
Le choix du matériau parmi les 10 meilleurs plastiques pour la découpe laser est une étape cruciale pour la fabrication de pièces telles que les fenêtres électroniques ou les dispositifs médicaux. Cependant, la principale difficulté réside dans la prévention des brûlures, des fissures de contrainte et des variations dimensionnelles. En effet, la plupart des services disponibles ne proposent pas de contrôle numérique de la chaleur générée par des matériaux comme le PEEK et le PMMA , ce qui entraîne une zone affectée thermiquement importante et, pire encore, des tolérances supérieures à ±0,3 mm .
LS Manufacturing utilise une découpe laser de précision pour plastique , combinée à une analyse DFM, afin d'offrir une découpe laser optimale grâce à des lasers haute luminosité de 15 kW et un positionnement par adsorption sous vide, garantissant ainsi des tolérances inférieures à ±0,05 mm . En d'autres termes, cette solution nous permet de mettre la technologie à votre service, comme expliqué ci-après.

Découpe laser plastique : Guide rapide de sélection des partenaires
| Critère de sélection | Critères de choix d'un partenaire de fabrication |
| Expertise en matériaux | Assurez-vous qu'ils ont de l'expérience avec votre matériau plastique exact ( acrylique, PC, PEEK, Delrin ). |
| Correspondance de la technologie laser | Bien sûr, ils disposent de lasers adaptés ( lasers CO2 pour la plupart des matériaux organiques, lasers UV pour les plastiques délicats ). |
| Gestion thermique | Doit être capable de contrôler les niveaux de chaleur afin d'éviter de faire fondre ou d'endommager les surfaces des pièces en plastique. |
| Salles blanches et manutention | Pour les applications critiques, assurez-vous qu'elles disposent de procédures permettant d' éviter toute contamination et tout dommage aux surfaces . |
| Notre processus de qualification | Nous fournissons des échantillons de matériaux, les paramètres de découpe laser et les rapports d'inspection du premier article. |
| Résultat : Des coupes nettes et précises | Fournit des pièces aux bords lisses et polis, sans aucun dommage thermique ; ces pièces sont prêtes à être assemblées. |
| Résultat : Flexibilité de conception | Permet la création de formes complexes qui ne peuvent pas être découpées à l'aide de techniques de découpe mécaniques . |
Nous relevons le défi de trouver un partenaire compétent pour la découpe laser de plastique de haute qualité . Notre expertise garantit un traitement optimal des matériaux choisis, évitant la fusion et assurant une précision maximale. Vous obtenez ainsi des composants plastiques nets, précis et fiables, conformes à vos exigences de conception et fonctionnelles, du prototype à la production en série. Notre accompagnement vous permet d'éviter les essais et erreurs coûteux et de nouer un partenariat gage de qualité et de réussite de vos projets.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
On trouve de nombreux articles sur la découpe laser du plastique sur Internet, mais pourquoi lire le nôtre ? Nous sommes des experts de terrain, pas des théoriciens. Les sujets que nous abordons sont concrets, comme la création de canaux fluidiques complexes pour les équipements médicaux ou d'isolants ultra-minces pour les avions, où la qualité des bords est primordiale. Toutes les informations présentées ici proviennent d'expériences réelles, dans le respect constant des normes rigoureuses telles que l'ISO 9001 , afin de garantir que les connaissances relatives aux procédés mentionnées soient éprouvées et non théoriques.
Nous traitons les questions pratiques, comme la prévention de la zone affectée thermiquement dans le PEEK ou le maintien de tolérances strictes de ±0,05 mm pour les produits acryliques. Nous maîtrisons également les facteurs de contraintes lors de la découpe du polycarbonate et savons comment une conception appropriée des outillages permet de résoudre ce problème. Cette expérience concrète et éprouvée, associée à des normes rigoureuses telles que celles du National Institute of Standards and Technology (NIST), vous fournit des informations précieuses pour choisir votre futur partenaire.
Nous prenons en charge votre recherche d'une entreprise compétente en découpe laser de précision pour le plastique. Notre savoir-faire nous permet de traiter votre matériau avec précision, sans risque de fusion ni d'imprécision. Nous créons ainsi des pièces en plastique d'une grande précision et d'une fiabilité à toute épreuve. Inutile de perdre du temps à chercher le partenaire idéal : nous nous chargeons de tout.
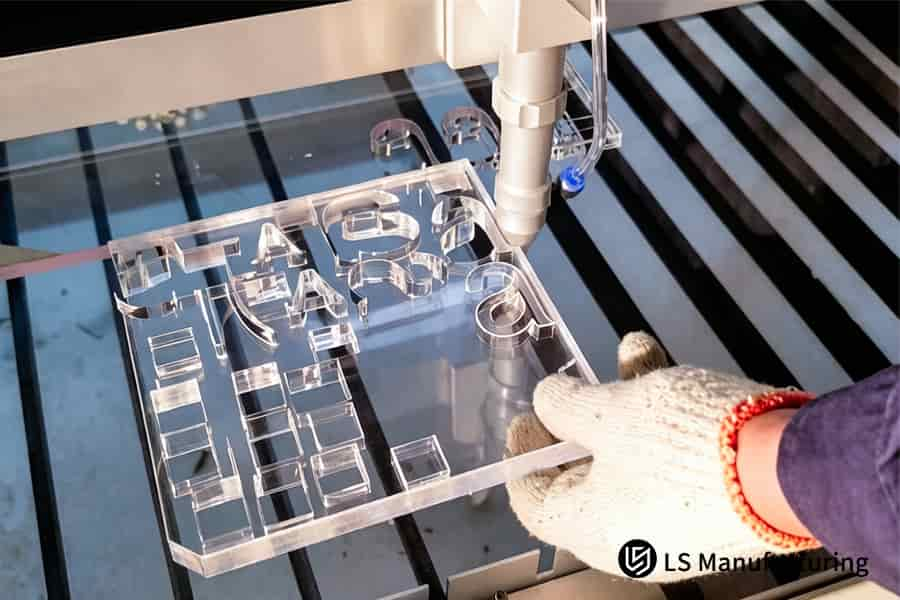
Figure 1 : La découpe laser permet de fabriquer des lettres complexes à partir d'acrylique coulé pour les présentoirs de magasins.
Pourquoi LS Manufacturing est-elle le premier choix pour la découpe laser de précision du plastique en 2026 ?
Le principal obstacle à la production en grande série est la minimisation des dérives thermiques et mécaniques qui affectent la précision au fil du temps. La technologie en boucle fermée de LS Manufacturing y remédie en intégrant en temps réel la correction par impulsions laser et des méthodes de contrôle statistique. Ainsi, la géométrie des pièces reste constante pendant des millions d'opérations, ce qui réduit directement les erreurs d'assemblage et les coûts du produit final. L'enjeu est de transformer la précision d'une simple norme en un état de contrôle dynamique.
Régulation énergétique par impulsion via un retour d'information en temps réel
Ce système agit à la source du problème : un capteur intégré surveille la puissance d’impulsion du laser lors de la découpe laser de précision du plastique . La puissance d’impulsion suivante est automatiquement corrigée en fonction du modèle de matériau. Cette correction automatique s’effectue plusieurs fois par seconde, ce qui est essentiel pour la découpe laser à grande vitesse de formes complexes et permet d’éviter tout risque d’erreur dimensionnelle due aux effets thermiques.
Contrôle dimensionnel prédictif via SPC en temps réel
L'assurance qualité est toujours préventive et non réactive. Les données issues des mesures effectuées lors des processus de production sont automatiquement intégrées au système SPC. Ce qui distingue LS Manufacturing de ses concurrents, c'est son processus de décision automatisé : dès que le système détecte une tendance potentielle à l'approche des limites de tolérance, il prend des mesures correctives sur la trajectoire de découpe. Ainsi, les données de qualité se traduisent automatiquement en actions concrètes pour garantir la fiabilité du processus de découpe laser des polymères .
Gestion holistique de la stabilité thermique
La précision de fabrication exige une maîtrise totale de l'environnement machine. Nous utilisons un système de refroidissement multi-boucles pour isoler les différents éléments, comme le laser, des phases de déplacement. Associé à un flux d'air laminaire contrôlé, ce système réduit les gradients thermiques responsables des dérives des matériaux et des mécanismes, garantissant ainsi la précision des découpes laser complexes, même en fonctionnement continu.
Ce court article explique comment nous avons mis en place des boucles de rétroaction, qui constituent notre principal atout concurrentiel. Notre avantage concurrentiel réside dans cette technologie en boucle fermée, qui non seulement mesure, mais aussi maintient la précision. C'est ainsi que LS Manufacturing garantit des résultats constants grâce à son service de découpe laser plastique , offrant ainsi à ses clients un coût total de possession optimisé et établissant la norme en matière de découpe laser de précision dans le secteur.

Comment la découpe laser sur mesure du plastique peut-elle atteindre une clarté de qualité optique pour les boîtiers médicaux haut de gamme ?
L'obtention d'une clarté optique optimale sur les bords coupés des boîtiers médicaux transparents nécessite généralement un polissage secondaire coûteux et peu homogène. La méthode exclusive de découpe laser sur mesure pour plastique de LS Manufacturing résout ce problème en générant une couche fondue « auto-polissante » pendant le processus de découpe. Ceci élimine l'étape de post-traitement, réduisant ainsi directement le coût des pièces et le risque de contamination, tout en garantissant une clarté de bord supérieure et constante pour les pièces de qualité médicale .
Optimisation précise du point focal interne
- Défi : La focalisation des lasers sur des surfaces entraîne leur vaporisation et donc la formation d'un bord rugueux et givré.
- Notre méthode : Nous focalisons les lasers à l'intérieur du matériau en un point de haute intensité .
- Action technique : Le résultat est une couche fondue qui s'écoule et se solidifie en bords nets.
Technologie exclusive d'assistance chimique des gaz et flux laminaire
- Problème : Les gaz auxiliaires qui peuvent être utilisés dans le processus ( air, O₂, N₂ ) pourraient provoquer un voile.
- Notre méthode : Nous utilisons un mélange précis de gaz d'assistance délivré par une buse à flux laminaire.
- Action technique : Le mélange de gaz réactif protège le bain de fusion de l'oxydation et, grâce à ses caractéristiques thermiques uniques , permet un refroidissement contrôlé du matériau, assurant le recuit de la surface avec une rugosité inférieure à Ra 0,8 μm requise pour la découpe laser ultrafine .
Synchronisation intégrée des paramètres pour la stabilité des processus
- Défi : Assurer la cohérence entre différentes géométries et différents lots.
- Notre méthode : Intégration dynamique de la puissance laser, de la fréquence d’impulsion et du débit d’alimentation avec des ajustements des paramètres focaux et gazeux .
- Action technique : L’intégration de tous ces paramètres garantit un gradient thermique stable au niveau de la zone de coupe et permet une découpe laser de qualité optique qui produit des bords impeccables sur chaque composant, dans chaque lot.
Cet article décrit le processus technique de notre procédé de découpe et de finition, incluant l'orientation interne, les propriétés des gaz réactifs et la synchronisation dynamique des paramètres. Notre service de découpe laser plastique haut de gamme se distingue par une ingénierie qui élimine les finitions secondaires. Pour garantir la netteté des bords lors de la production, nous utilisons un contrôle en temps réel afin d'assurer des pièces de qualité médicale , esthétiques, économiques et d'une régularité accrue grâce à une découpe laser sans jeu .
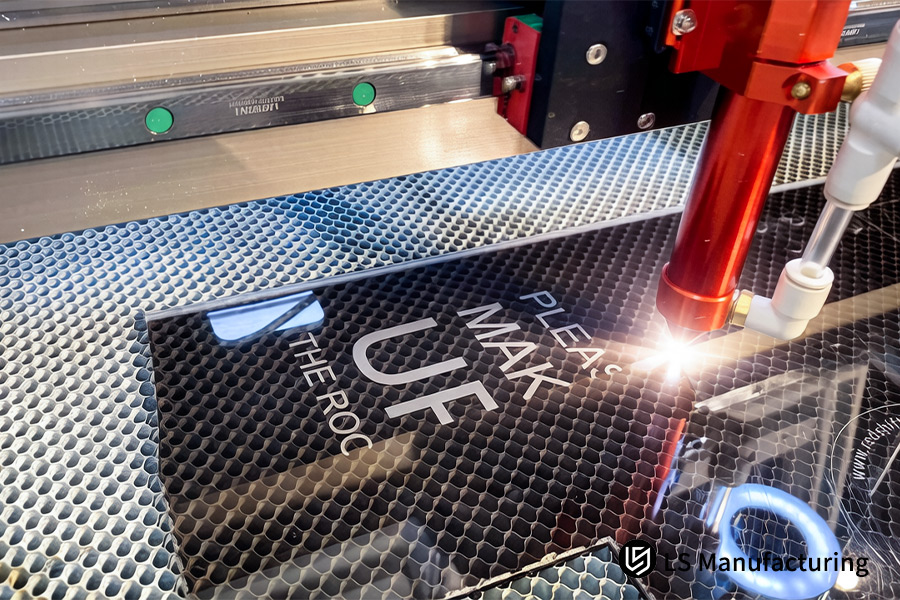
Figure 2 : La découpe laser grave des lettres précises sur des panneaux en acrylique noir pour des expositions d'entreprise.
Pourquoi les ingénieurs devraient-ils privilégier la découpe laser pour les pièces en plastique lorsqu'il s'agit de gérer des contraintes internes complexes ?
Lors de la fabrication de pièces en plastique, la défaillance prématurée des composants due aux contraintes internes générées par la transformation est fréquente, entraînant des fissures et des ruptures. Notre approche innovante de découpe laser pour pièces en plastique élimine ces contraintes internes en manipulant la distorsion thermique moléculaire grâce à notre procédé breveté « Cold-Pulse », ce qui permet de réduire de plus de 90 % les fissures de contrainte et d’améliorer la durabilité des pièces .
| Domaine d'expertise technique | Méthode et résultat quantifiable |
| Modulation énergétique « à impulsion froide » | Des impulsions courtes mais très énergétiques, associées à des périodes de refroidissement prolongées, permettent d'ablater la matière avec une conduction thermique périphérique réduite . |
| Stratégie exclusive d'assistance au gaz | Un flux précis de gaz refroidit rapidement la surface ablatée, fixant une structure moléculaire à faible contrainte . |
| Validation du processus et résultats | Les tests courants à l'IPA à 70 % confirment que notre approche de découpe laser à faible contrainte réduit considérablement le fendillement ( >90 % ) par rapport aux procédés traditionnels. |
Cette analyse confirme qu'une gestion optimale des contraintes est le fruit d'une ingénierie poussée. Notre procédé de découpe laser plastique élimine les risques de défaillance latente des pièces en contrôlant l'apport thermique au niveau moléculaire. Cette méthode de découpe laser à gestion thermique garantit une fiabilité élevée , essentielle pour les applications exigeant une longue durée de vie et une grande fiabilité sur le terrain.
Quels sont les critères essentiels pour choisir un partenaire de découpe laser plastique pour des commandes de faible volume et de forte mixité ?
La production en petites séries exige un processus qui élimine les coûts d'outillage et permet des itérations sans compromettre la qualité. Le principal enjeu est de choisir un partenaire capable d'égaler l'agilité de votre processus de conception. La liste suivante met en évidence les critères qui permettent de gérer cette complexité de la chaîne d'approvisionnement grâce à une mise en œuvre efficace :
Protocole de production agile sans outils
Nous nous affranchissons des coûts et délais élevés liés à l'outillage traditionnel grâce à une approche de fabrication numérique. La découpe laser de prototypes est réalisée en alimentant directement la machine avec des données CAO . La technologie « Fast-Switch » utilise des dispositifs de serrage universels et un chargement automatisé des programmes ; le changement d'outil s'effectue donc en quelques minutes, et non en plusieurs jours. Cette approche transforme les coûts fixes en coûts variables, rendant la découpe laser à la demande rentable même pour une seule pièce.
Traitement secondaire intégré sous un même toit
L'efficacité ne peut être atteinte que par la consolidation des processus à valeur ajoutée. Outre les services de découpe, nous disposons de capacités internes telles que l'application de blindage EMI/RFI et le laminage de précision, intégrées à un processus de production numérique continu. Ceci permet de s'affranchir des difficultés logistiques, des problèmes d'assurance qualité et des variations de délais liés à la sélection de plusieurs fournisseurs pour un assemblage, et de fournir une pièce finie en une seule étape.
Mise à l'échelle et validation des processus basées sur les données
Il est indispensable de garantir l'homogénéité des pièces du lot 1 par rapport à celles du lot 1000. Le processus de traçabilité numérique inclut la collecte des données d'inspection du premier article, qui constituent la base des indicateurs de qualité. Lors du passage à l'échelle supérieure, le contrôle statistique des procédés (SPC) gère les indicateurs critiques et signale toute dérive. Ce processus assure la traçabilité et la constance de la production de pièces nécessaires à la fabrication de petites séries pour les secteurs médical et aérospatial, facilitant ainsi la transition vers des volumes plus importants grâce à la découpe laser .
Le choix d'un partenaire pour la découpe laser plastique repose sur une agilité intégrée. Un service de découpe laser plastique pour équipementiers est conçu pour surmonter les problèmes fondamentaux liés au prototypage efficace et à la mise à l'échelle efficiente en éliminant le besoin d'outillage grâce à notre procédé de découpe laser agile unique, en consolidant les opérations de post-traitement et en garantissant la qualité par le biais des données.
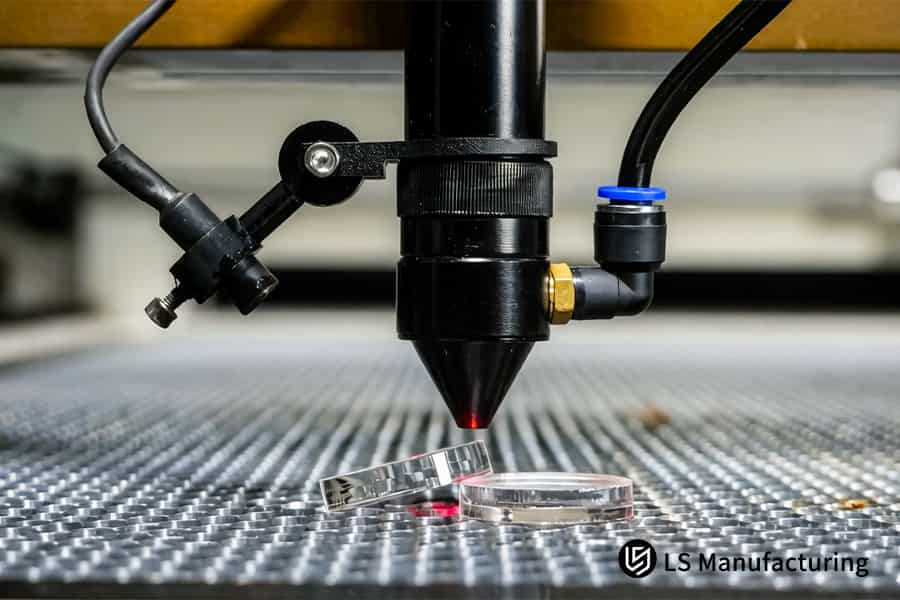
Figure 3 : Découpe laser de disques en polycarbonate transparents pour la recherche scientifique en laboratoire.
Un service de fabrication par découpe laser de plastique peut-il atteindre une tolérance de +/- 0,05 mm sur des films minces flexibles ?
Obtenir une précision de ±0,05 mm sur des films minces et flexibles représente un défi de taille, notamment en raison des variations de matière et des distorsions thermiques. Les dispositifs de fixation classiques et les techniques de découpe traditionnelles ne permettent pas d'atteindre cet objectif. Nous présentons ici une technologie innovante qui permet un contrôle actif de ces paramètres, garantissant une découpe fiable et précise des films minces pour des assemblages de haute précision. Cette technologie repose sur le couplage des deux technologies suivantes :
Système de mandrin à vide en nid d'abeille exclusif
- Problème : La conception traditionnelle des tables de découpe permet le gauchissement et le déplacement des films .
- Notre méthode : un mandrin poreux spécialement conçu avec des zones de vide .
- Action technique : Elle exerce une pression constante vers le bas et élimine les poches d'air, positionnant ainsi le film parfaitement à plat avant et pendant la découpe laser de micro-découpes , assurant une distance focale constante et empêchant les vibrations.
Compensation thermique dynamique par servocommande haute vitesse
- Problème : Le chauffage localisé entraîne un micro-retrait qui affecte les dimensions du produit.
- Notre méthode : Un algorithme spécial modifie la trajectoire de l’outil en temps réel.
- Action technique : Les servomoteurs à réponse rapide utilisent un décalage calculé sur le vecteur de coupe afin de compenser à l’avance la contraction thermique prévisible, une caractéristique importante pour la découpe laser de haute précision de matériaux fragiles.
Métrologie en ligne pour verrouillage de tolérance en boucle fermée
- Problème : les mesures post-traitement peuvent mesurer la dérive, mais ne la corrigent pas à l’intérieur d’un lot.
- Notre méthode : L'inspection visuelle permet de mesurer les dimensions cruciales après chaque découpe .
- Action technique : Les données collectées sont renvoyées au servocontrôleur pour créer une boucle fermée qui ajustera constamment la trajectoire, maintenant ainsi une tolérance serrée tout au long de la découpe de milliers de pièces de fabrication fiable de découpe laser plastique .
Le service de découpe laser sur mesure pour plastiques répond à un défi crucial : la stabilité dimensionnelle des films, en garantissant un ajustement parfait à l’assemblage. Le procédé décrit ci-dessus, qui inclut la découpe laser de substrats flexibles avec contrôle de processus, est une étape essentielle des opérations de fabrication, compte tenu des caractéristiques géométriques de la pièce. Si votre application de film nécessite un planage sous vide et une compensation thermique, collaborez avec nous pour développer un processus de découpe laser contrôlé, gage de précision.
Comment le service de découpe laser de plastique OEM optimise-t-il l'imbrication des matériaux pour les plastiques techniques coûteux ?
Pour les matériaux comme le PEEK ou le PEI, appartenant à la classe des plastiques techniques, le coût du matériau représente la part la plus importante du prix d'un composant. Les logiciels d'imbrication standard génèrent un gaspillage considérable et impactent négativement la rentabilité du projet. Voici une description d'une technique orientée processus que nous utilisons pour optimiser l'utilisation des matériaux et ainsi réduire le coût par composant :
| Stratégie technique | Mise en œuvre et résultats quantifiés |
| Imbrication algorithmique avec compensation dynamique de la largeur de coupe | La technologie de découpe laser à imbrication intelligente modifie le positionnement des composants et les trajectoires de découpe en fonction des données en temps réel, réduisant l'espace entre les pièces de 2,0 mm (norme industrielle) à 0,8 mm . |
| Conception de micro-joints pour la stabilité des tôles | Nous intégrons des micro-joints dans la conception au niveau de la CAO afin que les pièces puissent être imbriquées avec pratiquement aucun espace entre elles sans qu'elles ne se séparent lors de la phase de découpe des matériaux de grande valeur . |
| Analyse de l'orientation des grains et des contraintes | L'algorithme prend en compte la direction du grain et les contraintes internes du matériau pour orienter correctement les pièces et réduire les déchets, tout en évitant la déformation des pièces coupées , ce qui peut affecter le rendement de la découpe laser automatisée par imbrication . |
| Impact direct sur les coûts | Cette approche intégrée permet d'atteindre systématiquement un taux d'utilisation des feuilles supérieur à 91 %, contre une moyenne sectorielle d'environ 78 % , permettant ainsi à notre service de découpe laser plastique OEM de réaliser une optimisation directe des coûts de plus de 15 % sur les dépenses en matériaux. |
Il ressort de ce qui précède que l'optimisation des coûts résulte d'une intégration logicielle et de processus de pointe. Notre service de découpe laser plastique offre une solution directe pour maîtriser les coûts élevés des matières premières grâce à des algorithmes avancés qui augmentent la quantité de matériau utilisable extraite des plaques. C'est cet avantage technique qui fait de notre service de découpe laser plastique un atout majeur pour les équipementiers .
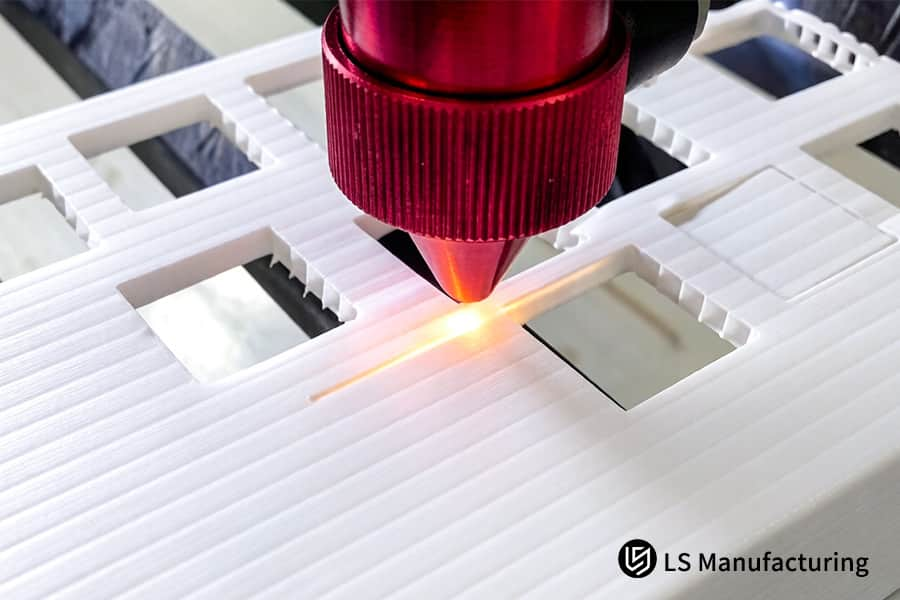
Figure 4 : Un service de découpe laser plastique découpe des fentes complexes dans du PVC blanc pour des plateaux de rangement de composants électroniques.
Pourquoi les meilleurs services de découpe laser plastique se caractérisent-ils par des interventions approfondies en matière d'ingénierie de la fabrication (DFM) lors de l'établissement du devis ?
Un bon partenaire de fabrication vous apportera toujours de la valeur ajoutée, même avant que des problèmes ne surviennent en production. Un bon service permet de résoudre les problèmes, mais le meilleur service de découpe laser plastique les prévient. Nous vous offrons un soutien technique dès l'établissement du devis, incluant une analyse DFM approfondie afin de minimiser les risques liés aux déformations thermiques et aux contraintes dans votre conception.
Répartition stratégique de la charge thermique dans la conception
La solution au problème de déformation réside dans l'analyse et la redéfinition de la géométrie de la pièce. Une méthode consiste à intégrer stratégiquement de petites découpes de dégagement dans les angles des surfaces internes ou à ajuster les dimensions des congés. Ceci modifie la direction de concentration de la chaleur lors de la découpe laser intégrée à la conception . À elle seule, cette mesure peut réduire la déformation de la pièce jusqu'à 60 % .
Optimisation des micro-assemblages et des languettes pour l'intégrité structurelle
Pour les pièces fragiles ou complexes à structure délicate, nous intégrons au processus de fabrication des micro-assemblages et des languettes de dimensions précises. Ces éléments garantissent la stabilité structurelle lors de la découpe laser de haute précision et du détachement ultérieur, avant leur élimination efficace par une seconde étape automatisée.
Optimisation du séquençage des chemins et de la logique de coupe
La séquence de découpe d'une pièce influe directement sur les tolérances de la pièce finie. L'outil DFM simule l'opération de découpe et identifie les séquences susceptibles d'engendrer des effets thermiques. La programmation de la découpeuse laser utilise une trajectoire de découpe non linéaire, permettant de contrôler ces effets en fractionnant les découpes longues et en alternant entre les différents éléments. Cette découpe laser, prête pour la production, garantit le respect des tolérances de précision requises pour la découpe laser du plastique de chaque pièce.
Nous tenons à vous rappeler que nous proposons un service essentiel d' optimisation DFM grâce à notre expertise en ingénierie. Ainsi, tout problème lié à des défauts ou désaccords de production est évité, la conception étant optimisée pour une fabrication irréprochable. Ce niveau d' assistance technique avancé, qui transforme un simple devis en une étude de faisabilité, fait de notre service de découpe laser plastique un service d'excellence .
Étude de cas : Solution de précision sur mesure pour composants polymères médicaux et aérospatiaux de LS Manufacturing
Dans ce cas précis, LS Manufacturing a su résoudre un problème majeur lors de la fabrication d'un dispositif médical pour un client OEM international, garantissant ainsi la qualification d'un composant défectueux. La difficulté résidait dans la production d'une base de centrifugeuse en PEEK de 10 mm d'épaisseur, présentant d'importantes exigences de qualité et nécessitant nos services de découpe laser plastique sur mesure , assortis d'un post-traitement spécifique.
Défi du client
Le fournisseur actuel n'a pas pu fournir une base en PEEK de 10 mm d'épaisseur. Malgré un procédé de découpe laser utilisant une machine de qualité médicale, il n'a pu obtenir qu'un angle de 5,5 degrés sur les parois et un bord carbonisé supérieur à 0,3 mm , ce qui a entraîné un échec au test de biocompatibilité (ISO 10993). Ce défaut a engendré des problèmes d'ajustement et de stérilité de l'assemblage, réduisant le rendement à moins de 60 % . Ceci pourrait compromettre le respect d'une échéance importante de soumission à la FDA et augmenter les coûts de production de plus de 25 % .
Solution de fabrication LS
Notre approche novatrice pour relever ce défi a consisté en un procédé utilisant un système de découpe laser à fréquence variable associé à une enveloppe de gaz inerte multizone. Cette approche a permis de réduire la ZAT à moins de 0,1 mm et d'éliminer quasiment toute carbonisation. L'innovation clé résidait dans un cycle de recuit de détente, réalisé après la découpe dans des conditions de température et de durée spécifiques.
Résultats et valeur
Toutes les pièces finales étaient exemptes de décoloration, présentaient une tolérance d'alignement de 0,5 degré et un rendement d'assemblage de 99,7 % . L'élimination du besoin de finition secondaire et la garantie de biocompatibilité ont permis au client de réaliser une réduction de 18 % du coût par composant. Plus important encore, l'utilisation de la découpe laser de précision pour plastique a permis au client d'obtenir la certification de dispositif clinique de la FDA trois semaines avant la date prévue. Ce niveau de performance, atteint grâce à la découpe laser de haute précision pour plastique , nous a permis de devenir le partenaire stratégique exclusif du client pour les pièces en polymères haute performance .
Cet exemple illustre que la résolution de problèmes de fabrication complexes ne se limite pas à la simple prestation de services ; elle requiert des processus innovants. LS Manufacturing a su fournir notre solution de découpe laser plastique sur mesure grâce à une distribution d'énergie précise, une dynamique des gaz efficace et des étapes de post-traitement cruciales. Ceci nous a permis non seulement de fabriquer des composants, mais aussi de garantir une qualité certifiée, facilitant ainsi le processus d'homologation et jetant les bases de futurs partenariats fondés sur notre expertise.
Notre découpe laser de précision garantit la biocompatibilité et l'absence de décoloration des composants critiques en PEEK. Demandez un devis personnalisé et une étude de faisabilité dès aujourd'hui.

FAQ
1. Pourquoi choisir LS Manufacturing pour mes besoins en découpe laser de précision du plastique ?
En plus de nos tolérances de précision à ±0,05 mm , nous pouvons effectuer une analyse complète de conception pour la fabricabilité ainsi qu'un traitement de relaxation des contraintes spécialement conçu pour les plastiques techniques spécialisés.
2. Quelle est l'épaisseur maximale que LS Manufacturing peut découper pour l'acrylique de haute précision ?
Grâce à un groupe laser à lumière intense de 15 kW , nous sommes en mesure de fabriquer des pièces en acrylique coulé jusqu'à 50 mm d'épaisseur avec des bords nets et transparents, sans aucune décoloration due à la carbonisation.
3. Dans quel délai puis-je obtenir un devis pour un projet de service de découpe laser de plastique OEM ?
Envoyez-nous simplement vos fichiers de dessin STEP ou DXF, et notre équipe d'ingénieurs vous fournira un devis complet incluant des suggestions d'amélioration des processus sous 12 à 24 heures .
4. LS Manufacturing prend-elle en charge les commandes de découpe laser de plastique personnalisées en petites quantités ?
Oui, car les quantités minimales de commande ne sont pas strictes au sein de notre organisation. Notre objectif est d'accélérer le développement de vos produits grâce au prototypage et aux tests rapides, tout en garantissant une précision constante pour vos prototypes et vos pièces finales.
5. Est-il possible d'obtenir une finition de surface Ra 0,8 sur les bords des pièces en plastique découpées au laser ?
Bien sûr. En ajustant la fréquence d'impulsion et le débit de gaz auxiliaire pendant la découpe laser, on peut atteindre sans problème une qualité de finition de surface Ra 0,8 par polissage à la flamme.
6. Comment LS Manufacturing gère-t-elle les modifications de conception après le début d'un projet ?
Notre approche de fabrication numérique nous permet d'apporter rapidement des modifications aux conceptions ; si vos fiches de matériaux n'ont pas encore été intégrées à la chaîne de découpe, nous pourrons réviser le fichier DFM afin de réduire les coûts.
7. LS Manufacturing assure-t-elle la traçabilité des matériaux pour les composants aérospatiaux critiques ?
Nous fournissons pour chaque lot de commandes un nouveau rapport d'essai des matériaux (MTR) et un rapport d'inspection dimensionnelle, garantissant une conformité totale à vos normes.
8. Pourquoi la découpe laser est-elle plus rentable que le fraisage CNC pour les pièces en plastique minces ?
La découpe laser est au moins 4 à 8 fois plus rapide que le fraisage pour le profilage de formes géométriques complexes. De plus, elle ne nécessite pas d'outillage spécialisé coûteux, ce qui réduit les coûts de production par unité.
Résumé
Lorsqu'on choisit un service de découpe laser plastique , l'usinage de précision est synonyme d'un système en boucle fermée conçu pour minimiser les risques. Chez LS Manufacturing, les économies sont réalisées grâce à un contrôle précis de la température au micron près, une gestion optimale des contraintes et une conception adaptée à la fabrication. Nous transformons les complexités physiques en succès commercial en vous fournissant des optiques de précision et des composants d'isolation sans défaut.
Fini les excuses liées aux défauts de fabrication et aux problèmes dimensionnels de vos fournisseurs qui retardent le lancement de votre produit. Vos designs uniques méritent une réalisation impeccable. Cliquez simplement sur le bouton « Obtenir un devis instantané » ci-dessous pour soumettre vos fichiers de données de conception 3D (STEP/PDF). L'équipe d'ingénierie DFM de LS Manufacturing réalisera une analyse et vous proposera un devis gratuit et personnalisé pour la découpe laser plastique, directement du fabricant, en moins de 24 heures .
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


