
Laser cutting vs CNC machining cost is a primary consideration that often causes engineers to fall prey to "process selection anxiety" during procurement. A wrong decision can increase project unit costs by up to 40% or cause entire batches to fail to meet tolerances, e.g., warping in thin-walled components. This is due to a common supplier's focus on single-process capabilities, which ignores the total cost effect of material thickness limits, setup operations, and heat zones on subsequent assembly labor costs.
Our "Deterministic Cost Estimation Model" solves this problem by precisely defining the true economic break-even point for laser cutting and CNC machining costs. Our approach also allows for a direct gain/loss analysis for aluminum and stainless steel materials from 0.5mm to 20mm thicknesses. Our process strategy has also reduced a batch's comprehensive quotation by 35%. The true value in procurement is based on this scientific balance between beam energy and cutting force, which is explained in the engineering approach below.

Laser Cutting VS CNC Machining: Cost Analysis Guide
| Cost Driver | Laser Cutting | CNC Machining (e.g., Milling, Turning) |
| Setup Time & Cost | Very low. Uses a digital path generated from a CAD file. | Moderate to high. Requires CAM programming and physical setup. |
| Material Removal Efficiency | High. Cuts the outline only. Variable. | Can be inefficient for simple 2D shapes, yet is required for the creation of 3D shapes. |
| Part Geometry (2D vs 3D) | Ideal for flat, complex 2D laser cutting shapes. Cannot produce 3D shapes. | Essential for the creation of 3D shapes. |
| Achievable Tolerances | Good. Has a slight taper on the edge. | Excellent. Can hold very tight tolerances on many part features. |
| Material Form Factor | Best for flat pieces like sheet stock. | Can be used on a wide variety of pieces including blocks, bars, castings, forgings. |
| Our Advisory Process | Laser cutting is best for flat brackets, enclosures, complex 2D shapes. | CNC machining is best for parts requiring 3D geometry, bore, thread, or when starting with a billet. |
| Result: Process-Driven Value | Delivers the fastest, lowest-cost solution for qualifying 2D parts. | Delivers the necessary capability and precision for complex 3D components, justifying a higher cost. |
We solve the value optimization dilemma by providing clear, data-driven guidance on when to use laser cutting or CNC machining for your precision parts. Our analysis balances geometric requirements, tolerances, volume, and material to recommend the most cost-effective process, ensuring you receive the best quality at the optimal price without over-engineering or under-specifying.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are hundreds of technical comparisons available on the internet. What sets this information apart? Our information is not simply theoretical. Rather, it is refined every day in our workshop, where we work through the intricacies of laser speed vs. machining accuracy for a critical part. We not only know the trade-offs of the process; we apply this knowledge to ensure our components meet the real-world demands of reliability and accuracy.
The choice of process is a complex calculation. Real value is undermined by hidden costs such as secondary finishing of heat-affected zones or secondary fixtures for thin-walled components. Our methodology, based on specifications and best practices of ASM International, considers the cost of ownership. We determine the real cost breakeven point by calculating the thickness limits, material, and logistics of production to ensure the price quote we provide is for a functional part, not a rough operation.
Our deterministic model, which has been shown to reduce total cost of projects by up to 35%, is based on our experience. Each recommendation stems from real-world successes and early, invaluable lessons learned in balancing speed and uncompromising quality. We engineer a process that maximizes every step of your manufacturing process according to rigorous standards for a safe working environment and quality, as recommended by Occupational Safety and Health Administration (OSHA). What follows is the practical experience we use to ensure you receive true value.
Why Is Laser Cutting VS CNC Machining Cost Comparison Essential For High-Volume Precision Parts?
An accurate laser cutting vs CNC machining cost is vital for a profitable high-volume production scenario. The key to this is effectively allocating your budget for the high-speed efficiency of sheet metal laser cutting for 2D profiles compared to the comprehensive capabilities of CNC machining for complex 3D profiles, which effectively defines your entire cost structure and project schedule.
| Factor | Laser Cutting Advantage | CNC Machining Advantage |
| Break-Even Volume | Laser cutting is dominant for high-volume 2D parts, taking full advantage of this process’s negligible setup time. | Cost-effective for complex parts at moderate volumes (~5k+ units), which can justify the investment in fixtures. |
| Primary Cost Driver | Highly distinctive as it offers minimal laser cutting cost per part. | Higher initial per-piece expense is offset by eliminating secondary finishing, reducing net CNC machining cost. |
| Process Flexibility | Outshines other methods in rapid prototyping using fiber laser cutting. | Indispensable for achieving 3D parts with fine tolerance requirements and high-quality finish surfaces. |
| Secondary Operations | May entail secondary processing for the heat-affected zones of cut parts. | Usually produces a finished component without any further processing work. |
The selection of the best solution is based on a detailed Total Cost of Ownership model where all variables are quantified, including precision laser cutting requirements in some processes. This is achieved by providing data-driven process selection and implementing hybrid solutions. This strategic approach to solution selection will ensure a cost-effective solution, providing definitive value in a competitive marketplace.

How Can A Best Value Precision Manufacturer Identify The Geometric Break-Even Point For Your Components?
Best value precision manufacturer as a Cost Auditor finds the point at which one manufacturing process outperforms the other. This is done via our DFM analysis to determine wall thickness and feature complexity and to recommend the most cost-effective process without compromising on tolerances. Here’s how we do it:
Structured DFM for Process Selection
The component analysis starts with the deconstruction of each component and its corresponding best production method. The analysis compares the thickness of walls, geometrical intricacies, and finishing requirements against the physics of laser cutting vs CNC machining. Flat components under 3mm indicate that high-precision laser cutting is feasible, but 3D shapes would require machining.
Technical Evaluation Against Capability Limits
We quantify constraints like thermal impact and tool access. For instance, machining a Φ0.5mm micro-hole array in hardened steel risks tool breakage and slow speeds. Our solution was substituting a femtosecond laser, which reduced processing time by 60% while maintaining ±0.02mm tolerances, demonstrating a data-driven break-even decision for precision parts manufacturing.
Application-Driven Hybrid Workflow
Our last recommendation will not be a singular process. We build integrated processes where one part can be processed using laser cut micro features for its profiling first and then CNC machining of important bores and threads. The above process will guarantee that all features are produced in the most technically efficient and economical way, providing you with the most competitive total cost estimate.
The solution to the break-even problem is through the application of a physics-based cost model. The approach changes the process of deciding whether to use laser cutting vs CNC machining from mere guessing into an actual calculation and ensures the project budget allocation will be technically accurate. Such level of detailed approach is what distinguishes a true best value precision manufacturer and provides you with an opportunity to gain a competitive edge.
Which Factors Drive The Laser Cutting Cost Variations For High Strength Alloy Plates?
A price per inch laser cutting quote of high-strength alloys such as 316L stainless steel or titanium may differ greatly. A true best value precision manufacturer takes into account the actual technical factors influencing the laser cutting cost and develops a process to protect itself from raw materials price fluctuations through engineering processes. These factors include:
Consumable Gas Strategy and Process Optimization
- High-Purity Gas Selection: We carefully select the type and pressure of assist gases depending on the alloys we cut for optimal cuts with minimal gas consumption.
- Nozzle and Optics Management: Proper maintenance helps avoid power loss, thus ensuring consistent quality in every alloy laser cutting process.
Advanced Programming for Maximum Material Yield
- Intelligent Nesting Algorithms: The nesting rate of our software exceeds 92% with drastic reduction of material wastage per component.
- Common-Line Cutting Techniques: We use common lines cutting technique as an integral part of material utilization services.
Integrated Cost Modeling and Transparency
- Real-Time Parameter Monitoring: We monitor the usage of gases and beam on time and incorporate the parameters in a dynamic cost model.
- Proactive Client Consultation: We provide guidance regarding design modifications that could reduce your sheet laser cutting cost.
We address the uncertainty of costs through engineering efficiency throughout the process—beginning from nesting to gases kinetics. The technical transparency ensures the stabilization of your laser cutting cost regardless of market conditions since you will only be paying for engineering precision.

Figure 1: Laser cutting vs CNC machining fabricates carbon steel brackets and aluminum blocks in a factory comparison.
Why Does CNC Machining Cost Increase Exponentially With Tight Tolerance Requirements?
Cost involved in achieving closer tolerances in CNC machining operations is exponentially higher as compared to linearly. As one moves from tolerance ±0.1mm to ±0.01mm, costs go up exponentially due to increased wear and tear in machines, in process inspection requirements, and chance of generating scrap. This challenge is overcome through real time process control, transforming the uncertain costs to an optimal one:
Deconstructing the Cost Drivers of Precision
The rise in CNC machining cost is attributable to several reasons, including narrower tolerances that require slower feeds/speeds, improved machines, and increased in-process inspection frequency. The scrap value of a defective part may exceed the total profit made from a whole batch, a fundamental distinction between laser cutting vs CNC for precision parts, in which case, the latter takes full responsibility for the geometry.
Implementing Real-Time Statistical Process Control (SPC)
In order to counteract this problem, we use a statistical process control dashboard to analyze the relevant data on our continuously running assembly lines. This helps us foresee any possible deviations that could lead to rejected parts in the future through statistical evaluation, unlike the relatively stable thermal characteristics of high-power laser cutting processes. For one high-volume part, we cut down scrap by 30% using this approach.
Providing Transparent Data to Eliminate “Safety Premium”
Our clients receive real-time data from CMM measuring systems which assure the ability to keep process capability at Cpk greater than 1.33. As a part of our tolerance control services, this assures verifiable stability of the manufacturing process, enabling customers to avoid redundant design provisions known as “safety premium”. This differs from situations where fiber-optic laser cutting is appropriate.
The problem of cost of precision is resolved through statistical predictability. Through data-driven tolerance control services, we are able to specify only needed precision, thus preventing the hidden cost of over-precise engineering. The extent of such control creates an ideal partner for mission-critical components with guaranteed CNC machining cost even when pushing the specification envelope.
Figure 2: Laser cutting vs CNC machining etches plywood models and machines MDF panels for architectural prototypes.
How To Achieve Cost Comparison Laser Cutting CNC Balance For Thin Walled Aerospace Brackets?
When it comes to thin-walled aerospace brackets, the conventional cost comparison laser cutting CNC becomes extremely difficult: laser cutting may create embrittled HAZ zone, whereas full CNC may create up to 70% material waste. The solution involves a manufacturing approach that breaks down the part and utilizes both processes for their best capabilities. Our process works as following:
Strategic Geometry Deconstruction and Process Assignment
- Primary Profiling: Use laser cutting aerospace components for rapid contouring.
- Critical Feature Machining: Apply CNC for precision holes and threads.
Resolution of Inherent Process Limitations
- HAZ Elimination: CNC finishing removes all thermally affected material.
- Material Optimization: Laser-cut structural parts nesting maximizes sheet yield.
Execution of a Unified Manufacturing Flow
- Digital Workflow: A single model drives both laser and CNC toolpaths.
- Integrated Production: Common fixturing enables seamless manufacturing process integration.
This holistic method delivers an absolute resolution to the conundrum of laser cutting vs CNC for precision parts. With respect to the manufacturing of a 6061-T6 bracket, the cost was lowered from $45 per piece to $28 and the integrity of the structure is maintained. We provide a proven and reliable cost comparison laser cutting CNC to our customers and gain competitive advantages.
LS Manufacturing — Case Study: Precision Compound Machining Of 0.1mm Micro-holes In High-Hardness Ceramic Substrates For The Semiconductor Industry
This precision parts case study highlights how LS Manufacturing took a radical step to solve a high volume micro machining problem that was of great concern to the customer. The client, encountering a high failure rate of up to 30% in ceramic substrates by traditional drilling method, was therefore forced to seek an alternative solution. Our approach as a best value precision manufacturer delivered a 45% cost reduction together with almost perfect yield through integrated innovation.
Client Challenge
This job was to drill arrays of through-hole with diameter 0.1mm in ceramic substrates of alumina oxide (AlO), 0.5mm thick. Customer had noticed a failure rate of 30% with the CNC diamond drilling standard process and very long cycle times of 15 seconds per hole. The manufacturing cost had risen beyond their means, the product completion was delayed by weeks, and the reliability of the semiconductor packaging became questionable.
LS Manufacturing Solution
LS Manufacturing experimented with an innovative femtosecond laser helical drilling method at the rough machining stage and afterwards polishing was done by fine abrasive flow. The integrated laser system along with vacuum clamping and machine vision positioning gave a very precise positioning of ±5μm for 5,000 holes. The tailor-made laser cutting method made sure that there was no mechanical stress during the operation, thus no chipping occurred, while positioning ensured fast throughput, which is essential for mass production.
Results and Value
It now takes 2 seconds only to complete one hole and the first pass yield has increased to 99.6%. The 45% reduction in price per unit has not only allowed our client to carry out product validation three weeks earlier but also guaranteed their time to market. In fact, it showed the potential to produce a variety of products, due mainly to which the client decided to make us their preferred supplier. Our client has a flexible and precise solution at their disposal to meet their future needs.
We are expert at solving difficult problems related to precision manufacturing by creatively combining laser cutting and machining operations. At LS Manufacturing, not only do we produce your parts, but we also come up with efficient, technical manufacturing solutions, which is why we are known as a partner for challenging jobs.
Slash machining time 8x and cost 45% with advanced laser cutting technology for precision micro-holes.

Why Is CNC VS Laser Cutting Cost Selection The Key To Reducing Secondary Processing Expenses?
The actual CNC vs laser cutting cost comparison needs to include all the underlying costs. The subsequent treatment, like deburring or removal of thermal oxide, can consume 20-30% of your total profits. The first-stage process selected determines all these costs; making an inappropriate selection converts a potentially profitable quotation into a loss-making one. This paper analyzes the direct relationship between the first stage process quality engineering and its secondary processing optimization and assembly.
| Factor | Laser Cutting Impact (if unoptimized) | CNC Machining Impact (if unoptimized) |
| Edge Condition | Generates dross and heat-affected zone (HAZ), requiring abrasion treatment. | Creates burrs, micron-sized, which require manual removal. |
| Surface Readiness | Thermal oxide (stainless steel) is created, requiring pickling before welding/coating. | Machine edges are mostly ready for assembly, but sometimes edge breaking is needed. |
| Cost of Correction | Increases labor, material, and time costs to increase the laser cutting vs CNC cost comparison. | Increases touch labor and opportunity for secondary damage to parts. |
| Our Optimization Method | Uses high-pressure nitrogen gas assist for dross-free laser cutting, resulting in weldable edges. | Utilizes advanced toolpaths and tooling to reduce burrs from forming. |
We solve this by engineering the initial cut or machined edge to be final-part ready. For example, our high-pressure laser cutting for stainless steel eliminates dross and oxide, removing the need for acid wash. This "first-part-correct" philosophy, a core part of our secondary processing optimization, ensures your quoted price includes 100% assembly usability. This technical, proactive cost modeling is critical for achieving true cost parity and is essential for high-value, competitive manufacturing scenarios.
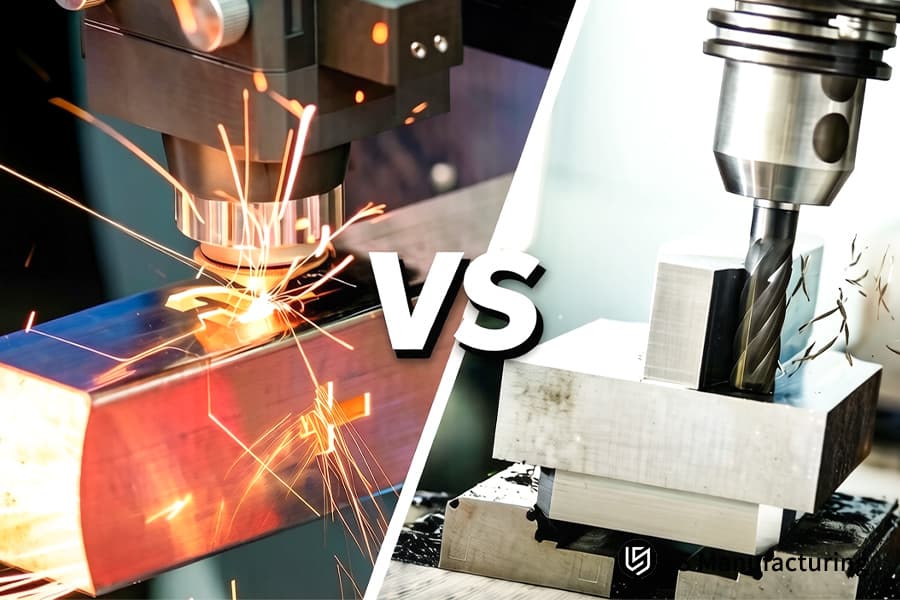
Figure 3: Laser cutting vs CNC machining works on metal parts with bright sparks in a real manufacturing workshop.
How To Audit A High Precision Manufacturer Based On Their Equipment And Engineering Depth?
Identifying the ideal partner necessitates a shift towards auditing deeper engineering capabilities and efficiency processes. An effective supplier audit guide is therefore required to confirm that the supplier actively removes cost and risk from their system, rather than just fulfilling orders. The audit manual identifies the systems that make the supplier reliable, distinguishing a vendor from the best value precision manufacturer:
Validating Unmanned Production and Process Control
Audit of lights-out manufacturing capability, which proves process automation. Audit SPC information on high tolerance laser cutting and machining center outputs. This implies that it is a high precision manufacturer, scalable, and able to meet the deadline of large quantities. Hence, the organization can provide reliable supply chains.
Verifying Material and Design Authority
The partner should prove the presence of in-house materials verification tools, such as PMI spectrograph. Most importantly, analyze the DFM report for objective analysis, including the recommendation of fiber laser systems. The partner will offer objective engineering data for TCO and manufacturability considerations.
Assessing Systemic Quality and Risk Mitigation
Look at how their laser cutting quality management system is implemented from quote to delivery. The requirements for first article inspection and in-process validation are important here. For example, the procedure to cut the blanks with lasers must contain specifications regarding the edges to ensure that the parts are weldable, thus putting the "zero risk of scrap" principle into action.
This supplier audit guide identifies partners who engineer certainty into your supply chain. We enable this by providing transparent production data, validated DFM analytics, and controls for precision laser cutting. This depth transforms procurement into a strategic, risk-mitigating function, defining a true precision laser cutting manufacturer for competitive, high-value production.
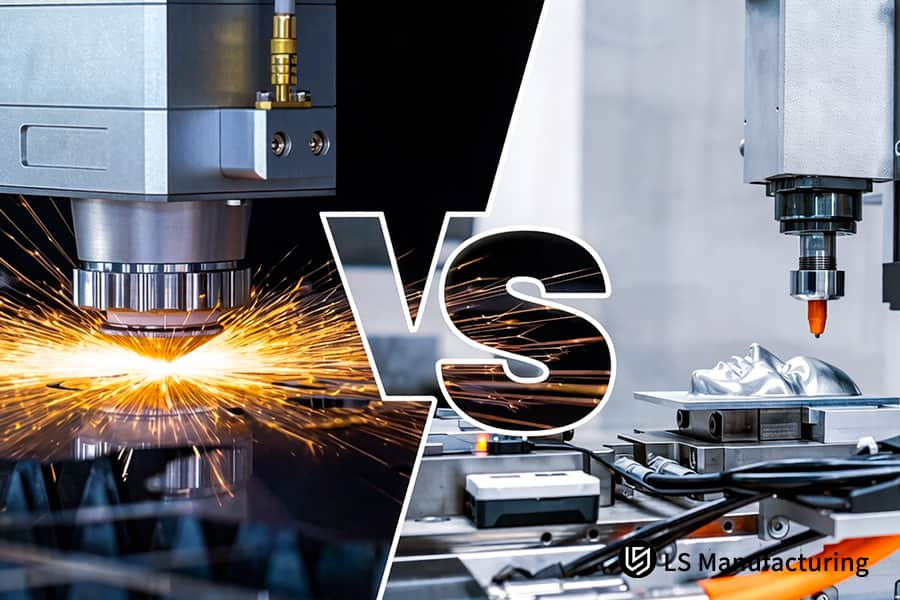
Figure 4: Laser cutting vs CNC machining works on metal parts with bright sparks in a real manufacturing workshop.
FAQs
1. How does LS Manufacturing determine the most cost-effective solution for me—laser cutting or CNC machining?
We offer free DFM audit at the quoting stage. When the design is composed of parts with less than 3 mm walls and no complex curved contours, laser cutting is preferable because it decreases the cost per unit, but when blind holes require tight tolerance or there are complex three-dimensional geometries, CNC machining is advised.
2. Why do laser cutting costs for 304 stainless steel fluctuate depending on the choice of cutting gas?
While the process will be completed much quicker by using oxygen gas, the result is that the cut will be covered with black oxide. LS Manufacturing suggests high-pressure nitrogen because, despite being more expensive, it creates perfectly white edges without any need for further finishing work.
3. Do your CNC machining quotes include one-time tooling or fixturing costs?
The quoted costs are clearly segregated into three segments, which include material cost, piece machining cost, and NRE (Non-Recurring Engineering/Tooling cost). In the case of bulk production and long-term orders, our policy involves discounting or waiving off such NRE costs.
4. For precision medical components, which process—laser cutting or CNC machining—is considered safer?
CNC machining is the ideal choice when considering parts that require biocompatibility as this process does not generate heat that can affect the material structure.
5. What is LS Manufacturing's pricing advantage if I only need to produce 1–5 prototypes?
Our company boasts of a rapid prototyping division. Through laser cutting, which is a no-tool requirement process, we are capable of manufacturing your prototypes within 48 hours. The costs involved are at least 50% cheaper compared to rapid prototyping.
6. How do you handle raw material waste costs when comparing CNC machining versus laser cutting?
We use high-tech nesting software to make the most efficient layouts of the materials. To save on costly materials like titanium alloys, we usually suggest the laser cutting of the rough outline and then the finishing by a precise CNC. This method can result in saving of raw material by up to 30%.
7. How long does it take to receive a report comparing quotes for both laser cutting and CNC machining?
LS Manufacturing's team of technical quoting will generally get you a detailed process comparison and price breakdown within 4 to 24 hours.
8. How does LS Manufacturing ensure that delivery deadlines for large-volume orders are met without delay?
Our ERP system allows us to keep a 24/7 real-time synchronization of the production progress on our "lights-out" manufacturing lines, and we also maintain double capacity redundancy for critical path operations. In case of a delay, we are contractually bound to our order penalty compensation policy.
Summary
Seeking the best value in precision parts requires looking beyond unit prices. The true cost balance between laser cutting and CNC machining lies in geometry, material response, and downstream processes. LS Manufacturing combines material science with digital production, providing not just parts but also DFM and tolerance control to build a risk-free, high-margin supply chain foundation. We don't just work metal—we shape your competitive advantage.
Ready to optimize your parts procurement and protect your margins? We offer new clients a free "Process Path and Cost Benchmarking Audit." Upload your STEP files for a comprehensive 24-hour report with a DFM assessment, process price comparison, and cost-saving advice. Get a free price consultation and let precision beams and tools reshape your manufacturing efficiency.
Unlock the true cost advantage of laser cutting with a data-driven high-speed manufacturing analysis.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


