
تُعدّ خدمات قولبة الحقن المخصصة لمادة TPE/TPU عمليات دقيقة لمعالجة عيوب هيكلية ، مثل الانكماش والزوائد وضعف الالتصاق بين طبقات القولبة، في الأجزاء المرنة المستخدمة في الأجهزة الطبية والسيارات والإلكترونيات. تنشأ هذه المشكلات من ضيق نطاق معالجة مادة TPE/TPU (ضمن ±5 درجات مئوية ) وحساسيتها للقص، حيث تفتقر عمليات القولبة التقليدية إلى أدوات تحكم متخصصة، مما يؤدي إلى اختلافات في الأبعاد تتجاوز ±0.05 مم وارتفاع معدلات الهدر في الإنتاج بكميات كبيرة.
تُقدّم خبرتنا قيمةً مضافةً من خلال تحليلٍ معمّقٍ للتصميم من أجل التصنيع (DFM)، وتقنية حقن القوالب ثنائية المراحل عالية الدقة، ومراقبة الجودة الديناميكية بنسبة 100% في الوقت الفعلي ، مما يُمكّنك من تحقيق أوقات تسليم أقصر، وتكلفة إجمالية أقل للقطعة، ودقة ثابتة ضمن نطاق ±0.005 مم للتصاميم المعقدة ذات الجدران الرقيقة. يضمن هذا النهج المُخصّص الشامل مرونةً مثاليةً مع دقةٍ عالية، وستُفصّل الأقسام التالية الحدود الفنية وضوابط العملية لتوجيه اختيارك للمورّد.
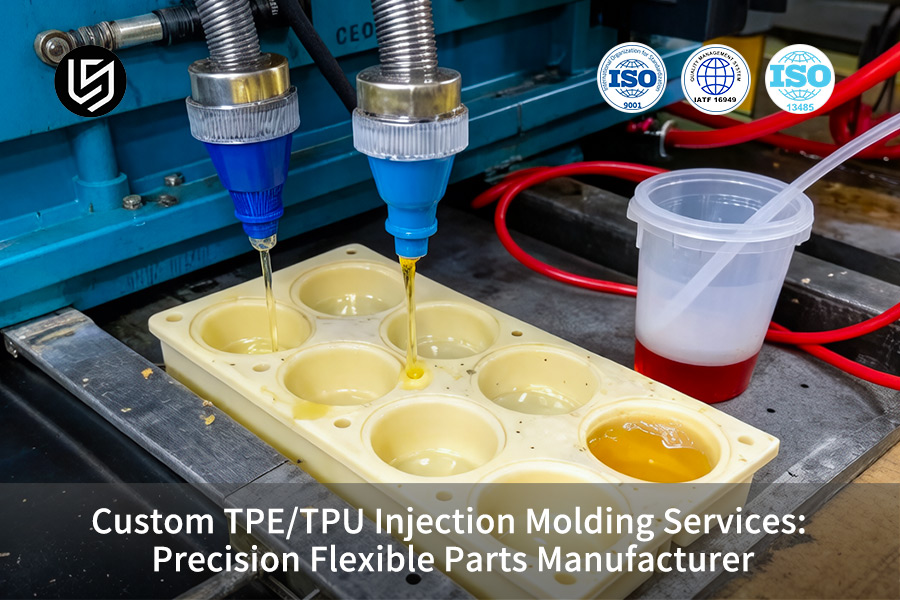
قولبة الحقن المخصصة لمادة TPE/TPU: دليل سريع للأجزاء المرنة الدقيقة
| التحدي التقني | حلول خاصة بـ TPE/TPU | نتيجة البحث عن قطع غيار دقيقة |
| تجفيف المواد ومناولتها | تُعد عملية تجفيف مادة قولبة الحقن TPE/TPU خطوة أساسية للتخلص من الرطوبة - أقل من 0.1٪ عند 70-80 درجة مئوية لمدة ثلاث ساعات على الأقل . | تُعد هذه الخطوة إجراءً وقائيًا ضد المشكلات المذكورة مثل تغير اللون والتشقق وما إلى ذلك، كما أنها تضمن توحيد الصلابة ومطابقة الدفعات. |
| التدفق والتهوية | تتطلب لزوجة الانصهار العالية أحجامًا أكبر للبوابات والممرات بالإضافة إلى التهوية الفعالة. | سيتم ملء الجدران التي يقل سمكها عن 0.5 مم والأشكال المعقدة بالكامل، وذلك لتجنب مشاكل الاحتراق والحقن غير الكامل. |
| التحكم في الانكماش والتشوه | فيما يتعلق بالتحكم في الانكماش والتشوه، يتميز TPE/TPU بانكماش عالي وغير متجانس. | تتراوح النسبة بين 1.5 و 3% ، لذا فإن محاكاة تعويض الأداة ضرورية. نحن نسعى للحصول على أبعاد دقيقة والالتزام بتفاوتات ضيقة، عادةً ما تكون في حدود 0.15 مم . |
| فك القوالب من الأجزاء المرنة | يُعدّ إخراج الأجزاء المرنة من القوالب أمراً إشكالياً لأن هذه الأجزاء لا تمتلك صلابة كافية مما يؤدي إلى صعوبات أثناء عملية الإخراج. | يساهم استخدام زوايا سحب أعلى وطريقة إخراج ذكية في تجنب التلف، مما يتيح الإنتاج الآلي لهذه الأجزاء الهشة. |
| التحقق من صحة عملياتنا | وللتحقق من صحة عمليتنا، نستخدم أجهزة استشعار داخل القالب لمراقبة ضغط التجويف ودرجة الحرارة لكل عملية حقن. | نضمن أن جميع أجزاء قولبة الحقن ستكون متسقة من حيث الوزن والخصائص طوال فترة الإنتاج. |
أهم النقاط الرئيسية:
- يُعدّ الجفاف أحد مواصفات الأداء: فإذا لم يتم تجفيف مادتي TPE وTPU بشكل كافٍ، فقد يتسبب ذلك في عيوب جسيمة. ولمنع ذلك، من الضروري جدًا بدء عملية التصنيع عندما يكون محتوى الرطوبة أقل من 0.1% .
- يتطلب التدفق مساحة أكبر: نظراً للزوجة العالية جداً، يلزم استخدام بوابات وقنوات أكبر من تلك المستخدمة في البلاستيك الصلب . سيساعد تصميم هذه الميزة بشكل صحيح على تجنب مشاكل ضغط الحقن والإجهاد .
- الانكماش قابل للتنبؤ: من الضروري إجراء محاكاة لتدفق القوالب عند التعامل مع المواد ذات الانكماش العالي والاتجاهي . بهذه الطريقة، تضمن دقة قياس القالب وتتجنب إعادة العمل لاحقًا، والتي قد تكون مكلفة للغاية.
- خاصية الإخراج ميزة تصميمية: صمم الأجزاء بطريقة تسمح بإخراجها بسهولة دون الحاجة إلى بذل قوة إضافية. مع زوايا سحب جيدة ودبابيس إخراج موضوعة في أماكن مناسبة ، سيتم التخلص من مشكلة محاولة إخراج المادة بالقوة.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
الاطلاع على نظرية قولبة البوليمرات المرنة أمرٌ سهل؛ فهناك العديد من المقالات للاختيار من بينها. لكن هذا الدليل مختلف. فقد كتبه مهندسو العمليات لدينا، الذين يعملون على تحسين خصائص انسياب البولي يوريثان الحراري (TPU) طوال الوقت. تتبع تقنياتنا الإرشادات الصارمة التي وضعها قسم المطاط في الجمعية الكيميائية الأمريكية (ACS) ، مما يضمن ربط كيمياء المواد بنتائج عملية، وليس فقط بالنظريات الموجودة في الكتب.
نحن متخصصون في تصنيع قطع تتطلب المرونة والدقة معًا، مثل المقابض المتوافقة حيويًا للأدوات الجراحية، والحشيات المقاومة للزيوت للروبوتات، والأزرار ذات الملمس الناعم لمعدات الفضاء . نتحقق من جودة منتجاتنا باستخدام قواعد التصميم والاختبار التفصيلية للمواد البوليمرية في الإلكترونيات الصادرة عن IPC ، مما يضمن أداءً فائقًا مهما كانت الظروف قاسية.
تستند خبرتنا إلى العمل مع العديد من المواد وضبط درجة حرارة القالب بدقة عند 25 درجة مئوية للحصول على مستوى صلابة 50A على مقياس شور . علاوة على ذلك، أتقنّا تصميم البوابة للجدران الرقيقة بسماكة 0.5 مم ، وأساليب التبريد لتجنب تشوه التجميعات. إن مشاركة هذه المعلومات المجربة والمختبرة تُمكّننا من مساعدتكم في إنتاج أجزاء لينة عالية الجودة وجاهزة للإنتاج، مع تجنب المشاكل الشائعة كالانكماش وضعف مقاومة التمزق وعيوب السطح.

الشكل 1: تتطاير الشرر أثناء قيام آلة الصيانة بمعالجة سبيكة الصلب من أجل أدوات قولبة الحقن المخصصة والمتينة.
لماذا يُعد التحكم في حساسية القص أمرًا بالغ الأهمية في خدمات قولبة الحقن المخصصة لمواد TPE/TPU؟
يُعدّ التحكم في القصّ أحد أهمّ أسباب الحصول على منتجات خالية من العيوب في خدمات قولبة الحقن المخصصة لمواد TPE/TPU، وذلك لحماية البوليمر والحفاظ على سلامة سلاسل جزيئاته . فعندما لا يكون القصّ محدودًا، فإنه يُلحق الضرر بالمواد الخام، ما يؤدي إلى فشل المنتج. لذا، فإنّ تطبيق عملية قائمة على أسس علمية هو السبيل الأمثل للحفاظ على جودة منتجاتك.
فهم فيزياء التدهور الناتج عن القص
تكمن المشكلة الرئيسية المرتبطة بالمواد المرنة الحرارية (TPEs) والبولي يوريثان الحراري (TPUs) في حساسيتها العالية للقص. ففي مرحلة التعبئة، قد تتفتت سلاسل البوليمر نتيجةً لارتفاع معدل القص، مما يؤدي إلى اصفرارها وظهور فراغات دقيقة وفقدان قوة الشد بنسبة 30% أو أكثر. ولتحقيق خصائص مثالية وأداء موثوق به في عمليات قولبة TPE/TPU عالية الدقة ، ينبغي الحد من هذه العيوب.
التنبؤ بالعيوب باستخدام تحسين العمليات الافتراضية
نجري محاكاة لعمليات حقن القوالب تحت ضغط منخفض للتنبؤ بهذه المشاكل ومنعها. تُشير برامج مثل Moldflow إلى مناطق القص العالي مبكرًا، حتى قبل بدء الإنتاج. وبهذه الطريقة، نتجنب التصحيحات المكلفة والتجارب المتكررة، ما يضمن عملية موثوقة منذ البداية. يُعدّ الفحص الاستباقي لهذه المشاكل المحتملة الخطوة الأساسية لتحويل حالات الفشل غير المتوقعة إلى نتائج طبيعية في عملية حقن البلاستيك المرن . باختصار، تمنع هذه المحاكاة فشل الأجزاء غير المتوقع قبل البدء في عملية القطع، ما يوفر عليك آلاف الدولارات من تكاليف التجربة والخطأ.
تنفيذ ملف تعريف حقن متعدد المراحل مصمم خصيصًا
يكمن الحل في نمط تعبئة متغير مصمم خصيصًا للمواد الحساسة. يبدأ بنمط تعبئة بطيء لمنع التسرب، ثم ينتقل إلى تعبئة أسرع، ثم يتباطأ مرة أخرى للحفاظ على مستوى إجهاد القص أقل من 0.2 ميجا باسكال . بفضل عملية قولبة الحقن الدقيقة هذه، لا تتحسن جودة سطح الأجزاء فحسب، بل تحافظ أيضًا على استعادة المرونة عند المستوى الأمثل، وتُظهر مقاومة محسّنة للتآكل مع مرور الوقت. لهذا السبب، فهي قادرة على تلبية حتى أكثر معايير المتانة صرامة.
التحقق من الاتساق في الإنتاج بكميات كبيرة
نولي اهتمامًا بالغًا بالتحكم الدقيق في العملية، ونجعله جزءًا لا يتجزأ من عملية الإنتاج عندما يكون الهدف هو ضمان اتساق الإنتاج حتى لو بلغ عدد الوحدات بضعة ملايين. على سبيل المثال، في حالة معقدة كعملية حقن القوالب متعددة التجاويف ، نقوم بمراقبة ضغط التجويف ولزوجته أثناء عملية الإنتاج. وبذلك، نضمن لكم جودة المنتج في الوقت الفعلي، وننتج دفعات متناسقة، مما يعني تحويل مشكلة المواد المعقدة إلى عملية حقن قوالب متخصصة وموثوقة وقابلة للتكرار، تحافظ على سمعة علامتكم التجارية الممتازة.
يضمن هذا النهج استمرارية خدمات قولبة الحقن المخصصة لمواد TPE/TPU بكفاءة عالية من خلال التحكم في تدفق المادة. نستخدم علم الريولوجيا الخاص بكل مادة والهندسة التنبؤية لبناء عمليات تحمي البنية الجزيئية للجزء. وهذا يضمن جودة عالية وأداءً ثابتًا للمكونات النهائية على مر الزمن.

كيف نحافظ على دقة ±0.03 مم في قولبة الأجزاء المرنة الدقيقة؟
يُعدّ تحقيق دقة تصل إلى 0.03 مم في قولبة الأجزاء المرنة الدقيقة شبه مستحيل دون انكماش المواد اللينة بنسبة تتراوح بين 1.5% و2.5% . نحقق ذلك من خلال اتباع أسلوب الحلقة المغلقة الذي يدمج صناعة الأدوات التنبؤية مع التحكم المُحكم في العملية. هذا الترتيب هو سرّ خدمة قولبة الحقن الموثوقة لدينا لمواد TPE/TPU، والتي تضمن أعلى مستويات الجودة.
الأدوات: الهندسة التنبؤية والدقة الأساسية
- التعويض المتباين الخواص: نقوم بتشويه هندسة القالب مسبقًا لمواجهة الانكماش الخاص بالمادة ، ولهذا السبب نقوم بتسليم الأجزاء قريبة من الشكل النهائي مباشرة إليك.
- دقة تجويف ±0.005 مم: إن دقة التصنيع الممتازة لدينا هي الأساس لتشكيل TPE/TPU عالي الدقة ، وسوف تعمل على تسريع دورات أخذ عينات المنتج والأداة.
العملية: استبعاد المتغيرات
- قفل حراري ±1 درجة مئوية: يحافظ على ثبات درجة حرارة القالب ويتم استبعاد التغييرات الناتجة عنها ( والتي غالباً ما تؤدي إلى تغييرات في الأبعاد ) من عملية الإنتاج الخاصة بك.
- التحكم في الضغط ±0.5 ميجا باسكال: يعد قولبة الحقن هذه فعالة في منع التشوه بعد الإخراج، ونتيجة لذلك، فإن أجزائك قادرة على تلبية مواصفات التجميع 0.03 مم .
التحقق: ضمان قائم على البيانات
- فحص CMM للقطعة الأولى: يمنحك تقريرًا كاملاً عن الأبعاد قبل الإنتاج، مما يوفر لك اليقين بشأن بدء الإنتاج .
- مراقبة SPC في الوقت الحقيقي: إن تحقيق جودة متسقة مع تقليل المخاطر التي أصبح من الممكن تحقيقها من خلال قولبة الحقن منخفضة الضغط ، وضمان استقرار عمليات الإنتاج على المدى الطويل، هو ممارسة بالغة الأهمية في هذه الحالة.
تُعدّ هذه النتيجة ثمرة دمج تعويض الانكماش المتباين مع عملية تلتزم بحدود 1 درجة مئوية و 0.5 ميجا باسكال ، مدعومةً بتحليل إحصائي دقيق. فهي تحوّل اختلافات المواد إلى أبعاد دقيقة، ما يضمن ملاءمة الأجزاء ووظائفها بكفاءة عالية. هذا النهج ضروري لتحقيق قولبة الحقن متعددة التجاويف لأهم القطع. جرّب بنفسك كيف تُحقق أدوات التنبؤ والتحكم المُحكم في العملية دقة ±0.03 مم في الأجزاء المرنة. للتحقق من هذه الدقة لتصميمك، تواصل مع فريقنا الهندسي وزوّدهم بتفاصيل تطبيقك.

الشكل 2: يتم تجهيز قوالب فولاذية دقيقة مزودة بدبابيس توجيه وكابلات لإنتاج قولبة TPE/TPU عالية الدقة.
كيفية تحسين طاقة الالتصاق البيني في قولبة حقن مادة TPE المخصصة متعددة المواد؟
يُسهم تحسين الالتصاق في عملية التشكيل بالحقن متعدد المواد في منع انفصال الطبقات تحت الضغط. ولتحقيق ذلك، يُعدّ التداخل الميكانيكي والترابط الجزيئي عنصرين أساسيين. تضمن هذه الطرق وجود اتصال قوي بقوة انفصال لا تقل عن 8 نيوتن/مم² . وهذا أمر بالغ الأهمية لإنتاج أجزاء وأختام متينة باستخدام تقنية التشكيل بالحقن المخصصة لمادة TPE .
| الاستراتيجية التقنية | نقطة التحكم الرئيسية | فوائد العميل والنتائج |
| نظام التعشيق الميكانيكي | القطع السفلية/الوصلات المتداخلة المطلوبة في عملية التصنيع على الركيزة. | دون المساس بأداء القطعة، تُعد هذه إحدى الطرق. عادةً ما تُصبح هذه القطعة مرساةً مادية، ولا تعتمد قوة هذه المرساة على التوافق الكيميائي . |
| الانتشار الجزيئي | ترتفع درجة حرارة الفوهة بحوالي 10-15 درجة مئوية فوق درجة حرارة التشغيل المعتادة لمادة TPE. | من خلال الانتشار المتبادل لسلاسل البوليمر، يتم تحقيق قوة ربط عالية ( 8 نيوتن/مم ) والتي تعد أحد العوامل الرئيسية للأختام القوية والمفصلات المرنة. |
| التحكم في العمليات | التحكم الدقيق في درجة حرارة الركيزة وسرعة الحقن أثناء عملية قولبة الحقن . | وهذا يضمن أن تكون قوة الترابط متسقة طوال عملية الإنتاج، وهو ما يمثل قيمة رئيسية لخدمات قولبة الحقن المخصصة من مادة TPE/TPU . |
| التحقق من الصحة | اختبار قوة التقشير وفقًا لمعيار ASTM D6862. | نعني بذلك الحصول المؤكد على بيانات الأداء ( 8 نيوتن/مم مقابل 3-5 نيوتن/مم المعتادة) مما يقلل من مخاطر تأهيل منتجك ويعزز إنتاج قولبة الحقن الآلية لديك. |
تُنتج الوصلات الميكانيكية المقترنة بعملية ربط مُنشّطة حراريًا التصاقًا عالي الجودة، والذي بدوره يُولّد قوة تقشير تبلغ 8 نيوتن/مم . تضمن هذه الطريقة، بالغة الأهمية في قولبة الحقن ثنائية المراحل ، قدرة الأجزاء المُشكّلة بالحقن على تحمّل الظروف البيئية وعوامل الإجهاد. في الواقع، تُوفّر هذه الطريقة ميزة تنافسية في الموثوقية حتى في أصعب التطبيقات، وتُعتبر معيارًا لخدمات قولبة TPE/TPU المُتخصصة لدى مُصنّعي المعدات الأصلية في حالات قولبة الحقن بكميات كبيرة .
ما هي حدود العملية المحددة التي تميز عملية حقن مادة TPU المخصصة عن عملية معالجة TPE القياسية؟
قد يؤدي خلط مادتي TPE وTPU إلى عيوب كبيرة في الإنتاج. لذا، يجب معرفة حدود عملية التصنيع الفريدة وغير القابلة للتبادل لكل مادة . تضمن هذه المعايير المحددة أن يعمل المنتج النهائي بشكل سليم وموثوق. يغطي هذا التحليل الخطوات الرئيسية لتصنيع قوالب حقن TPU حسب الطلب . إليك الخطوة الأولى:
التجفيف الصارم: الخطوة الأولى التي لا تقبل المساومة
يمتص البولي يوريثين الحراري (TPU) الرطوبة بسرعة كبيرة. لذا، يجب أولاً توفير حاجز رطوبة محكم. يتطلب ذلك تجفيفه عند درجة حرارة 110 درجة مئوية مع نقطة ندى -40 درجة مئوية لأكثر من 4 ساعات حتى تقل نسبة الرطوبة عن 0.02% . تمنع هذه العملية التحلل المائي، وهي مشكلة رئيسية تؤدي إلى ظهور نقاط ضعف، وتشققات، وعدم انتظام في تدفق المادة المنصهرة، مما يتسبب في هدر كميات كبيرة من المنتج.
وللتعامل مع هذا الأمر، تعاون مع خبير في قولبة TPE/TPU عالي الدقة يمكنه أتمتة العملية والتحقق منها، مما يحول المخاطرة الهائلة إلى جزء أساسي من ضمان الحصول على أجزاء عالية الجودة.
إتقان عمليات المعالجة تحت الضغط العالي ودرجة الحرارة العالية
يتميز البولي يوريثان الحراري (TPU) بلزوجة انصهار عالية جدًا ومرونة فائقة، لذا تتطلب عملية التشكيل بالحقن الدقيق معالجة دقيقة للغاية. تتراوح درجة حرارة الانصهار عادةً بين 190 و220 درجة مئوية ، وهي أعلى بكثير من درجة حرارة انصهار معظم أنواع اللدائن الحرارية المرنة (TPE). كما يجب أن يكون ضغط التثبيت مرتفعًا نسبيًا (من 60 إلى 100 ميجا باسكال)، لأنه في حال استخدام معايير اللدائن الحرارية المرنة (TPE) التي تتراوح بين 20 و50 ميجا باسكال ، فسنواجه مشاكل.
قد تُصاب الأجزاء بفراغات داخلية وانكماش. إن الحفاظ على الضغط المناسب لا يمنع هذه المشاكل فحسب، بل يؤدي أيضًا إلى إنتاج مكونات كثيفة وخالية من الفراغات. ونتيجة لذلك، ستكون أبعاد الأجزاء ثابتة، وسيزداد الأداء والعمر الافتراضي.
يُعد تكوين المعدات المتخصصة أمرًا أساسيًا
لن يكون البرغي المصمم للاستخدام العام كافيًا، إذ سيولد درجات حرارة عالية جدًا أثناء معالجة مادة البولي يوريثين الحراري (TPU) مما يؤدي إلى تحللها بالكامل. نحن بحاجة إلى برغي خاص بنسبة ضغط تتراوح بين 2.5:1 و3:1 ونسبة طول إلى قطر لا تقل عن 20 .
يضمن هذا التكوين أن يكون المصهور ناعمًا ومتجانسًا، مما يعني الحصول على تشطيبات سطحية أفضل وخصائص ميكانيكية متسقة بين الدفعات. إنه جانب بالغ الأهمية في خدمة قولبة الحقن الموثوقة لمادة TPE/TPU . بفضل ذلك، نستطيع تصنيع أجزاء لا تستطيع المعدات العادية إنتاجها.
توضح هذه المحادثة بوضوح الاختلافات التقنية الرئيسية بين تصنيع مادة TPU ومادة TPE ، مما يوفر لك المعلومات الأساسية لتقييم الشركاء المحتملين للتعاون. إن العمل مع خبير في التشكيل بالحقن يفهم هذه المعايير المتخصصة يعني أنك ستُقلل بشكل كبير من مخاطر الإنتاج وفترات التوقف الناتجة عن الدفعات المعيبة، وبالتالي تضمن متانة عملية التشكيل بالحقن .
الشكل 3: يقوم القالب الفولاذي بحقن مادة TPU الزرقاء لتشكيل أختام مرنة لأنظمة السوائل والكهرباء في السيارات.
كيف تمنع هندسة تهوية القوالب المتقدمة علامات الحرق وعيوب الفراغات في قولبة TPE/TPU عالية الدقة؟
عادةً ما تنتج علامات الاحتراق والتجاويف الداخلية في القوالب المرنة عن انحباس الهواء واحتراقه أولاً في قوالب حقن البلاستيك . ويُعدّ وجود فتحة تهوية إضافية بجانب فتحة القالب، لتسريع خروج جميع الغازات، جوهر حلول التهوية المتقدمة. ولا شك أن هذا الحل فعال للغاية عند الرغبة في الحصول على انبعاجات سطحية ممتازة وبنية داخلية متينة في قوالب TPE/TPU عالية الدقة .
تصميم التهوية الدقيق عبر محاكاة التدفق
- طريقتنا: من خلال تحليل ملء القالب، نحدد بدقة المناطق التي ستُملأ أخيرًا ثم نقوم بتركيب فتحات تهوية رقيقة للغاية بعمق 0.01 مم - 0.015 مم على خطوط الفصل ودبابيس الطرد.
- فائدتك: هذا يمنع الهواء المضغوط من تجاوز 400 درجة مئوية، وبالتالي لا مزيد من علامات الحروق والعيوب السطحية؛ سيبدو قالب حقن البلاستيك المرن الخاص بك جديدًا تمامًا، وهذا فقط ما أصبح ممكنًا بفضل تقنية قولبة الحقن المتقدمة .
معدن مسامي متكامل وتهوية متدرجة
- طريقتنا: نقوم بتركيب الفولاذ المسامي (مثل Porcerax ) أو حشوات التهوية المتدرجة في الأضلاع العميقة واللب المعقد لتهوية الغاز ثلاثية الأبعاد.
- ميزتك: فهي تتيح خروج الغاز بشكل مثالي حول الجيوب المغلقة، مما ينتج عنه هياكل داخلية كثيفة وخالية من الفراغات لا تفي فقط بمتطلبات منع التسرب ولكن أيضًا بمتطلبات الأداء العالي من خلال عمليات قولبة الحقن الموثوقة .
التحقق المنهجي من استقرار العملية
- طريقتنا: نقوم بالتحقق المزدوج من كفاءة فتحات التهوية باستخدام أجهزة استشعار ضغط التجويف في بداية الإنتاج للتأكد من أن التعبئة نظيفة وأيضًا لتحديد نافذة العملية الأكثر قوة .
- الفائدة التي تعود عليك: ستحصل على عملية إنتاج قوية وخالية من العيوب، مما يعني أنك ستتخلص من احتمالية حدوث أعطال عرضية وستظل تتمتع بخدمات حقن القوالب المخصصة الموثوقة من مادة TPE/TPU .
يُغيّر النهج الهندسي المذكور دور التهوية من مجرد إجراء ثانوي إلى علم متكامل، وهو العامل الرئيسي في تحديد جودة إنتاجية القطعة. توفر هذه التقنية نطاقات تشغيل مؤكدة تُغني تمامًا عن إعادة العمل المكثفة والتخلص من القطع التالفة، مما يضمن إنتاجية أعلى.
إنها تعطي نتائج مؤكدة : لا توجد علامات حرق، والحفاظ على سلامة المواد دون أي فراغات، وأداء موثوق يمكن توسيعه ليشمل التطبيقات تحت الضغط، مما يضع معيارًا لحلول قولبة الحقن ذات الدرجة الهندسية.
ما هي تصميمات البوابات الفعالة من حيث التكلفة التي ينبغي على مورد قوالب حقن البلاستيك المرن B2B استخدامها في مشاريع السيارات ذات الحجم الكبير؟
في مشاريع السيارات واسعة النطاق، مثل إنتاج الحلقات المطاطية والوصلات، يُعدّ تصميم البوابات الأمثل حجر الزاوية في تحقيق التوازن بين التكلفة والجودة والكمية في عملية قولبة حقن البلاستيك المرن . ولا يقتصر دور تصميمات قنوات الحقن والبوابات المُخططة جيدًا على تقليل الهدر وتسريع الإنتاج فحسب، بل تُضفي أيضًا مظهرًا رائعًا، وهو ما يُعدّ مفتاحًا أساسيًا لربحية المشروع، ويُمكّن من قولبة حقن المطاط بدقة متناهية .
| معلمات البوابة والعداء | عملية العداء البارد التقليدية | عملية القناة الساخنة المُحسّنة ذات البوابات الصمامية |
| نوع البوابة والتحكم بها | فتحة البوابة (الحافة)؛ يمكن أن يكون الإغلاق يدويًا أو حراريًا. | بوابة صمام تعمل ميكانيكياً، ويتم التحكم بها بشكل مستقل بواسطة نظام هوائي. |
| بقايا البوابة / شد الأوتار | بقايا مرئية بشدة ( >0.3 مم )؛ خيوط بلاستيكية متكررة/سيلان اللعاب. | أثر شبه مثالي ( أقل من 0.1 مم )؛ القطع الميكانيكي الفوري يلغي الأوتار تمامًا. |
| استخدام المواد (النفايات) | الاستخدام (النفايات) الخردة الكبيرة: 40-50% من وزن الرصاص القابل للاسترداد. | أقصى كفاءة: استخدام المواد >98% ؛ النفايات <2% . |
| زمن الدورة النموذجي | مدة أطول: ~ 35 ثانية (تشمل تبريد العداء). | أقصر: ~ 22 ثانية (نظام بدون عداء). |
| اتساق الحشو والضغط | تدفق غير متساوٍ؛ علامات تردد محتملة. | يتم تحقيق التوازن في عملية التعبئة متعددة البوابات المتزامنة ويمكن ضغط النظام حتى 150 ميجا باسكال ، مما يضمن جودة قولبة الحقن من الدرجة الهندسية . |
تؤكد البيانات أن نظام القنوات الساخنة المزود بصمامات يزيل مشكلة تشابك المواد ويقلل معدلات الخردة إلى أقل من 2٪ ، مما يجعله فعالاً للغاية من حيث التكلفة لمشاريع السيارات.
تؤكد البيانات المقارنة أن أنظمة القنوات الساخنة المزودة بصمامات هي بالفعل أساس التوسع، إذ تقلل الهدر بشكل كبير وتسرّع دورات الإنتاج، مما يُحسّن الجدوى الاقتصادية. هذه الطريقة في العمل هي التي توفر الجودة الثابتة والتكاليف الإجمالية المنخفضة اللازمة لخدمات قولبة TPE/TPU عالية الجودة لمصنعي المعدات الأصلية. في الواقع، إنها تُرسّخ معيارًا لخدمات قولبة حقن TPE/TPU الموثوقة، وهي حل قولبة الحقن الصناعي الذي تم اختباره في الإنتاج بكميات كبيرة.

الشكل 4: ذراع روبوتية تنقل أغطية حاويات TPE الشفافة المصبوبة حديثًا إلى الناقل الأخضر للتبريد والمعالجة.
قصة نجاح: شركة LS Manufacturing تُصمّم حسب الطلب موصلات مضخات تمعجية من مادة TPU مقاومة للإجهاد، ذات جودة طبية، لصالح شركة عالمية رائدة في تصنيع الأجهزة الطبية.
واجهت شركة رائدة في تصنيع الأجهزة الطبية عطلاً حرجاً: حيث تعرضت موصلات مضخة نظام حقن جديد لوحدة العناية المركزة للكسر أثناء الاختبار، مما أدى إلى توقف إطلاق المنتج. وقد تم التعاقد مع شركة LS Manufacturing لحل هذا التحدي الحساس المتعلق بتشكيل حقن مادة TPU المخصصة ، وذلك بالتركيز على السبب الجذري للإجهاد المبكر في تطبيق تشكيل الحقن الطبي الحساس.
تحديات العميل
انكسر موصل TPU الطبي الخاص بالعميل قبل بلوغه 500,000 دورة عند 120 ضغطة/دقيقة بسبب انتشار الشقوق الدقيقة التي أدت إلى التسرب. كما تغير قياس صلابة شور A بمقدار ±5 ، مما أدى إلى عدم دقة جرعات الدواء. من الواضح أن هذا أدى إلى وضع خطير للغاية على المرضى واحتمالية سحب المنتج من السوق، وهو ما قد يكون مكلفًا للغاية. ونتيجة لذلك، تأخر إطلاق المنتج الذي كان يعتمد بشكل كبير على دقة قولبة الأجزاء المرنة .
حلول التصنيع LS
بفضل حلّنا، لم نعالج عيوب المادة فحسب، بل عالجنا عملية التصنيع أيضاً. اخترنا مادة TPU طبية عالية النقاء ومقاومة للإجهاد، وتمّ التجفيف عند نقطة ندى -45 درجة مئوية . وكان الإنجاز الأهم هو قالبنا الحصري المزود بنظام تبريد دقيق متطابق، والذي حافظ على استقرار درجة الحرارة عند 0.5 درجة مئوية . هذا منع تولد الإجهاد، وهو جانب أساسي في قولبة الحقن ذات الدقة العالية لمكونات قولبة الحقن السائل .
النتائج والقيمة
تحمّل الموصل المُحسّن أكثر من 5 ملايين دورة إجهاد خلال مرحلة الاختبار المستقلة، ما يُمثل زيادة في الأداء بمقدار 10 أضعاف . وقد حُفظ تباين الصلابة عند مستوى 85±1 شور A مع ثبات الأبعاد عند 0.02 مم . وقد أدى ذلك إلى إزالة مخاطر مسؤولية المنتج عن العميل، وضمان دقة الجرعات، وتأمين إطلاق منتجه، ما أسفر عن عقد حصري لمدة 5 سنوات لخدمات قولبة TPE/TPU للمصنعين الأصليين .
يتطلب إيجاد حلول لأنماط الأعطال الشديدة للغاية إتقان العمليات الأساسية بما يتجاوز المعايير المعتادة، وهذا ما تُبرزه هذه الحالة. لم يُساعد حلنا العميل على تقليل المخاطر المحتملة فحسب، بل حوّلها أيضًا إلى مستوى أداء مُعتمد، وهذا دليل على أن قولبة الحقن الدقيق للمكونات الحيوية تتطلب خبرة متخصصة. كما يُظهر قدرة العميل على تقديم قيمة ملموسة من خلال ضمان موثوقية المنتج على المدى الطويل.
لمناقشة حل معتمد لإجهاد موصلات المضخات ودقة الجرعات، اتصل بنا لتقييم تصميمك والحصول على عرض أسعار إنتاج مدعوم بالأداء.

لماذا يضمن اختيار شركة LS Manufacturing كشريك استراتيجي لخدمات قولبة TPE/TPU للمصنعين الأصليين مرونة سلسلة التوريد؟
لا تُكتسب مرونة سلسلة التوريد في مجال البلاستيك المرن تلقائيًا، بل تتطلب تصميمًا وهندسةً مُخصصين. وتتحقق هذه المرونة من خلال اتباع نهج هندسي وجودة قائم على البيانات ، مما يُساعدك على فهم عملية الإنتاج بشكل أفضل وتقليل المخاطر من مرحلة التصميم إلى التسليم. هكذا تُوفر لك الشراكة الاستراتيجية هذا النوع من الأمان.
أنظمة معتمدة، وليست مجرد وعود
شهاداتنا IATF 16949 وISO 13485 خير دليل على جودة خدماتنا. فهي تضمن توثيق جميع العمليات بشكل دقيق، والتحكم بها، ومراجعتها دوريًا لضمان توافقها مع أعلى معايير صناعات السيارات والأجهزة الطبية . وبذلك، ستتمتع بإجراءات موحدة، وتأهيل سهل للموردين، وتقليل مخاطر الأخطاء التي قد تعطل خط إنتاجك. وانطلاقًا من هذه الأسس المتينة، يتمكن فريق خدمات قولبة TPE/TPU الخاص بنا من تطوير سلسلة توريد موثوقة من خلال أنظمة متسقة بدلاً من مجرد إجراءات عشوائية، مما ينتج عنه فريق قولبة حقن يعتمد على البيانات بشكل فعلي.
درع جودة البيانات ذو الحلقة المغلقة
نُطبّق نظامًا متكاملًا لمراقبة الجودة طوال دورة حياة المنتج، بدءًا من نقاء المواد الخام باستخدام التحليل الطيفي كجزء من مراقبة الجودة الواردة، مرورًا بالفحوصات البصرية الشاملة أثناء عملية التصنيع، وانتهاءً بمراقبة الجودة النهائية مع إمكانية التتبع الكامل . تُرفق كل دفعة بمجموعة بيانات شاملة تُعدّ بمثابة شهادة مطابقة. يكشف هذا النظام المشاكل فورًا، ويمنع تسرب المنتجات المعيبة، ويحول دون حدوث أخطاء مكلفة أو عمليات سحب للمنتجات مستقبلًا؛ وهذا هو جوهر التحكم في عملية قولبة الحقن .
خبرة متقدمة لتحقيق نتائج متوقعة
في غضون يوم واحد من استلام ملفاتك ثلاثية الأبعاد، يُعدّ فريقنا الهندسي تقريرًا شاملاً للتصميم من أجل التصنيع (DFM). يتضمن التقرير تصميم قنوات التوزيع، وتحليل البوابات، وتوقع مخاطر العيوب . يمنحك هذا التقرير معاينة للمخاطر وكيفية التخفيف منها قبل بدء الإنتاج، مما يجنّبك أي تغييرات مكلفة في التصميم أو تأخيرات في الإنتاج. ونتيجةً لذلك، تبدأ خدمات حقن القوالب المخصصة لمواد TPE/TPU بسلاسة، وتسير وفقًا للخطة، ويتم إنتاج منتجك بسرعة، وذلك بفضل أنظمة حقن القوالب الممتازة.
يُعدّ اختيار شريك معتمد أمرًا بالغ الأهمية لضمان استدامة أعمالك. فنحن نُجري عمليات مراقبة جودة منهجية، وفحوصات بيانات فورية، وتدخلات هندسية. تُساعدنا هذه الإجراءات على الحفاظ على دقة وجودة قولبة TPE/TPU عالية الدقة . يمكنك الاعتماد على سلسلة التوريد الخاصة بنا لتلبية احتياجاتك من قطع الغيار المرنة.
الأسئلة الشائعة
1. ما هو الحد الأدنى المطلق للتفاوت الذي يمكن أن تحققه شركة LS Manufacturing للأجزاء المصبوبة من مادة TPU حسب الطلب؟
بفضل الأجزاء المرنة فائقة الدقة، تم تحقيق دقة أبعاد مطلقة تبلغ ±0.03 مم باستخدام تقنية تصنيع تجويف EDM المصقولة بدقة عالية، بالإضافة إلى دمج أنظمة تحكم ضغط حقن القوالب ذات الحلقة المغلقة في الوقت الفعلي. يتيح لنا ذلك تعويض مرونة المادة والحفاظ على دقة متسقة خلال جميع دورات الإنتاج، مما يجعلها مناسبة للغاية للمهام الصعبة.
2. كيف تضمن عدم حدوث انفصال في عملية التشكيل بالقولبة باستخدام مادة TPE على ركائز PA66 أو PC الصلبة؟
نمنع ذلك باستخدام نظام دقيق للتحكم الحراري في القوالب للحفاظ على درجة حرارة مثالية عند نقطة التلامس، بالإضافة إلى استخدام أنواع خاصة من مادة TPE. يُنتج هذا المزيج رابطة كيميائية قوية ويدمج سلاسل البوليمر معًا، مما يضمن وصول قوة الترابط عند نقطة التلامس إلى 8 نيوتن/مم على الأقل. وهذا يفوق بكثير ما يمكن أن يتمزق به الركيزة أو مادة TPE بمفردها.
3. ما هي شهادات الجودة والتصنيع الدولية التي تلتزم بها شركة LS Manufacturing بشكل كامل؟
تُعدّ شركة LS Manufacturing من أبرز الموردين الذين يلتزمون بجميع المعايير التي تضعها كبرى المؤسسات. فهي تلتزم بمعيار IATF 16949 للسيارات، ومعيار ISO 13485 للمستلزمات الطبية، ومعيار ISO 9001:2015 لمراقبة الجودة العامة. وبفضل هذه المعايير الصارمة، تستطيع LS Manufacturing تتبع جميع منتجاتها وتصحيح الأخطاء بسرعة. لذا، تتميز منتجاتها بالجودة العالية وتحظى بثقة عالمية.
4. كيف يتعامل فريقكم مع مشاكل امتصاص الرطوبة الشديدة المرتبطة براتنجات البولي يوريثين الحراري التقنية قبل الحقن؟
نتعامل مع امتصاص الرطوبة من خلال إجراءات معالجة مسبقة دقيقة. تُجفف كل دفعة من راتنج البولي يوريثان الحراري الخام في مجففات صناعية عند درجة حرارة ثابتة تبلغ -40 درجة مئوية لمدة تتراوح بين 4 و6 ساعات . هذا يحافظ على نسبة الرطوبة الداخلية أقل من 0.02% ، مما يضمن عدم حدوث تشققات أو فقاعات أو أي ضرر بالخواص الميكانيكية للمنتج النهائي.
5. هل يمكن لشركة LS Manufacturing تقديم تحليل شامل للتصميم من أجل التصنيع ومحاكاة Moldflow قبل بناء الأدوات الفعلية؟
نقدم تحليلًا مجانيًا للتصميم من أجل التصنيع (DFM) وتقرير محاكاة كامل باستخدام برنامج Moldflow، يتم إنجازه خلال 24 ساعة من استلام ملفات STEP الخاصة بك. يُركز هذا التقييم المسبق للقوالب على عمليات التعبئة والتغليف والتبريد والتشوه، وذلك لاكتشاف ومعالجة المشكلات مثل علامات الانكماش وخطوط اللحام الضعيفة وتركيز الإجهاد. لذا، نساعدك على جعل مشروعك أكثر أمانًا قبل أي التزام مالي.
6. ما هي معايير مواد الأدوات النموذجية وعمرها الافتراضي التي تقدمونها لعمليات قولبة حقن TPE المخصصة بكميات كبيرة؟
بالنسبة لعمليات الإنتاج بكميات كبيرة تتجاوز 500,000 دورة ، نستخدم أجود أنواع الفولاذ المستورد مثل ASSAB 718H أو H13، المُقسّى إلى صلابة HRC 52+ . وهذا يمنحها مقاومة فائقة للتآكل والصدأ. كما أنها مدعومة بضمان مدى الحياة، يشمل الصيانة المجانية، مما يضمن تحقيق الأدوات لأعلى معايير الإنتاج والجودة طوال فترة استخدامها.
7. كيف تعمل شركة LS Manufacturing على تحسين أوقات دورة التصنيع الإجمالية للمنتجات المطاطية المرنة ذات الجدران السميكة؟
نُحسّن أوقات دورات الإنتاج بنسبة تصل إلى 35% للمطاطات ذات الجدران السميكة من خلال خطة بسيطة. نستخدم قوالب من النحاس والبريليوم ونُبرّدها بقنوات تبريد متطورة مُطابقة للسطح خلف أسطح التجويف مباشرةً. يسمح هذا التصميم بتصريف الحرارة بشكل منتظم وسريع، مما يُقلل من فترة التبريد الطويلة التي تُعدّ سمةً مميزةً لهذه المواد.
8. ما هي بروتوكولات فحص جودة المكونات المرنة لديكم لضمان شحن المكونات المخصصة بدون أي عيوب؟
يستخدم بروتوكول الفحص الخالي من العيوب لدينا نظام فرز بصري آلي بالكامل للكشف عن العيوب، بالإضافة إلى اختبارات معملية دقيقة. نتحقق من استرخاء الإجهاد وفشل الشد الدوري، بالإضافة إلى إجراء قياسات دقيقة باستخدام الفرجار الدقيق. هذا يضمن استيفاء جميع الأبعاد الحرجة، وأن كل قطعة يتم شحنها تتمتع بمتانة فائقة وتؤدي وظيفتها على النحو المطلوب. للحصول على عرض أسعار مفصل ، يرجى التواصل مع فريقنا.
ملخص
تجمع عملية قولبة الحقن المخصصة لمواد TPE/TPU بين الديناميكا الحرارية لقنوات التوزيع، وسلوك تدفق المواد، والتحكم الدقيق بالضغط. تقلل هذه العملية من مشاكل مثل القص والفراغات والاحتراق، والتي تؤثر بشكل مباشر على متانة القطعة وملاءمتها. بفضل سنوات من الخبرة في تركيب المواد وأبعاد دقيقة تصل إلى ±0.03 مم ، تدعم شركة LS Manufacturing كبرى الشركات في قطاعات السيارات والتكنولوجيا الطبية والإلكترونيات. فهي تحوّل القطع إلى مزايا نظامية تمنحها ميزة تنافسية.
لا ينبغي أن تعيق مشاكل الانكماش والتشوه والصلابة إطلاق منتجك. خبراء مركبات المطاط لدينا هنا لمساعدتك في تعزيز متانة منتجك. اضغط على "احصل على حلول حقن القوالب المخصصة وعرض سعر" لإرسال رسومات CAD الخاصة بك. في أقل من يوم، سنقدم لك تقرير DFM مجانيًا حول البوابات والفتحات وخطوط اللحام. هذا يضمن لك إعدادًا تصنيعيًا قويًا وشفافًا واقتصاديًا على مستوى العالم.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com 
