
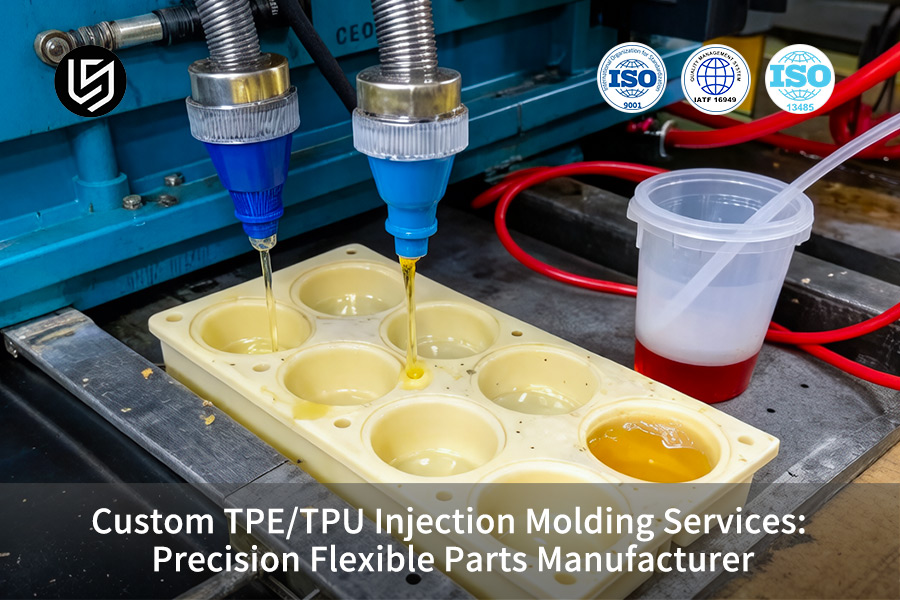
Custom TPE/TPU injection molding services are precision elastomer processes that solve systemic defects—such as shrinkage, flash, and weak overmold adhesion—in medical, automotive, and electronics flexible parts. These issues stem from TPE/TPU's narrow processing windows (within ±5°C) and shear sensitivity, where conventional molding lacks specialized controls, causing dimensional variances beyond ±0.05mm and high scrap rates in volume production.
Our expertise delivers value through deep DFM analysis, high-precision two-shot injection molding, and 100% real-time dynamic quality monitoring, enabling you to achieve shorter lead times, lower total part cost, and consistent accuracy within ±0.005mm for complex thin-wall designs. This full-stack custom approach ensures optimal elasticity with precision, and the following sections will detail technical boundaries and process controls to guide your supplier decision.
Custom TPE/TPU Injection Molding: Precision Flexible Parts Quick-Reference
| Technical Challenge | TPE/TPU-Specific Solution | Result for Precision Parts |
| Material Drying & Handling | TPE/TPU injection molding material drying is a paramount step that eliminates moisture - less than 0.1% at 70-80°C for at least three hours. | This step is a prophylactic measure against the enclosed issues like discoloration cracking etc. it is also ensuring hardness uniformity and matching of batches. |
| Flow & Venting | Higher melt viscosity calls for larger gate and runner sizes as well as efficient venting. | Thickness of walls less than 0.5mm and complicated shapes will be filled entirely, Because of this evading the problems of burning and short shots. |
| Shrinkage & Warpage Control | For shrinkage and warpage control, TPE/TPU has high, anisotropic shrinkage. | It is between 1.5 and 3%, So simulating tool compensation is necessary. We are looking at accurate dimensions and holding tight tolerances generally around 0.15mm. |
| Demolding of Flexible Parts | Flexible parts demolding is problematic as such parts don't possess sufficient rigidity leading to difficulties during ejection. | Implementing higher draft angles and a clever ejection method avoids damage. This enables automated production of such fragile features. |
| Our Process Validation | To validate our process, we use in-mold sensors to monitor cavity pressure and temperature for each shot. | We guarantee that all the injection molding parts will be consistent with weight and properties throughout production. |
Key Takeaways:
- Dryness is a Performance Spec: If TPE and TPU are not dried adequately, this can cause major defects. To prevent this, it is very important to start processing when the moisture content is below 0.1%.
- Flow Demands Space: Due to the very high viscosity, larger gates and runners than those used for rigid plastics are required. Designing this feature properly will help avoid problems with injection pressure and stress.
- Shrinkage is Predictable: It is a must to perform mold flow simulations for handling materials with both high and directional shrinkage. This way, you will ensure that the mold is accurately scaled and you avoid rework at a later stage, which can be very costly.
- Ejection is a Design Feature: Design parts in such a way that they can be ejected easily without requiring the use of additional force. With good draft angles and well-placed ejector pins, the problem of trying to get the material out by force will be eliminated.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Reading up on flexible polymer molding theory is easy; you've got tons of articles to choose from. But this guide is different. It’s penned by our process engineers, who tweak rheology for TPU all day long. Our techniques follow the strict guidelines set by ACS Rubber Division, making sure we connect material chemistry to real-world results, not just the theories in textbooks.
We specialize in parts that demand both flexibility and precision – think biocompatible grips for surgical tools, oil-resistant gaskets for robotics, and soft-touch buttons for aerospace gear. We check our work using the detailed design and testing rules for polymeric materials in electronics from IPC, guaranteeing top-notch performance no matter how harsh the conditions.
Our experience is based on working with numerous materials and accurately setting the 25°C mold temperature for a 50A Shore hardness level. On top of that, we mastered the gate design for thin walls of 0.5mm and the cooling methods to avoid deformation of the assemblies. Sharing this tried-and-tested information allows us to assist you in producing high-quality, soft parts which are production ready and at the same time avoiding the usual problems shrinkage, small tear strength and surface imperfections.

Figure 1: Sparks fly as the maintenance machine processes steel alloy for durable custom injection molding tooling.
Why Is Controlling Shear Sensitivity Critical In Custom TPE/TPU Injection Molding Services?
One of the main reasons for flawless products in custom TPE/TPU injection molding services is controlling shear to protect the polymer so molecular chains remain intact. When shear is not limited, it damages our raw material which results in product failure. This way, implementing a process scientifically-based is a sure way to keep your products quality.
Understanding the Physics of Shear-Induced Degradation
The main problem tied to TPEs and TPUs is their very high sensitivity to shear. At the filling stage, the polymer chains might get fragmented due to too high shear rate which results into yellowing, micro-voids and loss of tensile strength by 30% or more. To achieve uncovered properties and reliable performance of high precision TPE/TPU molding, Consider limit these defects.
Predicting Defects with Virtual Process Optimization
We conduct low-pressure injection molding simulations to predict and prevent such problems. Software like moldflow indicates high-shear areas to us early on, even before production. This way, we can avoid expensive corrections and test runs, thereby achieving a dependable process from the very start. Proactively examining these possible problems is the main step in changing the unpredictable failures into regular outcomes in flexible plastic injection molding. Simply put, this simulation prevents unpredictable part failure before we cut steel, saving you thousands in trial-and-error costs.
Executing a Tailored, Multi-Stage Injection Profile
The answer is a variable fill pattern specially designed for sensitive materials. Initially, it performs a slow fill to prevent jetting, then it switches to a faster fill finally it slows down once more to keep the shear stress level below 0.2 MPa. Thanks to this precision injection molding process, not only do parts improve surface finish but also keep elastomeric recovery at an optimum level and display enhanced wear resistance over time. Because of this, they are able to satisfy even the most stringent durability standards.
Verifying Consistency in High-Volume Production
We make the detailed control of the process an integral part when the goal is consistency in the production of a few million units. For instance, with a complex case like multi-cavity injection molding, we carry out in-line monitoring of cavity pressure and viscosity. That's why, you attain quality confirmation in real-time and produce consistent batches, which means that a complicated material issue is changed into a trustworthy and repeatable specialized injection molding that preserves your brand's excellent reputation.
This approach keeps reliable custom TPE/TPU injection molding services by managing how the material flows. We use material-specific rheology and predictive engineering to build processes that protect the part's molecular structure. This ensures that the final components have high quality and consistent performance over time.

How Do We Maintain ±0.03mm Tolerance For Precision Flexible Parts Molding?
Achieving a 0.03mm tolerance in precision flexible parts molding is almost impossible without the 1.5%-2.5% shrinkage of soft materials. We achieve this by doing a closed-loop method that integrate predictive toolmaking with locked-in process control. This arrangement is the secret to our reliable TPE/TPU injection molding service for top-quality applications.
Tooling: Predictive Geometry and Foundational Precision
- Anisotropic Compensation: We pre-distort mold geometry to counteract material-specific shrinkage, Because of this delivering parts close to the net-shape directly to you.
- ±0.005mm Cavity Accuracy: Our excellent machining precision is the basis for high precision TPE/TPU molding and it will speed up your product-tool sampling cycles.
Process: Eliminating Variables
- ±1°C Thermal Lock: Maintains the mold temperature constant and changes induced by it (most often resulting in dimensional changes) are excluded from your production run.
- ±0.5MPa Pressure Control: This injection molding is effective in preventing post-ejection warpage and, as a result, your parts are able to fulfill the 0.03mm assembly specification.
Verification: Data-Driven Assurance
- First-Article CMM Inspection: Gives you a full dimensional report before production, Because of this providing you with production launch certainty.
- Real-Time SPC Monitoring: To achieve consistent quality while minimizing your risk made possible by low-pressure injection molding and slso ensuring the long-term stability of production runs is a very critical practice in this case.
The outcome is a result of combining anisotropic shrinkage compensation with a process that remains within the limits of 1°C and 0.5 MPa, supported by statistical analysis as well. It converts material disparities into exact dimensions, thereby ensuring parts fit and function reliably. This approach is indispensable to achieve multi-cavity injection molding of the most important pieces. Experience how predictive tooling and locked-in process control achieve ±0.03mm in flexible parts. To validate this precision for your design, contact our engineering team with your application details.

Figure 2: Precision steel molds with guide pins and cables are prepared for high-precision TPE/TPU molding production.
How To Optimize Interfacial Adhesion Energy In Custom TPE Injection Molding Multi-Material Overmolding?
Optimizing adhesion in multi-material overmolding keeps layers from peeling apart under pressure. To achieve this, mechanical interlocking and molecular bonding are key. These methods make sure there's a strong connection with a peel strength of at least 8 N/mm. This is crucial for creating durable parts and seals through custom TPE injection molding.
| Technical Strategy | Key Control Point | Client Benefit & Result |
| Mechanical Interlock | DFM-required undercuts/dovetails on substrate. | Without compromising the part performance, this is one of the ways. Usually it becomes an anchor physically and the strength of the anchor does not depend on chemical compatibility. |
| Molecular Diffusion | The temperature of the nozzle is raised by about 10-15°C above the usual TPE work temperature. | Through polymer chain interdiffusion, high bond strength (8 N/mm) is achieved that is one of the main factors for strong seals and flexible hinges. |
| Process Control | Exact control of substrate temperature and injection speed during an injection molding process. | This ensures that the bond strength is consistent throughout the production, which is a major value of custom TPE/TPU injection molding services. |
| Validation | ASTM D6862 peel strength testing. | We mean the definite acquisition of performance data (8 N/mm versus the usual 3-5 N/mm) which minimizes the risk of your product's qualification and strengthens your automated injection molding production. |
Mechanical interlocks combined with a thermally-activated bonding process produce high-grade adhesion, which in turn was confirmed to generate a peel strength of 8 N/mm. This method, which is very important for two-shot injection molding, assures that your overmolded parts will be able to withstand environmental and fatigue failures. In fact, it brings a competitive reliability advantage even for the most challenging applications and works as a standard for skilled OEM TPE/TPU molding services in high-volume injection molding situations.
Which Specific Process Boundaries Differentiate Custom TPU Injection Molding From Standard TPE Processing?
Mixing up TPE and TPU can lead to big batch defects. You have to know the unique, non-exchangeable process boundaries for each material. These set parameters ensure the final product works properly and is reliable. This analysis covers the key steps for custom TPU injection molding. Here's the first one:
Rigorous Drying: The Non-Negotiable First Step
TPU soaks up moisture really fast. Therefore, you've gotta have an impeccable moisture barrier first. This entails drying it at 110°C with a -40°C dew point for over 4 hours until the moisture is less than 0.02%. Doing this stops hydrolysis—a major issue that leads to weak spots, splay, and inconsistent melt flow, causing wasted batches.
To handle this, team up with a high precision TPE/TPU molding expert who can automate and verify the process, turning a massive risk into a key part of ensuring top-notch parts.
Mastering High-Pressure, High-Temperature Processing
TPU has a very high melt viscosity and great elastic memory, so precision injection molding process needs a very accurate processing. The melt temperature generally varies between 190°C and 220°C, which is Really higher than the melt temperature for most TPEs. The holding pressure also needs to be fairly high 60 to 100 MPa because if we use TPE standards, which is 20-50 MPa, we will run into problems.
The parts may end up with internal voids and shrinkage. Keeping up the pressure properly not only prevents these issues but also leads to the production of dense, void-free components. As a result, the dimensions of the parts will be stable, performance and life are increased.
Specialized Equipment Configuration is Foundational
Screw designed for the general use will not be sufficient since these will generate such high temperature when processing TPU that the material will degrade completely. We need quite a special one with a compression ratio around 2.5:1 to 3:1 and an L/D of at least 20.
This configuration ensures that the melt is smooth and uniform, which means better surface finishes and mechanical properties that are consistent from batch to batch. It is a really important aspect of a reliable TPE/TPU injection molding service. Thanks to this, we are able to make parts that normal equipment simply cannot.
This conversation explicitly outlines the key technical differences between TPU and TPE manufacturing, providing you with the essential information to assess potential partners for collaboration. Working with a molding expert who understands these specialized injection molding parameters means that you will Much decrease the production risks and downtime caused by bad batches, thereby ensuring the robust injection molding process is solid.
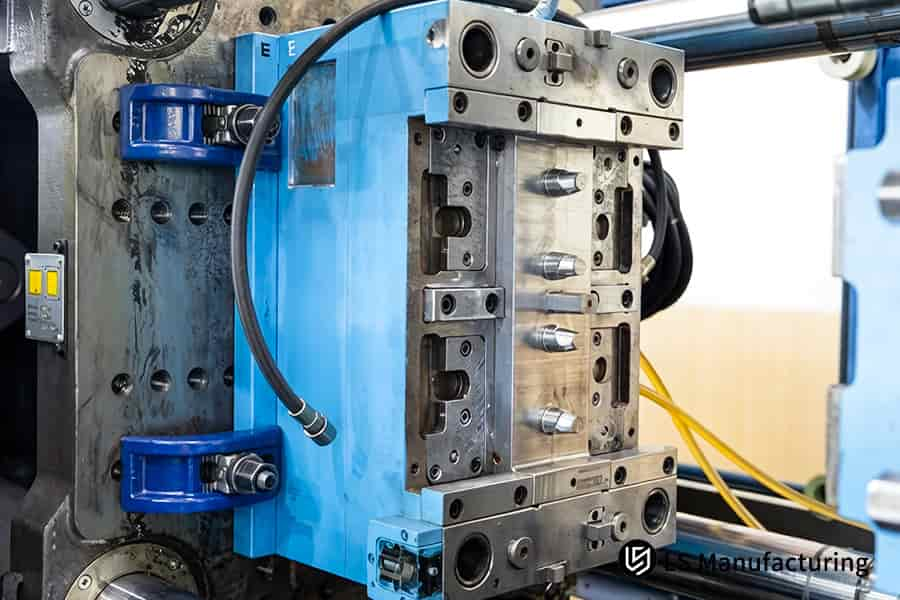
Figure 3: The steel mold injects blue TPU material to form flexible seals for automotive fluid and electrical systems.
How Does Advanced Mold Venting Engineering Prevent Burn Marks And Void Defects In High Precision TPE/TPU Molding?
Normally, burn marks and internal hollows in flexible molds are caused by air being trapped and first burnt in plastic injection cases. Additional vent besides the mold opening that speeds up the leaving of all gases is the core of the solution of advanced venting. No doubt, this works great when the goal is to get excellent surface dents and robust internal structure of high precision TPE/TPU molding:
Precision Venting Design via Flow Simulation
- Our Method: With mold filling analysis, we locate exactly which areas are last to get filled and then install extremely thin vents with a depth of 0.01mm-0.015mm on parting lines and ejector pins.
- Your Benefit: This stops compressed air from going over 400°C, thereby no more burn marks and surface blemishes; your flexible plastic injection molding will look absolutely new, and only this is made possible by advanced injection molding technology.
Integrated Porous Metal and Stepped Venting
- Our Method: We install porous steel (e. g. Porcerax) or stepped venting inserts in deep ribs and complex cores for 3D gas venting.
- Your Benefit: It enables perfect gas escape around blind pockets, resulting in dense, void-free internal structures that not only satisfy sealing but also high-performance requirements through reliable injection molding processes.
Systematic Validation for Process Stability
- Our Method: We double-check the efficiency of vents using cavity pressure sensors at the beginning of production to make sure filling is clean and also to define the most robust process window.
- Your Benefit: You achieve a robust, defect-free production process, which means you remove the possibility of occasional failures and still have reliable custom TPE/TPU injection molding services.
The engineering-oriented approach in question is changing the role of venting from a mere afterthought to a full-fledged science, which is the major factor in determining the output of a part. The technique offers confirmed process windows which totally exclude heavy reworking and scrapping, So assuring higher yields in production.
It gives definite results: no burn marks, preservation of material integrity without any voids, and reliable performance that can be extended towards applications under stressits setting the standard for engineering-grade injection molding solutions.
What Cost-Effective Gating Designs Should A B2B Flexible Plastic Injection Molding Supplier Deploy For High-Volume Automotive Projects?
When it comes to large-scale automotive projects such as producing seals and grommets, the right gating design is the pillar that helps balancing cost, quality, and volume in the flexible plastic injection molding process. Well-planned runner and gate designs not only reduce waste and speed up production but also give a great appearance which is almost the key to unveiling project profitability and making possible precision injection molding of elastomers.
| Gating & Runner Parameter | Conventional Cold Runner Process | Optimized Valve-Gated Hot Runner Process |
| Gate Type & Control | Tab (edge) gate opening; closing could be manual or thermal. | Valve gate mechanically operated, independently controlled by pneumatics. |
| Gate Vestige / Stringing | Severely visible vestige (>0.3mm); frequent plastic strings/drool. | Almost perfect vestige (sub-0.1mm); immediate mechanical cut-off completely abolishes strings. |
| Material Utilization (Waste) | Utilization (Waste) Large scrap: 40-50% of shot weight reclaimable runner. | Maximum efficiency: >98% material use; waste is <2%. |
| Typical Cycle Time | Longer: ~35 seconds (includes runner cooling). | Shorter: ~22 seconds (runnerless system). |
| Filling Consistency & Pressure | Unequal flow; possible hesitation marks. | Simultaneous multi-gate filling is balanced and system can be pressurized up to 150MPa, So ensuring engineering-grade injection molding quality. |
The data underscores that a valve-gated hot runner system eliminates material stringing and drops scrap rates below 2%, making it highly cost-effective for automotive projects.
The comparative data confirms that valve-gated hot runner systems really are the lifeblood of scaling, drastically cutting waste and speeding up cycles to change the economics. It is this way of working that delivers the steady quality and lower overall costs necessary for first-class OEM TPE/TPU molding services. In fact, it sets the benchmark for a dependable TPE/TPU injection molding service and is the industrial injection molding solution that has been tested by production at a high-volume level.

Figure 4: A robotic arm transfers freshly molded transparent TPE container caps onto the green conveyor for cooling and handling.
Success Story: LS Manufacturing Customizes Medical-Grade, Fatigue-Resistant TPU Peristaltic Pump Connectors For A Leading Global Medical Device Manufacturer
A leading medical device OEM faced a critical failure: pump connectors for a new ICU infusion system were fracturing under test, halting the launch. LS Manufacturing was engaged to solve this high-stakes custom TPU injection molding challenge, targeting the root cause of premature fatigue in a critical medical injection molding application.
Client Challenge
The medical-grade TPU connector of the client broke before 500,000 cycles at 120 compressions/minute because of micro-crack propagation that resulted in leaking. Then again, the Shore A hardness measurement changed by ±5, resulting in inaccurate drug dosing. Obviously, this led to a very dangerous situation for the patients and a potential recall of the product which could be very costly. Due to this, the launch of the product that was heavily dependent on precision flexible parts molding was delayed.
LS Manufacturing Solution
With our solution, we tackled not only the defects in the material but also the process. We decided on a higher-purity, fatigue-resistant medical grade TPU and drying was done at a -45°C dew point. The major breakthrough was our exclusive mold with micro-conformal cooling that managed to keep the temperature stable at 0.5°C. This prevented the generation of stress, a fundamental aspect of tight tolerance injection molding for liquid injection molding components.
Results and Value
The optimized connector endured over 5,000,000 fatigue cycles during the independent testing phasea 10 times increase in performance. The hardness variation was kept at 85±1 Shore A level with the dimensional stability of 0.02mm. This removed the client's product liability risk, guaranteed dosing accuracy, and ensured the client's product launch, which resulted in a 5-year exclusive contract for the OEM TPE/TPU molding services.
Finding solutions for extremely severe failure modes demands the mastery of fundamental processes beyond the usual parameters, and this is what this case highlights. Our solution not only helped the client to Really reduce a potential risk but also converted it to a performance level that has been certified, and this is a proof of micro injection molding of life-critical components takes specialized expertise. And, it shows the ability of the client to give quantifiable value through long-term guaranteed product reliability.
To discuss a validated solution for pump connector fatigue and dosing accuracy, contact us to evaluate your design and secure a performance-backed production quotation.

Why Choosing LS Manufacturing As Your Strategic OEM TPE/TPU Molding Services Partner Ensures Supply Chain Resilience?
Supply chain resilience in flexible plastics isn't something you get automatically; it needs to be specifically designed and engineered. It comes from using a data-driven quality and engineering approach, helping you understand your production better and de-risk it from design to delivery. That's how a strategic partnership can give you this kind of security.
Certified Systems, Not Just Promises
Our IATF 16949 and ISO 13485 certifications speak for themselves. This guarantees the processes involved are well documented, controlled, and periodically reviewed to comply with the highest standards of the automotive and medical device industries. So, you experience standardized procedures, straightforward supplier qualification, and fewer risks of errors that might disrupt your production line. On this firm base, our OEM TPE/TPU molding services team is able to develop a reliable supply chain from consistent systems instead of merely random procedures, resulting in a genuine data-driven injection molding team.
A Closed-Loop Data Quality Shield
We integrate a closed loop full-lifecycle quality control system. Starting from raw material purity with spectrometry as part of the incoming QC, through 100% in-process optical inspections, and ending with out-QC with full traceability. Every batch is accompanied by a comprehensive data set serving as a certificate of conformity. It detects problems immediately, prevents faulty items from getting out, and stops costly errors or recalls in the future this is the essence of injection molding process control.
Front-Loaded Expertise for Predictable Outcomes
Within a day after receiving your 3D files, our engineering team prepares a complete DFM report. It includes runner design, gate analysis and defect risk prediction. It gives you a preview of risks and ways they can be mitigated before the start of production so no expensive design changes or waiting for production occur. As a result, your custom TPE/TPU injection molding services start properly, go as the plan, and produce your product quickly In particular thanks to the excellent injection molding systems.
Choosing a certified partner is very important for maintaining a healthy business. We carry out systemic quality controls, real-time data inspections, and engineering interventions. These measures help us maintain the precision and quality of high precision TPE/TPU molding. You can rely on our supply chain for your demanding flexible parts applications.
FAQs
1. What is the absolute minimum tolerance LS Manufacturing can achieve for custom TPU molded parts?
With extremely accurate flexible parts, dimensional absolute tolerance of ±0.03mm has been achieved by using mirror-finish EDM cavity fabrication and combining closed-loop, real-time injection molding pressure controls. This allows us to compensate for material stretchiness and maintain consistent accuracy during all production cycles So it is very suitable for challenging tasks.
2. How do you guarantee zero-delamination in TPE overmolding onto rigid PA66 or PC substrates?
We prevent it by using detailed thermal management in the molds to keep the interface temperature perfect, along with special TPE grades. The combo creates a strong chemical bond and blends polymer chains together, ensuring the interfacial bonding strength hits at least 8N/mm. That's way more than what the substrate or TPE can rip apart on its own.
3. Which international quality and manufacturing certifications does LS Manufacturing fully comply with?
LS Manufacturing is a top supplier that follows all the rules set by big organizations. They stick to IATF 16949 for cars, ISO 13485 for medical stuff, and ISO 9001:2015 for general quality control. Thanks to these strict guidelines, LS Manufacturing can track everything they make and fix mistakes quickly. So, their products are flawless and trusted worldwide.
4. How does your team handle the severe moisture absorption issues associated with technical TPU resins before injection?
We deal with moisture absorption through a strict pre-processing routine. Each batch of raw TPU resin gets dried in industrial desiccant dryers at a stable -40°C dew point for 4-6 hours. This keeps the internal moisture content under 0.02%, making sure splay, bubbles, and damage to the final product's mechanical properties don't happen.
5. Can LS Manufacturing provide comprehensive DFM analysis and Moldflow simulation before building the actual tools?
We offer a free DFM analysis and a complete Moldflow simulation report, done within 24 hours of getting your STEP files. This pre-tooling evaluation looks at filling, packing, cooling, and warpage to catch and fix issues like sink marks, weak weld lines, and stress concentrations. So, we help make your project safer before any financial commitment.
6. What typical tooling material and lifespan standards do you offer for high-volume custom TPE injection molding runs?
For high-volume runs over 500,000 cycles, we use top imported steels like ASSAB 718H or H13, hardened to HRC 52+. This gives awesome wear and corrosion resistance. It's also backed by our lifetime warranty, including free maintenance, ensuring the tooling hits those production and quality marks throughout its lifespan.
7. How does LS Manufacturing optimize the overall manufacturing cycle times for thick-walled flexible elastomeric products?
We boost cycle times up to 35% for thick-walled elastomers with a simple plan. We use beryllium-copper mold inserts and cool them with advanced conformal cooling channels right behind the cavity surfaces. This setup lets heat escape uniformly and quickly, cutting down that long cooling phase typical for such materials.
8. What are your flexible component quality inspection protocols to ensure zero-defect shipment of custom components?
Our zero-defect inspection protocol uses fully automated inline vision sorting for defects, combined with strict lab tests. We check for stress-relaxation and cyclic tensile failure, plus do precise micro-caliper measurements. This ensures all critical dimensions are met, and every shipped part is super durable and functions as required. For a detailed quote, please contact our team.
Summary
Custom TPE/TPU injection molding blends runner thermodynamics, material flow behavior, and tight pressure control. This process minimizes issues like shear, voids, and burning, which directly affect part durability and fit. With years of experience in compounding and precise ±0.03mm dimensions, LS Manufacturing supports top firms in autos, med tech, and electronics. They convert parts into system advantages that give a competitive edge.
Shrinkage, warping, and hardeness issues shouldn't hold up your launch. Our rubber compound pros are here to help—strengthening your product's defenses. Hit "Get Custom injection molding Solutions & Quote" to send over your CAD drawings. In less than a day, we'll provide a free DFM report on gates, vents, and weld lines. This ensures a robust, see-through, and economically sound manufacturing setup worldwide.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
