
プラスチックレーザー切断サービスでは、電子窓や医療機器などの部品を製造する際に、レーザー切断に適した10種類のプラスチックから適切な材料を選択することが最初のステップとなりますが、最大の課題は、焦げ付き、応力亀裂、寸法ばらつきといった問題を回避することです。これは、ほとんどのサービスがPEEKやPMMAなどの材料から発生する熱を吸収するためのデジタル制御を提供できないため、熱影響部が大きくなり、さらに悪いことに、 ±0.3mmを超える公差が生じるためです。
LS Manufacturingは、高精度プラスチックレーザー切断とDFM解析を組み合わせることで、最高のレーザー切断を実現しています。高輝度15kWレーザーと真空吸着位置決め技術を駆使し、 ±0.05mm以下の公差を維持します。つまり、このソリューションを通じて、お客様のニーズに最適な技術をご提供できるのです。詳細は後述します。

プラスチックレーザー切断:パートナー選定クイックリファレンス
| 選考基準 | 製造パートナーを選ぶ際に注目すべき点 |
| 材料に関する専門知識 | 彼らがあなたの使用するプラスチック素材(アクリル、ポリカーボネート、PEEK、デルリンなど)に関する経験を持っていることを確認してください。 |
| レーザー技術マッチ | もちろん、それぞれに合ったレーザーを用意しています(ほとんどの有機材料にはCO2レーザー、デリケートなプラスチックにはUVレーザー)。 |
| 熱管理 | プラスチック部品の表面が溶けたり損傷したりしないように、温度を適切に制御できる能力が必要です。 |
| クリーンルームと取り扱い | 重要な用途においては、表面の汚染や損傷を防ぐための手順が定められていることを確認してください。 |
| 当社の資格審査プロセス | 当社は、材料サンプル、 レーザー切断パラメータ、および初回製品検査報告書を提供します。 |
| 結果:きれいで正確な切断 | 熱による損傷がなく、滑らかで研磨されたエッジを持つ部品を提供します。これらの部品は組み立て準備が整っています。 |
| 結果:設計の柔軟性 | 機械的な切断技術では切断できない複雑な形状の作成を可能にする。 |
高品質なプラスチックレーザー切断において、信頼できるパートナーを見つけるという課題を解決します。当社の専門知識により、お客様が選択された材料が適切に加工され、溶融を防ぎ、高い精度を実現します。これにより、試作品から量産まで、お客様の設計意図と機能要件を満たす、クリーンで正確かつ信頼性の高いプラスチック部品をお届けします。当社のガイダンスは、コストのかかる試行錯誤を回避し、部品の品質とプロジェクトの成功を保証するパートナーシップの構築を支援します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
インターネット上にはプラスチックのレーザー切断に関する記事が数多くありますが、なぜ私たちの記事を読むべきなのでしょうか?私たちは理論家ではなく、実践者です。私たちが取り上げるテーマは、医療機器における複雑な流体流路の形成や、航空機用の極薄絶縁体など、エッジの品質が重要な実務上の課題です。ここに掲載されているすべての情報は、実際の作業を通して得られたものであり、 ISO 9001などの厳格な規格への準拠を常に追求することで、ここで述べられているすべてのプロセス知識が理論ではなく実証済みであることを保証しています。
当社は、PEEKにおける熱影響部(HAZ)の回避方法や、アクリル製品における±0.05mmという厳しい公差の維持方法など、実践的な課題に対応しています。また、ポリカーボネートの切断時に発生する応力の原因や、適切な治具設計による解決策についても熟知しています。こうした実務経験と、米国国立標準技術研究所(NIST)などの厳格な基準に基づいた知見は、将来のパートナー選びにおいて重要な情報となります。
精密なプラスチックレーザー切断に対応できる有能な企業を探すというお悩みは、当社が解決いたします。当社は、お客様がお選びになった素材を溶融や精度不良などの問題なく適切に加工するためのノウハウを有しています。これにより、高精度で信頼性の高いプラスチック部品の製造が可能になります。どの企業がお客様に最適かを推測する時間を無駄にする必要はありません。当社がすべてを円滑に進めるお手伝いをいたします。
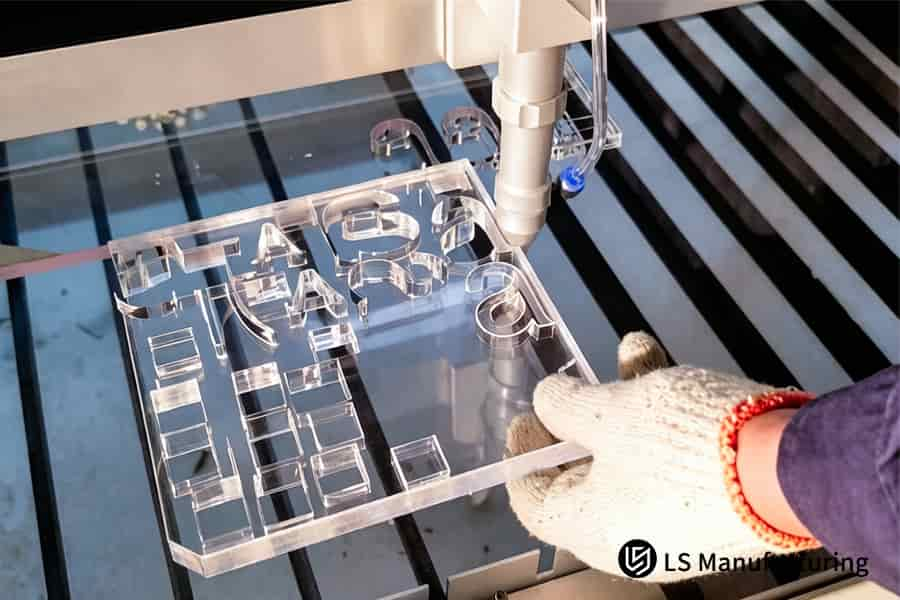
図1:レーザー切断により、小売店のディスプレイ用に鋳造アクリルから複雑な文字が製造される。
LS Manufacturingが2026年の精密プラスチックレーザー切断における最高の選択肢となる理由は?
大量生産における最大の課題は、時間の経過とともに精度に影響を与える熱的および機械的なドリフトを最小限に抑えることです。LS Manufacturingのクローズドループ技術は、レーザーパルス補正と統計的制御手法をリアルタイムで組み込むことで、この課題を解決します。その結果、部品の形状は何百万回もの工程にわたって一貫して維持され、組立エラーの減少と最終製品のコスト削減に直接つながります。重要なのは、精度を単なる標準から動的に制御された状態へと変換することです。
リアルタイムフィードバックによるパルスごとのエネルギー制御
このシステムは、インラインセンサーが精密プラスチックレーザー切断中のレーザーパルス出力を監視することで、根本原因から問題を解決します。次のパルス出力は、材料モデルに基づいて自動的に補正されます。このような自動補正は1秒間に複数回行われるため、複雑な形状の高速レーザー切断において不可欠であり、時間の経過に伴う熱影響による寸法誤差を回避できます。
ライブSPCによる予測寸法制御
品質保証は常に事後対応型ではなく予防型です。製造工程中に取得された測定データは、自動的にSPCシステムに送られます。LS Manufacturingが競合他社と一線を画すのは、自動化された意思決定プロセスです。システムが許容限界に近づく可能性のある傾向を検知すると、切断経路に関して適切な修正措置を講じます。これにより、品質データが自動的に行動に反映され、ポリマーレーザー切断プロセスの信頼性が確保されます。
総合的な熱安定性管理
製造精度を高めるには、機械全体の環境を制御することが不可欠です。当社では、レーザーなどの個々のシステムを可動ステージから隔離するために、マルチループ冷却システムを採用しています。制御された層流空気の流れと組み合わせることで、材料や機械部品のずれの原因となる温度勾配を低減し、24時間稼働時でも複雑なレーザー切断の精度を確保します。
この記事では、当社独自の強みであるフィードバックループの実装プロセスについて説明します。当社の競争優位性は、測定だけでなく精度を維持するこのクローズドループ技術にあります。LS Manufacturingは、この技術によってプラスチックレーザー切断サービスを通じて一貫した結果を保証し、お客様の総所有コストを削減するとともに、業界における高精度レーザー切断の基準を確立しています。

カスタムプラスチックレーザー切断は、ハイエンド医療用筐体において、どのようにして光学グレードの透明度を実現できるのでしょうか?
透明な医療用筐体の切断端で光学グレードの透明度を実現するには、従来、コストがかかり、仕上がりが不安定な二次研磨が必要でした。LS Manufacturing独自のカスタムプラスチックレーザー切断技術は、切断プロセス自体で「自己研磨」溶融層を生成することでこの問題を解決します。これにより後処理工程が不要になり、部品コストと汚染リスクを直接的に削減しながら、医療グレード部品の一貫した優れた切断端の透明度を実現します。
精密な内部焦点最適化
- 課題:レーザーを表面に照射すると、表面が蒸発し、結果として粗く霜のような縁が形成される。
- 私たちの方法:材料内部の高強度点にレーザーを集中させます。
- 技術的手順:結果として、溶融層が流れ、固化して明確な境界を形成します。
独自の補助ガス化学と層流
- 課題:プロセスで使用される可能性のある補助ガス(空気、O₂、N₂ )が曇りを引き起こす可能性がある。
- 当社の方法:層流ノズルを通して供給されるアシストガスの正確な混合比を使用します。
- 技術的作用:反応性ガス混合物は溶融プールを酸化から保護し、その独自の熱特性により材料の制御された冷却を可能にし、超精密レーザー切断に必要なRa 0.8μm以下の粗さの表面の焼きなましを保証します。
プロセス安定性のための統合パラメータ同期
- 課題:異なる形状やバッチ間での一貫性の確保。
- 当社の方法:レーザー出力、パルス周波数、および送り速度を焦点およびガスパラメータの調整と動的に統合します。
- 技術的対策:これらのパラメータすべてを統合することで、切断面における安定した温度勾配が保証され、 光学品質のレーザー切断が可能となり、各バッチの各部品において完璧なエッジを実現します。
本稿では、内部方向、反応性ガス特性、動的パラメータ同期など、当社の「切断および仕上げ」プロセスに関わる技術プロセスについて説明します。当社の最高のプラスチックレーザー切断サービスの独自のセールスポイントは、二次仕上げを不要にするエンジニアリングです。製造中のエッジの鮮明さの問題に対する当社のアプローチは、プロセス内制御を使用して、 クリアランスフリーレーザー切断により、美観の向上、コスト削減、一貫性の向上を実現した医療グレードの部品を保証することです。
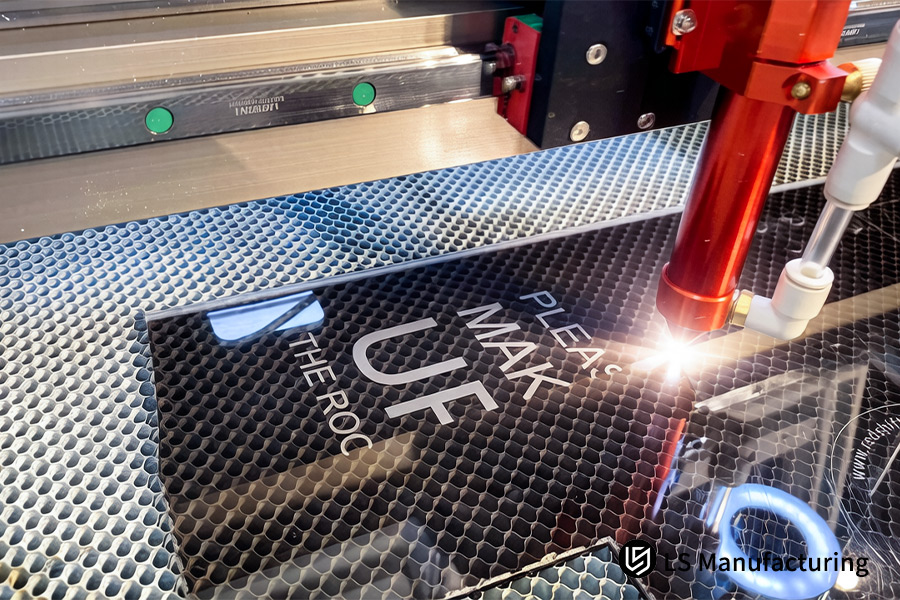
図2:レーザー切断によって、企業展示会用の黒いアクリル製看板に精密な文字が焼き付けられている。
複雑な内部応力を管理する際に、エンジニアはなぜプラスチック部品の加工にレーザー切断を優先すべきなのか?
プラスチック部品の製造において、加工による内部応力が原因で部品が早期に破損し、ひび割れや亀裂が発生することはよくあります。当社独自の革新的なプラスチック部品向けレーザー切断技術は、特許取得済みの「コールドパルス」プロセスにより分子の熱歪みを操作することで内部応力を排除し、応力亀裂を90%以上低減し、部品の耐久性を向上させます。
| 技術的重点分野 | 方法と定量化可能な結果 |
| 「コールドパルス」エネルギー変調 | 短時間で高エネルギーのパルスを長時間冷却することで、周辺部の熱伝導率が低下した物質をアブレーションする。 |
| 独自のガスアシスト戦略 | 精密に冷却されたガス流がアブレーションされた表面を急速に冷却し、低応力の分子構造を固定する。 |
| プロセス検証と結果 | 一般的な70% IPA試験により、当社の低応力レーザー切断方式は、従来の方法と比較して、クラックの発生を大幅に低減( 90%以上)することが確認されています。 |
この分析により、優れた応力管理は設計によって実現されるものであることが確認されました。当社のプラスチックレーザー切断製造は、分子レベルで熱入力を制御することで、潜在的な部品の破損を解決します。この熱管理型レーザー切断手法は、高信頼性レーザー切断を実現し、機能的な長寿命と現場での信頼性が求められる用途に不可欠です。
少量多品種のプラスチックレーザー切断注文において、パートナー企業を選ぶ際に不可欠な基準は何ですか?
少量生産では、金型コストを削減し、品質を損なうことなく反復生産を可能にするプロセスが求められます。ここで最も重要なのは、設計プロセスの俊敏性に匹敵するパートナーを選定することです。以下に、サプライチェーンにおけるこの複雑さを、実行段階から解決するための基準を示します。
ツール不要のアジャイル生産プロトコル
当社は、デジタル製造アプローチを採用することで、ハードツーリングに伴う高コストと時間の問題を解決します。 プロトタイプのレーザー切断は、 CADデータを機械に直接入力することで実現します。「ファストスイッチ」技術は、汎用クランプ装置と自動プログラム取得機能を備えているため、工具交換は数日ではなく数分で完了します。これにより、固定費構造が変動費構造へと効果的に変化し、1個からでもオンデマンドのレーザー切断が収益性の高いものとなります。
統合型二次処理をワンストップで提供
効率性は、付加価値の高い工程を統合することによってのみ実現できます。当社では、カットアウトサービスに加え、 EMI/RFIシールド処理や精密ラミネーションといった社内能力を有しており、これらをデジタルワークオーダーで継続的に管理しています。これにより、組立工程における複数のサプライヤー選定に伴う物流上の課題、品質保証上の問題、リードタイムの歪みを解消し、単一の完成部品をワンフローで提供することが可能になります。
データ駆動型プロセスのスケーリングと検証
ロット1の部品がロット1000の部品と同一であることを確認する必要があります。デジタルスレッドプロセスには、品質指標の基礎となる初回品検査データの収集が含まれます。スケーリングでは、SPCが重要な指標を管理し、あらゆるずれを警告します。このプロセスにより、医療および航空宇宙分野の少量生産に必要な監査証跡と一貫した部品出力が実現し、レーザー切断による大量生産への移行が確実になります。
プラスチックレーザー切断のパートナー選びは、統合された俊敏性にかかっています。OEM向けプラスチックレーザー切断サービスは、独自の俊敏なレーザー切断プロセスによる金型不要化、後処理工程の統合、データによる品質保証などにより、効果的なプロトタイピングと効率的なスケールアップに関する根本的な課題を克服するように設計されています。
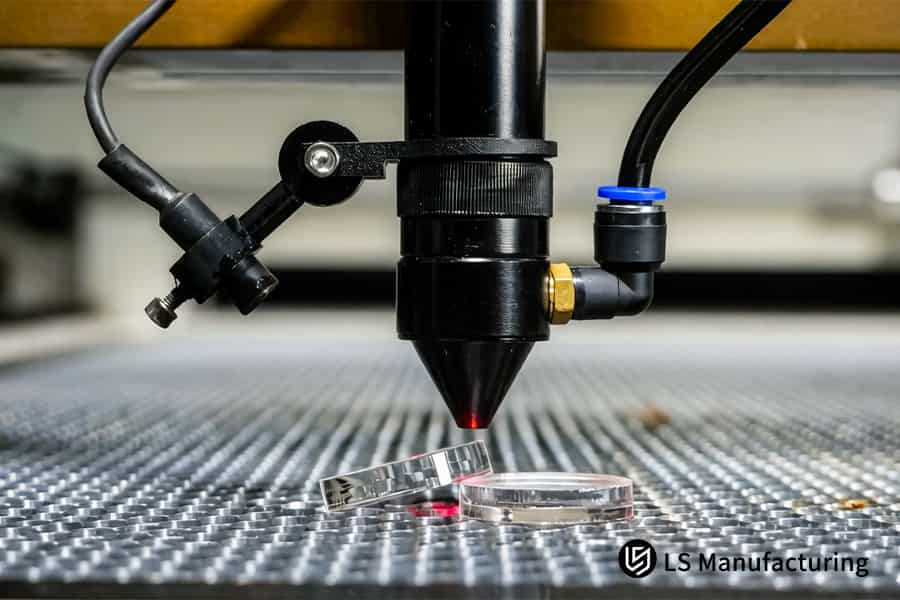
図3:レーザー切断により、科学実験室での研究用に透明なポリカーボネート製ディスクをトリミングしている様子。
プラスチックレーザー切断製造サービスで、柔軟な薄膜に対して±0.05mmの公差を実現できますか?
薄くて柔軟なフィルムにおいて、 ±0.05mmの公差内での精度を達成することは、特に材料の動きや温度による歪みが影響する場合、非常に困難な課題です。従来の治具設計や切断技術では、この要件を満たすことはできません。そこで本稿では、これらのパラメータを能動的に制御し、薄膜を精密なアセンブリに確実かつ正確に切断できる革新的な技術を紹介します。この技術は、以下の2つの技術を組み合わせたものです。
独自のハニカム真空チャックシステム
- 課題:従来の切断台の設計では、フィルムの座屈やずれが生じる可能性がある。
- 当社の方法:真空ゾーンを備えた特別設計の多孔質チャック。
- 技術的効果:一定の下向き圧力をかけ、気泡を除去することで、マイクロフィーチャーレーザー切断の前および切断中を通してフィルムを完全に平らな位置に保ち、一定の焦点距離を実現し、チャタリングを防止します。
高速サーボ制御による動的熱補償
- 課題:局所的な加熱により微細な収縮が生じ、製品の寸法に影響を与える。
- 当社の手法:特殊なアルゴリズムにより、ツールパスをリアルタイムで変更します。
- 技術的対策:高応答サーボモーターは、予測可能な熱収縮を事前に補償するために、切断ベクトルに計算されたオフセットを使用します。これは、壊れやすい材料を高精度でレーザー切断する上で重要な機能です。
クローズドループ公差ロックのためのインライン計測
- 課題:後処理測定ではドリフトを測定することはできますが、ロット内部のドリフトを補正することはできません。
- 当社の方法:目視検査により、切断ごとに重要な寸法を測定します。
- 技術的アクション:収集されたデータはサーボコントローラにフィードバックされ、軌道を常に調整する閉ループが作成されます。これにより、信頼性の高いプラスチックレーザー切断製造において、何千個もの部品の切断全体を通して厳密な公差が維持されます。
カスタムプラスチックレーザー切断サービスは、 100%の組み立て適合性を実現することで、フィルムの寸法安定性という重要な課題を解決します。上記で説明したプロセスは、プロセス制御を伴うフレキシブル基板のレーザー切断を含み、部品の幾何学的特性に基づいた製造工程において不可欠な要素です。フィルム用途において真空平坦化と熱補償が必要な場合は、当社と提携して、精度を保証する制御されたレーザー切断プロセスを開発してください。
OEM向けプラスチックレーザー切断サービスは、高価なエンジニアリングプラスチックの材料配置をどのように最適化するのでしょうか?
PEEKやPEIといったエンジニアリングプラスチックに分類される材料では、材料費が部品価格の大部分を占めます。標準的なネスティングソフトウェアでは大量の無駄が生じ、プロジェクトの経済性に悪影響を及ぼします。以下は、材料利用率を最適化し、部品あたりのコストを削減するために当社が採用しているプロセス指向の手法の概要です。
| 技術戦略 | 実施と定量化された成果 |
| 動的切削幅補正機能を備えたアルゴリズムによるネスト処理 | インテリジェントなネスティングレーザー切断技術は、リアルタイムデータに基づいて部品の位置決めと切断経路を修正し、部品間の間隔を業界標準の2.0mmから0.8mmに縮小します。 |
| シートの安定性を高めるためのマイクロジョイント設計 | CAD設計段階で微細な接合部を組み込むことで、部品間にほとんど隙間を作らずに部品をぴったりと重ね合わせることができ、高価な材料を切断する工程で部品が破損するのを防ぎます。 |
| 結晶粒および応力方向の解析 | このアルゴリズムは、材料内部の結晶粒の方向と内部応力を考慮して、部品を正しく配置し、無駄を削減するとともに、自動ネスティングレーザー切断における歩留まりに影響を与える可能性のある切断部品の変形を回避します。 |
| 直接的なコストへの影響 | この統合的なアプローチにより、業界平均の約78%に対し、 91%を超えるシート利用率を一貫して達成しており、当社のOEMプラスチックレーザー切断サービスは、材料費を15%以上削減する直接的なコスト最適化を実現しています。 |
上記の議論から明らかなように、コスト最適化は優れたソフトウェアとプロセスの統合によって実現されます。当社のプラスチックレーザー切断サービスは、シートから抽出できる使用可能な材料の量を増やす高度なアルゴリズムにより、高騰する原材料コストを管理する直接的なソリューションを提供します。この技術的な優位性こそが、優れたOEM向けプラスチックレーザー切断サービスとなる所以です。
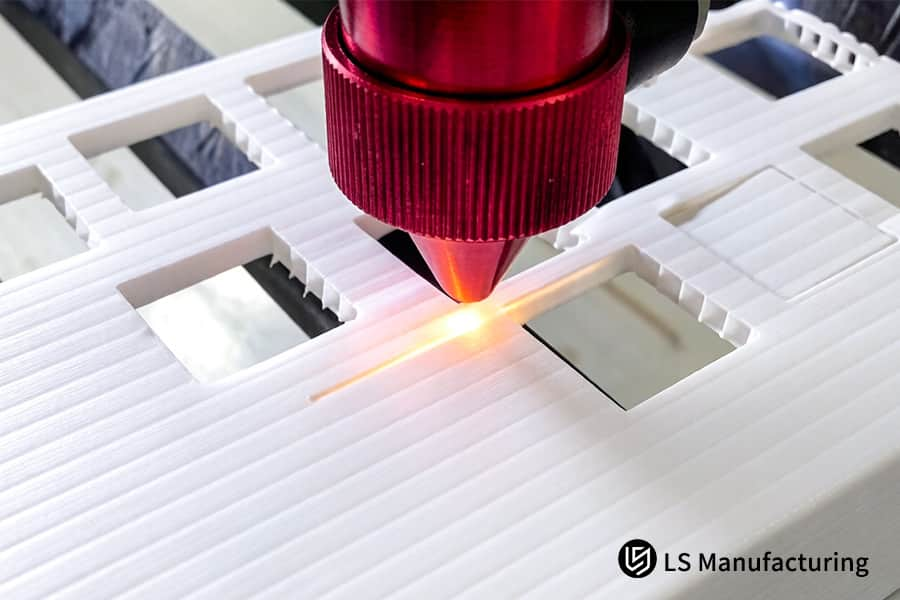
図4:プラスチックレーザー切断サービスにより、電子部品収納トレイ用の複雑な溝が白いPVCに彫り込まれている。
なぜ最高のプラスチックレーザー切断サービスは、見積もり段階で徹底的な設計・製造性(DFM)介入を行うのでしょうか?
優れた製造パートナーは、製造中に問題が発生する前から常に付加価値を提供します。優れたサービスは問題に対処しますが、 最高のプラスチックレーザー切断サービスは問題を未然に防ぎます。当社は、見積もり段階でエンジニアリングサポートを提供し、設計における熱歪みや応力によって発生する可能性のあるリスクを軽減するための徹底的なDFM分析を実施します。これには以下が含まれます。
設計における戦略的な熱負荷配分
反りという根本的な問題の解決策は、部品形状の解析と再設計によって得られます。その方法の一つとして、内面の角に小さな逃げ角を戦略的に設けたり、フィレット寸法を調整したりすることが挙げられます。これにより、 設計統合型レーザー切断時の熱集中経路が変化します。この対策だけでも、部品の反りを最大60%低減できる可能性があります。
構造的完全性を確保するためのマイクロジョイントおよびタブの最適化
構造的に脆弱な、あるいは複雑な部品の場合、製造工程を組み込んだ設計を行います。特定の寸法を持つマイクロジョイントやタブを組み込むことで、高精度レーザー切断工程とその後の分離工程全体を通して構造的な安定性を確保し、さらに2段階目の自動工程で効率的に除去します。
パスシーケンスとカットオーダー論理の最適化
部品の切断順序は、完成品の公差に直接影響します。DFMツールは切断作業をシミュレーションし、加熱効果を引き起こす可能性のある切断順序を特定します。レーザーカッターのプログラミングでは、非線形な切断経路を使用することで、長い切断を分割し、異なる要素を切り替えることにより、加熱効果を制御できます。この生産準備が整ったレーザー切断により、個々の部品ごとに高精度なプラスチックレーザー切断公差を維持することが可能になります。
弊社では、エンジニアリングの知見を活用したDFM最適化という最も重要なサービスを提供していることを改めてお知らせいたします。これにより、製造上の欠陥や意見の相違から生じるあらゆる問題を回避し、完璧な製造に適した設計を実現します。このような高度なエンジニアリングサポートは、通常の見積もりをフィージビリティスタディへと変え、最高のプラスチックレーザー切断サービスへと導きます。
事例研究:LSマニュファクチャリング社による医療・航空宇宙用ポリマー部品のカスタム精密ソリューション
この事例では、 LS Manufacturingは、グローバルなOEM顧客による医療機器の製造中に発生した重要な問題を克服し、不良部品が基準を満たすことを保証しました。問題は、極めて厚い10mmのPEEK製遠心分離機ベースを製造する際に、品質面で大きな課題があり、独自の加工要件を伴うカスタムプラスチックレーザー切断サービスを提供する必要があったことです。
クライアントの課題
既存のサプライヤーは、厚さ10mmのPEEK素材の作業ベースを提供できませんでした。医療グレードの機械を使用したレーザー切断プロセスでは、壁の角度を5.5度にし、炭化エッジを0.3mm以上にすることしかできず、生体適合性試験(ISO 10993)に合格しませんでした。これにより、アセンブリの適合性と滅菌性に問題が生じ、歩留まりが60%を下回りました。これは、重要なFDA提出期限を守る上で問題となり、生産コストを25%以上増加させる可能性があります。
LSマニュファクチャリングソリューション
この課題に対する当社の革新的なアプローチは、可変周波数レーザー切断システムと多ゾーン不活性ガスシールドを組み合わせたプロセスを採用することでした。このアプローチにより、熱影響部(HAZ)を0.1mm未満に低減し、炭化をほぼ完全に排除することが可能になりました。この事例における重要な革新は、切断後に特定の温度・時間条件で実施される応力除去焼鈍サイクルにあります。
結果と価値
最終製品はすべて変色がなく、壁面アライメント許容度は0.5度、組立歩留まりは99.7%でした。二次仕上げ工程が不要となり、生体適合性も確保できたため、クライアントの部品単価は18%削減されました。さらに重要なことに、高精度プラスチックレーザー切断技術を用いることで、クライアントは予定日より3週間早くFDAの臨床機器認証を取得することができました。 高精度プラスチックレーザー切断によって実現したこのレベルの性能により、当社はクライアントにとって高性能ポリマー部品における唯一の戦略的パートナーとなりました。
この事例は、複雑な製造課題への対応には、単なるサービス提供以上のもの、すなわち革新的なプロセスが必要であることを示しています。LS Manufacturing社は、精密なエネルギー供給、効果的なガスダイナミクス、そして重要な後処理工程を用いることで、当社独自のプラスチックレーザー切断ソリューションを提供してくれました。これにより、部品の製造だけでなく、認証済みの品質も実現することができ、規制当局の承認プロセスを円滑に進め、当社の専門知識に基づいた将来のパートナーシップの基盤を築くことができました。
当社の高精度プラスチックレーザー切断技術により、重要なPEEK部品の生体適合性と変色ゼロを保証します。今すぐ専門的な見積もりと製造可能性のレビューをご依頼ください。

よくある質問
1. 精密なプラスチックレーザー切断のニーズを満たすために、LS Manufacturingを選ぶべき理由は何ですか?
±0.05mmという高精度な公差に加え、特殊なエンジニアリングプラスチック向けに特別に設計された応力除去処理と、製造性を考慮した包括的な設計分析を実施できます。
2. LS Manufacturing社が高精度アクリルを切断できる最大厚さはどれくらいですか?
15kWの高輝度レーザー装置を用いることで、厚さ50mmまでの鋳造アクリル部品を、焦げ付きによる変色もなく、シャープで透明なエッジを持つ状態で製造することが可能です。
3. OEM向けプラスチックレーザー切断サービスの見積もりは、どれくらい早く入手できますか?
STEPまたはDXF形式の図面ファイルをお送りいただければ、当社のエンジニアチームが12~24時間以内に、プロセス改善の提案を含む完全な見積もりをご提示いたします。
4. LS Manufacturingは、少量生産のカスタムプラスチックレーザー切断注文に対応していますか?
はい、弊社では最小発注数量(MOQ)の制約は厳しくありません。迅速なプロトタイピングとテストを通じて製品開発プロセスを加速させると同時に、プロトタイプと最終製品の精度の一貫性を確保することを目指しています。
5. レーザー切断したプラスチック部品の端部で、Ra 0.8の表面仕上げを実現できますか?
もちろんです。レーザー切断時のパルス周波数と補助ガス流量を調整することで、問題なくRa 0.8の表面粗さの火炎研磨を実現できます。
6. LS Manufacturingは、プロジェクト開始後の設計変更にどのように対応しますか?
当社のデジタル製造アプローチにより、設計変更を迅速に行うことができます。材料シートがまだ裁断ラインに投入されていない場合でも、コスト削減のためにDFMファイルを修正することが可能です。
7. LS Manufacturingは、重要な航空宇宙部品の材料トレーサビリティを提供していますか?
当社では、各注文ロットごとに新しい材料試験報告書(MTR)と寸法検査報告書を提供し、お客様の基準に完全に準拠していることを保証します。
8. 薄いプラスチック部品の場合、レーザー切断はCNCフライス加工よりも費用対効果が高いのはなぜですか?
レーザー切断は、複雑な形状の加工において、フライス加工に比べて少なくとも4~8倍高速です。さらに、レーザー切断では高価な専用治具が不要なため、単位あたりの加工コストを削減できます。
まとめ
プラスチックレーザー切断サービスを選ぶ際、精密加工とは、リスクを軽減するために設計されたクローズドループシステムの採用と同義です。LS Manufacturingでは、ミクロン単位の加熱制御、適切な応力管理、製造を考慮した設計により、コスト効率を実現しています。当社は、精密な光学部品と欠陥のない絶縁部品を提供することで、物理的な複雑さをビジネスの成功へと導きます。
サプライヤー側の処理不良や寸法問題で製品発売が遅れる言い訳はもう通用しません。独自のデザインには完璧な仕上がりがふさわしいのです。下の「即時見積もりを取得」ボタンをクリックして、3Dデザインデータファイル(STEP/PDF)を送信してください。LS ManufacturingのDFMエンジニアリングチームが分析を行い、 24時間以内にメーカーから直接、無料の個別プラスチックレーザー切断見積もりをご提示いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


