
Il servizio di taglio laser della plastica considera la scelta del materiale giusto tra le 10 migliori plastiche per il taglio laser quando si realizzano componenti come finestre elettroniche o dispositivi medici, ma la sfida maggiore sta nel come evitare problemi di bruciature, cricche da stress e variazioni dimensionali. Questo perché la maggior parte dei servizi disponibili non offre un controllo digitale per assorbire il calore generato da materiali come PEEK e PMMA , con conseguente ampia area termicamente alterata e, peggio ancora, tolleranze superiori a ±0,3 mm .
LS Manufacturing utilizza un sistema di taglio laser di precisione per materie plastiche , combinato con l'analisi DFM (Design for Manufacturing) , per offrire il miglior taglio laser possibile. Grazie all'impiego di laser ad alta luminosità da 15 kW e al posizionamento ad adsorbimento sottovuoto, riusciamo a mantenere tolleranze inferiori a ±0,05 mm . In altre parole, con questa soluzione, come descritto di seguito, possiamo far sì che la tecnologia lavori per voi.

Taglio laser della plastica: Guida rapida alla selezione del partner
| Criterio di selezione | Cosa cercare in un partner di produzione |
| Competenza sui materiali | Assicurati che abbiano esperienza con il tuo specifico materiale plastico ( acrilico, policarbonato, PEEK, Delrin ). |
| Abbinamento della tecnologia laser | Certo, hanno laser adatti ( laser a CO2 per la maggior parte dei materiali organici, laser UV per le plastiche delicate ). |
| Gestione termica | Deve essere in grado di controllare i livelli di calore per evitare di fondere o danneggiare le superfici dei componenti in plastica. |
| Camera bianca e manipolazione | Per le applicazioni critiche, assicurarsi che siano previste procedure per evitare qualsiasi contaminazione e danno alle superfici . |
| Il nostro processo di qualificazione | Forniamo campioni di materiale, parametri di taglio laser e rapporti di ispezione del primo articolo. |
| Risultato: Tagli netti e precisi | Fornisce componenti con bordi lisci e levigati, privi di danni termici; questi componenti sono pronti per l'assemblaggio. |
| Risultato: Flessibilità di progettazione | Consente la creazione di forme complesse che non possono essere realizzate con tecniche di taglio meccaniche . |
Risolviamo la sfida di trovare un partner competente per il taglio laser di alta qualità della plastica . La nostra esperienza garantisce che i materiali scelti vengano lavorati correttamente, prevenendo la fusione e assicurando la massima precisione. Questo si traduce in componenti in plastica puliti, precisi e affidabili che soddisfano le vostre esigenze di progettazione e funzionali, dai prototipi ai volumi di produzione. La nostra consulenza vi aiuta a evitare costosi tentativi ed errori, garantendo una partnership che assicura la qualità dei componenti e il successo del progetto.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Su internet si trovano moltissimi articoli sul taglio laser della plastica , ma perché dovreste leggere i nostri? Perché siamo persone che lavorano sul campo, non teorici. Gli argomenti che trattiamo sono concreti, come la creazione di complessi canali per fluidi in apparecchiature mediche o isolanti ultrasottili per aerei, dove la qualità dei bordi è fondamentale. Tutte le informazioni qui presentate sono state acquisite durante operazioni reali, sempre nel rispetto di rigorosi standard come la norma ISO 9001 , per garantire che tutte le conoscenze sui processi qui divulgate siano comprovate e non teoriche.
Ci occupiamo di questioni pratiche, come ad esempio come evitare la zona termicamente alterata (HFZ) nel PEEK o come mantenere tolleranze ristrette di ±0,05 mm per i prodotti acrilici. Siamo inoltre consapevoli dei fattori che causano sollecitazioni durante il taglio del policarbonato e di come una corretta progettazione delle attrezzature risolva questo problema. Questa esperienza sul campo, maturata sul campo, unita a standard rigorosi come quelli del National Institute of Standards and Technology (NIST), fornisce informazioni utili da considerare nella scelta del vostro futuro partner.
Il problema di trovare un'azienda competente per il taglio laser di precisione della plastica è risolto da noi. Possediamo il know-how necessario per garantire che il materiale da voi scelto venga trattato correttamente, senza problemi come fusione o imprecisioni. Questo si traduce nella creazione di componenti in plastica altamente precisi e affidabili. Non dovrete perdere tempo a cercare l'azienda giusta per voi; ci occuperemo noi di tutto.
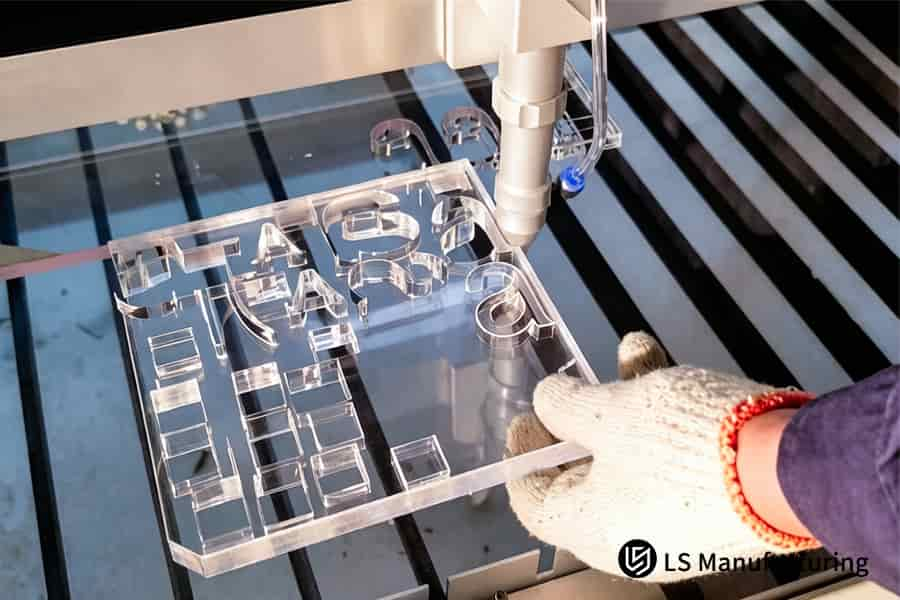
Figura 1: Il taglio laser realizza lettere complesse in acrilico colato per le vetrine dei negozi.
Perché LS Manufacturing è la scelta migliore per il taglio laser di precisione della plastica nel 2026?
La sfida maggiore nella produzione ad alto volume è minimizzare la deriva termica e meccanica che influisce sulla precisione nel tempo. La tecnologia a circuito chiuso di LS Manufacturing affronta questo problema integrando la correzione degli impulsi laser e metodi di controllo statistico in tempo reale. Di conseguenza, la geometria dei pezzi rimane costante per milioni di operazioni, il che si traduce direttamente in un minor numero di errori di assemblaggio e in costi inferiori per il prodotto finale. La chiave è trasformare la precisione da un semplice standard a uno stato di esistenza controllato dinamicamente.
Regolazione energetica per impulso tramite feedback in tempo reale
Questo sistema agisce sulla causa principale del problema, poiché il sensore in linea monitora la potenza dell'impulso laser durante il taglio laser di precisione della plastica . La potenza dell'impulso successivo viene automaticamente corretta in base al modello del materiale. Tale correzione automatica avviene più volte al secondo, risultando essenziale per il taglio laser ad alta velocità con caratteristiche complesse e per evitare potenziali errori dimensionali dovuti a effetti termici nel tempo.
Controllo dimensionale predittivo tramite SPC in tempo reale
Il controllo qualità è sempre preventivo, non reattivo. I dati delle misurazioni effettuate durante i processi produttivi vengono automaticamente inviati al sistema SPC. Ciò che distingue LS Manufacturing dalla concorrenza è il processo decisionale automatizzato : non appena il sistema rileva una potenziale tendenza al superamento dei limiti di tolleranza, intraprende azioni correttive sul percorso di taglio. In questo modo, i dati relativi alla qualità si traducono automaticamente in azioni concrete per garantire l'affidabilità del processo di taglio laser dei polimeri .
Gestione olistica della stabilità termica
La precisione nella produzione richiede il controllo dell'intero ambiente della macchina. Utilizziamo un sistema di raffreddamento a circuiti multipli per isolare i singoli componenti, come il laser, dalle piattaforme mobili. In combinazione con un flusso d'aria laminare controllato, questo riduce i gradienti termici che possono causare spostamenti di materiali e componenti meccanici, garantendo così la precisione necessaria per il taglio laser di lavorazioni complesse anche in condizioni operative continue.
Questo breve articolo illustra il processo con cui abbiamo implementato i circuiti di feedback, che rappresentano il nostro punto di forza distintivo. Il nostro vantaggio competitivo risiede in questa tecnologia a circuito chiuso, che non solo misura ma mantiene la precisione. È così che LS Manufacturing garantisce risultati costanti attraverso il nostro servizio di taglio laser della plastica , offrendo ai nostri clienti un costo totale di proprietà inferiore e definendo lo standard per il taglio laser di precisione nel settore.

Come può il taglio laser personalizzato della plastica raggiungere una chiarezza di livello ottico per custodie medicali di alta gamma?
Ottenere una trasparenza di livello ottico sui bordi tagliati di involucri medicali trasparenti richiede tradizionalmente una lucidatura secondaria costosa e non uniforme. La metodologia proprietaria di taglio laser di plastica personalizzata di LS Manufacturing risolve questo problema generando uno strato fuso "autolucidante" durante il processo di taglio stesso. Ciò elimina la fase di post-elaborazione, riducendo direttamente i costi dei componenti e il rischio di contaminazione, garantendo al contempo una trasparenza dei bordi superiore e uniforme per i componenti di grado medicale .
Ottimizzazione precisa del punto focale interno
- Problema: concentrare i laser sulle superfici porta alla vaporizzazione e quindi alla formazione di un bordo ruvido e opaco.
- Il nostro metodo: concentriamo i laser all'interno del materiale in un punto di elevata intensità .
- Azione tecnica: Il risultato è uno strato fuso che scorre e si solidifica formando bordi netti.
Chimica proprietaria del gas di assistenza e flusso laminare
- Problema: i gas ausiliari che potrebbero essere utilizzati nel processo ( aria, O₂, N₂ ) potrebbero causare torbidità.
- Il nostro metodo: utilizziamo una miscela precisa di gas di assistenza erogata attraverso un ugello a flusso laminare.
- Azione tecnica: La miscela di gas reattivi protegge il bagno di fusione dall'ossidazione e, grazie alle sue peculiari caratteristiche termiche , consente un raffreddamento controllato del materiale, garantendo la ricottura della superficie con una rugosità inferiore a Ra 0,8 μm, necessaria per il taglio laser ultrafine .
Sincronizzazione integrata dei parametri per la stabilità del processo
- Sfida: garantire la coerenza tra geometrie e lotti diversi.
- Il nostro metodo: Integrazione dinamica della potenza del laser, della frequenza degli impulsi e della velocità di avanzamento con regolazioni dei parametri di messa a fuoco e del gas .
- Azione tecnica: L'integrazione di tutti questi parametri garantisce un gradiente termico stabile sul fronte di taglio e consente un taglio laser di qualità ottica che produce bordi impeccabili su ogni componente in ogni lotto.
Questo documento descrive il processo tecnico coinvolto nel nostro processo di "taglio e finitura", inclusi l'orientamento interno, le proprietà del gas reattivo e la sincronizzazione dinamica dei parametri. Il punto di forza del nostro servizio di taglio laser per materie plastiche, il migliore sul mercato, è l'ingegneria che elimina la necessità di finiture secondarie. Il nostro approccio al problema della nitidezza dei bordi durante la produzione prevede l'utilizzo del controllo in-process per garantire componenti di grado medicale con estetica migliorata, costi ridotti e maggiore uniformità grazie al taglio laser senza tolleranze .
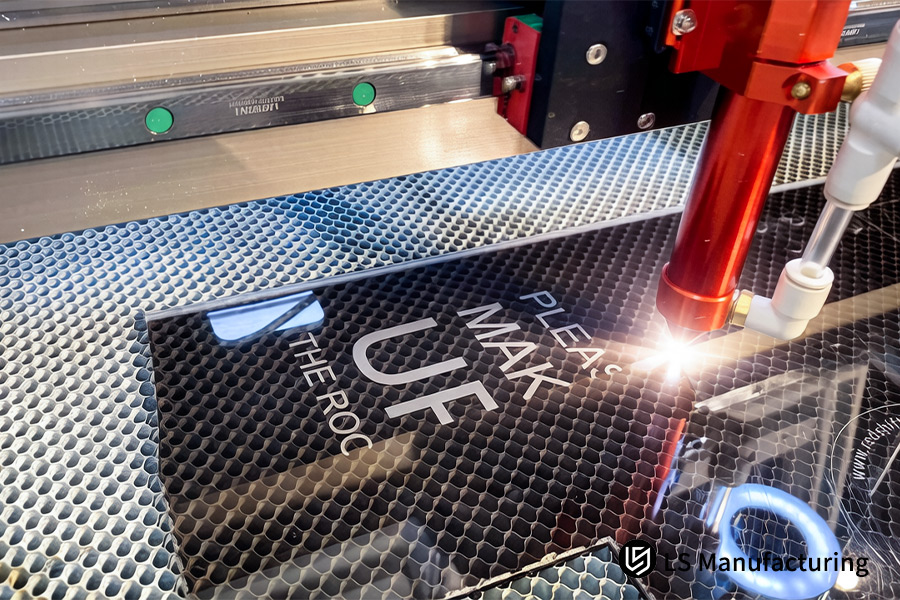
Figura 2: Il taglio laser incide lettere precise su insegne in acrilico nero per fiere aziendali.
Perché gli ingegneri dovrebbero dare priorità al taglio laser per i componenti in plastica quando devono gestire complesse sollecitazioni interne?
La rottura prematura dei componenti dovuta a stress interni causati dal processo di lavorazione è un fenomeno comune nella fabbricazione di parti in plastica, che provoca screpolature e fratture. Il nostro innovativo approccio al taglio laser per componenti in plastica elimina lo stress interno manipolando la distorsione termica molecolare attraverso il nostro processo brevettato "Cold-Pulse", con una riduzione di oltre il 90% delle cricche da stress e una maggiore durata dei componenti .
| Area di specializzazione tecnica | Metodo e risultato quantificabile |
| Modulazione energetica "a impulsi freddi" | Impulsi brevi ma altamente energetici, con periodi di raffreddamento prolungati, ablano materiali con ridotta conduzione termica periferica . |
| Strategia proprietaria di assistenza a gas | Un preciso flusso di gas refrigerato raffredda rapidamente la superficie ablata, fissando una struttura molecolare a bassa tensione . |
| Validazione del processo e risultati | I comuni test con IPA al 70% confermano che il nostro approccio di taglio laser a bassa sollecitazione riduce significativamente le cricche ( >90% ) rispetto ai processi tradizionali. |
Questa analisi conferma che una gestione ottimale delle sollecitazioni è un risultato ingegnerizzato. Il nostro processo di taglio laser della plastica risolve il problema dei guasti latenti dei componenti controllando l'apporto termico a livello molecolare. Questa metodologia di taglio laser a gestione termica definisce un taglio laser ad alta affidabilità , rendendolo essenziale per applicazioni che richiedono longevità funzionale e affidabilità sul campo.
Quali sono i criteri essenziali per scegliere un partner per il taglio laser della plastica per ordini a basso volume e con elevata varietà di prodotti?
La produzione a basso volume richiederà un processo che elimini i costi di attrezzaggio e consenta iterazioni senza compromettere la qualità. La principale preoccupazione in questo caso è selezionare un partner in grado di eguagliare l'agilità del processo di progettazione. Il seguente elenco evidenzia i criteri che affrontano questa complessità nella catena di fornitura, dall'inizio alla fine:
Protocollo di produzione agile senza strumenti
Affrontiamo gli elevati costi e tempi associati alla realizzazione di stampi tradizionali attraverso un approccio di produzione digitale. Il taglio laser dei prototipi viene eseguito alimentando direttamente la macchina con i dati CAD . La tecnologia "Fast-Switch" si avvale di dispositivi di bloccaggio universali e di un sistema automatizzato di recupero dei programmi; pertanto, il cambio utensile richiede pochi minuti, non giorni. Questo trasforma efficacemente la struttura dei costi fissi in una struttura a costi variabili, rendendo il taglio laser on-demand redditizio anche a partire da un singolo pezzo.
Processi secondari integrati sotto lo stesso tetto
L'efficienza si ottiene solo attraverso il consolidamento dei processi a valore aggiunto. Oltre ai servizi di taglio, disponiamo di capacità interne come l'applicazione di processi di schermatura EMI/RFI e la laminazione di precisione , organizzate in un flusso di lavoro digitale continuo. Questo elimina le problematiche logistiche, i problemi di controllo qualità e le distorsioni dei tempi di consegna derivanti dalla selezione di più fornitori per un assemblaggio, fornendo un unico componente finito in un unico flusso.
Scalabilità e convalida dei processi basate sui dati
È necessario garantire che i componenti del Lotto 1 siano uguali a quelli del Lotto 1000. Il processo di filettatura digitale include la raccolta dei dati di ispezione del primo articolo, che costituiscono la base per le metriche di qualità. Durante la fase di scalabilità, il controllo statistico di processo (SPC) gestisce le metriche critiche e segnala eventuali scostamenti. Questo processo fornisce la tracciabilità e la produzione costante di componenti necessarie per la produzione di piccoli volumi nei settori medicale e aerospaziale, garantendo la transizione a volumi più elevati con il taglio laser .
La scelta di un partner per il taglio laser della plastica si basa su un'agilità integrata. Un servizio OEM di taglio laser della plastica è progettato per superare le problematiche fondamentali legate a una prototipazione efficace e a una scalabilità efficiente, eliminando la necessità di attrezzature grazie al nostro esclusivo processo di taglio laser agile , consolidando le operazioni di post-elaborazione e garantendo la qualità attraverso i dati.
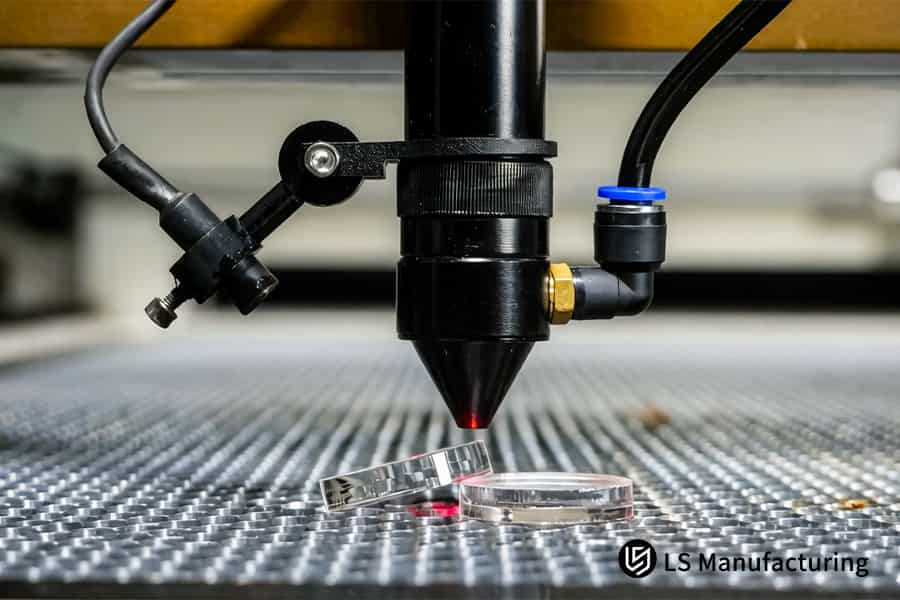
Figura 3: Il taglio laser rifila dischi trasparenti in policarbonato per la ricerca scientifica di laboratorio.
Un servizio di taglio laser per materie plastiche può raggiungere una tolleranza di +/- 0,05 mm su pellicole sottili flessibili?
Raggiungere una precisione entro una tolleranza di ±0,05 mm su pellicole sottili e flessibili è una sfida ardua, soprattutto quando entrano in gioco movimenti del materiale e distorsioni termiche. I dispositivi di fissaggio standard e le tecniche di taglio tradizionali non sono sufficienti. Qui presentiamo una tecnologia innovativa che consentirà il controllo attivo di questi parametri, garantendo un taglio affidabile e preciso di pellicole sottili per la realizzazione di assemblaggi accurati. Questa tecnologia combina le seguenti due soluzioni:
Sistema di aspirazione a nido d'ape brevettato
- Problema: la progettazione tradizionale del piano di taglio consente la deformazione e lo spostamento delle pellicole .
- Il nostro metodo: un mandrino poroso appositamente progettato con zone di vuoto .
- Azione tecnica: Fornisce una pressione costante verso il basso ed elimina le bolle d'aria, posizionando così la pellicola perfettamente piatta prima e durante il taglio laser di micro-dettagli , ottenendo una distanza focale costante e prevenendo le vibrazioni.
Compensazione termica dinamica tramite controllo servoassistito ad alta velocità
- Problema: il riscaldamento localizzato provoca un micro-restringimento che influisce sulle dimensioni del prodotto.
- Il nostro metodo: uno speciale algoritmo modifica il percorso utensile in tempo reale.
- Azione tecnica: I servomotori ad alta reattività utilizzano un offset calcolato sul vettore di taglio per compensare in anticipo la prevedibile contrazione termica, una caratteristica importante per il taglio laser di alta precisione di materiali fragili.
Metrologia in linea per il blocco di tolleranza a circuito chiuso
- Problema: le misurazioni di post-elaborazione possono misurare la deriva ma non correggono la deriva internamente in modo significativo.
- Il nostro metodo: l'ispezione visiva fornisce misurazioni delle dimensioni cruciali dopo ogni taglio .
- Azione tecnica: i dati raccolti vengono retroazionati al servocontrollore per creare un circuito chiuso che regola costantemente la traiettoria, mantenendo così una tolleranza ristretta durante il taglio di migliaia di pezzi di plastica, garantendo un'elevata affidabilità nella produzione tramite taglio laser .
Il servizio di taglio laser personalizzato per materie plastiche affronta una sfida cruciale: la stabilità dimensionale dei film, garantendo un accoppiamento perfetto al 100% . Il processo descritto, che include il taglio laser di substrati flessibili con controllo di processo, è un componente essenziale delle operazioni di produzione basate sulle caratteristiche geometriche di un componente. Se la vostra applicazione richiede la spianatura sottovuoto e la compensazione termica, collaborate con noi per sviluppare un processo di taglio laser controllato che garantisca la massima precisione.
In che modo il servizio di taglio laser per materie plastiche OEM ottimizza il posizionamento dei materiali per le costose materie plastiche tecniche?
Nei materiali come il PEEK o il PEI , che appartengono alla classe delle materie plastiche tecniche, il costo del materiale rappresenta la parte preponderante del prezzo del componente. I software di nesting standard generano un enorme spreco e incidono negativamente sulla redditività del progetto. Di seguito viene descritta una tecnica orientata ai processi che utilizziamo per ottimizzare l'utilizzo del materiale, con conseguente riduzione del costo per componente:
| Intelligenza tecnica | Implementazione e risultati quantificabili |
| Nesting algoritmico con compensazione dinamica del taglio | La tecnologia intelligente di taglio laser a nesting modifica il posizionamento dei componenti e i percorsi di taglio in base ai dati in tempo reale, riducendo lo spazio tra le parti da 2,0 mm (standard del settore) a 0,8 mm . |
| Progettazione di micro-giunzioni per la stabilità delle lamiere | Integriamo micro-giunzioni nella progettazione a livello CAD, in modo che i componenti possano essere incastrati praticamente senza spazio tra di loro, evitando che si separino durante la fase di taglio del materiale di alto valore . |
| Analisi dell'orientamento delle fibre e delle tensioni | L'algoritmo tiene conto della direzione delle fibre e delle tensioni interne al materiale per orientare correttamente i pezzi e ridurre gli sprechi, evitando al contempo la deformazione delle parti tagliate , che potrebbe influire sulla resa nel taglio laser a nesting automatizzato . |
| Impatto diretto sui costi | Questo approccio integrato consente di raggiungere costantemente un utilizzo dei fogli superiore al 91% rispetto a una media di settore di circa il 78% , permettendo al nostro servizio di taglio laser di materie plastiche OEM di offrire un'ottimizzazione diretta dei costi di oltre il 15% sulla spesa per i materiali. |
Dalla discussione precedente, risulta evidente che l'ottimizzazione dei costi è il risultato di un'integrazione superiore tra software e processi. Il nostro servizio di taglio laser della plastica offre una soluzione diretta per la gestione degli elevati costi delle materie prime grazie ad algoritmi avanzati che aumentano la quantità di materiale utilizzabile estratto dalle lastre. È proprio questo vantaggio tecnico che rende il nostro servizio di taglio laser della plastica OEM un'ottima scelta.
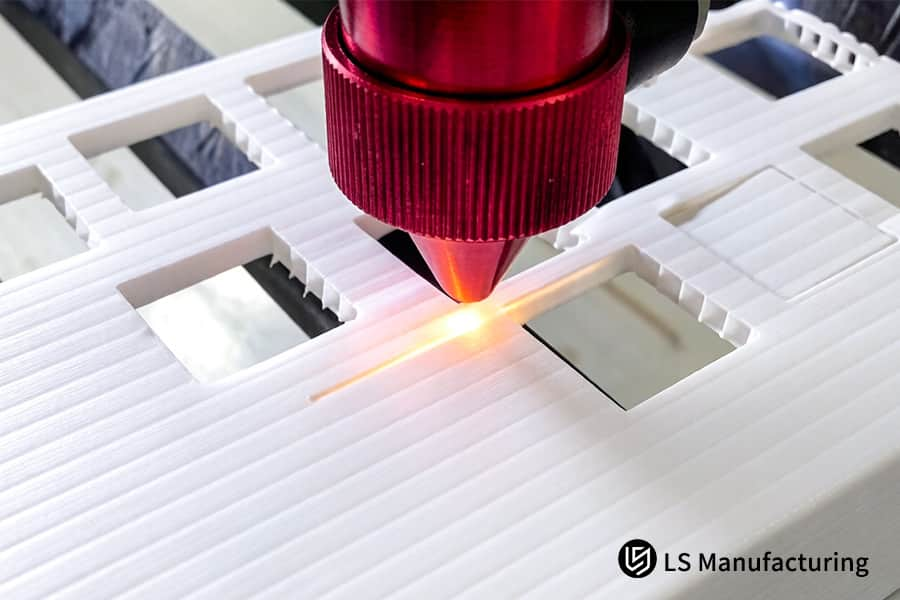
Figura 4: Il servizio di taglio laser della plastica realizza intricate fessure in PVC bianco per vassoi portaoggetti per componenti elettronici.
Perché il miglior servizio di taglio laser della plastica si caratterizza per interventi di progettazione DFM (Design for Manufacturing) approfonditi già in fase di preventivo?
Un buon partner di produzione vi offrirà sempre un valore aggiunto, ancor prima che si verifichino problemi durante la produzione. Un buon servizio risolve i problemi, ma il miglior servizio di taglio laser della plastica li previene. Forniamo supporto ingegneristico in fase di preventivo, che include un'analisi DFM approfondita per mitigare qualsiasi rischio derivante da distorsioni termiche e sollecitazioni nel vostro progetto. Questi includono:
Distribuzione strategica del carico termico nella progettazione
La soluzione al problema di fondo della deformazione si ottiene attraverso l'analisi e la riprogettazione della geometria del pezzo. Un modo per raggiungere questo obiettivo è quello di incorporare strategicamente piccoli tagli di scarico negli angoli delle superfici interne o di regolare le dimensioni dei raccordi. Ciò modifica il percorso di concentrazione del calore durante il taglio laser integrato nel design . Da sola, questa misura può ridurre la deformazione del pezzo fino al 60% .
Ottimizzazione di micro-giunti e linguette per l'integrità strutturale
Nei casi in cui si tratti di componenti fragili o complessi con strutture deboli, progettiamo il pezzo includendo un processo di produzione specifico. Vengono incorporati micro-giunti e linguette di determinate dimensioni. Questi elementi garantiscono la stabilità strutturale durante l'intero processo di taglio laser ad alta precisione e il successivo distacco, prima di essere eliminati in modo efficiente in un secondo processo automatizzato.
Ottimizzazione della sequenza dei percorsi e della logica di taglio
La sequenza di taglio di un componente influenza direttamente le tolleranze del componente finito. Lo strumento DFM simula l'operazione di taglio e individua le sequenze che possono causare effetti di surriscaldamento. La programmazione della macchina da taglio laser utilizza un percorso di taglio non lineare che consente di controllare gli effetti di surriscaldamento suddividendo i tagli lunghi e alternando tra i diversi elementi. Questo taglio laser pronto per la produzione permette di mantenere le tolleranze di precisione del taglio laser della plastica per ogni singolo pezzo.
Desideriamo ricordarvi che offriamo un servizio essenziale di ottimizzazione DFM (Design for Manufacturing) grazie alla nostra competenza ingegneristica. Questo ci permette di evitare qualsiasi problema derivante da difetti o disaccordi in fase di produzione, poiché il progetto verrà realizzato per garantire una produzione impeccabile. Un livello così avanzato di supporto ingegneristico , che trasforma un semplice preventivo in uno studio di fattibilità, rende il nostro servizio di taglio laser della plastica il migliore in assoluto .
Caso di studio: LS Manufacturing - Soluzione di precisione personalizzata per componenti in polimero per il settore medicale e aerospaziale.
In questo caso, LS Manufacturing è riuscita a superare un problema importante durante la produzione di un dispositivo medico per un cliente OEM globale, garantendo che un componente difettoso risultasse idoneo. Il problema riguardava la produzione di una base per centrifuga in PEEK estremamente spessa (10 mm) con significative criticità qualitative, che hanno richiesto i nostri servizi di taglio laser di materie plastiche personalizzate con requisiti di post-elaborazione specifici.
Sfida del cliente
Il fornitore precedente non era in grado di fornire una base di lavoro in materiale PEEK dello spessore di 10 mm . Utilizzando un processo di taglio laser con una macchina di grado medicale, è stato possibile produrre solo un angolo di 5,5 gradi nelle pareti e un bordo carbonizzato superiore a 0,3 mm , che non ha superato il test di biocompatibilità (ISO 10993). Ciò ha creato un problema in termini di assemblaggio e sterilità, riducendo la resa produttiva al di sotto del 60% . Questo potrebbe comportare problemi nel rispetto di un'importante scadenza per la presentazione alla FDA e aumentare i costi di produzione di oltre il 25% .
Soluzione di produzione LS
Il nostro approccio innovativo a questa sfida ha previsto un processo che impiega un sistema di taglio laser a frequenza variabile in combinazione con una schermatura a gas inerte multizona. Questo approccio ha permesso di ridurre la zona termicamente alterata (HAZ) a meno di 0,1 mm e di eliminare virtualmente la carbonizzazione. L'innovazione chiave in questo caso è consistita in un ciclo di ricottura di distensione, eseguito a determinate condizioni di temperatura e tempo dopo il taglio.
Risultati e valore
Tutti i pezzi finali non presentavano segni di scolorimento, una tolleranza di allineamento delle pareti di 0,5 gradi e una resa di assemblaggio del 99,7% . L'eliminazione della necessità di finiture secondarie e la garanzia di biocompatibilità hanno comportato una riduzione del 18% del costo per componente per il cliente. Aspetto forse ancora più importante, l'utilizzo del taglio laser di precisione della plastica ha permesso al cliente di ottenere la certificazione FDA per dispositivi clinici tre settimane prima della data prevista. Questo livello di prestazioni, raggiunto grazie al taglio laser di precisione della plastica , ci ha portato a diventare l'unico partner strategico del cliente per i componenti polimerici ad alte prestazioni .
Questo esempio dimostra che affrontare problematiche complesse nella produzione implica più che la semplice fornitura di un servizio: richiede processi innovativi. LS Manufacturing è stata in grado di fornire la nostra soluzione personalizzata di taglio laser della plastica grazie a un'erogazione precisa dell'energia, un'efficace dinamica dei gas e fasi di post-elaborazione cruciali. Ciò ci ha permesso non solo di produrre componenti, ma anche di garantire una qualità certificata, facilitando così il processo di approvazione normativa e ponendo le basi per future collaborazioni basate sulla nostra esperienza.
Garantisci la biocompatibilità e l'assenza di scolorimento per i componenti critici in PEEK grazie al nostro taglio laser di precisione per materie plastiche. Richiedi oggi stesso un preventivo personalizzato e una valutazione di fattibilità.

FAQ
1. Perché scegliere LS Manufacturing per le mie esigenze di taglio laser di precisione della plastica?
Oltre alle nostre tolleranze di precisione di ±0,05 mm , siamo in grado di eseguire un'analisi completa di fattibilità producibile, unitamente a un trattamento di distensione specificamente progettato per le materie plastiche tecniche specializzate.
2. Qual è lo spessore massimo che LS Manufacturing può tagliare per l'acrilico ad alta precisione?
Grazie a un gruppo laser ad alta potenza da 15 kW , siamo in grado di produrre componenti in acrilico colato fino a 50 mm di spessore con bordi netti e trasparenti, senza alcuna decolorazione dovuta alla carbonizzazione.
3. Quanto tempo ci vuole per ottenere un preventivo per un progetto di taglio laser di plastica OEM?
Inviaci semplicemente i tuoi file di disegno STEP o DXF e il nostro team di ingegneri ti fornirà un preventivo completo, comprensivo di suggerimenti per il miglioramento dei processi, entro 12-24 ore .
4. LS Manufacturing supporta ordini di taglio laser di plastica personalizzati a basso volume?
Sì, poiché nella nostra organizzazione non ci sono vincoli di quantità minima d'ordine (MOQ). Il nostro obiettivo è accelerare i processi di sviluppo del prodotto attraverso la prototipazione e il collaudo rapidi, garantendo al contempo la massima precisione sia per i prototipi che per i componenti finali.
5. È possibile ottenere una finitura superficiale Ra 0,8 sui bordi di componenti in plastica tagliati al laser?
Certamente. Regolando la frequenza degli impulsi e il flusso di gas ausiliario durante il taglio laser, è possibile ottenere senza problemi una finitura superficiale di qualità Ra 0,8, paragonabile a quella della lucidatura a fiamma.
6. Come gestisce LS Manufacturing le modifiche di progettazione dopo l'avvio di un progetto?
Il nostro approccio alla produzione digitale ci consente di apportare rapidamente modifiche ai progetti; se i fogli dei materiali non sono ancora stati inseriti nella linea di taglio, saremo in grado di rivedere il file DFM per ridurre i costi.
7. LS Manufacturing garantisce la tracciabilità dei materiali per i componenti aerospaziali critici?
Per ogni ordine di lotto forniamo un nuovo rapporto di prova dei materiali (MTR) e un rapporto di ispezione dimensionale, garantendo la piena conformità ai vostri standard.
8. Perché il taglio laser è più conveniente della fresatura CNC per la produzione di componenti in plastica sottile?
Il taglio laser è almeno 4-8 volte più veloce della fresatura nella profilatura di figure geometriche complesse. Inoltre, non richiede attrezzature specializzate e costose, con conseguente riduzione dei costi unitari di lavorazione.
Riepilogo
Nella scelta di un servizio di taglio laser per materie plastiche , la lavorazione di precisione è sinonimo di adozione di un sistema a circuito chiuso progettato per mitigare i rischi. Con LS Manufacturing, l'efficienza in termini di costi deriva dal controllo del riscaldamento a livello micrometrico, da una corretta gestione delle sollecitazioni e da una progettazione ottimizzata per la produzione. Trasformiamo la complessità fisica in successo aziendale, fornendovi ottiche di precisione e componenti isolanti privi di difetti.
Niente più scuse per difetti di lavorazione e problemi dimensionali causati dai fornitori che ritardano il lancio del tuo prodotto. I tuoi design unici meritano un'esecuzione perfetta. Clicca sul pulsante "Richiedi un preventivo immediato" qui sotto per inviare i tuoi file di dati di progettazione 3D (STEP/PDF). Il team di ingegneri DFM di LS Manufacturing effettuerà un'analisi e ti offrirà un preventivo gratuito e personalizzato per il taglio laser della plastica direttamente dal produttore in meno di 24 ore .
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


