
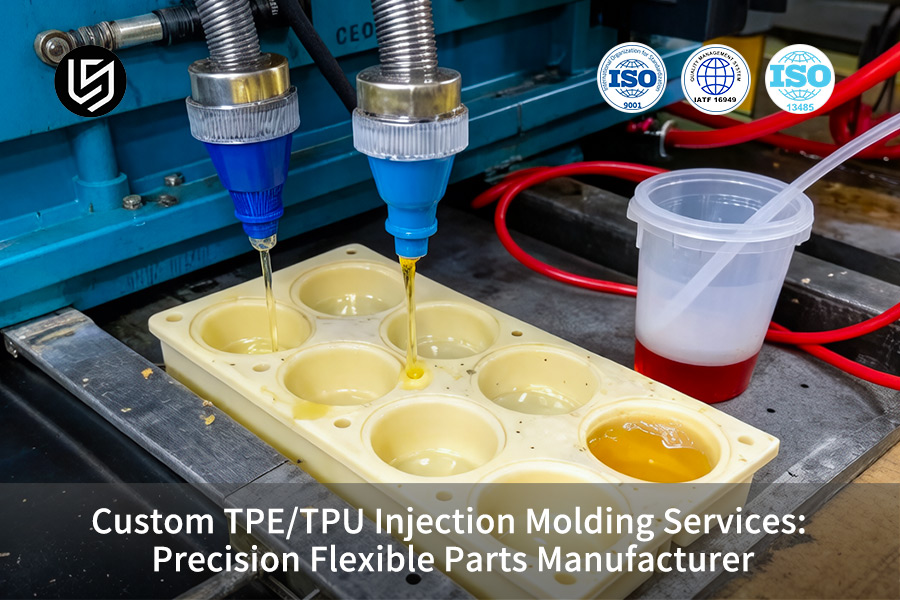
Les services de moulage par injection sur mesure de TPE/TPU sont des procédés de précision pour élastomères qui permettent de résoudre les défauts systémiques – tels que le retrait, les bavures et la faible adhérence du surmoulage – rencontrés dans les pièces flexibles des secteurs médical, automobile et électronique. Ces problèmes sont dus aux plages de traitement étroites du TPE/TPU (à ±5 °C près) et à sa sensibilité au cisaillement, des aspects que le moulage conventionnel ne permet pas de contrôler avec précision, ce qui entraîne des variations dimensionnelles supérieures à ±0,05 mm et des taux de rebut élevés en production de masse.
Notre expertise vous apporte une réelle valeur ajoutée grâce à une analyse DFM approfondie, un moulage par injection bi-matière de haute précision et un contrôle qualité dynamique en temps réel . Vous bénéficiez ainsi de délais de livraison plus courts, d'un coût total des pièces réduit et d'une précision constante de ±0,005 mm , même pour les conceptions complexes à parois fines. Cette approche personnalisée et intégrée garantit une élasticité optimale et une grande précision. Les sections suivantes détaillent les contraintes techniques et les contrôles de processus afin de vous guider dans le choix de votre fournisseur.
Moulage par injection de TPE/TPU sur mesure : Guide de référence rapide pour les pièces flexibles de précision
| Défi technique | Solution spécifique TPE/TPU | Résultat pour Pièces de précision |
| Séchage et manutention des matériaux | Le séchage des matériaux de moulage par injection TPE/TPU est une étape primordiale qui élimine l'humidité - moins de 0,1 % à 70-80 °C pendant au moins trois heures . | Cette étape est une mesure préventive contre les problèmes liés à l'emballage, tels que la décoloration, les fissures, etc. Elle garantit également l'uniformité de la dureté et la correspondance des lots. |
| Débit et ventilation | Une viscosité à l'état fondu plus élevée nécessite des dimensions de canal et d'orifice plus importantes , ainsi qu'une ventilation efficace. | Les parois d'une épaisseur inférieure à 0,5 mm et les formes complexes seront entièrement remplies, ce qui permet d'éviter les problèmes de brûlure et de tirs incomplets. |
| Contrôle du rétrécissement et du gauchissement | Pour le contrôle du retrait et du gauchissement, le TPE/TPU présente un retrait anisotrope élevé. | Elle se situe entre 1,5 et 3 % , une simulation de compensation d'outil est donc nécessaire. Nous visons des dimensions précises et des tolérances serrées, généralement de l'ordre de 0,15 mm . |
| Démoulage de pièces flexibles | Le démoulage des pièces flexibles est problématique car ces pièces ne possèdent pas une rigidité suffisante, ce qui entraîne des difficultés lors de l'éjection. | L'utilisation d'angles de dépouille plus importants et d'une méthode d'éjection ingénieuse permet d'éviter les dommages. Ceci rend possible la production automatisée de ces éléments fragiles. |
| Validation de nos processus | Pour valider notre procédé, nous utilisons des capteurs intégrés au moule afin de contrôler la pression et la température de la cavité pour chaque injection. | Nous garantissons que toutes les pièces moulées par injection présenteront un poids et des propriétés constants tout au long de la production. |
Points clés à retenir :
- Le taux d'humidité est une spécification de performance : un séchage insuffisant du TPE et du TPU peut entraîner des défauts majeurs. Pour l'éviter, il est essentiel de commencer la transformation lorsque le taux d'humidité est inférieur à 0,1 % .
- L'écoulement nécessite de l'espace : en raison de la viscosité très élevée, des canaux d'injection et des buses plus larges que ceux utilisés pour les plastiques rigides sont nécessaires. Une conception appropriée de cet élément permettra d'éviter les problèmes de pression et de contraintes d'injection .
- Le retrait est prévisible : il est indispensable de réaliser des simulations d’écoulement de matière pour la manipulation de matériaux présentant un retrait important et directionnel . Vous vous assurez ainsi d’un dimensionnement précis du moule et évitez les retouches ultérieures, souvent très coûteuses.
- L'éjection est une caractéristique de conception : concevez les pièces de manière à ce qu'elles puissent être éjectées facilement sans effort supplémentaire. Grâce à des angles de dépouille appropriés et à des éjecteurs bien positionnés , le problème de l'extraction forcée de la matière sera éliminé.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Se documenter sur la théorie du moulage des polymères flexibles est facile : les articles ne manquent pas. Mais ce guide est différent. Rédigé par nos ingénieurs procédés, qui optimisent quotidiennement la rhéologie du TPU, il respecte scrupuleusement les directives de la division caoutchouc de l’ACS , garantissant ainsi une application concrète de la chimie des matériaux, au-delà des simples théories théoriques.
Nous sommes spécialisés dans les pièces exigeant à la fois flexibilité et précision : poignées biocompatibles pour instruments chirurgicaux, joints résistants à l’huile pour la robotique et boutons tactiles pour l’aérospatiale . Nous contrôlons notre production selon les règles de conception et de test détaillées de l’IPC pour les matériaux polymères en électronique, garantissant ainsi des performances optimales même dans les conditions les plus extrêmes.
Notre expérience repose sur le travail avec de nombreux matériaux et le réglage précis de la température du moule à 25 °C pour une dureté Shore A de 50. De plus, nous maîtrisons la conception des points d'injection pour les parois fines de 0,5 mm et les méthodes de refroidissement afin d'éviter toute déformation des assemblages. Le partage de ce savoir-faire éprouvé nous permet de vous accompagner dans la production de pièces souples de haute qualité, prêtes pour la production, tout en évitant les problèmes courants de retrait, de faible résistance à la déchirure et d'imperfections de surface.

Figure 1 : Des étincelles jaillissent lorsque la machine de maintenance traite un alliage d'acier pour un outillage de moulage par injection personnalisé et durable.
Pourquoi la maîtrise de la sensibilité au cisaillement est-elle essentielle dans les services de moulage par injection TPE/TPU sur mesure ?
L'une des principales raisons de la qualité irréprochable des produits issus du moulage par injection de TPE/TPU sur mesure réside dans la maîtrise du cisaillement, qui protège le polymère et préserve l'intégrité des chaînes moléculaires . Un cisaillement excessif endommage la matière première, entraînant la défaillance du produit. Ainsi, la mise en œuvre d'un processus rigoureux et scientifiquement validé est un gage de qualité.
Comprendre la physique de la dégradation induite par cisaillement
Le principal problème lié aux TPE et TPU réside dans leur très grande sensibilité au cisaillement. Lors du remplissage, les chaînes polymères peuvent se fragmenter sous l'effet d'un cisaillement trop important, ce qui entraîne un jaunissement, la formation de micro-vides et une perte de résistance à la traction de 30 % ou plus. Pour obtenir des propriétés optimales et des performances fiables lors du moulage de haute précision de TPE/TPU , il est essentiel de limiter ces défauts.
Prédiction des défauts grâce à l'optimisation virtuelle des processus
Nous réalisons des simulations de moulage par injection basse pression pour anticiper et prévenir ces problèmes. Des logiciels comme Moldflow nous signalent les zones de cisaillement important dès le début, avant même la production. Ainsi, nous évitons les corrections et les essais coûteux, et obtenons un processus fiable dès le départ. L'analyse proactive de ces problèmes potentiels est essentielle pour transformer les défaillances imprévisibles en résultats réguliers dans le moulage par injection de plastique souple . En clair, cette simulation prévient les défaillances imprévues des pièces avant même la découpe de l'acier, vous évitant ainsi des milliers d'euros de coûts liés aux essais et erreurs.
Exécution d'un profil d'injection sur mesure et multi-étapes
La solution réside dans un profil de remplissage variable spécialement conçu pour les matériaux sensibles. Initialement, le remplissage est lent afin d'éviter les projections, puis il s'accélère avant de ralentir à nouveau pour maintenir le niveau de contrainte de cisaillement en dessous de 0,2 MPa . Grâce à ce procédé de moulage par injection de précision , les pièces bénéficient non seulement d'une meilleure finition de surface, mais aussi d'une récupération élastomère optimale et d'une résistance à l'usure accrue. De ce fait, elles répondent aux normes de durabilité les plus exigeantes.
Vérification de la cohérence dans la production à grand volume
Nous intégrons le contrôle précis du processus à notre démarche lorsque l'objectif est de garantir la constance de la production de plusieurs millions d'unités. Par exemple, dans le cas complexe du moulage par injection multi-empreintes , nous effectuons un suivi en ligne de la pression et de la viscosité dans les cavités. Ainsi, vous obtenez une confirmation de qualité en temps réel et produisez des lots homogènes. De ce fait, un problème complexe lié aux matériaux se transforme en un moulage par injection spécialisé, fiable et reproductible, préservant ainsi l'excellente réputation de votre marque.
Cette approche garantit des services de moulage par injection TPE/TPU personnalisés et fiables en maîtrisant le flux de matière. Nous utilisons la rhéologie spécifique aux matériaux et l'ingénierie prédictive pour concevoir des procédés qui préservent la structure moléculaire des pièces. Ceci assure des composants finaux de haute qualité et aux performances constantes dans le temps.

Comment maintenir une tolérance de ±0,03 mm pour le moulage de pièces flexibles de précision ?
L'obtention d'une tolérance de 0,03 mm pour le moulage de pièces flexibles de précision est quasi impossible sans le retrait de 1,5 % à 2,5 % des matériaux souples. Nous y parvenons grâce à une méthode en boucle fermée qui intègre la conception d'outillage prédictive et un contrôle de processus rigoureux. Cette approche est la clé de la fiabilité de notre service de moulage par injection TPE/TPU pour des applications de haute qualité.
Outillage : Géométrie prédictive et précision fondamentale
- Compensation anisotrope : Nous pré-déformons la géométrie du moule pour compenser le retrait spécifique au matériau , ce qui nous permet de vous livrer des pièces proches de la forme finale.
- Précision de cavité de ±0,005 mm : Notre excellente précision d'usinage est la base d' un moulage TPE/TPU de haute précision et accélérera vos cycles d'échantillonnage produit-outil.
Processus : Élimination des variables
- Verrouillage thermique ±1°C : Maintient la température du moule constante et les changements induits par celle-ci ( entraînant le plus souvent des changements dimensionnels ) sont exclus de votre cycle de production.
- Contrôle de la pression à ±0,5 MPa : Ce moulage par injection est efficace pour prévenir la déformation après éjection et, par conséquent, vos pièces sont en mesure de satisfaire à la spécification d'assemblage de 0,03 mm .
Vérification : Assurance fondée sur les données
- Inspection CMM du premier article : vous fournit un rapport dimensionnel complet avant la production, vous assurant ainsi une certitude quant au lancement de la production .
- Surveillance SPC en temps réel : Afin d’obtenir une qualité constante tout en minimisant les risques liés au moulage par injection basse pression et en assurant la stabilité à long terme des séries de production, il s’agit d’une pratique essentielle dans ce cas.
Ce résultat est le fruit de la combinaison d'une compensation du retrait anisotrope et d'un procédé respectant les limites de 1 °C et 0,5 MPa , le tout étayé par une analyse statistique. Il convertit les variations de matière en dimensions exactes, garantissant ainsi un ajustement et un fonctionnement fiables des pièces. Cette approche est indispensable pour le moulage par injection multi-empreintes des pièces les plus critiques. Découvrez comment l'outillage prédictif et la maîtrise du procédé permettent d'atteindre une précision de ±0,03 mm pour les pièces flexibles. Pour valider cette précision pour votre conception, contactez notre équipe d'ingénieurs et fournissez-leur les détails de votre application.

Figure 2 : Des moules en acier de précision avec broches de guidage et câbles sont préparés pour la production de moulage TPE/TPU de haute précision.
Comment optimiser l'énergie d'adhésion interfaciale dans le surmoulage multi-matériaux par injection de TPE sur mesure ?
L'optimisation de l'adhérence lors du surmoulage multi-matériaux empêche le décollement des couches sous pression. Pour ce faire, l'imbrication mécanique et la liaison moléculaire sont essentielles. Ces méthodes garantissent une forte adhérence, avec une résistance au pelage d'au moins 8 N/mm² . Ceci est crucial pour la fabrication de pièces et de joints durables par moulage par injection de TPE sur mesure .
| Stratégie technique | Point de contrôle clé | Avantages et résultats pour le client |
| Verrouillage mécanique | Contre-dépouilles/queues d'aronde requises par le DFM sur le substrat. | Sans compromettre les performances de la pièce, c'est une des solutions possibles. Généralement, elle crée un ancrage physique dont la résistance ne dépend pas de la compatibilité chimique . |
| Diffusion moléculaire | La température de la buse est augmentée d'environ 10 à 15 °C au-dessus de la température de travail habituelle du TPE. | Grâce à l'interdiffusion des chaînes polymères, une résistance de liaison élevée ( 8 N/mm ) est obtenue, ce qui est l'un des principaux facteurs pour des joints solides et des charnières flexibles. |
| Contrôle des processus | Contrôle précis de la température du substrat et de la vitesse d'injection lors d'un processus de moulage par injection . | Cela garantit une résistance de liaison constante tout au long de la production, ce qui constitue un avantage majeur des services de moulage par injection TPE/TPU sur mesure . |
| Validation | Test de résistance au pelage ASTM D6862. | Nous entendons par là l'acquisition définitive de données de performance ( 8 N/mm contre les 3-5 N/mm habituels) qui minimise le risque de qualification de votre produit et renforce votre production automatisée de moulage par injection . |
L'association d'emboîtements mécaniques et d'un procédé de collage thermo-activé garantit une adhérence de haute qualité, avec une résistance au pelage de 8 N/mm² . Cette méthode, essentielle pour le surmoulage par injection bi-matière , assure la résistance des pièces surmoulées aux contraintes environnementales et à la fatigue. Elle offre un avantage concurrentiel en matière de fiabilité, même pour les applications les plus exigeantes, et constitue une référence pour les services de surmoulage TPE/TPU OEM spécialisés dans la production en grande série .
Quelles sont les limites de processus spécifiques qui différencient le moulage par injection de TPU personnalisé du traitement TPE standard ?
Mélanger du TPE et du TPU peut entraîner des défauts importants au niveau des lots. Il est essentiel de connaître les limites de procédé spécifiques et non interchangeables de chaque matériau . Ces paramètres précis garantissent le bon fonctionnement et la fiabilité du produit final. Cette analyse couvre les étapes clés du moulage par injection de TPU sur mesure . Voici la première :
Séchage rigoureux : la première étape incontournable
Le TPU absorbe l'humidité très rapidement. Il est donc essentiel d'obtenir une barrière anti-humidité impeccable. Cela implique un séchage à 110 °C avec un point de rosée de -40 °C pendant plus de 4 heures , jusqu'à ce que l'humidité soit inférieure à 0,02 % . Ce procédé empêche l'hydrolyse, un problème majeur qui engendre des points faibles, des déformations et une fluidité de fusion irrégulière, provoquant ainsi des pertes de production.
Pour y remédier, faites appel à un expert en moulage TPE/TPU de haute précision capable d'automatiser et de vérifier le processus, transformant ainsi un risque majeur en un élément clé pour garantir des pièces de qualité supérieure.
Maîtriser le traitement à haute pression et haute température
Le TPU possède une viscosité à l'état fondu très élevée et une grande mémoire élastique ; le processus de moulage par injection de précision exige donc une grande exactitude. Sa température de fusion se situe généralement entre 190 °C et 220 °C , ce qui est nettement supérieur à celle de la plupart des TPE. La pression de maintien doit également être relativement élevée (60 à 100 MPa), car l'utilisation des normes TPE ( 20 à 50 MPa ) engendrerait des problèmes.
Les pièces peuvent présenter des cavités internes et un retrait. Un maintien adéquat de la pression permet non seulement d'éviter ces problèmes, mais aussi de produire des composants denses et exempts de porosités. De ce fait, les dimensions des pièces sont stables, leurs performances et leur durée de vie sont accrues.
La configuration des équipements spécialisés est fondamentale.
Une vis standard ne conviendra pas, car elle générera une température si élevée lors du traitement du TPU que le matériau se dégradera complètement. Il nous faut une vis spécifique avec un taux de compression d'environ 2,5:1 à 3:1 et un rapport L/D d'au moins 20 .
Cette configuration garantit une fusion lisse et homogène, ce qui se traduit par des états de surface optimaux et des propriétés mécaniques constantes d'un lot à l'autre. Il s'agit d'un aspect fondamental d'un service de moulage par injection TPE/TPU fiable. Grâce à elle, nous sommes en mesure de fabriquer des pièces impossibles à réaliser avec des équipements classiques.
Cette discussion expose clairement les principales différences techniques entre la fabrication du TPU et du TPE , vous fournissant les informations essentielles pour évaluer les partenaires potentiels en vue d'une collaboration. Travailler avec un expert en moulage qui maîtrise ces paramètres spécifiques d'injection vous permettra de réduire considérablement les risques de production et les temps d'arrêt dus aux lots défectueux, garantissant ainsi la fiabilité de votre processus d'injection .
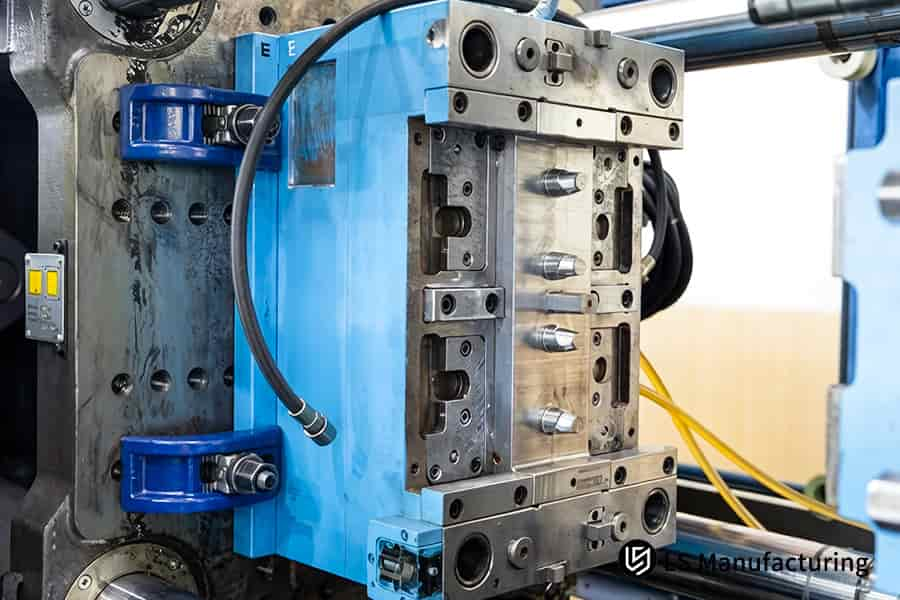
Figure 3 : Le moule en acier injecte un matériau TPU bleu pour former des joints flexibles pour les systèmes électriques et hydrauliques automobiles.
Comment les techniques avancées de ventilation des moules permettent-elles d'éviter les marques de brûlure et les défauts de porosité dans le moulage TPE/TPU de haute précision ?
En général, les marques de brûlure et les cavités internes des moules flexibles sont dues à l'air emprisonné qui brûle lors de l'injection plastique . L'évacuation rapide des gaz, en plus de l'ouverture du moule, constitue la clé d'une ventilation avancée. Cette solution est particulièrement efficace pour obtenir des moulages TPE/TPU de haute précision présentant d'excellentes irrégularités de surface et une structure interne robuste.
Conception de ventilation de précision par simulation d'écoulement
- Notre méthode : grâce à l’analyse du remplissage du moule, nous localisons précisément les dernières zones à être remplies, puis nous installons des évents extrêmement fins d’une profondeur de 0,01 mm à 0,015 mm sur les lignes de séparation et les broches d’éjection.
- Votre avantage : Ceci empêche l'air comprimé de dépasser 400 ° C, éliminant ainsi les marques de brûlure et les imperfections de surface ; vos pièces moulées par injection de plastique flexible auront l'air absolument neuves, et seule une technologie de moulage par injection avancée rend cela possible.
Métal poreux intégré et ventilation étagée
- Notre méthode : Nous installons des inserts de ventilation en acier poreux (par exemple Porcerax ) ou à gradins dans des nervures profondes et des noyaux complexes pour une ventilation des gaz 3D.
- Votre avantage : Il permet une évacuation parfaite des gaz autour des cavités, ce qui donne des structures internes denses et sans vides qui satisfont non seulement aux exigences d’étanchéité, mais aussi aux exigences de haute performance grâce à des procédés de moulage par injection fiables .
Validation systématique de la stabilité des procédés
- Notre méthode : Nous vérifions deux fois l'efficacité des évents à l'aide de capteurs de pression de cavité au début de la production afin de garantir un remplissage propre et de définir la plage de processus la plus robuste .
- Votre avantage : Vous bénéficiez d'un processus de production robuste et sans défaut, ce qui signifie que vous éliminez la possibilité de défaillances occasionnelles tout en conservant des services de moulage par injection TPE/TPU personnalisés et fiables.
L' approche technique en question transforme le rôle de la ventilation, d'une simple considération secondaire, en une science à part entière, facteur déterminant pour le rendement d'une pièce. Cette technique offre des plages de fonctionnement éprouvées qui éliminent totalement les retouches et les rebuts importants, assurant ainsi des rendements de production supérieurs.
Elle offre des résultats concrets : aucune marque de brûlure, préservation de l'intégrité du matériau sans aucun vide et performances fiables pouvant être étendues à des applications sous contraintes, établissant ainsi la norme pour les solutions de moulage par injection de qualité technique.
Quels systèmes d'injection économiques un fournisseur B2B de moulage par injection de plastique flexible devrait-il déployer pour des projets automobiles à grand volume ?
Dans le cadre de projets automobiles de grande envergure, comme la production de joints et d'œillets, la conception optimale du système d'injection est essentielle pour optimiser les coûts, la qualité et les volumes lors du moulage par injection de pièces plastiques souples . Des canaux d'alimentation et des points d'injection bien conçus permettent non seulement de réduire les déchets et d'accélérer la production, mais aussi d'obtenir un rendu esthétique impeccable, facteur déterminant pour la rentabilité du projet et la précision du moulage par injection des élastomères.
| Paramètre de porte et de coureur | Procédé conventionnel à canaux froids | Procédé optimisé à canaux chauds à vannes |
| Type et commande du portail | Ouverture de la porte à languette (bord) ; la fermeture peut être manuelle ou thermique. | Vanne à commande mécanique, contrôlée indépendamment par un système pneumatique. |
| Vestige de porte / Cordonnage | Vestige très visible ( >0,3 mm ) ; filaments de plastique/bave fréquents. | Vestige presque parfait ( moins de 0,1 mm ) ; la coupure mécanique immédiate supprime complètement les cordes. |
| Utilisation des matériaux (déchets) | Utilisation (Déchets) Gros déchets : 40 à 50 % du poids de la grenaille récupérable. | Efficacité maximale : utilisation des matériaux > 98 % ; déchets < 2 % . |
| Durée typique du cycle | Plus long : ~ 35 secondes (refroidissement du coureur inclus). | Plus court : ~ 22 secondes (système sans patins). |
| Consistance et pression de remplissage | Débit irrégulier ; possibles marques d'hésitation. | Le remplissage simultané par plusieurs points d'injection est équilibré et le système peut être pressurisé jusqu'à 150 MPa , garantissant ainsi une qualité de moulage par injection de niveau technique . |
Les données soulignent qu'un système de canaux chauds à soupapes élimine les écoulements de matière et réduit les taux de rebut à moins de 2 % , ce qui le rend très rentable pour les projets automobiles.
Les données comparatives confirment que les systèmes à canaux chauds à obturation par vanne sont essentiels à la mise à l'échelle, réduisant drastiquement les déchets et accélérant les cycles pour une rentabilité accrue. C'est ce mode de fonctionnement qui garantit la qualité constante et les coûts globaux réduits indispensables à des services de moulage TPE/TPU OEM de premier ordre. De fait, il constitue la référence en matière de services de moulage par injection TPE/TPU fiables et représente la solution de moulage par injection industrielle éprouvée en production à grande échelle.

Figure 4 : Un bras robotisé transfère des bouchons de conteneurs transparents en TPE fraîchement moulés sur le convoyeur vert pour refroidissement et manutention.
Étude de cas : LS Manufacturing personnalise des connecteurs de pompe péristaltique en TPU résistant à la fatigue et de qualité médicale pour un fabricant mondial de dispositifs médicaux de premier plan.
Un important fabricant de dispositifs médicaux a rencontré un problème critique : les connecteurs de pompe d’un nouveau système de perfusion pour soins intensifs se sont fracturés lors des tests, bloquant ainsi le lancement du produit. LS Manufacturing a été mandatée pour relever ce défi majeur en matière de moulage par injection de TPU sur mesure , en ciblant la cause profonde de la fatigue prématurée dans une application médicale critique.
Défi du client
Le connecteur en TPU de qualité médicale du client s'est rompu avant 500 000 cycles à 120 compressions/minute en raison de la propagation de microfissures ayant entraîné une fuite. Par ailleurs, la mesure de dureté Shore A a varié de ±5 , provoquant un dosage médicamenteux inexact. Cette situation a évidemment engendré un danger important pour les patients et un risque de rappel du produit, potentiellement très coûteux. De ce fait, le lancement du produit, fortement dépendant du moulage de précision de pièces flexibles, a été retardé.
Solution de fabrication LS
Notre solution nous a permis de corriger non seulement les défauts du matériau, mais aussi ceux du procédé. Nous avons opté pour un TPU de qualité médicale, plus pur et résistant à la fatigue, et le séchage a été réalisé à un point de rosée de -45 °C . Notre avancée majeure réside dans notre moule exclusif doté d'un système de refroidissement micro-conforme, qui a permis de maintenir une température stable à 0,5 °C . Ceci a permis d'éviter la formation de contraintes, un aspect fondamental du moulage par injection de précision pour les composants liquides .
Résultats et valeur
Le connecteur optimisé a résisté à plus de 5 000 000 de cycles de fatigue lors de la phase de tests indépendants , soit une performance décuplée. La variation de dureté a été maintenue à 85 ± 1 Shore A, avec une stabilité dimensionnelle de 0,02 mm . Ceci a permis d'éliminer tout risque lié à la responsabilité du client, de garantir la précision du dosage et d'assurer le lancement de son produit, ce qui a débouché sur un contrat d'exclusivité de 5 ans pour les services de moulage TPE/TPU OEM .
Trouver des solutions aux défaillances les plus critiques exige la maîtrise de processus fondamentaux qui dépassent les paramètres habituels, comme le démontre ce cas concret. Notre solution a non seulement permis au client de réduire significativement un risque potentiel, mais l'a également convertie en un niveau de performance certifié. Ceci prouve que le micro-moulage par injection de composants critiques requiert une expertise pointue. Enfin, cela illustre la capacité du client à générer une valeur ajoutée tangible grâce à une fiabilité produit garantie sur le long terme.
Pour discuter d'une solution validée pour la fatigue des connecteurs de pompe et la précision du dosage, contactez-nous pour évaluer votre conception et obtenir un devis de production basé sur la performance.

Pourquoi choisir LS Manufacturing comme partenaire stratégique pour vos services de moulage OEM TPE/TPU garantit-il la résilience de votre chaîne d'approvisionnement ?
La résilience de la chaîne d'approvisionnement des plastiques souples ne s'acquiert pas automatiquement ; elle nécessite une conception et une ingénierie spécifiques. Elle repose sur une approche qualité et ingénierie basée sur les données , permettant une meilleure compréhension de la production et une réduction des risques, de la conception à la livraison. C'est ainsi qu'un partenariat stratégique peut vous garantir cette sécurité.
Des systèmes certifiés, pas seulement des promesses
Nos certifications IATF 16949 et ISO 13485 sont une garantie de qualité. Elles attestent que nos processus sont rigoureusement documentés, contrôlés et régulièrement audités afin de répondre aux normes les plus exigeantes des secteurs automobile et des dispositifs médicaux . Vous bénéficiez ainsi de procédures standardisées, d'une qualification simplifiée des fournisseurs et d'une réduction significative des risques d'erreurs susceptibles de perturber votre production. Forte de cette expertise, notre équipe de services de moulage TPE/TPU pour les équipementiers est en mesure de développer une chaîne d'approvisionnement fiable, fondée sur des systèmes cohérents et non sur des procédures aléatoires, pour une production par injection véritablement axée sur les données .
Un bouclier de qualité des données en boucle fermée
Nous intégrons un système de contrôle qualité en boucle fermée couvrant l'intégralité du cycle de vie. Ce système comprend un contrôle de la pureté des matières premières par spectrométrie à réception , des inspections optiques à 100 % en cours de production et un contrôle qualité final avec traçabilité complète . Chaque lot est accompagné d'un dossier complet faisant office de certificat de conformité. Ce système permet de détecter immédiatement les problèmes, d'empêcher la mise sur le marché de produits défectueux et de prévenir les erreurs coûteuses et les rappels ultérieurs : c'est là l'essence même du contrôle du processus de moulage par injection .
Expertise ciblée en amont pour des résultats prévisibles
Dès réception de vos fichiers 3D, notre équipe d'ingénieurs prépare un rapport DFM complet. Ce rapport inclut la conception des canaux d'alimentation, l'analyse des points d'injection et la prédiction des risques de défauts . Il vous offre un aperçu des risques et des solutions pour les atténuer avant le lancement de la production, évitant ainsi des modifications de conception coûteuses ou des retards de production. Par conséquent, vos services de moulage par injection TPE/TPU sur mesure démarrent correctement, se déroulent comme prévu et votre produit est fabriqué rapidement, notamment grâce à l'excellence de nos systèmes de moulage par injection .
Choisir un partenaire certifié est essentiel à la pérennité de votre activité. Nous mettons en œuvre des contrôles qualité systématiques, des analyses de données en temps réel et des interventions d'ingénierie. Ces mesures nous permettent de garantir la précision et la qualité du moulage TPE/TPU de haute précision . Vous pouvez compter sur notre chaîne d'approvisionnement pour vos applications exigeantes en pièces flexibles.
FAQ
1. Quelle est la tolérance minimale absolue que LS Manufacturing peut atteindre pour les pièces moulées en TPU sur mesure ?
Grâce à l'utilisation de pièces flexibles d'une extrême précision, une tolérance dimensionnelle absolue de ±0,03 mm a été obtenue par la fabrication de cavités par électroérosion à finition miroir et la combinaison d' un contrôle en boucle fermée et en temps réel de la pression de moulage par injection . Ceci permet de compenser l'élasticité du matériau et de maintenir une précision constante tout au long des cycles de production. Ce procédé est donc parfaitement adapté aux applications exigeantes.
2. Comment garantir l'absence de délamination lors du surmoulage de TPE sur des substrats rigides en PA66 ou PC ?
Nous prévenons ce problème grâce à une gestion thermique précise des moules, qui maintient une température d'interface optimale, et à l'utilisation de TPE spécifiques. Cette combinaison crée une liaison chimique forte et assure un mélange homogène des chaînes polymères, garantissant une résistance à l'arrachement interfaciale d'au moins 8 N/mm² . C'est bien supérieur à la résistance à l'arrachement que le substrat ou le TPE pourraient supporter seuls.
3. À quelles certifications internationales de qualité et de fabrication LS Manufacturing se conforme-t-elle pleinement ?
LS Manufacturing est un fournisseur de premier plan qui respecte scrupuleusement les normes des grandes organisations. L'entreprise se conforme aux normes IATF 16949 pour l'automobile, ISO 13485 pour le matériel médical et ISO 9001:2015 pour le contrôle qualité. Grâce à ces exigences strictes, LS Manufacturing assure la traçabilité de l'ensemble de sa production et corrige rapidement les erreurs. Ses produits sont ainsi irréprochables et jouissent d'une confiance mondiale.
4. Comment votre équipe gère-t-elle les graves problèmes d'absorption d'humidité associés aux résines TPU techniques avant injection ?
Nous maîtrisons l'absorption d'humidité grâce à un processus de prétraitement rigoureux. Chaque lot de résine TPU brute est séché dans des séchoirs industriels à dessiccation à un point de rosée stable de -40 °C pendant 4 à 6 heures . Ceci permet de maintenir le taux d'humidité interne en dessous de 0,02 % , évitant ainsi l'apparition de déformations, de bulles et toute altération des propriétés mécaniques du produit final.
5. LS Manufacturing peut-il fournir une analyse DFM complète et une simulation Moldflow avant la fabrication des outils proprement dits ?
Nous proposons une analyse DFM gratuite et un rapport de simulation Moldflow complet, réalisés sous 24 heures après réception de vos fichiers STEP. Cette évaluation préalable à l'outillage examine le remplissage, le compactage, le refroidissement et les déformations afin de détecter et corriger les problèmes tels que les retassures, les soudures fragiles et les concentrations de contraintes. Ainsi, nous contribuons à sécuriser votre projet avant tout engagement financier.
6. Quels sont les matériaux d'outillage et les normes de durée de vie typiques que vous proposez pour les productions de moulage par injection TPE personnalisées en grand volume ?
Pour les productions en grande série (plus de 500 000 cycles) , nous utilisons des aciers importés de haute qualité, tels que l'ASSAB 718H ou le H13, trempés à une dureté Rockwell C supérieure à 52. Ceci garantit une résistance exceptionnelle à l'usure et à la corrosion. De plus, notre garantie à vie, incluant la maintenance gratuite, assure le maintien des performances et des exigences de qualité tout au long de la durée de vie de l'outillage.
7. Comment LS Manufacturing optimise-t-elle les temps de cycle de fabrication globaux pour les produits élastomères flexibles à parois épaisses ?
Nous augmentons les temps de cycle jusqu'à 35 % pour les élastomères à parois épaisses grâce à un procédé simple. Nous utilisons des inserts de moule en cuivre-béryllium et les refroidissons par des canaux de refroidissement conformes de pointe, situés juste derrière les surfaces de la cavité. Ce dispositif permet une dissipation thermique uniforme et rapide, réduisant ainsi la longue phase de refroidissement généralement observée pour ce type de matériaux.
8. Quels sont vos protocoles d'inspection de la qualité des composants flexibles pour garantir une livraison sans défaut des composants personnalisés ?
Notre protocole d'inspection zéro défaut utilise un tri visuel automatisé en ligne pour la détection des défauts, combiné à des tests de laboratoire rigoureux. Nous vérifions la relaxation des contraintes et la rupture en traction cyclique, et effectuons des mesures précises au micro-pied. Ceci garantit le respect de toutes les dimensions critiques et assure que chaque pièce expédiée est extrêmement durable et fonctionne comme prévu. Pour un devis détaillé , veuillez contacter notre équipe.
Résumé
Le moulage par injection de TPE/TPU sur mesure combine la thermodynamique des canaux d'alimentation, le comportement du matériau et un contrôle précis de la pression. Ce procédé minimise les problèmes de cisaillement, de porosités et de brûlures, qui affectent directement la durabilité et l'ajustement des pièces. Forte de nombreuses années d'expérience dans le compoundage et d'une précision dimensionnelle de ±0,03 mm , LS Manufacturing accompagne les plus grandes entreprises des secteurs automobile, médical et électronique. Elle transforme les pièces en atouts système qui confèrent un avantage concurrentiel.
Les problèmes de retrait, de déformation et de dureté ne devraient pas retarder le lancement de votre produit. Nos experts en composés de caoutchouc sont là pour vous aider à renforcer la résistance de votre produit. Cliquez sur « Obtenir des solutions de moulage par injection personnalisées et un devis » pour nous envoyer vos dessins CAO. En moins de 24 heures, nous vous fournirons gratuitement un rapport DFM (Design for Manufacturing) sur les points d'injection, les évents et les lignes de soudure. Ceci garantit une configuration de production robuste, transparente et économique, partout dans le monde.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com 
