
El servicio de corte láser de plástico considera que la primera etapa consiste en elegir el material adecuado entre los 10 mejores plásticos para corte láser al fabricar piezas como ventanas electrónicas o dispositivos médicos, pero el mayor desafío radica en cómo evitar problemas de quemaduras, grietas por tensión y variaciones dimensionales. Esto se debe a que la mayoría de los servicios disponibles no ofrecen control digital para absorber el calor generado por materiales como PEEK y PMMA , lo que resulta en una gran área afectada por el calor e incluso, peor aún, tolerancias mayores a ±0,3 mm .
LS Manufacturing utiliza un sistema de corte láser de plástico de precisión, combinado con análisis DFM, para ofrecer el mejor corte láser. Para ello, emplea láseres de alta luminosidad de 15 kW y posicionamiento por adsorción al vacío, manteniendo tolerancias inferiores a ±0,05 mm . En otras palabras, con esta solución, ponemos la tecnología a su servicio, como se explica a continuación.

Corte láser de plástico: Guía rápida para la selección de socios
| Criterio de selección | Qué buscar en un socio de fabricación |
| Experiencia en materiales | Asegúrese de que tengan experiencia con el material plástico específico que usted utiliza ( acrílico, PC, PEEK, Delrin ). |
| Coincidencia de tecnología láser | Por supuesto que tienen láseres compatibles ( láseres de CO2 para la mayoría de los materiales orgánicos, láseres UV para plásticos delicados ). |
| Gestión térmica | Debe tener la capacidad de controlar los niveles de calor para evitar que las superficies de las piezas de plástico se derritan o se dañen. |
| Sala limpia y manipulación | Para aplicaciones críticas, asegúrese de que cuenten con procedimientos para evitar cualquier contaminación y daño a las superficies . |
| Nuestro proceso de cualificación | Suministramos muestras de material, parámetros de corte láser e informes de inspección de la primera muestra. |
| Resultado: Cortes limpios y precisos. | Proporciona piezas con bordes lisos y pulidos, sin daños térmicos; estas piezas están listas para el montaje. |
| Resultado: Flexibilidad de diseño | Permite la creación de formas complejas que no se pueden cortar utilizando técnicas de corte mecánicas . |
Le ayudamos a encontrar el socio ideal para el corte láser de plásticos de alta calidad . Nuestra experiencia garantiza que sus materiales se procesen correctamente, evitando que se derritan y asegurando la precisión. Esto le permite obtener componentes de plástico limpios, precisos y fiables que cumplen con sus requisitos de diseño y funcionalidad, desde prototipos hasta producción en serie. Nuestro asesoramiento le ayuda a evitar costosos errores y a establecer una colaboración que garantiza la calidad de las piezas y el éxito de su proyecto.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
En internet abundan los artículos sobre corte láser de plástico , pero ¿por qué debería leer el nuestro? Somos expertos en la materia, no teóricos. Los temas que tratamos son relevantes, como la creación de complejos canales de fluidos en equipos médicos o aislantes ultrafinos para aviones, donde la calidad de los bordes es crucial. Toda la información aquí presentada se obtuvo durante operaciones reales, siempre buscando el cumplimiento de estándares rigurosos como la ISO 9001 , para garantizar que todo el conocimiento del proceso mencionado sea comprobado, no teórico.
Abordamos cuestiones prácticas, como la forma de evitar la zona afectada por el calor en el PEEK o el mantenimiento de tolerancias estrictas de ±0,05 mm para productos acrílicos. También conocemos los factores que provocan tensiones al cortar policarbonato y cómo un diseño adecuado de las fijaciones resuelve este problema. Esta experiencia real y probada, combinada con estándares rigurosos como los del Instituto Nacional de Estándares y Tecnología (NIST), proporciona información valiosa para elegir a su futuro socio.
Nos encargamos de encontrar la empresa adecuada para el corte láser de precisión de plástico. Contamos con la experiencia necesaria para garantizar que el material que elija se procese correctamente, evitando problemas como la fusión o la imprecisión. Esto se traduce en piezas de plástico altamente precisas y fiables. No pierda tiempo buscando la empresa ideal; nosotros nos aseguraremos de que todo salga a la perfección.
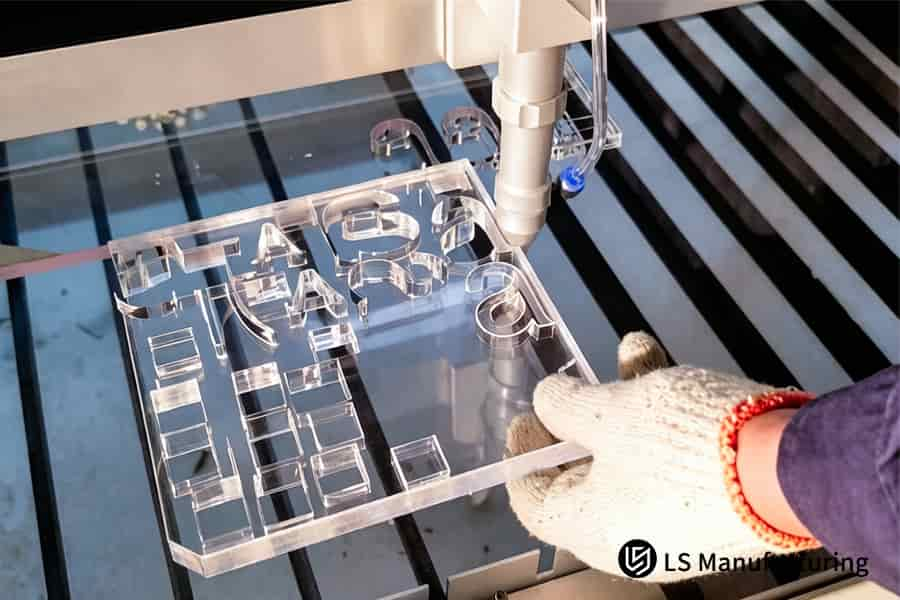
Figura 1: El corte láser fabrica letras complejas a partir de acrílico fundido para expositores en tiendas minoristas.
¿Por qué LS Manufacturing es la opción preferida para el corte láser de precisión de plásticos en 2026?
El principal obstáculo en la fabricación a gran escala es minimizar la deriva térmica y mecánica que afecta la precisión con el tiempo. La tecnología de circuito cerrado de LS Manufacturing aborda este problema incorporando corrección por pulsos láser y métodos de control estadístico en tiempo real. Como resultado, la geometría de las piezas se mantiene constante durante millones de operaciones, lo que reduce directamente los errores de ensamblaje y los costos del producto final. La clave reside en transformar la precisión de un simple estándar a un estado de control dinámico.
Regulación energética por pulso mediante retroalimentación en tiempo real
Este sistema actúa desde la raíz del problema, ya que el sensor en línea monitoriza la potencia del pulso láser durante el corte láser de precisión de plástico . La potencia del siguiente pulso se corrige automáticamente en función del modelo del material. Esta corrección automática se produce varias veces por segundo, lo que resulta esencial para el corte láser de alta velocidad con características complejas y evita posibles errores dimensionales debidos a efectos térmicos con el tiempo.
Control dimensional predictivo mediante SPC en tiempo real
El control de calidad es siempre preventivo, no reactivo. Los datos de las mediciones realizadas durante los procesos de producción se introducen automáticamente en el sistema SPC. Lo que distingue a LS Manufacturing de sus competidores es su proceso automatizado de toma de decisiones : en cuanto el sistema detecta una posible desviación que se aproxima a los límites de tolerancia, toma medidas correctivas en la trayectoria de corte. De este modo, los datos de calidad se traducen automáticamente en acciones para garantizar la fiabilidad del proceso de corte láser de polímeros .
Gestión integral de la estabilidad térmica
La precisión en la fabricación exige un control total del entorno de la máquina. Empleamos un sistema de refrigeración multicircuito para aislar componentes individuales, como el láser, de las etapas de movimiento. Combinado con un flujo de aire laminar controlado, esto reduce los gradientes térmicos que provocan la deformación de los materiales y la mecánica, garantizando así la precisión en el corte láser complejo durante operaciones continuas.
Este breve artículo explica el proceso mediante el cual hemos implementado bucles de retroalimentación, que constituyen nuestra principal ventaja competitiva. Nuestra ventaja radica en esta tecnología de circuito cerrado, que no solo mide, sino que mantiene la precisión. Así es como LS Manufacturing garantiza resultados consistentes a través de nuestro servicio de corte láser de plástico , ofreciendo a nuestros clientes un menor coste total de propiedad y estableciendo el estándar de precisión en el corte láser dentro de la industria.

¿Cómo puede el corte láser de plástico personalizado lograr una claridad de grado óptico para las carcasas médicas de alta gama?
Para lograr una claridad óptica en los bordes cortados de las carcasas médicas transparentes, tradicionalmente se requiere un pulido secundario costoso e inconsistente. La metodología patentada de corte láser de plástico a medida de LS Manufacturing resuelve este problema al generar una capa fundida "autopulida" durante el propio proceso de corte. Esto elimina el paso de posprocesamiento, reduciendo directamente el costo de la pieza y el riesgo de contaminación, a la vez que proporciona una claridad de borde superior y uniforme para piezas de grado médico .
Optimización precisa del punto focal interno
- Reto: Enfocar láseres sobre superficies provoca su vaporización y, por lo tanto, la formación de un borde rugoso y escarchado.
- Nuestro método: Enfocamos los láseres dentro del material en un punto de alta intensidad .
- Acción técnica: El resultado es una capa fundida que fluye y se solidifica formando bordes definidos.
Sistema patentado de asistencia para la química de gases y flujo laminar
- Problema: Los gases auxiliares que se pueden usar en el proceso ( aire, O₂, N₂ ) podrían causar turbidez.
- Nuestro método: Utilizamos una mezcla exacta de gas auxiliar suministrada a través de una boquilla de flujo laminar.
- Acción técnica: La mezcla de gases reactivos protege el baño de fusión de la oxidación y, gracias a sus características térmicas únicas , permite un enfriamiento controlado del material, asegurando el recocido de la superficie con una rugosidad inferior a Ra 0,8 μm , necesaria para el corte láser ultrafino .
Sincronización integrada de parámetros para la estabilidad del proceso
- Reto: Garantizar la coherencia entre diferentes geometrías y lotes.
- Nuestro método: Integración dinámica de la potencia del láser, la frecuencia de pulso y la velocidad de avance con ajustes de los parámetros focales y del gas .
- Acción técnica: La integración de todos estos parámetros garantiza un gradiente térmico estable en el frente de corte y permite un corte láser de calidad óptica que produce bordes impecables en cada componente de cada lote.
Este documento describe el proceso técnico involucrado en nuestro proceso de "corte y acabado", incluyendo la orientación interna, las propiedades del gas reactivo y la sincronización dinámica de parámetros. La principal ventaja de nuestro servicio de corte láser de plástico de alta calidad es la ingeniería que elimina el acabado secundario. Nuestro enfoque para el problema de la nitidez de los bordes durante la producción implica el uso de control en proceso para garantizar piezas de grado médico con una estética mejorada, un costo reducido y una mayor consistencia mediante el corte láser sin tolerancias .
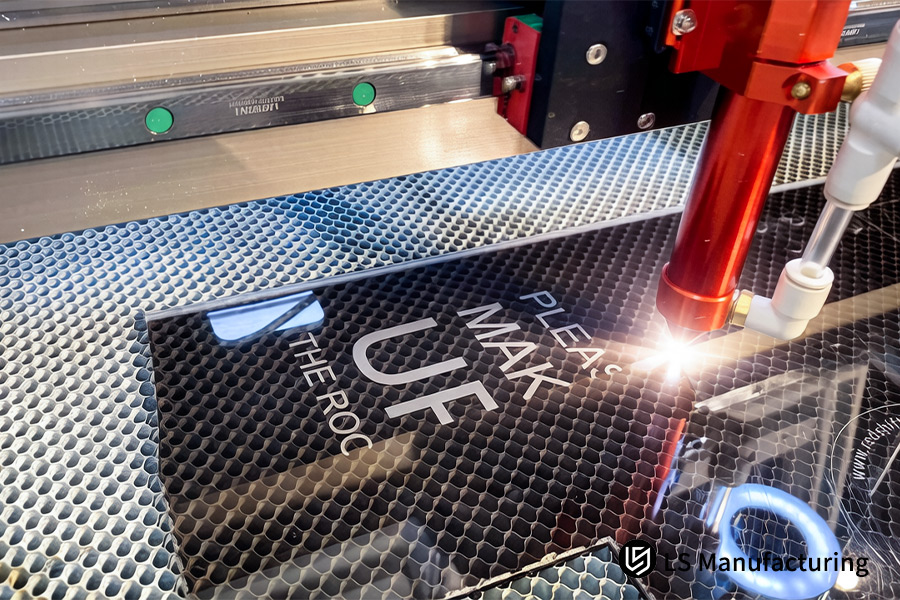
Figura 2: El corte láser graba letras precisas en letreros de acrílico negro para exposiciones corporativas.
¿Por qué deberían los ingenieros priorizar el corte láser para piezas de plástico al gestionar tensiones internas complejas?
La falla prematura de componentes debido a la tensión interna causada por el procesamiento es común durante la fabricación de piezas de plástico, lo que resulta en agrietamiento y fractura. Nuestro innovador método de corte láser para piezas de plástico elimina la tensión interna mediante la manipulación de la distorsión térmica molecular a través de nuestro proceso patentado "Cold-Pulse", con una reducción de más del 90 % en el agrietamiento por tensión y una mayor durabilidad de las piezas .
| Área de enfoque técnico | Método y resultado cuantificable |
| Modulación de energía de "pulso frío" | Los pulsos cortos pero de alta energía, junto con períodos de enfriamiento prolongados, ablacionan el material con una conducción de calor periférica reducida . |
| Estrategia patentada de asistencia por gas | Un flujo preciso de gas frío enfría rápidamente la superficie ablacionada, fijando una estructura molecular de baja tensión . |
| Validación del proceso y resultados | Las pruebas comunes con IPA al 70 % confirman que nuestro método de corte láser de baja tensión reduce significativamente el agrietamiento ( >90 % ) en comparación con los procesos tradicionales. |
Este análisis confirma que una gestión superior del estrés térmico es un resultado de ingeniería. Nuestro proceso de fabricación mediante corte láser de plástico resuelve el problema de fallos latentes en las piezas controlando el aporte térmico a nivel molecular. Esta metodología de corte láser con gestión térmica define un corte láser de alta fiabilidad , lo que la hace esencial para aplicaciones que exigen durabilidad funcional y fiabilidad en el campo.
¿Qué criterios son esenciales para elegir un socio de corte láser de plástico para pedidos de bajo volumen y alta variedad?
La producción de bajo volumen requerirá un proceso que elimine el costo de las herramientas y permita iteraciones sin comprometer la calidad. La principal preocupación aquí es seleccionar un socio que pueda igualar la agilidad de su proceso de diseño. La siguiente lista destaca los criterios que abordan esta complejidad en la cadena de suministro a través de la ejecución:
Protocolo de producción ágil sin herramientas
Abordamos el alto costo y el tiempo que implica el utillaje tradicional mediante un enfoque de fabricación digital. El corte láser de prototipos se realiza alimentando la máquina directamente con datos CAD . La tecnología "Fast-Switch" utiliza dispositivos de sujeción universales y la recuperación automatizada del programa; por lo tanto, el cambio de herramienta se realiza en minutos, no en días. Esto transforma la estructura de costos fijos en una variable, lo que hace que el corte láser bajo demanda sea rentable incluso partiendo de una sola pieza.
Procesamiento secundario integrado bajo un mismo techo.
La eficiencia solo se logra mediante la consolidación de los procesos de valor añadido. Además de los servicios de corte, contamos con capacidades internas como la aplicación de procesos de blindaje EMI/RFI y la laminación de precisión, organizadas en una orden de trabajo digital continua. Esto elimina los desafíos logísticos, los problemas de control de calidad y las distorsiones en los plazos de entrega que supone la selección de múltiples proveedores para un ensamblaje, proporcionando una única pieza completa en un solo flujo.
Escalado y validación de procesos basados en datos
Es necesario asegurar que las piezas del Lote 1 sean iguales a las del Lote 1000. El proceso de hilo digital incluye la recopilación de datos de inspección del primer artículo, que constituyen la base de las métricas de calidad. En la fase de escalado, el SPC gestiona las métricas críticas y alerta sobre cualquier desviación. Este proceso proporciona el registro de auditoría y la producción de piezas consistente necesarios para la producción de bajo volumen en los sectores médico y aeroespacial, lo que garantiza la transición a volúmenes mayores con el corte por láser .
La decisión de elegir un socio para el corte láser de plásticos se basa en la agilidad integrada. Un servicio OEM de corte láser de plásticos está diseñado para superar problemas fundamentales relacionados con la creación de prototipos eficaces y la escalabilidad eficiente, eliminando la necesidad de utillaje gracias a nuestro exclusivo proceso de corte láser ágil , consolidando las operaciones posteriores al proceso y garantizando la calidad mediante datos.
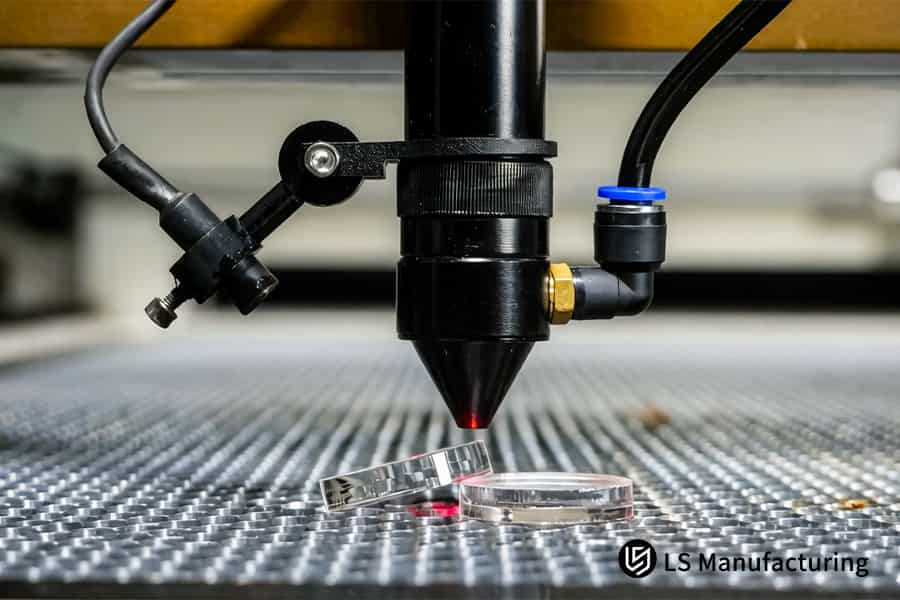
Figura 3: El corte láser recorta discos transparentes de policarbonato para la investigación científica en laboratorio.
¿Puede un servicio de fabricación mediante corte láser de plástico lograr una tolerancia de +/- 0,05 mm en películas delgadas flexibles?
Lograr una precisión de ±0,05 mm en películas delgadas y flexibles es un reto considerable, especialmente cuando influyen el movimiento del material y las variaciones de temperatura. Los diseños de fijación habituales y las técnicas de corte tradicionales no son suficientes. Presentamos aquí una tecnología innovadora que permitirá el control activo de estos parámetros, garantizando un corte fiable y preciso de películas delgadas en ensamblajes exactos. Esta tecnología combina las siguientes dos tecnologías:
Sistema patentado de mandril de vacío con estructura de panal
- Problema: El diseño tradicional de la mesa de corte permite que las películas se deformen y se desplacen.
- Nuestro método: Un mandril poroso especialmente diseñado con zonas de vacío .
- Acción técnica: Proporciona una presión descendente constante y elimina las burbujas de aire, posicionando así la película perfectamente plana antes y durante el corte láser de microcaracterísticas , logrando una distancia focal constante y evitando vibraciones.
Compensación térmica dinámica mediante control servo de alta velocidad
- Problema: El calentamiento localizado produce una microcontracción que afecta las dimensiones del producto.
- Nuestro método: Un algoritmo especial modifica la trayectoria de la herramienta en tiempo real.
- Acción técnica: Los servomotores de alta respuesta utilizan un desplazamiento calculado en el vector de corte para compensar de antemano la contracción térmica previsible, una característica importante para el corte láser de alta precisión de materiales frágiles.
Metrología en línea para el bloqueo de tolerancia de bucle cerrado
- Desafío: Las mediciones posteriores al procesamiento pueden medir la deriva, pero no corrigen la deriva interna en gran medida.
- Nuestro método: La inspección visual proporciona mediciones de dimensiones cruciales después de cada corte .
- Acción técnica: Los datos recopilados se retroalimentan al controlador del servomotor para crear un bucle cerrado que ajustará constantemente la trayectoria, manteniendo así una tolerancia estricta durante el corte de miles de piezas de fabricación confiable de corte láser de plástico .
El servicio de corte láser de plástico a medida aborda el desafío crucial de la estabilidad dimensional en películas, garantizando un ajuste perfecto en el ensamblaje. El proceso descrito, que incluye el corte láser de sustratos flexibles con control de proceso, es un componente esencial de las operaciones de fabricación, basado en las características geométricas de la pieza. Si su aplicación de película requiere aplanamiento al vacío y compensación térmica, colabore con nosotros para desarrollar un proceso de corte láser controlado que garantice la máxima precisión.
¿Cómo optimiza el servicio de corte láser de plásticos para fabricantes de equipos originales (OEM) la disposición de los materiales para plásticos de ingeniería costosos?
En materiales como el PEEK o el PEI, que pertenecen a la clase de plásticos de ingeniería, el costo del material representa la mayor parte del precio del componente. El software de anidamiento estándar genera un gran desperdicio y afecta negativamente la rentabilidad del proyecto. A continuación, se describe una técnica orientada a procesos que empleamos para optimizar la utilización del material, lo que resulta en una disminución del costo por componente:
| Estrategia técnica | Implementación y resultados cuantificados |
| Anidamiento algorítmico con compensación dinámica del corte | La tecnología de corte láser de anidamiento inteligente modifica el posicionamiento de los componentes y las trayectorias de corte en función de datos en tiempo real, reduciendo el espacio entre las piezas de los 2,0 mm (estándar de la industria) a 0,8 mm . |
| Diseño de microjuntas para la estabilidad de la lámina | Integramos microuniones en el diseño a nivel CAD para que las piezas se puedan anidar prácticamente sin espacio entre ellas, evitando así que se rompan durante la fase de corte de materiales de alto valor . |
| Análisis de la orientación de los granos y las tensiones | El algoritmo tiene en cuenta la dirección del grano y las tensiones internas del material para orientar correctamente las piezas y reducir el desperdicio, evitando además la deformación de las piezas cortadas , lo que puede afectar al rendimiento en el corte láser de anidamiento automatizado . |
| Impacto en los costos directos | Este enfoque integrado logra sistemáticamente una utilización de la lámina superior al 91%, frente a un promedio del sector de aproximadamente el 78% , lo que permite a nuestro servicio de corte láser de plástico OEM ofrecer una optimización directa de costes de más del 15% en el gasto de material. |
De lo expuesto anteriormente, resulta evidente que la optimización de costes es resultado de una integración superior de software y procesos. Nuestro servicio de corte láser de plástico ofrece una solución directa para gestionar los elevados costes de materia prima mediante algoritmos avanzados que incrementan la cantidad de material aprovechable extraído de las láminas. Esta ventaja técnica es lo que nos convierte en un excelente servicio de corte láser de plástico para fabricantes de equipos originales (OEM) .
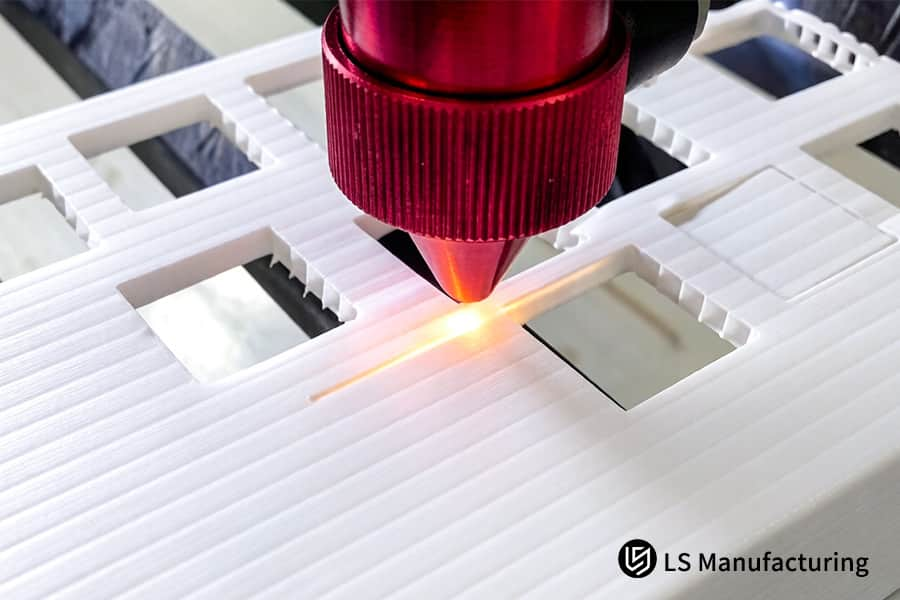
Figura 4: El servicio de corte láser de plástico talla ranuras intrincadas en PVC blanco para bandejas de almacenamiento de componentes electrónicos.
¿Por qué el mejor servicio de corte láser de plástico se caracteriza por profundas intervenciones de ingeniería DFM durante la elaboración del presupuesto?
Un buen socio de fabricación siempre le aportará valor añadido, incluso antes de que surja algún problema durante la producción. Un buen servicio resuelve los problemas, pero el mejor servicio de corte láser de plástico los previene. Ofrecemos asistencia técnica durante la elaboración del presupuesto, que incluye un análisis DFM exhaustivo para mitigar cualquier riesgo que pudiera surgir debido a la distorsión térmica y las tensiones en su diseño. Estos incluyen:
Distribución estratégica de la carga térmica en el diseño
La solución al problema subyacente de la deformación se logra mediante el análisis y el rediseño de la geometría de la pieza. Una forma de conseguirlo es incorporando estratégicamente pequeños cortes de alivio en las esquinas de las superficies internas o ajustando las dimensiones de los filetes. Esto modifica la trayectoria de concentración de calor durante el corte láser integrado en el diseño . Por sí sola, esta medida puede reducir la deformación de la pieza hasta en un 60 % .
Optimización de microjuntas y pestañas para la integridad estructural
En el caso de piezas frágiles o complejas con estructuras débiles, diseñamos la pieza incorporando un proceso de fabricación específico. Se integran microjuntas y pestañas de dimensiones precisas. Estos elementos garantizan la estabilidad estructural durante el proceso de corte láser de alta precisión y su posterior desprendimiento, antes de ser eliminados eficazmente en un segundo proceso automatizado.
Optimización de la lógica de secuenciación de rutas y orden de corte
La secuencia de corte de un componente influye directamente en las tolerancias del componente final. La herramienta DFM simula la operación de corte e identifica las secuencias que pueden provocar sobrecalentamiento. La programación de la cortadora láser utiliza una trayectoria de corte no lineal que permite controlar el sobrecalentamiento dividiendo los cortes largos y alternando entre los diferentes elementos. Este sistema de corte láser, listo para la producción, permite mantener las tolerancias de precisión del corte láser de plástico para cada pieza.
Les recordamos que ofrecemos el servicio esencial de optimización DFM mediante inteligencia de ingeniería. Esto garantiza que se eviten los problemas derivados de defectos y discrepancias en la producción, ya que el diseño se adapta a una fabricación impecable. Este nivel avanzado de soporte de ingeniería , que transforma un presupuesto convencional en un estudio de viabilidad, nos convierte en el mejor servicio de corte láser de plástico .
Caso práctico: Solución de precisión personalizada para componentes de polímeros en el sector médico y aeroespacial de LS Manufacturing
En este caso, LS Manufacturing logró superar un problema importante durante la fabricación de un dispositivo médico para un cliente OEM global, asegurando que un componente defectuoso cumpliera con los requisitos. El problema radicaba en la producción de una base de centrífuga de PEEK de 10 mm de espesor, con importantes desafíos de calidad, lo que requirió nuestros servicios de corte láser de plástico a medida con requisitos de postprocesamiento únicos.
Desafío del cliente
El proveedor actual no pudo proporcionar una base de material PEEK de 10 mm de espesor. Mediante un proceso de corte láser con una máquina de grado médico, solo lograron obtener paredes con un ángulo de 5,5 grados y un borde carbonizado de más de 0,3 mm , lo que no superó la prueba de biocompatibilidad (ISO 10993). Esto generó problemas de ajuste y esterilidad en el ensamblaje, reduciendo el rendimiento por debajo del 60 % . Esto podría dificultar el cumplimiento de un plazo importante para la presentación ante la FDA y aumentar el costo de producción en más del 25 % .
Solución de fabricación LS
Nuestro innovador enfoque para este desafío implicó un proceso que empleó un sistema de corte láser de frecuencia variable junto con una cubierta de gas inerte multizona. Este enfoque permitió reducir la zona afectada por el calor (ZAC) a menos de 0,1 mm y prácticamente eliminar la carbonización. La innovación clave en este caso consistió en un ciclo de recocido para aliviar tensiones, realizado bajo ciertas condiciones de temperatura y tiempo después del corte.
Resultados y valor
Todas las piezas finales no mostraron signos de decoloración, con una tolerancia de alineación de pared de 0,5 grados y un rendimiento de ensamblaje del 99,7 % . Al omitir la necesidad de un acabado secundario y garantizar la biocompatibilidad, el cliente obtuvo una reducción del 18 % en el costo por componente. Quizás lo más importante es que el uso del corte láser de plástico de precisión permitió al cliente obtener la certificación de dispositivo clínico de la FDA tres semanas antes de la fecha prevista. Este nivel de rendimiento, logrado mediante el corte láser de plástico de alta tolerancia , nos convirtió en el único socio estratégico del cliente para piezas de polímero de alto rendimiento .
Este ejemplo demuestra que abordar problemas complejos de fabricación implica más que simplemente prestar un servicio: requiere procesos innovadores. LS Manufacturing nos proporcionó nuestra solución personalizada de corte láser de plástico mediante un suministro preciso de energía, una dinámica de gases eficaz y etapas cruciales de posprocesamiento. Esto nos permitió no solo fabricar componentes, sino también garantizar una calidad certificada, facilitando así el proceso de aprobación regulatoria y sentando las bases para futuras colaboraciones basadas en nuestra experiencia.
Garantizamos la biocompatibilidad y la ausencia total de decoloración en componentes críticos de PEEK gracias a nuestro corte láser de precisión para plásticos. Solicite hoy mismo un presupuesto personalizado y un análisis de viabilidad de fabricación.

Preguntas frecuentes
1. ¿Por qué elegir LS Manufacturing para mis necesidades de corte láser de precisión de plástico?
Además de nuestras tolerancias de precisión de ±0,05 mm , podemos realizar un análisis exhaustivo del diseño para la fabricación, junto con un tratamiento de alivio de tensiones diseñado específicamente para plásticos de ingeniería especializados.
2. ¿Cuál es el espesor máximo que LS Manufacturing puede cortar en acrílico de alta precisión?
Con la ayuda de un grupo láser de luz brillante de 15 kW , podemos fabricar piezas de acrílico fundido de hasta 50 mm de espesor con bordes nítidos y transparentes, sin ninguna decoloración debida a la carbonización.
3. ¿Con qué rapidez puedo obtener un presupuesto para un proyecto de servicio de corte láser de plástico OEM?
Simplemente envíenos sus archivos de dibujo STEP o DXF, y nuestro equipo de ingenieros le proporcionará un presupuesto completo que incluirá sugerencias para la mejora del proceso en un plazo de 12 a 24 horas .
4. ¿LS Manufacturing ofrece soporte para pedidos de corte láser de plástico personalizados de bajo volumen?
Sí, ya que en nuestra organización no tenemos restricciones de cantidad mínima de pedido (MOQ). Nuestro objetivo es agilizar sus procesos de desarrollo de productos mediante la creación rápida de prototipos y pruebas, garantizando al mismo tiempo la precisión y la uniformidad tanto en los prototipos como en las piezas finales.
5. ¿Es posible lograr un acabado superficial Ra 0,8 en los bordes de las piezas de plástico cortadas con láser?
Por supuesto. Ajustando la frecuencia de pulso y el flujo de gas auxiliar durante el corte láser, se puede lograr una calidad de acabado superficial Ra 0.8 en el pulido a la llama sin ningún problema.
6. ¿Cómo gestiona LS Manufacturing las revisiones de diseño una vez que se ha iniciado un proyecto?
Nuestro enfoque de fabricación digital nos permite realizar cambios rápidos en los diseños; si sus láminas de material aún no se han introducido en la línea de corte, podremos revisar el archivo DFM para reducir costes.
7. ¿LS Manufacturing proporciona trazabilidad de materiales para componentes aeroespaciales críticos?
Proporcionamos a cada pedido un nuevo Informe de Prueba de Materiales (MTR) y un informe de inspección dimensional, garantizando el cumplimiento total de sus estándares.
8. ¿Por qué el corte por láser es más rentable que el fresado CNC para piezas delgadas de plástico?
El corte por láser es entre 4 y 8 veces más rápido que el fresado para perfilar figuras geométricas complejas. Además, no requiere de costosos accesorios especializados, lo que reduce los costos de procesamiento por unidad.
Resumen
Al elegir un servicio de corte láser de plástico , el mecanizado de precisión es sinónimo de la adopción de un sistema de circuito cerrado diseñado para mitigar riesgos. Con LS Manufacturing, la eficiencia en costos se logra mediante el control del calentamiento a nivel micrométrico, una gestión adecuada de las tensiones y un diseño optimizado para la fabricación. Transformamos las complejidades físicas en éxito empresarial, proporcionándole óptica de precisión y componentes de aislamiento sin defectos.
Se acabaron las excusas por fallos de fabricación y problemas dimensionales de los proveedores que retrasan el lanzamiento de su producto. Sus diseños únicos merecen una ejecución impecable. Simplemente haga clic en el botón "Obtener presupuesto instantáneo" a continuación para enviar sus archivos de datos de diseño 3D (STEP/PDF). El equipo de ingeniería DFM de LS Manufacturing realizará un análisis y le ofrecerá un presupuesto gratuito y personalizado de corte láser de plástico directamente del fabricante en menos de 24 horas .
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


