложно; существует множество статей на любой вкус. Но это руководство отличается. Оно написано нашими инженерами-технологами, которые целый день занимаются настройкой реологии ТПУ. Наши методы соответствуют строгим требованиям, установленным подразделением ACS Rubber Division , что гарантирует связь химии материалов с реальными результатами, а не только с теориями из учебников.
Мы специализируемся на деталях, требующих как гибкости, так и точности – например, биосовместимые рукоятки для хирургических инструментов, маслостойкие прокладки для робототехники и мягкие на ощупь кнопки для аэрокосмического оборудования . Мы проверяем свою работу, используя подробные правила проектирования и тестирования полимерных материалов в электронике от IPC , гарантируя высочайшую производительность независимо от суровых условий эксплуатации.
Наш опыт основан на работе с различными материалами и точной настройке температуры пресс-формы в 25 °C для твердости по Шору 50A . Кроме того, мы освоили конструкцию литниковых каналов для тонких стенок толщиной 0,5 мм и методы охлаждения, позволяющие избежать деформации изделий. Делясь этой проверенной информацией, мы можем помочь вам в производстве высококачественных, мягких деталей, готовых к серийному выпуску, и одновременно избежать распространенных проблем, таких как усадка, низкая прочность на разрыв и дефекты поверхности.

Рисунок 1: Искры летят во время обработки стального сплава на станке для изготовления прочной оснастки для литья под давлением.
Почему контроль чувствительности к сдвигу имеет решающее значение при изготовлении изделий из термопластичных эластомеров/термополиуретана методом литья под давлением на заказ?
Одна из главных причин безупречного качества продукции, изготавливаемой методом литья под давлением из термопластичных эластомеров (TPE/TPU), заключается в контроле сдвиговых нагрузок для защиты полимера и сохранения целостности молекулярных цепей . Когда сдвиговые нагрузки не ограничиваются, это повреждает сырье, что приводит к браку продукции. Таким образом, внедрение научно обоснованного процесса — это верный способ поддерживать качество вашей продукции.
Понимание физики деградации, вызванной сдвигом.
Основная проблема, связанная с термоэластопластами (ТЭП) и термополиуретанами (ТПУ), заключается в их очень высокой чувствительности к сдвигу. На стадии наполнения полимерные цепи могут фрагментироваться из-за слишком высокой скорости сдвига, что приводит к пожелтению, образованию микропустот и потере прочности на разрыв на 30% и более. Для достижения желаемых свойств и надежной работы высокоточной формовки ТЭП/ТПУ необходимо ограничить эти дефекты.
Прогнозирование дефектов с помощью виртуальной оптимизации процессов.
Мы проводим моделирование литья под низким давлением, чтобы прогнозировать и предотвращать подобные проблемы. Программное обеспечение, такое как Moldflow, указывает нам на зоны с высоким сдвиговым усилием на ранней стадии, еще до начала производства. Таким образом, мы можем избежать дорогостоящих корректировок и тестовых запусков, обеспечивая тем самым надежный процесс с самого начала. Проактивное изучение этих возможных проблем является основным шагом в превращении непредсказуемых отказов в обычные результаты в литье гибких пластмасс под давлением . Проще говоря, это моделирование предотвращает непредсказуемые отказы деталей до того, как мы начнем резку стали, экономя вам тысячи долларов на затратах, связанных с методом проб и ошибок.
Выполнение индивидуально подобранного многоступенчатого профиля инъекции
Решение заключается в использовании регулируемого режима заполнения, специально разработанного для чувствительных материалов. Сначала происходит медленное заполнение, чтобы предотвратить струйное распыление, затем происходит более быстрое заполнение, и, наконец, скорость снова замедляется, чтобы поддерживать уровень касательного напряжения ниже 0,2 МПа . Благодаря этому процессу точного литья под давлением , детали не только улучшают качество поверхности, но и поддерживают оптимальный уровень упругости эластомера, а также демонстрируют повышенную износостойкость с течением времени. Благодаря этому они способны соответствовать даже самым строгим стандартам долговечности.
Проверка стабильности в крупносерийном производстве
Мы делаем детальный контроль процесса неотъемлемой частью, когда цель состоит в обеспечении стабильности производства нескольких миллионов единиц продукции. Например, в таком сложном случае, как многогнездное литье под давлением , мы осуществляем мониторинг давления и вязкости в полости в режиме реального времени. Таким образом, вы получаете подтверждение качества в режиме реального времени и производите стабильные партии, что превращает сложную проблему с материалами в надежный и воспроизводимый специализированный процесс литья под давлением , сохраняющий отличную репутацию вашего бренда.
Этот подход обеспечивает надежное изготовление деталей методом литья под давлением из термопластичных эластомеров/термополиуретана за счет управления потоком материала. Мы используем реологию, специфичную для данного материала, и прогнозирование процессов для создания технологий, защищающих молекулярную структуру детали. Это гарантирует высокое качество и стабильную работу конечных компонентов в течение длительного времени.

Как обеспечить точность ±0,03 мм при литье гибких деталей с высокой точностью?
Достижение допуска в 0,03 мм при литье гибких деталей с высокой точностью практически невозможно без усадки мягких материалов на 1,5–2,5% . Мы достигаем этого с помощью замкнутого цикла, который объединяет прогнозируемое изготовление оснастки с точным контролем технологического процесса. Эта схема является секретом нашей надежной услуги по литью под давлением TPE/TPU для высококачественных изделий.
Инструментарий: прогнозируемая геометрия и фундаментальная точность.
- Анизотропная компенсация: Мы предварительно искажаем геометрию пресс-формы, чтобы компенсировать усадку, обусловленную конкретным материалом . Благодаря этому мы поставляем вам детали, максимально приближенные к окончательной форме.
- Точность формирования полости ±0,005 мм: Наша превосходная точность обработки является основой для высокоточного литья TPE/TPU и ускорит циклы отбора проб продукции.
Процесс: Исключение переменных
- Термоблокировка ±1°C: поддерживает постоянную температуру пресс-формы, и вызванные ею изменения ( чаще всего приводящие к изменению размеров ) исключаются из вашего производственного цикла.
- Контроль давления ±0,5 МПа: Этот метод литья под давлением эффективно предотвращает деформацию после извлечения, благодаря чему ваши детали соответствуют спецификации сборки 0,03 мм .
Верификация: обеспечение качества на основе данных
- Первичная проверка изделия на координатно-измерительной машине: позволяет получить полный отчет о размерах до начала производства, что гарантирует уверенность в запуске производства .
- Мониторинг SPC в режиме реального времени: для достижения стабильного качества при минимизации рисков, что становится возможным благодаря литью под низким давлением , а также для обеспечения долгосрочной стабильности производственных циклов, в данном случае это крайне важная практика.
Результатом является сочетание анизотропной компенсации усадки с процессом, который остается в пределах 1°C и 0,5 МПа , что также подтверждается статистическим анализом. Он преобразует несоответствия материалов в точные размеры, обеспечивая тем самым надежную посадку и функционирование деталей. Этот подход незаменим для многогнездного литья под давлением наиболее важных деталей. Оцените, как прогнозируемая оснастка и точное управление процессом обеспечивают точность ±0,03 мм в гибких деталях. Чтобы подтвердить эту точность для вашей конструкции, свяжитесь с нашей инженерной командой, предоставив подробную информацию о вашем проекте.

Рисунок 2: Прецизионные стальные формы с направляющими штифтами и тросами подготовлены для высокоточного производства методом литья из термопластичных эластомеров/термополиуретана.
Как оптимизировать энергию межфазной адгезии при литье под давлением термопластичных эластомеров (TPE) с использованием многокомпонентных покрытий?
Оптимизация адгезии при многокомпонентном литье под давлением предотвращает отслаивание слоев. Для этого ключевыми факторами являются механическое сцепление и молекулярная связь. Эти методы обеспечивают прочное соединение с прочностью на отслаивание не менее 8 Н/мм . Это крайне важно для создания долговечных деталей и уплотнений методом литья под давлением из термопластичных эластомеров .
| Техническая стратегия | Ключевой контрольный пункт | Преимущества и результаты для клиента |
| Механическая блокировка | Для обеспечения технологичности монтажа (DFM) необходимы подрезы/пазы типа «ласточкин хвост» на подложке. | Это один из способов, позволяющий обойтись без ущерба для характеристик детали. Обычно он обеспечивает физическое крепление, и прочность крепления не зависит от химической совместимости . |
| Молекулярная диффузия | Температура сопла повышается примерно на 10-15°C по сравнению с обычной рабочей температурой термоэластопласта. | Благодаря взаимной диффузии полимерных цепей достигается высокая прочность сцепления ( 8 Н/мм ), что является одним из главных факторов для создания прочных уплотнений и гибких шарниров. |
| Управление технологическими процессами | Точный контроль температуры подложки и скорости впрыска в процессе литья под давлением . | Это гарантирует постоянство прочности соединения на протяжении всего производственного процесса, что является одним из главных преимуществ услуг по литью под давлением термопластов/термополиуретана на заказ . |
| Валидация | Испытание на прочность при отслаивании по стандарту ASTM D6862. | Мы подразумеваем точное получение данных о производительности ( 8 Н/мм против обычных 3-5 Н/мм ), что минимизирует риск несоответствия вашей продукции требованиям и повышает эффективность автоматизированного производства методом литья под давлением . |
Механические зацепления в сочетании с термоактивированным процессом склеивания обеспечивают высококачественную адгезию, которая, как было подтверждено, достигает прочности на отслаивание 8 Н/мм . Этот метод, имеющий большое значение для двухкомпонентного литья под давлением , гарантирует, что ваши детали, изготовленные методом литья под давлением, будут устойчивы к воздействию окружающей среды и усталостным разрушениям. Фактически, он обеспечивает конкурентное преимущество в надежности даже в самых сложных условиях эксплуатации и служит стандартом для квалифицированных OEM-производителей, предлагающих услуги литья TPE/TPU в условиях крупносерийного литья под давлением .
Какие конкретные технологические особенности отличают литье под давлением ТПУ на заказ от стандартной обработки ТПЭ?
Смешивание ТПЭ и ТПУ может привести к большим дефектам партий. Необходимо знать уникальные, не взаимозаменяемые технологические параметры для каждого материала . Эти заданные параметры гарантируют правильное функционирование и надежность конечного продукта. В этом анализе рассматриваются ключевые этапы литья под давлением ТПУ на заказ . Вот первый из них:
Тщательная сушка: важнейший первый шаг.
ТПУ очень быстро впитывает влагу. Поэтому сначала необходимо создать безупречный влагозащитный барьер. Это включает в себя сушку при температуре 110°C с точкой росы -40°C в течение более 4 часов , пока содержание влаги не станет менее 0,02% . Это предотвращает гидролиз — серьезную проблему, которая приводит к образованию слабых мест, растеканию и нестабильной текучести расплава, что приводит к порче партий.
Для решения этой задачи необходимо сотрудничать с высококвалифицированным специалистом по литью из термопластичных эластомеров (TPE/TPU) , который сможет автоматизировать и проверить процесс, превратив огромный риск в ключевой элемент обеспечения высочайшего качества деталей.
Освоение процессов обработки под высоким давлением и при высоких температурах.
Термопластичный полиуретан (ТПУ) обладает очень высокой вязкостью расплава и отличной упругой памятью, поэтому для точного литья под давлением требуется очень высокая точность обработки. Температура расплава обычно колеблется от 190°C до 220°C , что значительно выше температуры расплава большинства термопластичных эластомеров (ТПЭ). Давление выдержки также должно быть достаточно высоким — от 60 до 100 МПа, поскольку использование стандартных значений для ТПЭ, составляющих 20-50 МПа , может привести к проблемам.
В деталях могут образовываться внутренние пустоты и происходить усадка. Поддержание надлежащего давления не только предотвращает эти проблемы, но и приводит к получению плотных, без пустот компонентов. В результате размеры деталей остаются стабильными, производительность и срок службы увеличиваются.
Конфигурация специализированного оборудования имеет основополагающее значение.
Шнек, предназначенный для общего использования, будет недостаточен, поскольку при обработке ТПУ он будет создавать настолько высокую температуру, что материал полностью разрушится. Нам нужен совершенно специальный шнек с коэффициентом сжатия от 2,5:1 до 3:1 и соотношением длины к диаметру не менее 20 .
Такая конфигурация обеспечивает гладкость и однородность расплава, что означает лучшее качество поверхности и стабильные механические свойства от партии к партии. Это действительно важный аспект надежного сервиса литья под давлением TPE/TPU . Благодаря этому мы можем изготавливать детали, которые обычное оборудование просто не может.
В этой беседе подробно изложены ключевые технические различия между производством ТПУ и ТПЭ , что позволит вам оценить потенциальных партнеров для сотрудничества. Работа с экспертом по литью под давлением, который понимает эти специализированные параметры литья под давлением, позволит значительно снизить производственные риски и время простоя, вызванные бракованными партиями, тем самым обеспечив надежность и стабильность процесса литья под давлением.
Рисунок 3: Стальная форма впрыскивает синий материал ТПУ для образования гибких уплотнений для автомобильных жидкостных и электрических систем.
Как передовые технологии вентиляции пресс-форм предотвращают появление следов пригорания и пустот при высокоточном литье из термопластичных эластомеров/термополиуретана?
Обычно следы пригорания и внутренние пустоты в гибких формах образуются из-за попадания воздуха в литьевые формы и его последующего сгорания. Дополнительное вентиляционное отверстие, помимо отверстия формы, ускоряющее выход всех газов, является основой решения для усовершенствованной вентиляции. Несомненно, это отлично работает, когда целью является получение превосходных поверхностных вмятин и прочной внутренней структуры при высокоточной формовке из ТПЭ/ТПУ :
Точное проектирование вентиляции с помощью моделирования потоков.
- Наш метод: с помощью анализа заполнения пресс-формы мы точно определяем, какие участки заполняются последними, а затем устанавливаем чрезвычайно тонкие вентиляционные отверстия глубиной 0,01–0,015 мм на линиях разъема и выталкивающих штифтах.
- Ваше преимущество: это предотвращает повышение температуры сжатого воздуха выше 400° C, благодаря чему больше не будет следов пригорания и дефектов поверхности; ваши изделия из гибкого пластика, изготовленные методом литья под давлением, будут выглядеть абсолютно как новые, и это возможно только благодаря передовой технологии литья под давлением .
Интегрированная пористая металлическая конструкция и ступенчатая вентиляция
- Наш метод: Мы устанавливаем пористую сталь (например, Porcerax ) или ступенчатые вентиляционные вставки в глубокие ребра и сложные сердечники для трехмерной вентиляции газа.
- Ваше преимущество: это обеспечивает идеальный отвод газа вокруг глухих карманов, в результате чего образуются плотные, без пустот, внутренние структуры, которые не только отвечают требованиям герметизации, но и высоким эксплуатационным характеристикам благодаря надежным процессам литья под давлением .
Систематическая проверка стабильности процесса
- Наш метод: В начале производства мы проводим двойную проверку эффективности вентиляционных отверстий с помощью датчиков давления в полости, чтобы убедиться в чистоте заполнения, а также определить наиболее оптимальный технологический диапазон .
- Ваше преимущество: Вы получаете надежный производственный процесс без дефектов, что исключает возможность случайных сбоев и при этом сохраняете возможность получения надежных услуг по литью под давлением изделий из ТПЭ/ТПУ на заказ .
Предлагаемый инженерно-ориентированный подход меняет роль вентиляции из второстепенной задачи в полноценную науку, являющуюся важнейшим фактором, определяющим выход годной детали. Данная технология обеспечивает гарантированные технологические окна, полностью исключающие серьезную переделку и брак, что гарантирует более высокую производительность.
Это дает гарантированные результаты : отсутствие следов пригорания, сохранение целостности материала без пустот и надежную работу, которая может быть распространена на приложения, подверженные нагрузкам, устанавливая стандарт для инженерных решений в области литья под давлением.
Какие экономически эффективные конструкции литниковых систем следует использовать поставщику гибких пластмассовых изделий для литья под давлением (B2B) при крупномасштабных автомобильных проектах?
Когда речь идет о крупномасштабных автомобильных проектах, таких как производство уплотнений и втулок, правильная конструкция литниковой системы является ключевым фактором, позволяющим сбалансировать стоимость, качество и объем в процессе литья гибких пластмасс под давлением . Хорошо продуманная конструкция литниковых каналов и литников не только сокращает отходы и ускоряет производство, но и обеспечивает превосходный внешний вид, что является практически ключом к рентабельности проекта и позволяет осуществлять высокоточное литье эластомеров под давлением.
| Параметры управления и запуска | Традиционный процесс холодного литья | Оптимизированный процесс горячего каналирования с клапанным затвором |
| Типы и управление воротами | Открытие затвора (края) осуществляется с помощью защелки; закрытие может быть ручным или термическим. | Задвижка управляется механически, независимо от пневматической системы. |
| Остатки ворот / Натяжка струн | Заметные следы ( >0,3 мм ); часто встречаются пластиковые нити/слюна. | Практически идеальный остаток ( менее 0,1 мм ); мгновенное механическое обрезание полностью уничтожает струны. |
| Использование материалов (отходы) | Утилизация (отходы): Крупный лом: 40-50% веса дроби пригодны для повторного использования. | Максимальная эффективность: использование материалов составляет >98% ; отходы — <2% . |
| Типичное время цикла | Более длительное время: ~ 35 секунд (включая время на охлаждение). | Сокращено: ~ 22 секунды (без бегуна). |
| Консистенция и давление наполнения | Неравномерный поток; возможны следы задержек. | Одновременное заполнение несколькими литниками обеспечивает сбалансированную работу системы, выдерживающей давление до 150 МПа , что гарантирует качество литья под давлением инженерного класса . |
Полученные данные подтверждают, что система горячего литья с клапанными заслонками исключает образование волокон материала и снижает процент брака ниже 2% , что делает ее весьма экономически эффективной для автомобильных проектов.
Сравнительные данные подтверждают, что системы горячего литья с клапанными затворами действительно являются жизненно важным элементом масштабирования, значительно сокращая отходы и ускоряя циклы, что меняет экономику. Именно такой способ работы обеспечивает стабильное качество и снижение общих затрат, необходимые для первоклассных услуг по литью TPE/TPU для OEM-производителей . Фактически, он устанавливает эталон для надежного литья под давлением TPE/TPU и является промышленным решением для литья под давлением, проверенным в условиях крупносерийного производства.

Рисунок 4: Роботизированная рука перемещает свежеотформованные прозрачные крышки из термоэластопласта на зеленый конвейер для охлаждения и дальнейшей обработки.
История успеха: Компания LS Manufacturing разработала и изготовила на заказ износостойкие соединители для перистальтических насосов из ТПУ медицинского класса для ведущего мирового производителя медицинских изделий.
Крупнейший производитель медицинского оборудования столкнулся с критической проблемой: соединительные элементы насоса для новой инфузионной системы для реанимационных отделений начали разрушаться во время испытаний, что остановило запуск производства. Компания LS Manufacturing была привлечена для решения этой сложной задачи по литью под давлением термопластичных полиуретанов (ТПУ) на заказ, сосредоточившись на устранении первопричины преждевременной усталости в критически важном медицинском изделии, изготавливаемом методом литья под давлением .
Задача клиента
Медицинский ТПУ-коннектор у клиента вышел из строя до истечения 500 000 циклов при 120 сжатиях в минуту из-за распространения микротрещин, что привело к протечке. Кроме того, измерение твердости по Шору А изменилось на ±5 , что привело к неточному дозированию лекарственного препарата. Очевидно, это создало очень опасную ситуацию для пациентов и потенциальный отзыв продукта, что могло бы быть очень дорогостоящим. Из-за этого запуск продукта, который в значительной степени зависел от высокоточной формовки гибких деталей, был отложен.
LS Manufacturing Solution
Наше решение позволило нам устранить не только дефекты материала, но и самого процесса. Мы выбрали высокочистый, устойчивый к усталости медицинский ТПУ, а сушка проводилась при температуре точки росы -45°C . Главным прорывом стала наша эксклюзивная пресс-форма с микроконформным охлаждением, которая позволила поддерживать стабильную температуру на уровне 0,5°C . Это предотвратило возникновение напряжений, что является фундаментальным аспектом литья под давлением с жесткими допусками для компонентов, изготовленных методом жидкостного литья .
Результаты и ценность
Оптимизированный соединитель выдержал более 5 000 000 циклов усталости в ходе независимого тестирования, что привело к десятикратному увеличению производительности. Изменение твердости поддерживалось на уровне 85±1 по Шору А с размерной стабильностью 0,02 мм . Это исключило риск ответственности клиента за качество продукции, гарантировало точность дозирования и обеспечило запуск продукта, что привело к заключению эксклюзивного 5-летнего контракта на услуги по литью TPE/TPU для OEM-производителей .
Поиск решений для крайне серьезных отказов требует освоения фундаментальных процессов, выходящих за рамки обычных параметров, и именно это демонстрирует данный случай. Наше решение не только помогло клиенту реально снизить потенциальный риск, но и преобразовало его в сертифицированный уровень производительности, что является доказательством того, что микролитье под давлением критически важных компонентов требует специальных знаний. И это показывает способность клиента обеспечить измеримую ценность за счет долгосрочной гарантированной надежности продукции.
Чтобы обсудить проверенное решение проблемы усталости соединительных элементов насоса и точности дозирования, свяжитесь с нами, чтобы оценить вашу конструкцию и получить коммерческое предложение, подкрепленное высокими эксплуатационными характеристиками.

Почему выбор LS Manufacturing в качестве стратегического партнера по услугам литья TPE/TPU для OEM-производителей гарантирует устойчивость цепочки поставок?
Устойчивость цепочки поставок гибких пластмасс не достигается автоматически; она требует специального проектирования и разработки. Она достигается за счет использования подхода, основанного на данных, в области качества и проектирования , что помогает лучше понимать процесс производства и снижать риски на всех этапах — от проектирования до поставки. Именно так стратегическое партнерство может обеспечить вам такую безопасность.
Сертифицированные системы, а не просто обещания.
Наши сертификаты IATF 16949 и ISO 13485 говорят сами за себя. Это гарантирует, что задействованные процессы хорошо документированы, контролируются и периодически пересматриваются в соответствии с высочайшими стандартами автомобильной и медицинской промышленности. Таким образом, вы получаете стандартизированные процедуры, простую квалификацию поставщиков и меньший риск ошибок, которые могут нарушить вашу производственную линию. На этой прочной основе наша команда специалистов по литью TPE/TPU для OEM-производителей способна создать надежную цепочку поставок на основе согласованных систем, а не просто случайных процедур, что приводит к формированию по-настоящему ориентированной на данные команды специалистов по литью под давлением .
Защита качества данных с замкнутым циклом
Мы внедряем замкнутую систему контроля качества на протяжении всего жизненного цикла. Начиная с проверки чистоты сырья с помощью спектрометрии в рамках входного контроля качества, через 100% оптические проверки в процессе производства и заканчивая выходным контролем качества с полной прослеживаемостью . Каждая партия сопровождается полным набором данных, служащим сертификатом соответствия. Это позволяет немедленно выявлять проблемы, предотвращать попадание бракованной продукции на рынок и исключать дорогостоящие ошибки или отзывы в будущем — в этом и заключается суть контроля процесса литья под давлением .
Предварительная экспертиза для предсказуемых результатов
В течение суток после получения ваших 3D-файлов наша инженерная команда подготовит полный отчет по проектированию с учетом технологичности производства (DFM). Он включает в себя проектирование литниковой системы, анализ литниковых каналов и прогнозирование риска дефектов . Это позволит вам заранее оценить риски и способы их минимизации до начала производства, чтобы избежать дорогостоящих изменений в конструкции или ожидания начала производства. В результате, ваши услуги по литью под давлением TPE/TPU начнутся должным образом, пройдут по плану и позволят быстро изготовить вашу продукцию, в частности, благодаря превосходным системам литья под давлением .
Выбор сертифицированного партнера очень важен для поддержания успешного бизнеса. Мы осуществляем системный контроль качества, проверку данных в режиме реального времени и инженерные мероприятия. Эти меры помогают нам поддерживать точность и качество высокоточного литья из ТПЭ/ТПУ . Вы можете положиться на нашу цепочку поставок для ваших сложных задач по изготовлению гибких деталей.
Часто задаваемые вопросы
1. Каков абсолютный минимальный допуск, которого может достичь компания LS Manufacturing для деталей из ТПУ, изготовленных методом литья под давлением по индивидуальному заказу?
Благодаря использованию технологии электроэрозионной обработки полостей с зеркальной полостью и комбинации замкнутой системы управления давлением при литье под давлением в режиме реального времени, удалось достичь чрезвычайно точных размеров деталей с абсолютной точностью ±0,03 мм. Это позволяет компенсировать эластичность материала и поддерживать стабильную точность на протяжении всех производственных циклов, что делает данную технологию очень подходящей для решения сложных задач.
2. Как вы гарантируете отсутствие расслоения при литье из термопластичного эластомера (TPE) на жесткие подложки из полиамида PA66 или поликарбоната (PC)?
Мы предотвращаем это, используя детальный терморегулирование в пресс-формах для поддержания идеальной температуры на границе раздела фаз, а также специальные марки термоэластопласта (ТЭФ). Такое сочетание создает прочную химическую связь и смешивает полимерные цепи, обеспечивая прочность сцепления на границе раздела фаз не менее 8 Н/мм . Это намного больше, чем прочность сцепления, которую может выдержать подложка или ТЭФ по отдельности.
3. Каким международным сертификатам качества и производственным стандартам компания LS Manufacturing полностью соответствует?
Компания LS Manufacturing — ведущий поставщик, соблюдающий все правила, установленные крупными организациями. Они придерживаются стандартов IATF 16949 для автомобилей, ISO 13485 для медицинской продукции и ISO 9001:2015 для общего контроля качества. Благодаря этим строгим правилам, LS Manufacturing может отслеживать все этапы производства и оперативно исправлять ошибки. Таким образом, их продукция безупречна и пользуется доверием во всем мире.
4. Как ваша команда справляется с серьезными проблемами поглощения влаги, характерными для технических полиуретановых смол, перед инъекцией?
Мы решаем проблему влагопоглощения с помощью строгой процедуры предварительной обработки. Каждая партия сырой ТПУ-смолы сушится в промышленных осушителях при стабильной точке росы -40°C в течение 4-6 часов . Это позволяет поддерживать внутреннее содержание влаги ниже 0,02% , предотвращая растекание, образование пузырьков и ухудшение механических свойств конечного продукта.
5. Может ли компания LS Manufacturing предоставить комплексный анализ DFM и моделирование Moldflow до начала изготовления самих инструментов?
Мы предлагаем бесплатный DFM-анализ и полный отчет по моделированию в Moldflow, выполненные в течение 24 часов после получения ваших STEP-файлов. Эта предварительная оценка, проводимая до начала оснастки, учитывает заполнение, уплотнение, охлаждение и деформацию, чтобы выявить и устранить такие проблемы, как усадочные раковины, слабые сварные швы и концентрации напряжений. Таким образом, мы помогаем сделать ваш проект более безопасным еще до принятия каких-либо финансовых решений.
6. Какие типичные материалы для оснастки и стандарты срока службы вы предлагаете для крупносерийного литья под давлением термопластичных эластомеров (ТПЭ) по индивидуальному заказу?
Для крупносерийного производства с ресурсом более 500 000 циклов мы используем высококачественные импортные стали, такие как ASSAB 718H или H13, закаленные до твердости HRC 52+ . Это обеспечивает превосходную износостойкость и коррозионную стойкость. Кроме того, на них распространяется наша пожизненная гарантия, включая бесплатное техническое обслуживание, гарантирующая соответствие оснастки производственным и качественным показателям на протяжении всего срока службы.
7. Как компания LS Manufacturing оптимизирует общее время производственного цикла для толстостенных гибких эластомерных изделий?
Мы сокращаем время цикла до 35% для толстостенных эластомеров благодаря простой схеме. Мы используем бериллиево-медные формовочные вставки и охлаждаем их с помощью усовершенствованных конформных охлаждающих каналов непосредственно за поверхностями полостей. Такая конструкция позволяет теплу равномерно и быстро отводиться, сокращая длительный период охлаждения, характерный для таких материалов.
8. Какие у вас гибкие протоколы контроля качества компонентов, обеспечивающие отгрузку компонентов, изготовленных на заказ, без дефектов?
Наш протокол контроля качества без дефектов использует полностью автоматизированную визуальную сортировку дефектов в процессе производства в сочетании со строгими лабораторными испытаниями. Мы проверяем релаксацию напряжений и циклическое разрушение при растяжении, а также проводим точные измерения микроштангенциркулем. Это гарантирует соответствие всем критическим размерам, а также исключительную прочность и функциональность каждой отгружаемой детали. Для получения подробной информации о стоимости , пожалуйста, свяжитесь с нашей командой.
Краткое содержание
Литье под давлением с использованием термодинамических свойств ТПЭ/ТПУ сочетает в себе термодинамику литниковых каналов, поведение потока материала и жесткий контроль давления. Этот процесс минимизирует такие проблемы, как сдвиг, пустоты и пригорание, которые напрямую влияют на долговечность и точность подгонки деталей. Обладая многолетним опытом в области компаундирования и точных размеров ±0,03 мм , компания LS Manufacturing поддерживает ведущие фирмы в автомобильной, медицинской и электронной промышленности. Они превращают детали в системы, обеспечивающие конкурентное преимущество.
Проблемы с усадкой, деформацией и твердостью не должны задерживать запуск вашего продукта. Наши специалисты по резиновым смесям готовы помочь — укрепив защитные свойства вашей продукции. Нажмите «Получить индивидуальные решения и расчет стоимости литья под давлением », чтобы отправить ваши чертежи CAD. Менее чем за день мы предоставим бесплатный отчет DFM по литникам, вентиляционным отверстиям и сварным швам. Это обеспечит надежную, прозрачную и экономически выгодную производственную систему по всему миру.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
