
LS Manufacturingの射出成形サービスは、サプライチェーンの非効率性や不良部品に起因する、医療機器や自動車部品の箱型組立品における15~30%のコスト超過問題を解決します。その根本原因は、公差の積み重ね、適切なスナップフィット、ハーネス配線設計に関する製造性設計(DFM)の不備にあります。
精密射出成形とボックスビルドラインを組み合わせた垂直統合システムを採用することで、科学的な射出成形手法を用いて、すべての寸法を±0.02mm以内に制御できます。これにより、組立コストの大部分を占める手直し作業が不要になり、最大25%のコスト削減を実現します。エンドツーエンドのプロセス制御がどのように効果を発揮するか、当社の専門家による作業をご覧ください。

射出成形サービス:ボックスビルド組立コスト最適化ガイド
| 組立コストの要因 | 最適化戦略 |
| 部品点数の最小化 | 多色射出成形とインサート成形を用いることで、部品点数を削減できる。 |
| 自動組立のための設計 | 自己組み立て技術(スナップフィットやガイドピンなど)を取り入れ、緩んだ留め具を減らすか、なくす。 |
| プロセス統合 | 成形、後加工、組み立てを、管理された単一のプロセスフローに統合する。 |
| 材料およびプロセスの標準化 | SKU(在庫管理単位)を削減し、接合部品には同じ樹脂を使用する。 |
| 品質管理の統合 | 組立ステーションでは、工程内センサーと自動光学検査を使用する。 |
主なポイント:
- 統合が鍵:最大の効率性は、個々の部品ではなくシステムとしてアセンブリを設計することによって得られ、それによって取り扱いと固定のコストが削減されます。
- 自動化は後付けの考えではない:部品はロボットによる取り扱いと組み立てを前提に設計し、最大の変動費である直接労働を最小限に抑えるべきである。
- 同一施設への集約が効率向上につながる:成形、後処理、組み立て工程を1つの施設に統合することで、効率が向上する。
- 品質は検査ではなく、製造工程に組み込まれる:製造の各段階で行われる工程内品質検査(センサーや画像認識システム)は、完成した製品の検査よりもコストが低い。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
射出成形に関する理論的なガイドは数多く存在します。しかし、当社のガイドが他と一線を画すのは、これらの技術を自社工場で独自に開発したという点です。当社の技術は、SAEインターナショナルが提供する材料およびプロセス基準に基づいてベンチマークされています。
当社は、滅菌医療機器の筐体、エネルギー掘削用工具のコネクタ、自動車のエンジンルーム内部品など、故障が許されない環境で使用される部品を製造しています。当社が実施する材料試験は、 ASTM Internationalが定める厳格なガイドラインに準拠しています。
私たちは何千回もの試作を通して豊富な経験を積んできました。反りを防ぐために必要な適切な冷却プロセス、完璧な充填プロセスを実現するためのゲート設計方法、そして難加工材料にも対応できるプロセスパラメータを熟知しています。ヒケやショートショットといったミスで無駄な費用を無駄にしないよう、万全のサポートを提供いたします。
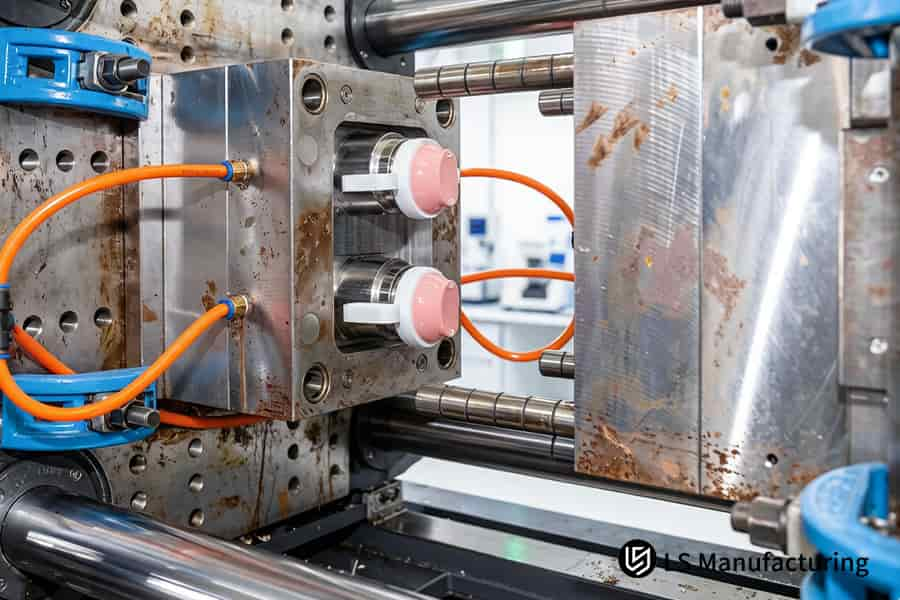
図1:射出成形組立作業において、ロボットアームがプラスチック製の筐体を金属フレームに取り付けている様子。
医療機器や自動車部品の公差の累積が、最終的な筐体組み立てコストを押し上げるのはなぜか?
医療機器や自動車のOEMメーカーにとって、複数の成形品で制御不能な収縮が発生し、最終組立段階で手作業による介入が必要になると、予期せぬ手直し費用が発生します。そして、その問題は射出成形プロセス、すなわち成形後の検査では完全に修正できない肉厚収縮のばらつきにあります。
収縮制御により最終組立工程での手直し作業が不要になる
従来の複数サプライヤーからの調達では、肉厚の収縮率が0.3%~0.5%とばらつき、作業員は筐体をPCBAやコネクタにヤスリで削ったり、スペーサーを挟んだり、無理やり押し込んだりする必要がありました。 射出成形パラメータを固定することで、重要な寸法の収縮率のばらつきを0.08%以下に抑え、手動調整なしで100%確実に装着できる筐体を実現します。これにより、無理な挿入作業に伴う手作業時間と不良品を削減し、ボックス組み立てコストを即座に最適化できます。
垂直統合により、隠れた物流コストを削減
ハウジング、シール、ファスナーをそれぞれ異なるサプライヤーが製造する場合、各サプライヤーの公差の違いにより、組み立てサイクルタイムが15~25%も目に見えない形で増加してしまう。一方、射出成形サービスを提供する1つのサプライヤーからすべての成形品を調達することで、すべての接合面を同一のプロセス管理と測定下に置くことができる。
実例:医療用センサーハウジングアセンブリ
ある医療機器メーカーのOEM成形プログラムでは、IP67規格に準拠した12個のスナップフィット式ハウジングが必要でしたが、初期の複数ベンダーによるサンプルでは、初回組み立て時に40%の確率で不良が発生していました。そこで、4つのプラスチック部品を単一のサプライヤーから調達し、キャビティ圧力を監視する射出成形を採用したところ、肉厚のばらつきが0.09mmから0.02mmへと5分の1に低減されました。これにより、最終組み立て時の初回歩留まりは99.7%に達し、顧客は単位労働コストを34%削減することができました。
早期シミュレーションは、ツール変更後の指示よりも優れている
初回検査で干渉問題が発覚すると、避けられない鋼材変更によって8,000ドルから15,000ドルの損失が発生します。CADモデルを用いた初期シミュレーションにより、ヒケやコネクタの嵌合干渉問題を引き起こすリブの厚さや抜き勾配を特定できます。完成したCADモデルは、あらゆる寸法に収縮率を考慮した上で、金型製作準備完了として承認されます。
検査ステーションではなく、射出成形機自体で成形プロセスを制御できることで、ばらつきが信頼できる一貫性へと変わります。上記の数値はすべて、調達部門と品質管理部門がサプライヤーの見積もりに基づいて独自に検証した寸法測定値に基づいています。

高度な科学射出成形サービスは、複雑な医療用筐体の構造的歪みをどのように防止できるのでしょうか?
医療機器筐体の冷却が不均一だと、筐体が反り、締結具の予圧が不均一になり、組み立て時に隠れた手直しが必要になります。この問題を解決するには、高度な射出成形サービスを利用するのが効果的です。このサービスでは、せん断熱の予測、パック圧力の調整、結晶方位の制御などにより、鋼材加工が始まる前に問題を解決できます。成形後の修正を必要とせずに、部品の平面度を0.15mm以下に抑えることが可能です。
Moldflowシミュレーションにより、せん断熱ホットスポットを予測
- せん断熱マッピング:冷却と収縮の差によって反りが発生しやすい局所的な領域を検出します。
- ゲート位置の検証:高価な試運転を行うことなく、金型への適切な充填を証明します。
- コンフォーマル冷却レイアウト:コアとキャビティ内の温度分布を均一にします。
射出成形解析を用いることで、鋼材加工前にデジタルツイン上で0.15mm以下の平面度に対する承認を得ることができます。
動的パック圧力により壁厚のばらつきを補正
- キャビティ圧力フィードバック:リブの厚さと壁の厚さに合わせて保持プロファイルを自動的に調整します。
- 体積収縮バランス調整:沈み込みや応力集中を解消します。
- ボス位置合わせ保証:すべてのネジ穴はPCBの取り付けパターンに完全に一致し、シム調整は不要です。
精密射出成形技術を用いることで、従来は組み立てごとに12分から18分かかっていた、費用のかかる手作業による調整の必要性がなくなった。
制御冷却によりPC/ABSの結晶配向が固定される
- ゾーンごとの冷却プログラム:結晶化を厚み全体にわたって一定に保ちます。
- 遅延クリープの排除:反りによる歪みが発生せず、出荷後数週間経ってもコネクタが緩むことはありません。
- ISO 13485準拠:製造された各ショットごとに、部品の反りや平面度に関する正確な情報が得られます。
射出成形設計を的確に行うことで、反り場の戻り率がゼロになる。
1回の技術レビューで3回の金型試作が不要に
- 金型流動解析レポート全文:反り予測、せん断速度、圧力勾配。
- 設計承認:コスト効率の高い射出成形を承認済みなので、製品のリリース準備が整いました。
- 予期せぬ変更指示はありません。冷却経路に変更を加える必要はありません。
- 反り予測:最初の鋼材切断前に平面度を検証します。
このソリューションは、反り制御の方法を成形後の検査から成形前の設計へと変更し、寸法精度を確実にします。OEM のカスタム射出成形技術とシミュレーションによるプロセス設計を組み合わせることで、ISO 13485規格に適合した、成形直後から一貫した筐体を実現します。すべての主張は、シミュレーションレポートとCMM分析によって裏付けられており、ご確認いただけます。憶測、ミス、遅延は一切ありません。
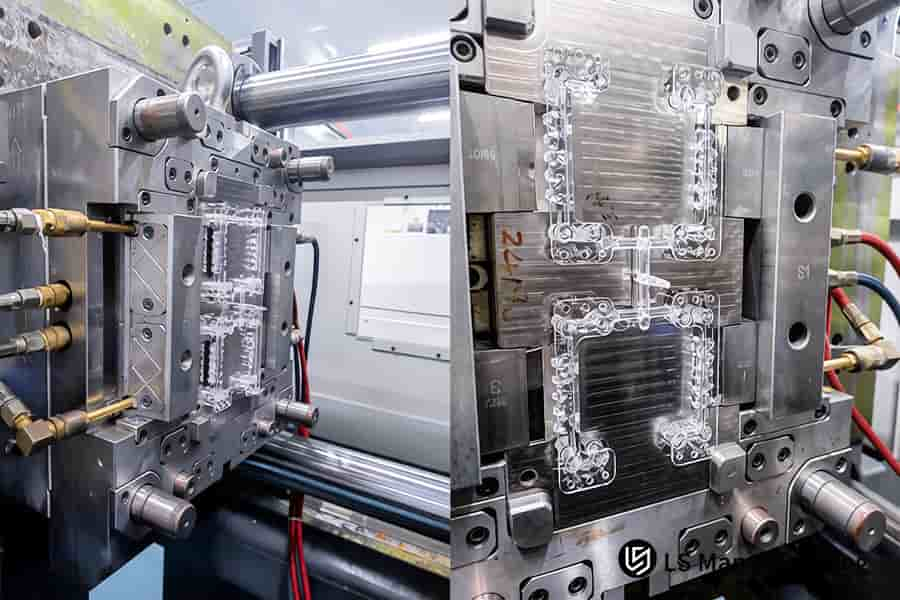
図2:溶融したPEEKプラスチックが多キャビティ鋼製金型に充填され、医療部品のコスト効率の高い射出成形が行われる。
自動車用インサート成形におけるどのようなパラメータが、二次配線ハーネスの手動配線コストを大幅に削減できるのか?
自動車のECUボックス製造における総人件費の40%は、ワイヤーハーネスの組み立てと端子圧着作業にかかっています。OEM向けカスタム射出成形と自動車用射出成形を用いることで、これらの工程は完全に自動化され、バスバーとセンサーは一体成形によってハウジングに組み込まれます。これにより人件費は40%削減されると同時に、バリによる絶縁損傷も解消されます。制御されたパラメータによって、この目的がどのように達成されるかは以下のとおりです。
| プロセスパラメータ | 従来型の多段階組立 | 一体型インサート成形 |
| 噴射圧力 | 120 MPaを超える可能性があり、フラッシングを引き起こす可能性があります。 | 閉ループ制御により最大120MPaまで制御可能 |
| インサートと金型のクリアランス | 不確実; ±30μmの変動 | 耐摩耗性インサートにより15μm以下の厚さを維持 |
| 端末の位置決め | 手動操作、 ±0.5mmの許容誤差 | 自動給紙機構、精度±0.05mm |
| ワイヤーハーネスの統合 | 配線と圧着を別々に行う | カプセル化射出成形時に一体型ワイヤーハーネスを装備 |
| 断熱材の損傷率 | フラッシュや鋭利なエッジのため、 3%~5%の誤差が生じる。 | クリアランス管理のため0.1%未満 |
| 二次労働時間 | ECUハウジング1個あたり18~22分 | 住宅1棟あたり10~12分( 45%削減) |
成形後のワイヤーハーネス配線を不要にし、射出圧力を120 MPa以下に維持することで、この生産ライン工程における最もコストのかかるステップを解消できます。15 µm以下の厳しい公差により、インサートの短絡やその他の損傷を防ぎます。これにより、業界平均と比較して40%以上の人件費削減が見込まれます。この新しいプロセスでは、製品の射出成形組立サービスが追加され、ISO 13485規格に準拠した医療・自動車OEM成形が可能になります。
自動キャビティ圧力モニタリングは、大量生産される自動車部品において、長期的な部品の一貫性をどのように確保するのでしょうか?
自動車の大量生産では、バッチ間のばらつきがあると生産ラインの遅延につながり、生産を完了することができません。自動キャビティ圧力監視システムは、ショットごとにすべてのばらつきを検出します。金型内の重要な箇所にキャビティセンサーを使用した射出成形サービスにより、何百万個もの部品で中断なくCpK >1.67を達成できます。その方法は次のとおりです。
キャビティセンサーがあらゆる圧力曲線を捉える
エジェクタピンとフローエンドに高感度センサーを設置することで、各ショットの圧力を正確に測定できます。切り替え時にキャビティ圧力が±1.5MPaを超える変動があった場合、アームは該当部品を自動的に排出します。キャビティ圧力射出成形システムは、エラーのない100%の品質を保証します。
リアルタイムで不良部品を選別し、生産ラインへの混入を防ぎます。
選別システムは、排出された不良部品を梱包や後工程の組み立てに入る前に自動的に分離します。公差のずれが自動組立ラインの性能に影響を与えるリスクはありません。リアルタイムの射出成形モニタリングを使用することで、公差外の筐体による治具の詰まりやシール不良といった予期せぬ停止が発生しないため、ラインはノンストップで稼働します。
数百万サイクルにわたる統計的一貫性
成形ショットごとのライブデータは、品質管理チームがリアルタイムで確認できる連続的なCpk計算に反映されます。キャビティ圧力を±1.5MPaの範囲で一定に保つことで、幾何学的一貫性が維持され、プロセス全体を通してCpk≧1.67が維持されます。米国プラスチック技術者協会(SPE)の統計的証拠によると、一般的なマルチキャビティ金型は、射出成形プロセス制御なしではCpkが1.33~1.45で動作します。プロセス能力が17~26%向上し、ライン停止回数の減少と保証請求件数の減少につながります。
追跡可能なデータにより、根本原因調査の期間が短縮される
廃棄された部品はそれぞれ、固有の圧力プロファイル、キャビティ番号、およびサイクルタイムスタンプに対応しています。ティア1サプライヤーが生産週ごとにPPAP検証を要求する場合、手作業によるデータ抽出は不要で、キャビティ固有の圧力データが自動的に提供されます。これにより、監査準備時間を80%削減し、現場での問題発生時の責任に関するあらゆる議論を排除できます。
キャビティ圧力追跡により、成形担当者は単なる定性的な目視評価から、定量的なSPCプロセス分析へと移行できます。医療機器や自動車部品などの大量生産における数百万サイクルにわたってCpk ≥1.67を維持することで、組立ラインでの寸法ずれによる生産停止を防ぎます。この費用対効果の高い射出成形は、品質保証担当者が必要とするあらゆるショットのデータサポートを提供します。寸法ずれによるライン停止を防止し、数百万サイクルにわたってCpk ≥1.67を確保します。自動圧力監視の導入と検証済みの生産見積もりについては、当社までお問い合わせください。

図3:自動車ダッシュボード用のABS樹脂を加工する自動ライン。OEM射出成形の見積もりが必要。
戦略的な金型ゲート配置は、重要な内部機械サブアセンブリの繰り返し耐久性に直接影響を与えることができるか?
荷重を支えるスナップフィットやマイクロギアの溶接線に起因する疲労亀裂は、現場での故障や保証請求につながります。バルブゲートのスマートなシーケンスにより、溶接線が強化リブ内に移動され、溶融温度が240℃以上となることで分子結合が確保されます。当社の射出成形サービスと高度な成形技術を活用することで、ニットラインの引張強度をさらに25%向上させることができます。
シーケンシャルバルブゲートタイミング制御のウェルドライン位置
- バルブピンの遅延:応力集中領域に溶接線が入らないように、 ±0.01秒の精度で事前にプログラムされています。
- 溶融前線の収束:応力を吸収する補強リブへと誘導される。
- サイクルへの影響:充填プロセス中にタイミング変更が発生するため、総サイクル時間には変化はありません。
射出成形専門家によって実施されるこの方法は、金型や製造される部品の物理的特性に影響を与えることなく、応力緩和を実現します。
融解温度240℃以上で分子絡み合いが保証される
- ヒーターバンドの校正:編み目線より上の温度が240℃の場合、ノズル温度を±2℃以内に抑えます。
- せん断加熱による寄与:金型の薄肉部分における冷却効果を考慮するため、シミュレーションによって測定した。
- 分子拡散:溶接界面における鎖間の完全な相互作用がミクロトーム断面によって確認された。
射出成形ソリューションは、 ASTM D638規格で実証されているように、未加工プラスチックに匹敵する引張強度を確保し、制御されたウェルドライン上で25%の強度向上を実現します。
予測シミュレーションにより、工具加工前の応力分布をマッピング
- FEA溶接線解析:予測される溶接線の位置における潜在的な応力集中点を特定します。
- ゲート位置のトレードオフ:金型設計シミュレーションに基づいて、充填時間とニットラインの位置を考慮します。
- 反復最適化: 5回の反復ではなく3回のシミュレーションを実行することで試作金型の必要性を減らし、金型製作時間を40%短縮します。
カスタム射出成形シミュレーションツールを使用すれば、トランスミッションのシフト機構において50万回以上のサイクルに耐えることが保証された金型設計の承認を得ることができます。
実環境における検証:自動車用シフトレバーサブアセンブリ
- 初期故障モード: OEM検証試験において、 20万サイクル後にピボットボス部の溶接線で12%の破損が発生した。
- 介入:バルブを0.03秒遅らせることで、溶接線を補強リブに移動させた。
- 結果: 60万回のサイクル後も破損ゼロを達成し、顧客の要求を300%も上回りました。
コスト効率の高い射出成形により、高価な金属インサートオプションを省きながら、すべての耐久性要件を満たします。
ゲート位置を最適化することで、ウェルドラインの弱点を容易に管理可能な設計要素に変えることができます。シミュレーションと熱管理によってゲート位置を最適化することで、溶接ラインの強度を25%向上させることができます。ウェルドラインのシミュレーションを含むOEM射出成形の見積もりを今すぐ入手してください。信頼性の高い射出成形により、最初の製品でも問題なく疲労試験に合格します。
溶剤接着多成分医療用ボックスの歩留まりを最大化するには、どの医療グレードポリマー改質が最適か?
表面に応力が残っていると、それが原因で亀裂が発生し、歩留まりが85%を下回ります。応力除去は、金型の表面仕上げがRa ≤ 0.2 μmの範囲内であり、金型温度が95℃から105℃の範囲内であることを確認することで可能です。超音波溶着により、母材の90%の強度で99.8%のシール歩留まりを達成できます。大量生産の医療用自動車用成形において、パラメータ制御によってこれを可能にする方法を以下に示します。
| パラメータ | 従来プロセス | 最適化されたプロセス |
| 表面粗さ | Ra 0.4~0.8 μm、不均一 | 精密射出成形によるキャビティ研磨により、 Ra ≤0.2 μmを実現。 |
| 金型温度範囲 | 70~90℃、±10℃の変動 | 95~105℃、±2℃のクローズドループ制御(工業用射出成形熱システムによる) |
| 残留応力層の深さ | 50~80μm、ひび割れしやすい | ≤15μm、応力緩和済み |
| 溶剤分解速度 | 接着時に8%~15% | 0.2%未満 |
| 超音波溶接強度と母材との比較 | 65%~75% | 90%以上 |
| シール歩留まり率 | 82%~87% | 99.8% |
信頼性に欠けていた接合プロセスが、歩留まり99.8% 、溶接強度が元の材料の90%以上という再現性の高いプロセスへと進化します。OEM向けカスタム射出成形アプローチでは、プラスチック射出成形プロセスを制御することで、応力亀裂を解消します。表面仕上げと温度プロファイリングを組み合わせた射出成形組立サービスと連携することで、デバイスは最初から漏れ試験に合格し、再加工は一切不要です。

図4:射出成形機は、組み立てコストを最適化するために、電子機器筐体用のPCポリマーを加工する。
事例研究:LS Manufacturingが自動車部品メーカーのティア1サプライヤーのEV制御ボックス製造コストを22%削減した方法
Tier 1 EVバッテリーパックの制御ボックスハウジングのIP67防水試験において、別々に成形された部品の0.40mmの段差が原因で14.5%の不良が発生しました。これに対し、LS Manufacturingはオーバーモールドの2部構成プロセスを1枚のスライドに最適化しました。これにより段差が解消され、全体のコストを22%削減することができました。ボックス組み立てコストの最適化は、以下のように実現されました。
クライアントの課題
以前の設計では、2つの異なるサプライヤーによる2段階多キャビティ射出成形が必要となり、嵌合フランジ表面に0.40mmの段差が生じました。IP67シールを取り付ける際にOリングがずれてしまい、防水試験で14.5%の不良が発生しました。複数のサプライヤーとの調整に時間がかかったため、コストが18%増加し、生産が6週間遅延しました。
LSマニュファクチャリングソリューション
当社のエンジニアは徹底的なDFM解析を行い、350トンの2色成形機を使用した2色射出成形プロセスを推奨しました。本体とTPEシールは1つのプロセスでオーバーモールドされています。コンフォーマル冷却チャネルを使用してキャビティ温度の変動を±2℃に維持し、異方性収縮の問題を解決しました。試作テスト段階で、ゲートの最初の配置が原因でウェルドラインが発生することが判明したため、ゲートを12mm離し、射出速度を55mm/sから42mm/sに下げました。
結果と価値
初回合格率は85.5%から99.9%に向上し、サイクルタイムは1ユニットあたり110秒から45秒に短縮されました。これら2つの工程を1つの建物に統合したことで、複数のベンダーとの交渉が不要となり、 22%のコスト削減を実現しました。当社の射出成形組立サービスは、迅速なソリューションを提供することで、お客様が今後3年間の事業展開の基盤を築くお手伝いをしました。
この事例は、精密なOEM射出成形見積もりを活用したエンジニアリングベースのプロセス統合によって、組立歩留まりの低さの原因となる問題要因を排除する方法を示しています。このアプローチにより、 22%のコスト削減と99.9%の初回合格率を達成しました。これらの数値は、現在年間15万個のペースで稼働している生産サイクルを通じて得られた実践的な経験に基づいています。したがって、このような公差問題を抱えるティア1サプライヤーに効果的なソリューションが提供されます。
組立コストを22%削減できるかどうかを検証するには、当社の統合専門家による実現可能性レビューをご依頼ください。戦略的な生産計画と見積もりをご提供いたします。

LSマニュファクチャリングのような統合型サプライヤーを選ぶことが、成形と機械組立を分離するよりも優れている理由とは?
これら2つのプロセスを分離すると、責任のなすりつけ合いが発生し、フィッティング問題の解決に何週間もかかるという事態が避けられません。統合された供給元であれば、成形、クリーンルームでの組み立て、機能テストといったすべてのプロセスが同じ場所で行われ、品質管理者の監督下に置かれます。このように、ベンダー間の責任のなすりつけ合いを回避し、立ち上げ時間を35%短縮するために、垂直統合型ビジネスモデルを採用している射出成形サービスプロバイダーを選ぶべき理由をいくつかご紹介します。
単一品質の所有権は責任転嫁を排除する
筐体寸法が0.05mmずれてPCBがはまらなくなった場合、2つの異なるサプライヤーが互いに相手側の公差を非難し合うことになります。しかし、自社内では、試作品の射出成形パラメータを決定した同じエンジニアが、最終組み立て時にも適合性を確認します。つまり、数週間ではなくわずか数時間で真の原因を特定でき、工場間の協議なしに同じ射出成形機で修正作業を行うことができます。
施設間物流をゼロにすることで、サイクルタイムと損傷リスクを削減します。
成形部品を遠隔地の組立工場へ輸送するには、通常3~5日余計に時間がかかり、繊細な筐体は輸送中の損傷を受ける可能性があります。一方、成形ラインのすぐ隣にクラス7のクリーンルームがあれば、密閉型カートを使用して部品を数分で輸送できます。これにより、輸送中の損傷を完全に回避できるだけでなく、少量射出成形から組立までのフローを活用することで、生産サイクル全体を最大40%短縮できます。
出荷前に完全な機能テストを実施し、性能を検証します。
成形後の工程では、同じ工場でPCBAのブラインドメイト挿入、配線処理、レーザーマーキング、および100%機能テスト(FCT)を実施します。FCTにおける電気的不具合は、シリアル化された追跡システムを通じて、特定の金型キャビティと加工パラメータに紐づけることができます。クローズドループフィードバックシステムを採用することで、SMEベンチマークによると、 高速射出成形の歩留まりは他の個別テストシステムと比較して8%向上することが実証されています。
並列プロセス開発による迅速な立ち上げ
金型のテストと組立ラインのセットアップは、順番に行うのではなく、同時に行われます。金型が初回生産品の検査を受けている間に、同じCAD設計から作成された3Dプリントの試作品を使用して、組立治具の認定試験が既に開始されます。迅速な立ち上げスケジュールと、初回注文の納期を35%短縮することを保証するOEM射出成形の見積もりをご提供します。
成形から組立までを統合したパートナーを選ぶことで、責任の所在が不明確なことによる隠れたコストが解消されます。具体的には、立ち上げ期間が35%短縮され、物流上の無駄がゼロになり、品質に関する窓口が一本化されます。この費用対効果の高い射出成形モデルは、一連の引き渡しから、キャビティ圧力から最終的なFCTの合否判定まで監査可能なデータに裏付けられた、継続的なバリューストリームへとサプライチェーンを変革します。
よくある質問
1. 大量生産の自動車用成形に関する包括的なDFMコスト評価の標準的な所要時間はどれくらいですか?
LS Manufacturingでは、STEP/IGESファイル形式の3Dモデルと詳細な組立要件を受領後、 48時間以内に徹底的かつ専門的なDFMレポートを提供することに尽力しています。このDFM分析は無料で提供され、充填分析、潜在的なヒケ問題に関する情報を提供し、コスト構造を最大15%最適化するのに役立ちます。
2. LS Manufacturingは、医療グレードのボックスビルド組立サービスに必要な厳格なトレーサビリティをどのように維持していますか?
弊社では、製造実行システム(MES)の導入を完了いたしました。MESでは、原材料のバッチ、射出成形パラメータプロファイル、組み立て済みバーコードに至るまで、製造プロセスのあらゆる側面を記録します。これにより、医療用ボックスビルド製品の完全なエンドツーエンドのトレーサビリティが保証され、FDAの監査要件を完全に満たすことができます。
3.貴社の射出成形サービスは、コスト効率を維持しながら、少量生産の医療機器の製造に対応できますか?
はい。LS Manufacturingは、医療機器向けにコスト効率の高いクイックチェンジ金型ベース技術とモジュール式キャビティ設計を採用しています。このアプローチにより、高品質医療機器の小ロット生産( 1,000個未満)における金型償却費を40%以上削減できます。そのため、LS Manufacturingの技術は、臨床試験や市場検証の段階において最適なソリューションとなります。
4. 最終的な筐体組み立て後、筐体の密閉性をテストするために、具体的にどのような方法を使用していますか?
LS Manufacturingは、自動車および医療業界の厳しい要件を満たすため、高精度差圧試験機( ±0.01 kPa )を使用し、生産ラインの終端に設置されたヘリウム質量分析装置を用いた完全自動化された漏れ試験を実施しています。LS Manufacturingは、組み立てられたすべての医療機器を検査し、漏れがないことを確認しています。
5. 組立段階において、車載電子機器の電気的機能テスト(FCT)を実施する能力はありますか?
はい。LS Manufacturingには、自動ICTテストおよびFCT用のカスタムテストステーションの設計を専門とする独自の電子工学部門があります。射出成形された筐体を組み立てた後、電源投入テストや信号相互作用などの機能テストを回路基板上で直接実施し、完全に機能するプラグアンドプレイの完成品をお届けします。
6. LS Manufacturingは、生産途中で設計変更(ECN)が必要になった場合、自動車OEMをどのように支援しますか?
LSマニュファクチャリングの金型製造工場は、最新鋭の5軸超精密加工設備と鏡面仕上げの放電加工機を完備しています。当社のエンジニアリングチームは、設計変更をわずか1日で評価し、可能な限り迅速に金型を修正することが可能です。
7. 御社の製造施設は、自動車および医療機器の製造に関して、どのような法令遵守認証を取得していますか?
LS Manufacturingは、厳格な品質管理基準を遵守していることを誇りとしています。当社の主要製造工場はすべて、IATF 16949(自動車品質マネジメントシステム)、 ISO 13485(医療機器品質マネジメントシステム) 、およびISO 9001の認証を取得しており、これにより、お客様の国際サプライチェーンにおいて、極めて価値が高く信頼できるパートナーとなっています。
8. LS Manufacturing社から、カスタム射出成形およびボックス組み立てサービスの正確な見積もりを入手するにはどうすればよいですか?
プロジェクトの部品表(BOM)と技術図面をご提出ください。弊社にて詳細な分析を行い、1営業日以内に、技術的な利点と費用対効果の高い製造ソリューションの両方を強調した詳細な見積書をご提示いたします。
まとめ
医療機器および自動車部品メーカーは、ボックスビルド組立コストの削減を単なる利益率の削減と捉えるのではなく、LS Manufacturingレベルのパートナー企業に、精密射出成形(公差±0.02mm、予測型熱応力管理)と後続の組立工程、そして100%確実なオーバーモールディング工程を統合する能力を求めるべきです。当社は、データ駆動型のアプローチによるエンジニアリング設計により、複数のサプライヤーとの複雑なやり取りを、総コストの削減とサプライチェーンの回復力向上につながるシームレスなエンドツーエンドソリューションへと変革します。
筐体組立、センサー故障、複数のCM作業の調整などでお困りですか?設計不良の製品で無駄な出費をするのはもうやめましょう。 「専門家による見積もりとDFMレビュー」をクリックして、3D CADモデルと組立仕様書をアップロードしてください。経験豊富なLS Manufacturingの技術ディレクターがお客様のプロジェクトを担当し、当社のデータと業界のベストプラクティスに基づき、卓越した専門知識と低コストでクローズドループ射出成形プロセスを実現します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。

