
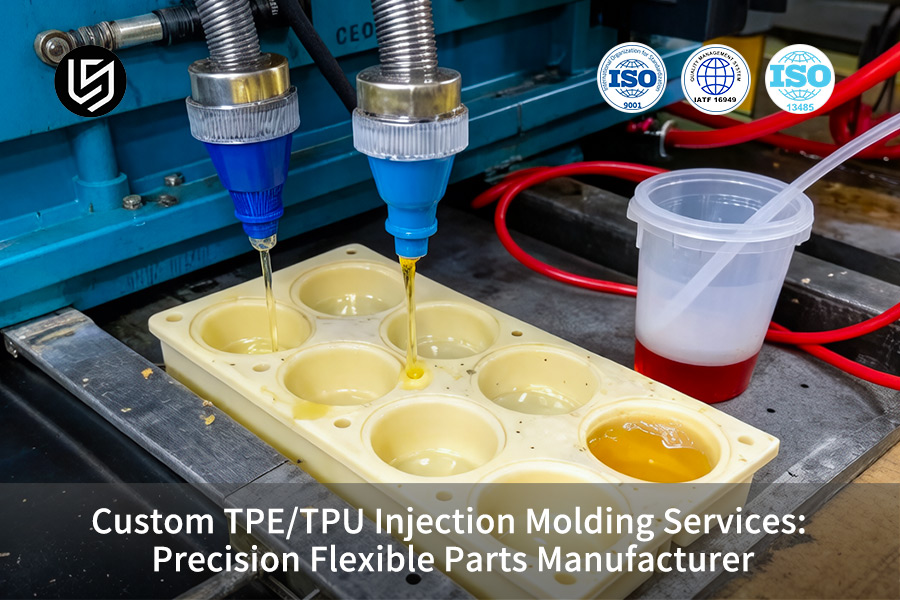
I servizi di stampaggio a iniezione personalizzato di TPE/TPU sono processi di precisione per elastomeri che risolvono difetti sistemici , come il ritiro, le bave e la scarsa adesione dello stampaggio, nei componenti flessibili per i settori medicale, automobilistico ed elettronico. Questi problemi derivano dalle ristrette finestre di lavorazione del TPE/TPU (entro ±5 °C ) e dalla sua sensibilità al taglio, laddove lo stampaggio convenzionale non dispone di controlli specifici, causando variazioni dimensionali superiori a ±0,05 mm e alti tassi di scarto nella produzione di massa.
La nostra competenza genera valore attraverso un'analisi DFM approfondita, lo stampaggio a iniezione a due componenti ad alta precisione e il monitoraggio dinamico della qualità in tempo reale al 100% , consentendovi di ottenere tempi di consegna più brevi, costi totali dei componenti inferiori e una precisione costante entro ±0,005 mm per design complessi a parete sottile. Questo approccio personalizzato completo garantisce un'elasticità ottimale con precisione, e le sezioni seguenti illustreranno in dettaglio i limiti tecnici e i controlli di processo per guidare la vostra scelta del fornitore.
Stampaggio a iniezione personalizzato di TPE/TPU: Guida rapida ai componenti flessibili di precisione
| Livello tecnico | Soluzione specifica per TPE/TPU | Risultato per Componenti di Precisione |
| Essiccazione e manipolazione dei materiali | L'asciugatura del materiale per stampaggio a iniezione TPE/TPU è una fase fondamentale che elimina l'umidità, mantenendola al di sotto dello 0,1% a 70-80°C per almeno tre ore . | Questo passaggio rappresenta una misura profilattica contro problematiche quali scolorimento, screpolature, ecc., e garantisce inoltre uniformità di durezza e corrispondenza tra i lotti. |
| Flusso e ventilazione | Una maggiore viscosità del fuso richiede canali di iniezione e di alimentazione di dimensioni maggiori , nonché un sistema di sfiato efficiente. | Le pareti con spessore inferiore a 0,5 mm e le forme complesse verranno riempite completamente, evitando così problemi di bruciature e colature incomplete. |
| Controllo del restringimento e della deformazione | Per il controllo del restringimento e della deformazione, il TPE/TPU presenta un restringimento anisotropo elevato. | Si aggira tra l'1,5 e il 3% , quindi è necessaria la simulazione della compensazione dell'utensile. Puntiamo a dimensioni precise e a tolleranze ristrette, generalmente intorno a 0,15 mm . |
| Sformatura di componenti flessibili | La sformatura di pezzi flessibili è problematica poiché tali pezzi non possiedono una rigidità sufficiente, il che causa difficoltà durante l'estrazione. | L'adozione di angoli di sformo più elevati e di un ingegnoso metodo di espulsione evita danni. Ciò consente la produzione automatizzata di elementi così fragili. |
| La convalida del nostro processo | Per convalidare il nostro processo, utilizziamo sensori integrati nello stampo per monitorare la pressione e la temperatura della cavità per ogni singola iniezione. | Garantiamo che tutti i componenti stampati a iniezione avranno peso e proprietà costanti durante l'intero processo produttivo. |
Punti chiave:
- L'asciugatura è una specifica prestazionale: se il TPE e il TPU non vengono asciugati adeguatamente, possono verificarsi gravi difetti. Per evitarlo, è fondamentale iniziare la lavorazione quando il contenuto di umidità è inferiore allo 0,1% .
- Il flusso richiede spazio: a causa dell'elevatissima viscosità, sono necessari canali di iniezione e condotti più grandi rispetto a quelli utilizzati per le materie plastiche rigide . Una progettazione adeguata di questa caratteristica contribuirà a evitare problemi di pressione e sollecitazioni dovute all'iniezione .
- Il ritiro è prevedibile: è fondamentale eseguire simulazioni di flusso dello stampo per la gestione di materiali con ritiro elevato e direzionale . In questo modo, si garantisce che lo stampo sia dimensionato correttamente ed si evitano rilavorazioni in una fase successiva, che possono risultare molto costose.
- L'espulsione è una caratteristica di progettazione: i pezzi vanno progettati in modo da poter essere espulsi facilmente senza richiedere l'uso di forza aggiuntiva. Con angoli di sformo adeguati e perni di espulsione posizionati correttamente , il problema di dover espellere il materiale con la forza verrà eliminato.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Approfondire la teoria dello stampaggio di polimeri flessibili è facile: ci sono tantissimi articoli tra cui scegliere. Ma questa guida è diversa. È stata scritta dai nostri ingegneri di processo, che si dedicano quotidianamente alla messa a punto della reologia del TPU. Le nostre tecniche seguono le rigide linee guida stabilite dalla divisione Gomma di ACS , garantendo che la chimica dei materiali sia collegata a risultati concreti, non solo alle teorie dei libri di testo.
Siamo specializzati in componenti che richiedono flessibilità e precisione, come ad esempio impugnature biocompatibili per strumenti chirurgici, guarnizioni resistenti all'olio per la robotica e pulsanti soft-touch per apparecchiature aerospaziali . Verifichiamo il nostro lavoro utilizzando le rigorose norme di progettazione e collaudo per materiali polimerici in elettronica definite da IPC , garantendo prestazioni di altissimo livello anche nelle condizioni più estreme.
La nostra esperienza si basa sulla lavorazione di numerosi materiali e sulla precisa impostazione della temperatura dello stampo a 25 °C per una durezza Shore di 50 A. Inoltre, abbiamo perfezionato la progettazione del canale di iniezione per pareti sottili di 0,5 mm e i metodi di raffreddamento per evitare la deformazione degli assemblaggi. La condivisione di queste informazioni collaudate ci consente di aiutarvi a produrre componenti morbidi di alta qualità, pronti per la produzione, evitando al contempo i problemi comuni di ritiro, scarsa resistenza allo strappo e imperfezioni superficiali.

Figura 1: Scintille volano mentre la macchina di manutenzione lavora la lega di acciaio per la realizzazione di stampi a iniezione personalizzati e resistenti.
Perché il controllo della sensibilità al taglio è fondamentale nei servizi di stampaggio a iniezione personalizzato di TPE/TPU?
Uno dei motivi principali per cui i prodotti realizzati con i servizi di stampaggio a iniezione personalizzato di TPE/TPU risultano impeccabili è il controllo delle sollecitazioni di taglio, che proteggono il polimero e mantengono intatte le catene molecolari . Quando le sollecitazioni di taglio non vengono limitate, danneggiano la materia prima, compromettendo la qualità del prodotto. Pertanto, l'implementazione di un processo scientificamente validato è un modo sicuro per preservare l'alta qualità dei prodotti.
Comprendere la fisica della degradazione indotta dal taglio
Il problema principale legato ai TPE e ai TPU è la loro elevatissima sensibilità al taglio. Durante la fase di riempimento, le catene polimeriche possono frammentarsi a causa di una velocità di taglio troppo elevata, con conseguente ingiallimento, microvuoti e perdita di resistenza alla trazione pari o superiore al 30% . Per ottenere proprietà ottimali e prestazioni affidabili nello stampaggio di TPE/TPU ad alta precisione , è fondamentale limitare questi difetti.
Previsione dei difetti tramite ottimizzazione virtuale dei processi
Eseguiamo simulazioni di stampaggio a iniezione a bassa pressione per prevedere e prevenire tali problemi. Software come Moldflow ci segnalano tempestivamente le aree ad alta sollecitazione di taglio, ancor prima della produzione. In questo modo, possiamo evitare costose correzioni e prove, ottenendo così un processo affidabile fin dall'inizio. Esaminare proattivamente questi potenziali problemi è il passo fondamentale per trasformare i guasti imprevedibili in risultati regolari nello stampaggio a iniezione di materie plastiche flessibili . In poche parole, questa simulazione previene guasti imprevedibili dei pezzi prima ancora di tagliare l'acciaio, facendovi risparmiare migliaia di euro in costi di prove ed errori.
Esecuzione di un profilo di iniezione personalizzato e a più fasi
La risposta risiede in uno schema di riempimento variabile, appositamente progettato per materiali sensibili. Inizialmente, il riempimento è lento per prevenire la formazione di getti, poi passa a un riempimento più rapido e infine rallenta nuovamente per mantenere il livello di sollecitazione di taglio al di sotto di 0,2 MPa . Grazie a questo processo di stampaggio a iniezione di precisione , i pezzi non solo presentano una migliore finitura superficiale, ma mantengono anche un recupero elastomerico ottimale e mostrano una maggiore resistenza all'usura nel tempo. Per questo motivo, sono in grado di soddisfare anche gli standard di durabilità più rigorosi.
Verifica della coerenza nella produzione ad alto volume
Quando l'obiettivo è la costanza nella produzione di milioni di unità, il controllo dettagliato del processo diventa parte integrante del nostro approccio. Ad esempio, in un caso complesso come lo stampaggio a iniezione multicavità , effettuiamo un monitoraggio in linea della pressione e della viscosità all'interno della cavità. In questo modo, otteniamo una conferma della qualità in tempo reale e produciamo lotti uniformi, trasformando una complessa problematica relativa ai materiali in uno stampaggio a iniezione specializzato, affidabile e ripetibile, che preserva l'eccellente reputazione del vostro marchio.
Questo approccio garantisce servizi di stampaggio a iniezione di TPE/TPU personalizzati e affidabili, controllando il flusso del materiale. Utilizziamo la reologia specifica del materiale e l'ingegneria predittiva per sviluppare processi che proteggano la struttura molecolare del componente. Ciò assicura che i componenti finali abbiano un'elevata qualità e prestazioni costanti nel tempo.

Come manteniamo una tolleranza di ±0,03 mm nello stampaggio di precisione di componenti flessibili?
Raggiungere una tolleranza di 0,03 mm nello stampaggio di componenti flessibili di precisione è quasi impossibile senza il ritiro dell'1,5%-2,5% tipico dei materiali morbidi. Noi ci riusciamo grazie a un metodo a circuito chiuso che integra la progettazione predittiva degli stampi con il controllo di processo a controllo fisso. Questa configurazione è il segreto del nostro affidabile servizio di stampaggio a iniezione di TPE/TPU per applicazioni di altissima qualità.
Strumenti: geometria predittiva e precisione fondamentale
- Compensazione anisotropica: Pre-deformiamo la geometria dello stampo per contrastare il ritiro specifico del materiale , in modo da potervi fornire direttamente pezzi con una forma vicina a quella definitiva.
- Precisione della cavità di ±0,005 mm: la nostra eccellente precisione di lavorazione è alla base dello stampaggio di TPE/TPU ad alta precisione e velocizzerà i cicli di campionatura prodotto-stampo.
Procedura: Eliminazione delle variabili
- Blocco termico ±1°C: mantiene costante la temperatura dello stampo ed esclude le variazioni da essa indotte ( che il più delle volte si traducono in variazioni dimensionali ) dal ciclo di produzione.
- Controllo della pressione di ±0,5 MPa: questo stampaggio a iniezione è efficace nel prevenire la deformazione post-estrazione e, di conseguenza, i vostri pezzi possono soddisfare la specifica di assemblaggio di 0,03 mm .
Verifica: garanzia basata sui dati
- Ispezione CMM del primo articolo: fornisce un report dimensionale completo prima della produzione, garantendo così la certezza del lancio della produzione .
- Monitoraggio SPC in tempo reale: per ottenere una qualità costante riducendo al minimo i rischi, reso possibile dallo stampaggio a iniezione a bassa pressione , e per garantire la stabilità a lungo termine dei cicli di produzione, questa è una pratica fondamentale.
Il risultato è frutto della combinazione della compensazione del ritiro anisotropico con un processo che si mantiene entro i limiti di 1 °C e 0,5 MPa , supportato anche da analisi statistiche. Converte le disparità di materiale in dimensioni esatte, garantendo così che i pezzi si adattino e funzionino in modo affidabile. Questo approccio è indispensabile per realizzare lo stampaggio a iniezione multicavità dei componenti più importanti. Scoprite come la progettazione predittiva degli stampi e il controllo di processo a blocco di fase consentono di ottenere una precisione di ±0,03 mm nei componenti flessibili. Per convalidare questa precisione per il vostro progetto, contattate il nostro team di ingegneri fornendoci i dettagli della vostra applicazione.

Figura 2: Stampi in acciaio di precisione con perni di guida e cavi sono preparati per la produzione di stampaggio di TPE/TPU ad alta precisione.
Come ottimizzare l'energia di adesione interfacciale nello stampaggio a iniezione di TPE personalizzato con sovrastampaggio multimateriale?
L'ottimizzazione dell'adesione nello stampaggio a iniezione multimateriale impedisce che gli strati si separino sotto pressione. A tal fine, l'interblocco meccanico e il legame molecolare sono fondamentali. Questi metodi garantiscono una connessione forte con una resistenza alla pelatura di almeno 8 N/mm . Questo è cruciale per la creazione di componenti e guarnizioni durevoli tramite stampaggio a iniezione di TPE personalizzato .
| Intelligenza tecnica | Punto di controllo chiave | Vantaggi e risultati per il cliente |
| Interblocco meccanico | Sottosquadri/incastri a coda di rondine richiesti dal DFM sul substrato. | Senza compromettere le prestazioni del componente, questo è uno dei metodi. Solitamente funge da ancoraggio fisico e la resistenza dell'ancoraggio non dipende dalla compatibilità chimica . |
| Diffusione molecolare | La temperatura dell'ugello viene aumentata di circa 10-15 °C rispetto alla normale temperatura di esercizio del TPE. | Grazie all'interdiffusione delle catene polimeriche, si ottiene un'elevata forza di adesione ( 8 N/mm ), che è uno dei fattori principali per ottenere guarnizioni resistenti e cerniere flessibili. |
| Controllo di processo | Controllo preciso della temperatura del substrato e della velocità di iniezione durante un processo di stampaggio a iniezione . | Ciò garantisce che la forza di adesione sia costante durante tutta la produzione, un aspetto fondamentale dei servizi di stampaggio a iniezione personalizzato di TPE/TPU . |
| Validazione | Test di resistenza alla pelatura ASTM D6862. | Ci riferiamo all'acquisizione definitiva di dati prestazionali ( 8 N/mm rispetto ai soliti 3-5 N/mm ) che minimizzano il rischio di non qualificare il vostro prodotto e rafforzano la vostra produzione automatizzata di stampaggio a iniezione . |
L'incastro meccanico, combinato con un processo di incollaggio termoattivato, produce un'adesione di alta qualità, che a sua volta ha dimostrato di generare una resistenza alla pelatura di 8 N/mm . Questo metodo, fondamentale per lo stampaggio a iniezione a due componenti , garantisce che i pezzi sovrastampati siano in grado di resistere a sollecitazioni ambientali e a cedimenti dovuti alla fatica. Di fatto, offre un vantaggio competitivo in termini di affidabilità anche nelle applicazioni più impegnative e si configura come uno standard per i servizi di stampaggio TPE/TPU OEM specializzati in situazioni di stampaggio a iniezione ad alto volume .
Quali sono i limiti specifici del processo che differenziano lo stampaggio a iniezione di TPU personalizzato dalla lavorazione standard del TPE?
Mescolare TPE e TPU può causare difetti di produzione su larga scala. È fondamentale conoscere i limiti di processo unici e non intercambiabili per ciascun materiale . Questi parametri predefiniti garantiscono il corretto funzionamento e l'affidabilità del prodotto finale. Questa analisi illustra le fasi chiave dello stampaggio a iniezione personalizzato di TPU . Ecco la prima:
Asciugatura rigorosa: il primo passo imprescindibile.
Il TPU assorbe l'umidità molto rapidamente. Pertanto, è fondamentale creare prima una barriera anti-umidità impeccabile. Ciò implica asciugarlo a 110 °C con un punto di rugiada di -40 °C per oltre 4 ore , fino a quando l'umidità non scende al di sotto dello 0,02% . In questo modo si previene l'idrolisi, un problema importante che causa punti deboli, irregolarità e un flusso di fusione non uniforme, con conseguente spreco di lotti.
Per gestire questa situazione, è fondamentale collaborare con un esperto di stampaggio di TPE/TPU ad alta precisione, in grado di automatizzare e verificare il processo, trasformando un rischio elevato in un elemento chiave per garantire componenti di altissima qualità.
Padronanza dei processi ad alta pressione e alta temperatura
Il TPU ha una viscosità di fusione molto elevata e un'ottima memoria elastica, quindi il processo di stampaggio a iniezione di precisione richiede una lavorazione molto accurata. La temperatura di fusione varia generalmente tra 190 °C e 220 °C , che è decisamente superiore alla temperatura di fusione della maggior parte dei TPE. Anche la pressione di mantenimento deve essere piuttosto elevata, da 60 a 100 MPa, perché se utilizzassimo gli standard TPE, che sono di 20-50 MPa , incontreremmo dei problemi.
I componenti potrebbero presentare vuoti interni e restringimenti. Mantenere la pressione corretta non solo previene questi problemi, ma consente anche di produrre componenti densi e privi di vuoti. Di conseguenza, le dimensioni dei componenti risulteranno stabili e le prestazioni e la durata saranno maggiori.
La configurazione delle apparecchiature specializzate è fondamentale
Una vite progettata per uso generale non sarà sufficiente, poiché durante la lavorazione del TPU genererà temperature talmente elevate da degradare completamente il materiale. Abbiamo bisogno di una vite specifica con un rapporto di compressione compreso tra 2,5:1 e 3:1 e un rapporto L/D di almeno 20 .
Questa configurazione garantisce una fusione liscia e uniforme, il che si traduce in migliori finiture superficiali e proprietà meccaniche costanti da lotto a lotto. È un aspetto davvero importante per un servizio affidabile di stampaggio a iniezione di TPE/TPU . Grazie a ciò, siamo in grado di realizzare componenti che le normali attrezzature non possono produrre.
Questa conversazione illustra in modo esplicito le principali differenze tecniche tra la produzione di TPU e TPE , fornendoti le informazioni essenziali per valutare potenziali partner di collaborazione. Lavorare con un esperto di stampaggio che comprende questi parametri specifici dello stampaggio a iniezione significa ridurre significativamente i rischi di produzione e i tempi di inattività causati da lotti difettosi, garantendo così un processo di stampaggio a iniezione robusto e affidabile.
Figura 3: Lo stampo in acciaio inietta materiale TPU blu per formare guarnizioni flessibili per sistemi idraulici ed elettrici automobilistici.
In che modo le tecnologie avanzate di ventilazione degli stampi prevengono bruciature e difetti di vuoto nello stampaggio di precisione di TPE/TPU?
Normalmente, bruciature e cavità interne negli stampi flessibili sono causate dall'aria intrappolata e bruciata durante il processo di iniezione della plastica . Un sistema di ventilazione avanzato, che prevede l'aggiunta di uno sfiato oltre all'apertura dello stampo per accelerare la fuoriuscita di tutti i gas, rappresenta la soluzione ideale. Questo sistema si rivela particolarmente efficace quando l'obiettivo è ottenere una superficie liscia e una struttura interna robusta, tipiche dello stampaggio di precisione di TPE/TPU .
Progettazione di precisione dei sistemi di ventilazione tramite simulazione del flusso
- Il nostro metodo: tramite l'analisi del riempimento dello stampo, individuiamo con precisione le aree che vengono riempite per ultime e quindi installiamo sfiati estremamente sottili con una profondità di 0,01 mm-0,015 mm sulle linee di separazione e sui perni di espulsione.
- Il tuo vantaggio: questo impedisce all'aria compressa di superare i 400 ° C, eliminando così bruciature e imperfezioni superficiali; i tuoi stampaggi a iniezione di plastica flessibile avranno un aspetto assolutamente nuovo, e questo è possibile solo grazie alla tecnologia avanzata di stampaggio a iniezione .
Metallo poroso integrato e ventilazione a gradini
- Il nostro metodo: installiamo acciaio poroso (ad esempio Porcerax ) o inserti di ventilazione a gradini in nervature profonde e nuclei complessi per la ventilazione tridimensionale dei gas.
- Il tuo vantaggio: consente una perfetta fuoriuscita del gas intorno alle cavità cieche, dando luogo a strutture interne dense e prive di vuoti che non solo soddisfano i requisiti di tenuta, ma anche le elevate prestazioni grazie a processi di stampaggio a iniezione affidabili .
Validazione sistematica per la stabilità del processo
- Il nostro metodo: all'inizio della produzione verifichiamo due volte l'efficienza degli sfiati utilizzando sensori di pressione della cavità per assicurarci che il riempimento sia pulito e per definire la finestra di processo più robusta .
- Il tuo vantaggio: ottieni un processo di produzione robusto e privo di difetti, il che significa che elimini la possibilità di guasti occasionali e continui a disporre di servizi affidabili di stampaggio a iniezione personalizzato di TPE/TPU .
L' approccio ingegneristico in questione sta trasformando il ruolo dello sfiato da semplice ripensamento a vera e propria scienza, fattore determinante per la resa di un componente. La tecnica offre finestre di processo consolidate che escludono completamente rilavorazioni e scarti, garantendo così rese produttive più elevate.
Garantisce risultati definitivi : assenza di bruciature, preservazione dell'integrità del materiale senza vuoti e prestazioni affidabili estendibili ad applicazioni sotto stress, definendo lo standard per le soluzioni di stampaggio a iniezione di livello ingegneristico.
Quali soluzioni di colata economicamente vantaggiose dovrebbe adottare un fornitore B2B di stampaggio a iniezione di plastica flessibile per progetti automobilistici ad alto volume?
Quando si tratta di progetti automobilistici su larga scala, come la produzione di guarnizioni e occhielli, una corretta progettazione del sistema di alimentazione è fondamentale per bilanciare costi, qualità e volume nel processo di stampaggio a iniezione di materie plastiche flessibili . Una progettazione accurata dei canali di alimentazione e dei punti di iniezione non solo riduce gli sprechi e velocizza la produzione, ma garantisce anche un aspetto estetico eccellente, elemento chiave per la redditività del progetto e per la realizzazione di uno stampaggio a iniezione di precisione degli elastomeri.
| Parametri di gate e di scorrimento | Processo convenzionale a canale freddo | Processo a canale caldo con valvola a saracinesca ottimizzato |
| Tipologia e controllo del cancello | Apertura del cancello a linguetta (bordo); la chiusura può essere manuale o termica. | Valvola a saracinesca azionata meccanicamente e controllata in modo indipendente tramite sistema pneumatico. |
| Vestigia del cancello / Cornici | Residui fortemente visibili ( >0,3 mm ); frequenti filamenti di plastica/saliva. | Residui pressoché perfetti ( inferiori a 0,1 mm ); il taglio meccanico immediato elimina completamente le corde. |
| Utilizzo dei materiali (rifiuti) | Utilizzo (scarto) Scarti di grandi dimensioni: 40-50% del peso dei grani recuperabili. | Massima efficienza: utilizzo dei materiali >98% ; sprechi <2% . |
| Tempo di ciclo tipico | Tempo di risposta più lungo: circa 35 secondi (compreso il raffreddamento del rullo). | Più breve: circa 22 secondi (sistema senza corridori). |
| Consistenza e pressione di riempimento | Flusso irregolare; possibili segni di esitazione. | Il riempimento simultaneo a più punti di iniezione è bilanciato e il sistema può essere pressurizzato fino a 150 MPa , garantendo così una qualità di stampaggio a iniezione di livello ingegneristico . |
I dati sottolineano che un sistema a canale caldo con valvola elimina la formazione di filamenti di materiale e riduce gli scarti al di sotto del 2% , risultando quindi estremamente conveniente per i progetti automobilistici.
I dati comparativi confermano che i sistemi a canale caldo con valvola di iniezione sono davvero la linfa vitale della scalabilità, riducendo drasticamente gli sprechi e accelerando i cicli per cambiare la redditività. È questo metodo di lavoro che garantisce la qualità costante e i costi complessivi inferiori necessari per servizi di stampaggio TPE/TPU OEM di prima classe. Di fatto, definisce il punto di riferimento per un servizio di stampaggio a iniezione TPE/TPU affidabile ed è la soluzione di stampaggio a iniezione industriale che è stata testata in produzione ad alto volume.

Figura 4: Un braccio robotico trasferisce i tappi trasparenti in TPE appena stampati sul nastro trasportatore verde per il raffreddamento e la movimentazione.
Caso di successo: LS Manufacturing personalizza connettori per pompe peristaltiche in TPU di grado medicale, resistenti alla fatica, per un'azienda leader mondiale nella produzione di dispositivi medici.
Un'importante azienda produttrice di dispositivi medicali si è trovata ad affrontare un guasto critico: i connettori delle pompe per un nuovo sistema di infusione per terapia intensiva si rompevano durante i test, bloccandone il lancio. LS Manufacturing è stata incaricata di risolvere questa complessa sfida di stampaggio a iniezione di TPU personalizzato , concentrandosi sulla causa principale dell'affaticamento precoce in un'applicazione medica critica.
Sfida del cliente
Il connettore in TPU di grado medicale del cliente si è rotto prima di 500.000 cicli a 120 compressioni/minuto a causa della propagazione di microfratture che hanno provocato perdite. Inoltre, la misurazione della durezza Shore A è variata di ±5 , con conseguente dosaggio impreciso del farmaco. Ovviamente, ciò ha creato una situazione molto pericolosa per i pazienti e un potenziale richiamo del prodotto, che avrebbe potuto risultare molto costoso. Per questo motivo, il lancio del prodotto, che dipendeva fortemente dallo stampaggio di componenti flessibili di precisione, è stato ritardato.
Soluzione di produzione LS
Con la nostra soluzione, abbiamo affrontato non solo i difetti del materiale, ma anche il processo. Abbiamo optato per un TPU di grado medicale ad elevata purezza e resistenza alla fatica, e l'essiccazione è stata effettuata a un punto di rugiada di -45 °C . La vera innovazione è stata il nostro stampo esclusivo con raffreddamento micro-conformazionale, in grado di mantenere la temperatura stabile a 0,5 °C . Ciò ha impedito la generazione di stress, un aspetto fondamentale dello stampaggio a iniezione con tolleranze ristrette per componenti realizzati con la tecnica di stampaggio a iniezione di liquidi .
Risultati e valore
Il connettore ottimizzato ha resistito a oltre 5.000.000 di cicli di fatica durante la fase di test indipendente, con un incremento delle prestazioni di 10 volte . La variazione di durezza è stata mantenuta a un livello di 85±1 Shore A con una stabilità dimensionale di 0,02 mm . Ciò ha eliminato il rischio di responsabilità del prodotto per il cliente, ha garantito la precisione del dosaggio e ha assicurato il lancio del prodotto, che ha portato a un contratto esclusivo di 5 anni per i servizi di stampaggio OEM di TPE/TPU .
Trovare soluzioni per modalità di guasto estremamente gravi richiede la padronanza di processi fondamentali che vanno oltre i parametri usuali, ed è proprio ciò che questo caso evidenzia. La nostra soluzione non solo ha aiutato il cliente a ridurre concretamente un potenziale rischio, ma lo ha anche convertito in un livello di prestazioni certificato, a dimostrazione che lo stampaggio a microiniezione di componenti critici richiede competenze specialistiche. Inoltre, dimostra la capacità del cliente di fornire un valore quantificabile attraverso un'affidabilità del prodotto garantita a lungo termine.
Per discutere una soluzione validata per la resistenza alla fatica dei connettori delle pompe e la precisione del dosaggio, contattateci per valutare il vostro progetto e ottenere un preventivo di produzione basato sulle prestazioni.

Perché scegliere LS Manufacturing come partner strategico per i servizi di stampaggio OEM in TPE/TPU garantisce la resilienza della catena di fornitura?
La resilienza della catena di fornitura nel settore delle materie plastiche flessibili non è qualcosa che si ottiene automaticamente; richiede una progettazione e un'ingegneria specifiche. Essa deriva dall'utilizzo di un approccio alla qualità e all'ingegneria basato sui dati , che consente di comprendere meglio la produzione e di ridurne i rischi, dalla progettazione alla consegna. È così che una partnership strategica può offrire questo tipo di sicurezza.
Sistemi certificati, non solo promesse.
Le nostre certificazioni IATF 16949 e ISO 13485 parlano da sole. Garantiscono che i processi coinvolti siano ben documentati, controllati e periodicamente rivisti per essere conformi ai più elevati standard dei settori automobilistico e dei dispositivi medici . In questo modo, potrete beneficiare di procedure standardizzate, una qualificazione dei fornitori semplice e un minor rischio di errori che potrebbero interrompere la vostra linea di produzione. Su queste solide basi, il nostro team di servizi di stampaggio TPE/TPU OEM è in grado di sviluppare una catena di fornitura affidabile basata su sistemi coerenti anziché su procedure casuali, dando vita a un team di stampaggio a iniezione realmente orientato ai dati .
Uno scudo di qualità dei dati a ciclo chiuso
Integriamo un sistema di controllo qualità a ciclo chiuso per l'intero ciclo di vita. Partendo dalla purezza delle materie prime con la spettrometria come parte del controllo qualità in entrata, passando per ispezioni ottiche al 100% durante il processo, fino al controllo qualità in uscita con tracciabilità completa . Ogni lotto è accompagnato da un set completo di dati che funge da certificato di conformità. Questo permette di individuare immediatamente i problemi, impedire che articoli difettosi vengano immessi sul mercato e prevenire costosi errori o richiami futuri: questa è l'essenza del controllo del processo di stampaggio a iniezione .
Competenza immediata per risultati prevedibili
Entro un giorno dalla ricezione dei file 3D, il nostro team di ingegneri prepara un report DFM completo. Questo include la progettazione del canale di alimentazione, l'analisi del punto di iniezione e la previsione del rischio di difetti . Vi offre un'anteprima dei rischi e delle modalità per mitigarli prima dell'inizio della produzione, evitando così costose modifiche di progettazione o lunghe attese. Di conseguenza, i vostri servizi di stampaggio a iniezione personalizzato di TPE/TPU inizieranno correttamente, procederanno come previsto e produrranno il vostro prodotto rapidamente, soprattutto grazie agli eccellenti sistemi di stampaggio a iniezione .
Scegliere un partner certificato è fondamentale per la salute e la prosperità della tua attività. Effettuiamo controlli di qualità sistematici, ispezioni dei dati in tempo reale e interventi ingegneristici. Queste misure ci aiutano a mantenere la precisione e la qualità dello stampaggio di TPE/TPU ad alta precisione . Puoi contare sulla nostra catena di fornitura per le tue applicazioni più esigenti nel settore dei componenti flessibili.
FAQ
1. Qual è la tolleranza minima assoluta che LS Manufacturing può garantire per i componenti stampati in TPU personalizzati?
Grazie alla fabbricazione di cavità tramite elettroerosione a specchio e alla combinazione di un sistema di controllo della pressione di stampaggio a iniezione a circuito chiuso e in tempo reale, è stata raggiunta una tolleranza dimensionale assoluta di ±0,03 mm , ottenuta con componenti flessibili di estrema precisione. Ciò consente di compensare l'elasticità del materiale e di mantenere una precisione costante durante tutti i cicli di produzione, rendendo questa tecnologia particolarmente adatta per applicazioni complesse.
2. Come si garantisce l'assenza di delaminazione nello stampaggio a iniezione di TPE su substrati rigidi in PA66 o PC?
Preveniamo questo problema grazie a una gestione termica dettagliata negli stampi, che mantiene la temperatura dell'interfaccia perfetta, e all'utilizzo di speciali gradi di TPE. Questa combinazione crea un forte legame chimico e fonde insieme le catene polimeriche, garantendo una resistenza del legame interfacciale di almeno 8 N/mm² . Si tratta di un valore di gran lunga superiore a quello che il substrato o il TPE da soli possono sopportare.
3. A quali certificazioni internazionali di qualità e produzione LS Manufacturing si conforma pienamente?
LS Manufacturing è un fornitore di prim'ordine che rispetta tutte le normative stabilite dalle grandi organizzazioni. Si attiene agli standard IATF 16949 per il settore automobilistico, ISO 13485 per i dispositivi medicali e ISO 9001:2015 per il controllo qualità generale. Grazie a queste rigide linee guida, LS Manufacturing è in grado di tracciare ogni fase della produzione e di correggere tempestivamente eventuali errori. Di conseguenza, i suoi prodotti sono impeccabili e apprezzati in tutto il mondo.
4. Come gestisce il vostro team i gravi problemi di assorbimento di umidità tipici delle resine TPU tecniche prima dell'iniezione?
Il problema dell'assorbimento di umidità viene gestito attraverso una rigorosa procedura di pre-lavorazione. Ogni lotto di resina TPU grezza viene essiccato in essiccatori industriali a disidratante a un punto di rugiada stabile di -40 °C per 4-6 ore . Questo mantiene il contenuto di umidità interna al di sotto dello 0,02% , evitando la formazione di bolle, sfaldamenti e danni alle proprietà meccaniche del prodotto finale.
5. LS Manufacturing è in grado di fornire un'analisi DFM completa e una simulazione Moldflow prima della realizzazione degli stampi veri e propri?
Offriamo un'analisi DFM gratuita e un report completo di simulazione Moldflow, da completare entro 24 ore dalla ricezione dei file STEP. Questa valutazione preliminare esamina riempimento, compattazione, raffreddamento e deformazione per individuare e risolvere problemi come ritiri, linee di saldatura deboli e concentrazioni di stress. In questo modo, contribuiamo a rendere il vostro progetto più sicuro prima di qualsiasi impegno finanziario.
6. Quali sono i materiali e gli standard di durata tipici per gli stampi che offrite per le produzioni ad alto volume di stampaggio a iniezione di TPE personalizzato?
Per produzioni ad alto volume, superiori a 500.000 cicli , utilizziamo acciai importati di prima qualità come ASSAB 718H o H13, temprati a HRC 52+ . Questo garantisce un'eccezionale resistenza all'usura e alla corrosione. Inoltre, è coperto dalla nostra garanzia a vita, che include la manutenzione gratuita, assicurando che gli utensili mantengano gli standard di produzione e qualità per tutta la loro durata.
7. In che modo LS Manufacturing ottimizza i tempi complessivi del ciclo di produzione per i prodotti elastomerici flessibili a parete spessa?
Con un semplice accorgimento, riusciamo ad aumentare i tempi di ciclo fino al 35% per gli elastomeri a parete spessa. Utilizziamo inserti per stampi in berillio-rame e li raffreddiamo con canali di raffreddamento conformali avanzati posizionati direttamente dietro le superfici della cavità. Questa configurazione permette al calore di dissiparsi in modo uniforme e rapido, riducendo la lunga fase di raffreddamento tipica di questi materiali.
8. Quali sono i vostri protocolli flessibili di controllo qualità dei componenti per garantire la spedizione di componenti personalizzati senza difetti?
Il nostro protocollo di ispezione a zero difetti utilizza un sistema di smistamento visivo in linea completamente automatizzato per l'individuazione dei difetti, combinato con rigorosi test di laboratorio. Verifichiamo il rilassamento delle tensioni e la rottura per trazione ciclica, oltre a effettuare misurazioni precise con micro-calibro. Questo garantisce che tutte le dimensioni critiche siano rispettate e che ogni componente spedito sia estremamente resistente e funzioni come previsto. Per un preventivo dettagliato , si prega di contattare il nostro team.
Riepilogo
Lo stampaggio a iniezione personalizzato di TPE/TPU combina la termodinamica del canale di iniezione, il comportamento del flusso del materiale e un controllo preciso della pressione. Questo processo riduce al minimo problemi come taglio, vuoti e bruciature, che influiscono direttamente sulla durata e sull'assemblaggio dei componenti. Grazie ad anni di esperienza nella compounding e a dimensioni precise di ±0,03 mm , LS Manufacturing supporta aziende leader nei settori automobilistico, medicale ed elettronico. Trasformano i singoli componenti in vantaggi di sistema che conferiscono un vantaggio competitivo.
Problemi di restringimento, deformazione e indurimento non dovrebbero ritardare il lancio del tuo prodotto. I nostri esperti di mescole di gomma sono qui per aiutarti a rafforzare le difese del tuo prodotto. Clicca su "Richiedi soluzioni e preventivi personalizzati per lo stampaggio a iniezione " per inviarci i tuoi disegni CAD. In meno di un giorno, ti forniremo un report DFM gratuito su punti di iniezione, sfiati e linee di saldatura. Questo garantisce un sistema di produzione robusto, trasparente ed economicamente vantaggioso in tutto il mondo.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
