
O serviço de corte a laser de plástico considera a etapa inicial na escolha do material certo dentre os 10 melhores plásticos para corte a laser na fabricação de peças como janelas eletrônicas ou dispositivos médicos, mas o maior desafio reside em como evitar problemas como queimaduras, fissuras por tensão e variações dimensionais. Isso ocorre porque a maioria dos serviços disponíveis não oferece controle digital para absorver o calor gerado por materiais como PEEK e PMMA , resultando em uma enorme área afetada pelo calor e, pior ainda, tolerâncias maiores que ±0,3 mm .
A LS Manufacturing utiliza um corte a laser de precisão em plástico , combinado com análise DFM (Design for Manufacturing), para proporcionar o melhor corte a laser possível. Isso é feito com lasers de alta potência de 15 kW e posicionamento por adsorção a vácuo, mantendo tolerâncias abaixo de ±0,05 mm . Em outras palavras, podemos fazer a tecnologia trabalhar para você por meio dessa solução, conforme descrito a seguir.

Corte a laser de plástico: Guia rápido para seleção de parceiros
| Critério de seleção | O que procurar em um parceiro de fabricação |
| Conhecimento especializado em materiais | Certifique-se de que eles tenham experiência com o material plástico específico que você está utilizando ( acrílico, PC, PEEK, Delrin ). |
| Tecnologia Laser Match | Com certeza eles têm lasers compatíveis ( lasers de CO2 para a maioria dos materiais orgânicos, lasers UV para plásticos delicados ). |
| Gestão Térmica | Deve possuir a habilidade de controlar os níveis de calor para evitar o derretimento ou danos às superfícies das peças plásticas. |
| Salas limpas e manuseio | Para aplicações críticas, assegure-se de que existam procedimentos para evitar qualquer contaminação e danos às superfícies . |
| Nosso processo de qualificação | Fornecemos amostras de materiais, parâmetros de corte a laser e relatórios de inspeção da primeira peça. |
| Resultado: Cortes limpos e precisos | Proporciona peças com bordas lisas e polidas, sem danos térmicos; essas peças estão prontas para montagem. |
| Resultado: Flexibilidade de design | Permite a criação de formas complexas que não podem ser cortadas usando técnicas de corte mecânico . |
Resolvemos o desafio de encontrar um parceiro competente para corte a laser de plástico de alta qualidade . Nossa expertise garante que os materiais escolhidos sejam processados corretamente, evitando derretimento e assegurando precisão. Isso resulta em componentes plásticos limpos, precisos e confiáveis que atendem às suas necessidades de design e funcionalidade, desde protótipos até volumes de produção. Nossa orientação ajuda você a evitar custos com tentativas e erros, garantindo uma parceria que assegura a qualidade das peças e o sucesso do projeto.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existem muitos artigos sobre corte a laser de plástico disponíveis na internet, mas por que você deveria ler o nosso? Somos pessoas práticas, não teóricas. Os assuntos que abordamos são relevantes, como a criação de canais complexos para fluidos em equipamentos médicos ou isolantes ultrafinos para aviões, onde a qualidade das bordas é fundamental. Todas as informações aqui apresentadas foram obtidas em operações reais, sempre buscando a conformidade com normas rigorosas como a ISO 9001 , para garantir que todo o conhecimento sobre os processos aqui mencionados seja comprovado, e não teórico.
Lidamos com questões práticas, como evitar a Zona Afetada pelo Calor (ZAC) no PEEK ou manter tolerâncias rigorosas de ±0,05 mm para produtos acrílicos. Também estamos cientes dos fatores que causam tensões durante o corte de policarbonato e de como um projeto adequado de dispositivo de fixação resolve esse problema. Essa experiência prática, comprovada em situações reais, aliada a padrões rigorosos como os do Instituto Nacional de Padrões e Tecnologia (NIST), fornece informações importantes a serem consideradas na escolha do seu futuro parceiro.
Resolvemos o problema de encontrar uma empresa competente para corte a laser de precisão em plástico. Possuímos o conhecimento necessário para garantir que o material escolhido seja manuseado corretamente, sem problemas como derretimento ou imprecisão. Isso resulta na criação de peças plásticas altamente precisas e confiáveis. Você não precisará perder tempo tentando adivinhar qual empresa é a ideal para você; nós garantimos que tudo correrá bem.
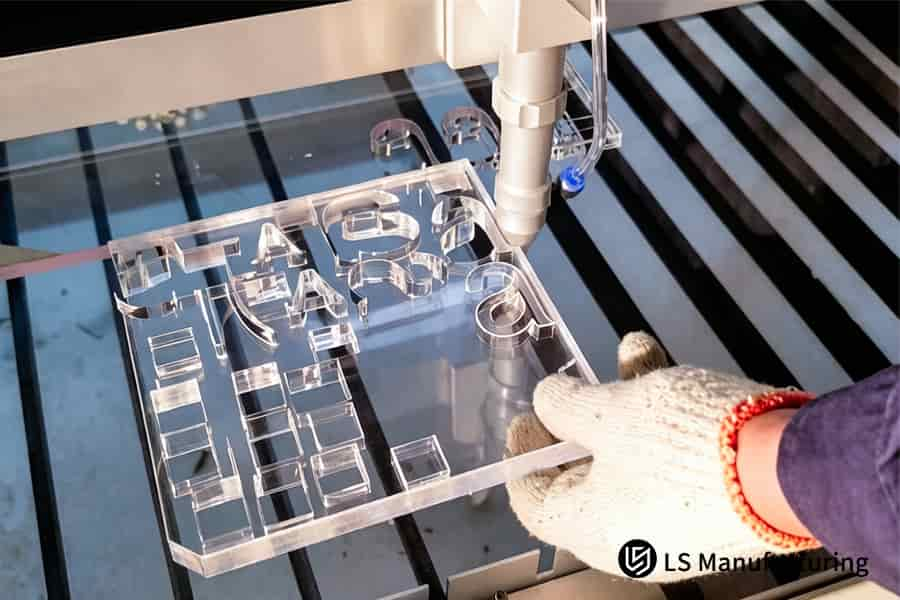
Figura 1: O corte a laser fabrica letras complexas em acrílico fundido para displays de lojas de varejo.
Por que a LS Manufacturing é a principal escolha para corte a laser de plástico de precisão em 2026?
O maior obstáculo na fabricação em larga escala é minimizar a deriva térmica e mecânica que afeta a precisão ao longo do tempo. A tecnologia de circuito fechado da LS Manufacturing resolve esse problema incorporando correção de pulso a laser e métodos de controle estatístico em tempo real. Como resultado, a geometria das peças permanece consistente ao longo de milhões de operações, o que leva diretamente a menos erros de montagem e custos mais baixos para o produto final. A chave é converter a precisão de um mero padrão para um estado dinamicamente controlado.
Regulação de energia por pulso via feedback em tempo real
Este sistema atua na causa raiz, pois o sensor em linha monitora a potência do pulso do laser durante o corte a laser de precisão em plástico . A potência do próximo pulso será corrigida automaticamente com base no modelo do material. Essa correção automática ocorre várias vezes por segundo, tornando-se essencial para o corte a laser de alta velocidade com características complexas e evitando possíveis erros dimensionais devido a efeitos térmicos ao longo do tempo.
Controle dimensional preditivo por meio de CEP em tempo real
A garantia da qualidade é sempre preventiva, e não reativa. Os dados das medições realizadas durante os processos de produção são automaticamente inseridos no sistema de Controle Estatístico de Processo (CEP). O que diferencia a LS Manufacturing de seus concorrentes é o processo automatizado de tomada de decisão ; assim que o sistema detecta qualquer tendência que se aproxime dos limites de tolerância, ele toma medidas corretivas específicas em relação à trajetória de corte. Isso faz com que os dados de qualidade se traduzam automaticamente em ações para garantir a confiabilidade do processo de corte a laser de polímeros .
Gestão holística da estabilidade térmica
A precisão na fabricação exige que controlemos todo o ambiente da máquina. Utilizamos um sistema de refrigeração com múltiplos circuitos para isolar sistemas individuais, como o laser, das plataformas de movimento. Combinado com um fluxo de ar laminar controlado, isso reduz os gradientes térmicos que levam à deriva de materiais e mecanismos, proporcionando assim precisão para cortes a laser complexos durante operações ininterruptas.
Este breve artigo explica o processo pelo qual implementamos ciclos de feedback, que constituem nosso diferencial competitivo. Nossa vantagem reside nessa tecnologia de circuito fechado, que não apenas mede, mas também mantém a precisão. É assim que a LS Manufacturing garante resultados consistentes em nosso serviço de corte a laser de plástico , oferecendo aos nossos clientes um melhor custo total de propriedade e estabelecendo o padrão para corte a laser de precisão no setor.

Como o corte a laser de plástico personalizado pode alcançar clareza de nível óptico para invólucros médicos de alta qualidade?
Tradicionalmente, obter transparência de nível óptico nas bordas de corte de invólucros médicos transparentes exige um polimento secundário caro e inconsistente. A metodologia proprietária de corte a laser de plástico da LS Manufacturing resolve esse problema gerando uma camada de fusão "autopolidora" durante o próprio processo de corte. Isso elimina a etapa de pós-processamento, reduzindo diretamente o custo da peça e o risco de contaminação, ao mesmo tempo que proporciona uma transparência de borda superior e consistente para peças de grau médico .
Otimização precisa do ponto focal interno
- Desafio: Focar lasers em superfícies leva à vaporização e, consequentemente, à formação de uma borda áspera e fosca.
- Nosso método: Concentramos os lasers dentro do material em um ponto de alta intensidade .
- Ação técnica: O resultado é uma camada fundida que flui e solidifica, formando bordas nítidas.
Química proprietária de gases auxiliares e fluxo laminar
- Desafio: Os gases auxiliares que podem ser usados no processo ( ar, O₂, N₂ ) podem causar turbidez.
- Nosso método: Utilizamos uma mistura precisa de gás auxiliar fornecida através de um bocal de fluxo laminar.
- Ação técnica: A mistura de gases reativos protege a poça de fusão da oxidação e, em virtude de suas características térmicas únicas , permite o resfriamento controlado do material, garantindo o recozimento da superfície com rugosidade inferior a Ra 0,8 μm, necessária para o corte a laser ultrafino .
Sincronização integrada de parâmetros para estabilidade do processo
- Desafio: Consistência entre diferentes geometrias e lotes.
- Nosso método: Integração dinâmica da potência do laser, frequência de pulso e taxa de alimentação com ajustes de parâmetros focais e de gás .
- Ação técnica: A integração de todos esses parâmetros garante um gradiente térmico estável na frente de corte e permite um corte a laser de qualidade óptica que produz bordas perfeitas em cada componente de cada lote.
Este artigo descreve o processo técnico envolvido em nosso processo de "corte e acabamento", incluindo orientação interna, propriedades de gases reativos e sincronização dinâmica de parâmetros. O diferencial do nosso serviço de corte a laser de plástico de alta qualidade reside na engenharia que elimina a necessidade de acabamento secundário. Nossa abordagem para o problema da nitidez das bordas durante a produção envolve o uso de controle em processo para garantir peças de grau médico com estética aprimorada, custo reduzido e maior consistência por meio do corte a laser sem folgas .
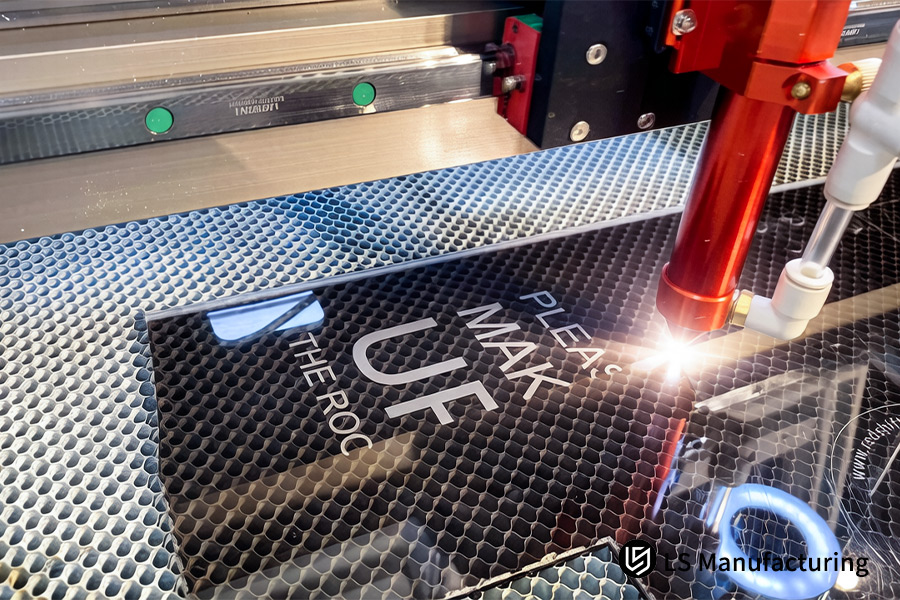
Figura 2: O corte a laser grava letras precisas em placas de acrílico preto para exposições corporativas.
Por que os engenheiros devem priorizar o corte a laser para peças plásticas ao lidar com tensões internas complexas?
A falha prematura de componentes devido à tensão interna causada pelo processamento é comum na fabricação de peças plásticas, resultando em fissuras e fraturas. Nossa abordagem inovadora de corte a laser para peças plásticas elimina a tensão interna manipulando a distorção térmica molecular por meio de nosso processo patenteado "Cold-Pulse", com redução de mais de 90% nas fissuras por tensão e maior durabilidade das peças .
| Área de foco técnico | Método e resultado quantificável |
| Modulação de energia "pulso frio" | Pulsos curtos, porém altamente energéticos, com períodos de resfriamento prolongados, promovem a ablação de material com condução de calor periférica reduzida . |
| Estratégia proprietária de assistência a gás | Um fluxo preciso de gás refrigerado resfria rapidamente a superfície ablada, fixando uma estrutura molecular de baixa tensão . |
| Validação de Processos e Resultados | Testes comuns com IPA a 70% confirmam que nossa abordagem de corte a laser de baixa tensão reduz significativamente o craquelamento ( >90% ) em comparação com os processos tradicionais. |
Esta análise confirma que o gerenciamento superior de tensões é um resultado obtido por meio de engenharia. Nosso processo de corte a laser em plástico resolve falhas latentes em peças, controlando a entrada térmica em nível molecular. Essa metodologia de corte a laser com gerenciamento térmico define o corte a laser de alta confiabilidade , tornando-o essencial para aplicações que exigem longa vida útil e confiabilidade em campo.
Quais são os critérios essenciais para escolher um parceiro de corte a laser de plástico para pedidos de baixo volume e alta variedade?
A produção em baixo volume exigirá um processo que elimine o custo de ferramental e permita iterações sem comprometer a qualidade. A principal preocupação aqui é selecionar um parceiro que possa acompanhar a agilidade do seu processo de design. A lista a seguir destaca os critérios que abordam essa complexidade na cadeia de suprimentos por meio da execução:
Protocolo de Produção Ágil sem Ferramentas
Resolvemos o problema do alto custo e do tempo envolvido com ferramentas físicas por meio de uma abordagem de manufatura digital. O corte a laser de protótipos é realizado alimentando a máquina diretamente com dados CAD . A tecnologia "Fast-Switch" utiliza dispositivos de fixação universais e busca automática de programas; portanto, a troca de ferramentas leva minutos, não dias. Isso transforma efetivamente a estrutura de custos fixos em uma estrutura variável, tornando o corte a laser sob demanda lucrativo mesmo a partir de uma única peça.
Processamento secundário integrado em um único local.
A eficiência só pode ser alcançada por meio da consolidação dos processos de valor agregado. Além dos serviços de recorte, possuímos capacidades internas, como a aplicação de processos de blindagem EMI/RFI e laminação de precisão, organizadas em uma ordem de serviço digital contínua. Isso elimina os desafios logísticos, os problemas de garantia de qualidade e as distorções nos prazos de entrega decorrentes da seleção de múltiplos fornecedores para uma montagem, fornecendo uma única peça finalizada em um único fluxo.
Dimensionamento e validação de processos orientados por dados
É necessário garantir que as peças do Lote 1 sejam iguais às do Lote 1000. O processo de rastreamento digital inclui a coleta de dados de inspeção da primeira peça, que servem de base para as métricas de qualidade. No escalonamento, o CEP (Controle Estatístico de Processo) gerencia métricas críticas e alerta sobre quaisquer desvios. Esse processo fornece a trilha de auditoria e a produção consistente de peças necessárias para a produção de baixo volume nos setores médico e aeroespacial, garantindo a transição para volumes maiores com o corte a laser .
A decisão de escolher um parceiro para corte a laser de plástico depende da agilidade integrada. Um serviço de corte a laser de plástico OEM é projetado para superar problemas fundamentais relacionados à prototipagem eficaz e à escalabilidade eficiente, eliminando a necessidade de ferramentas com nosso processo exclusivo de corte a laser ágil , consolidando as operações de pós-processamento e garantindo a qualidade por meio de dados.
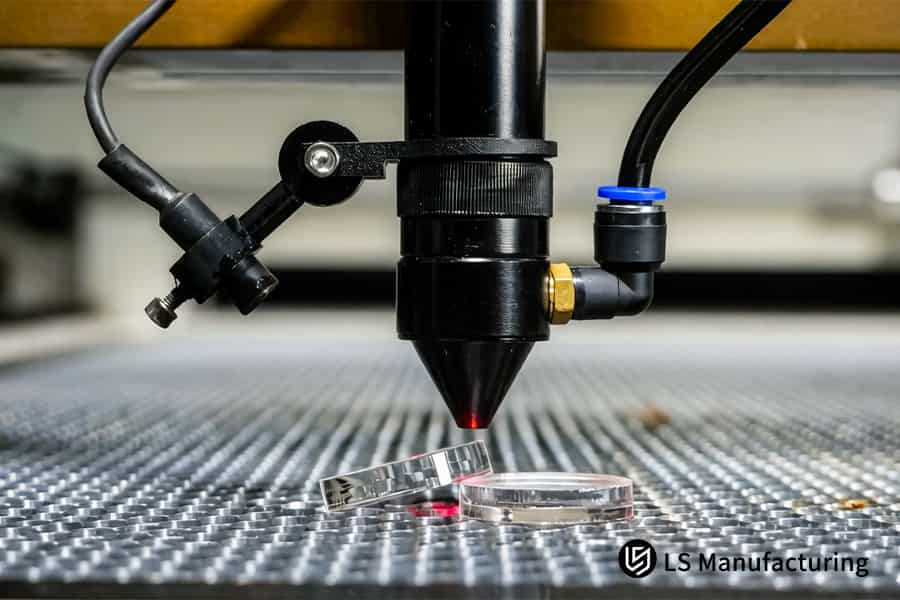
Figura 3: Corte a laser para aparar discos de policarbonato transparentes para pesquisa científica em laboratório.
Um serviço de corte a laser para fabricação de plástico consegue atingir uma tolerância de +/- 0,05 mm em filmes finos flexíveis?
A precisão dentro de uma tolerância de ±0,05 mm em filmes finos e flexíveis é um grande desafio, especialmente quando o movimento do material e as distorções térmicas influenciam. Os dispositivos de fixação convencionais e as técnicas de corte tradicionais não são suficientes. Apresentamos aqui uma tecnologia inovadora que permite o controle ativo desses parâmetros, garantindo o corte confiável e preciso de filmes finos em conjuntos de alta precisão. Ela envolve a combinação das seguintes duas tecnologias:
Sistema de fixação a vácuo tipo colmeia patenteado
- Desafio: O design tradicional da mesa de corte permite o enrugamento e o deslocamento dos filmes .
- Nosso método: um mandril poroso especialmente projetado com zonas de vácuo .
- Ação técnica: Proporciona pressão descendente consistente e elimina bolsas de ar, posicionando assim a película perfeitamente plana antes e durante o corte a laser de microcaracterísticas , alcançando uma distância focal constante e evitando vibrações.
Compensação térmica dinâmica por meio de servocontrole de alta velocidade
- Desafio: O aquecimento localizado resulta em microencolhimento, afetando as dimensões do produto.
- Nosso método: Um algoritmo especial altera a trajetória da ferramenta em tempo real.
- Ação técnica: Os servomotores de alta resposta utilizam um deslocamento calculado no vetor de corte para compensar antecipadamente a contração térmica previsível, uma característica importante para o corte a laser de alta precisão de materiais frágeis.
Metrologia em linha para travamento de tolerância em malha fechada
- Desafio: As medições de pós-processamento podem medir a deriva, mas não a corrigem internamente.
- Nosso método: A inspeção visual fornece medições das dimensões cruciais após cada corte .
- Ação técnica: Os dados coletados são enviados de volta ao controlador servo para criar um circuito fechado que ajustará constantemente a trajetória, mantendo assim uma tolerância rigorosa durante o corte de milhares de peças de plástico na fabricação de corte a laser confiável.
O serviço personalizado de corte a laser de plástico resolve um desafio crucial: a estabilidade dimensional em filmes, proporcionando encaixe perfeito na montagem. O processo descrito acima, que inclui o corte a laser em substratos flexíveis com controle de processo, é um componente essencial das operações de fabricação baseadas nas características geométricas da peça. Se a sua aplicação em filme requer aplainamento a vácuo e compensação térmica, faça parceria conosco para desenvolver um processo de corte a laser controlado que garanta precisão.
Como o serviço de corte a laser de plástico para OEMs otimiza o encaixe de materiais em plásticos de engenharia de alto custo?
Em materiais como PEEK ou PEI, que pertencem à classe dos plásticos de engenharia, o custo do material representa a maior parte do preço do componente. O software de aninhamento padrão resulta em grande desperdício e impacta negativamente a viabilidade econômica do projeto. A seguir, apresentamos um resumo de uma técnica orientada a processos que empregamos para otimizar a utilização de materiais, resultando em custo reduzido por componente:
| Estratégia Técnica | Implementação e Resultados Quantificados |
| Aninhamento Algorítmico com Compensação Dinâmica de Kerf | A tecnologia de corte a laser com aninhamento inteligente modifica o posicionamento dos componentes e os percursos de corte com base em dados em tempo real, reduzindo o espaço entre as peças de um padrão da indústria de 2,0 mm para 0,8 mm . |
| Projeto de microjuntas para estabilidade da chapa | Incorporamos microjuntas ao projeto em nível CAD para que as peças possam ser encaixadas praticamente sem espaço entre elas, sem que se quebrem na fase de corte de material de alto valor agregado . |
| Análise de orientação de grãos e tensões | O algoritmo considera a direção das fibras e as tensões internas do material para orientar as peças corretamente e reduzir o desperdício, evitando também a deformação das peças cortadas , o que pode afetar o rendimento no corte a laser automatizado por aninhamento . |
| Impacto direto nos custos | Essa abordagem integrada alcança consistentemente uma utilização de chapas superior a 91%, em comparação com a média do setor de aproximadamente 78% , permitindo que nosso serviço de corte a laser de plástico para OEMs proporcione uma otimização direta de custos de mais de 15% nos gastos com materiais. |
A partir da discussão acima, fica evidente que a otimização de custos é resultado de software superior e integração de processos. Nosso serviço de corte a laser de plástico oferece uma solução direta para o gerenciamento de altos custos de matéria-prima por meio de algoritmos avançados que aumentam a quantidade de material utilizável extraído das chapas. É essa vantagem técnica que torna nosso serviço de corte a laser de plástico para OEMs tão eficaz.
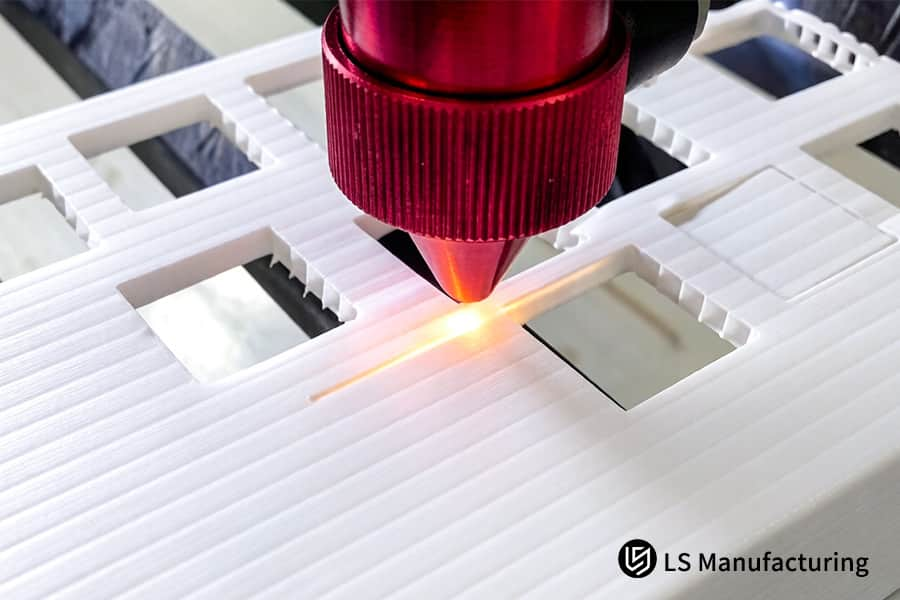
Figura 4: Serviço de corte a laser em plástico esculpe ranhuras complexas em PVC branco para bandejas de armazenamento de componentes eletrônicos.
Por que o melhor serviço de corte a laser de plástico se caracteriza por intervenções de engenharia DFM (Design for Manufacturing) profundas durante a elaboração de orçamentos?
Um bom parceiro de fabricação sempre agregará valor, mesmo antes que qualquer problema surja durante a produção. Um bom serviço resolve problemas, mas o melhor serviço de corte a laser de plástico os previne. Oferecemos suporte de engenharia durante a elaboração do orçamento, incluindo uma análise DFM completa para mitigar quaisquer riscos que possam surgir devido à distorção térmica e tensões em seu projeto. Isso inclui:
Distribuição estratégica da carga térmica no projeto
A solução para o problema subjacente de empenamento é alcançada através da análise e redesenho da geometria da peça. Uma maneira de fazer isso é incorporando estrategicamente pequenos cortes de alívio nos cantos das superfícies internas ou ajustando as dimensões do filete. Isso altera o caminho da concentração de calor durante o corte a laser integrado ao projeto . Por si só, essa medida pode reduzir o empenamento da peça em até 60% .
Otimização de microjuntas e abas para integridade estrutural
Em casos que envolvem peças frágeis ou complexas com estruturas delicadas, projetamos a peça incluindo um processo de fabricação que incorpora microjuntas e abas de dimensões específicas. Esses elementos garantem a estabilidade estrutural durante o processo de corte a laser de alta precisão e posterior desprendimento, antes de serem eliminados de forma eficiente em um segundo processo automatizado.
Otimização de Sequenciamento de Caminhos e Lógica de Ordem de Corte
A sequência de corte de um componente influencia diretamente as tolerâncias da peça final. A ferramenta DFM simula a operação de corte e identifica as sequências que podem causar aquecimento. A programação da máquina de corte a laser utiliza um percurso de corte não linear que permite controlar o aquecimento dividindo os cortes longos e alternando entre os diferentes elementos. Esse corte a laser, pronto para produção, permite manter as tolerâncias de precisão do corte a laser de plástico para cada peça individual.
Este comunicado serve para reforçar que oferecemos o serviço essencial de otimização DFM (Design for Manufacturing) por meio de inteligência de engenharia. Isso garante que qualquer problema decorrente de defeitos e divergências relacionados à produção seja evitado, uma vez que o projeto será elaborado para uma fabricação impecável. Esse nível avançado de suporte de engenharia , que transforma um orçamento comum em um estudo de viabilidade, faz do nosso serviço de corte a laser de plástico o melhor da categoria .
Estudo de Caso: Solução Personalizada de Precisão para Componentes Poliméricos da LS Manufacturing para os Setores Médico e Aeroespacial
Neste caso, a LS Manufacturing conseguiu superar um problema importante durante a fabricação de um dispositivo médico para um cliente OEM global, garantindo que um componente com defeito fosse aprovado. O problema envolvia a produção de uma base de centrífuga em PEEK extremamente espessa, de 10 mm, com desafios significativos de qualidade, o que exigiu nossos serviços de corte a laser de plástico personalizado com requisitos exclusivos de pós-processamento.
Desafio do Cliente
O fornecedor anterior não conseguiu fornecer uma base de material PEEK com 10 mm de espessura. Utilizando um processo de corte a laser com uma máquina de grau médico, eles só conseguiram produzir um ângulo de 5,5 graus nas paredes e uma borda carbonizada superior a 0,3 mm , o que não atendeu aos requisitos de biocompatibilidade (ISO 10993). Isso criou um problema em termos de encaixe e esterilidade da montagem, reduzindo a taxa de rendimento para menos de 60% . Tal situação pode dificultar o cumprimento de um prazo importante para a submissão à FDA e aumentar o custo de produção em mais de 25% .
Solução de fabricação LS
Nossa abordagem inovadora para esse desafio envolveu um processo que empregou um sistema de corte a laser de frequência variável juntamente com uma cobertura de gás inerte multizona. Essa abordagem possibilitou reduzir a ZTA (Zona Termicamente Afetada) para menos de 0,1 mm e eliminar virtualmente a carbonização. A principal inovação, nesse caso, consistiu em um ciclo de recozimento para alívio de tensões, realizado sob condições específicas de temperatura e tempo após o corte.
Resultados e Valor
Todas as peças finais não apresentaram sinais de descoloração, com uma tolerância de alinhamento da parede de 0,5 graus e um rendimento de montagem de 99,7% . A eliminação da necessidade de acabamento secundário e a garantia de biocompatibilidade resultaram em uma redução de 18% no custo por componente para o cliente. Talvez o mais importante seja que o uso do corte a laser de precisão em plástico permitiu que o cliente obtivesse a certificação de dispositivo clínico da FDA três semanas antes da data prevista. Esse nível de desempenho, alcançado por meio do corte a laser de plástico de alta tolerância , nos tornou o único parceiro estratégico do cliente para peças de polímero de alto desempenho .
Este exemplo demonstra que lidar com problemas complexos de fabricação envolve mais do que simplesmente prestar um serviço – envolve processos inovadores. A LS Manufacturing conseguiu fornecer nossa solução personalizada de corte a laser de plástico utilizando fornecimento preciso de energia, dinâmica de gases eficaz e etapas cruciais de pós-processamento. Isso nos permitiu não apenas fabricar componentes, mas também garantir qualidade certificada, facilitando o processo de aprovação regulatória e estabelecendo as bases para futuras parcerias baseadas em nossa expertise.
Garanta a biocompatibilidade e a ausência de descoloração em componentes críticos de PEEK com nosso corte a laser de precisão para plásticos. Solicite hoje mesmo um orçamento personalizado e uma análise de viabilidade de fabricação.

Perguntas frequentes
1. Por que escolher a LS Manufacturing para minhas necessidades de corte a laser de plástico de precisão?
Além de nossas tolerâncias de precisão de ±0,05 mm , podemos realizar uma análise abrangente de projeto para fabricação, juntamente com um tratamento de alívio de tensões especificamente projetado para plásticos de engenharia especiais.
2. Qual é a espessura máxima que a LS Manufacturing consegue cortar em acrílico de alta precisão?
Com a ajuda de um grupo de laser de luz brilhante de 15 kW , conseguimos fabricar peças de acrílico fundido com até 50 mm de espessura, com bordas nítidas e transparentes, sem qualquer descoloração devido à carbonização.
3. Em quanto tempo posso obter um orçamento para um projeto de serviço de corte a laser de plástico OEM?
Basta nos enviar seus arquivos de desenho STEP ou DXF, e nossa equipe de engenheiros fornecerá um orçamento completo , incluindo sugestões de melhoria de processo, dentro de 12 a 24 horas .
4. A LS Manufacturing aceita encomendas de corte a laser de plástico personalizadas em baixo volume?
Sim, pois as restrições de quantidade mínima de pedido (MOQ) não são rigorosas em nossa organização. Nosso objetivo é agilizar seus processos de desenvolvimento de produtos por meio de prototipagem e testes rápidos , garantindo consistência e precisão tanto nos protótipos quanto nas peças finais.
5. É possível obter um acabamento superficial de Ra 0,8 nas bordas de peças plásticas cortadas a laser?
Certamente. Ajustando a frequência do pulso e o fluxo de gás auxiliar durante o corte a laser, é possível obter um acabamento superficial com rugosidade Ra 0,8, semelhante ao polimento por chama, sem problemas.
6. Como a LS Manufacturing lida com revisões de projeto após o início de um projeto?
Nossa abordagem de fabricação digital nos permite fazer alterações rápidas nos projetos; se as suas fichas técnicas ainda não foram inseridas na linha de corte, poderemos revisar o arquivo DFM para redução de custos.
7. A LS Manufacturing oferece rastreabilidade de materiais para componentes aeroespaciais críticos?
Fornecemos a cada lote de encomenda um novo Relatório de Teste de Material (MTR) e um relatório de inspeção dimensional, garantindo total conformidade com as suas normas.
8. Por que o corte a laser é mais econômico do que a fresagem CNC para peças plásticas finas?
O corte a laser é pelo menos 4 a 8 vezes mais rápido na criação de figuras geométricas complexas em comparação com a fresagem. Além disso, não há necessidade de dispositivos de fixação caros e especializados durante o corte a laser, resultando em custos de processamento mais baixos por unidade.
Resumo
Ao escolher um serviço de corte a laser para plásticos , a usinagem de precisão é sinônimo da adoção de um sistema de circuito fechado projetado para mitigar riscos. Na LS Manufacturing, a eficiência de custos provém do controle do aquecimento em escala micrométrica, do gerenciamento adequado de tensões e do projeto voltado para a manufatura. Traduzimos complexidades físicas em sucesso comercial, fornecendo componentes ópticos de precisão e isolamento sem defeitos.
Chega de desculpas para falhas de processamento e problemas dimensionais causados por fornecedores que atrasam o lançamento do seu produto. Seus projetos exclusivos merecem execução perfeita. Basta clicar no botão “Obter Orçamento Instantâneo” abaixo para enviar seus arquivos de projeto 3D (STEP/PDF). A equipe de engenharia DFM da LS Manufacturing realizará uma análise e oferecerá um orçamento gratuito e personalizado para corte a laser de plástico diretamente do fabricante em menos de 24 horas .
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


