
Услуги лазерной резки пластика начинаются с выбора подходящего материала из 10 лучших пластиков для лазерной резки при изготовлении таких деталей, как электронные окна или медицинские приборы. Однако самая большая проблема заключается в том, как избежать проблем, связанных с пригоранием, трещинами от напряжения и отклонениями в размерах. Это связано с тем, что большинство доступных услуг не обеспечивают цифрового управления для поглощения тепла, выделяемого такими материалами, как PEEK и PMMA , что приводит к огромной зоне термического воздействия и, что еще хуже, к допускам, превышающим ±0,3 мм .
Компания LS Manufacturing использует высокоточную лазерную резку пластика в сочетании с анализом DFM (проектирование для производства) для обеспечения наилучшего качества лазерной резки с использованием высокоярких лазеров мощностью 15 кВт и вакуумной адсорбционной системой позиционирования, позволяющей поддерживать допуски ниже ±0,05 мм . Другими словами, мы можем заставить технологии работать на вас с помощью этого решения, как будет описано ниже.

Лазерная резка пластика: краткий справочник по выбору партнера
| Критерии отбора | Что следует учитывать при выборе производственного партнера |
| Экспертиза в области материалов | Убедитесь, что у них есть опыт работы именно с тем пластиком, который вы используете ( акрил, поликарбонат, PEEK, делрин ). |
| Лазерные технологии. | Конечно, у них есть подходящие лазеры ( CO2-лазеры для большинства органических материалов, УФ-лазеры для деликатных пластмасс ). |
| Терморегулирование | Необходимо уметь контролировать температуру, чтобы избежать плавления или повреждения поверхности пластиковых деталей. |
| Чистая комната и обращение с предметами | Для ответственных применений необходимо убедиться в наличии процедур, позволяющих избежать загрязнения и повреждения поверхностей . |
| Наш процесс квалификации | Мы предоставляем образцы материалов, параметры лазерной резки и отчеты о проверке первого образца. |
| Результат: Чистые, точные разрезы. | Обеспечивает детали с гладкими, отполированными краями без каких-либо термических повреждений; эти детали готовы к сборке. |
| Результат: Гибкость проектирования | Позволяет создавать сложные формы, которые невозможно вырезать с помощью механических методов резки . |
Мы решаем задачу поиска надежного партнера для высококачественной лазерной резки пластика . Наш опыт гарантирует правильную обработку выбранных вами материалов, предотвращая их расплавление и обеспечивая точность. Это позволяет получать чистые, точные и надежные пластиковые компоненты, соответствующие вашим проектным замыслам и функциональным требованиям, от прототипов до серийного производства. Наши рекомендации помогут вам избежать дорогостоящих проб и ошибок, обеспечивая партнерство, гарантирующее качество деталей и успех проекта.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В интернете множество статей о лазерной резке пластика , но почему вам стоит читать нашу? Мы — люди практики, а не теоретики. Обсуждаемые нами вопросы актуальны, например, создание сложных каналов для жидкости в медицинском оборудовании или сверхтонких изоляторов для плоскостей, где качество кромок имеет значение. Все представленные здесь факты были получены в ходе реальных операций, при этом мы всегда стремимся к соответствию строгим стандартам, таким как ISO 9001 , чтобы гарантировать, что все упомянутые здесь технологические знания являются доказанными, а не теоретическими.
Мы занимаемся практическими вопросами, такими как предотвращение зоны термического воздействия в PEEK или обеспечение жестких допусков ±0,05 мм для акриловых изделий. Мы также осведомлены о факторах, вызывающих напряжения при резке поликарбоната, и о том, как правильная конструкция оснастки решает эту проблему. Этот реальный, проверенный на практике опыт в сочетании со строгими стандартами, такими как Национальный институт стандартов и технологий (NIST), предоставляет информацию, которую следует учитывать при выборе вашего будущего партнера.
Проблема поиска компетентной компании для точной лазерной резки пластика решена нами. Мы обладаем необходимыми знаниями, чтобы гарантировать правильную обработку выбранного вами материала без каких-либо проблем, таких как плавление и неточности. Это приводит к созданию высокоточных и надежных деталей из пластика. Вам не придется тратить время на гадания, какая компания вам подходит; мы гарантируем, что все пройдет гладко.
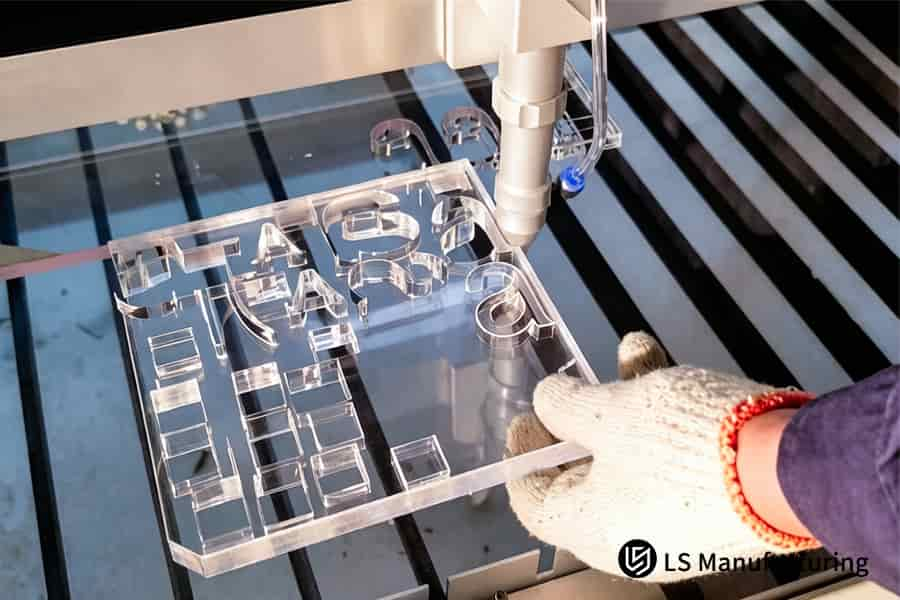
Рисунок 1: Лазерная резка позволяет изготавливать сложные буквы из литого акрила для витрин розничных магазинов.
Почему компания LS Manufacturing является лучшим выбором для высокоточной лазерной резки пластика в 2026 году?
Самая большая проблема в крупносерийном производстве — минимизация термического и механического дрейфа, влияющего на точность со временем. Технология замкнутого контура LS Manufacturing решает эту проблему, используя коррекцию лазерных импульсов и методы статистического контроля в режиме реального времени. В результате геометрия деталей остается неизменной на протяжении миллионов операций, что напрямую приводит к уменьшению количества ошибок сборки и снижению стоимости конечного продукта. Ключевым моментом является преобразование точности из простого стандарта в динамически управляемое состояние:
Регулирование энергии импульса с помощью обратной связи в реальном времени
Эта система работает, устраняя первопричину проблемы, поскольку встроенный датчик контролирует мощность импульса лазера во время прецизионной лазерной резки пластика . Мощность следующего импульса автоматически корректируется в зависимости от модели материала. Такая автоматическая коррекция происходит несколько раз в секунду, что крайне важно для высокоскоростной лазерной резки сложных элементов и позволяет избежать потенциальных ошибок в размерах, вызванных тепловыми эффектами с течением времени.
Прогнозирующий контроль размеров с помощью статистического контроля процессов в реальном времени
Контроль качества всегда носит превентивный, а не реактивный характер. Данные измерений, проводимых в ходе производственных процессов, автоматически передаются в систему статистического контроля процессов (SPC). Отличительной чертой LS Manufacturing от конкурентов является автоматизированный процесс принятия решений ; как только система обнаруживает потенциальную тенденцию, приближающуюся к пределам допуска, она предпринимает определенные корректирующие действия в отношении траектории резки. Это позволяет автоматически преобразовывать данные о качестве в действия, обеспечивая надежность процесса лазерной резки полимеров .
Комплексное управление термической стабильностью
Для обеспечения высокой точности производства нам необходим полный контроль над всей системой оборудования. Мы используем многоконтурную систему охлаждения , которая изолирует отдельные системы, такие как лазер, от движущихся элементов. В сочетании с контролируемым ламинарным потоком воздуха это снижает температурные градиенты, приводящие к смещению материалов и механических элементов, обеспечивая тем самым точность сложной лазерной резки в круглосуточном режиме работы.
В этой короткой статье объясняется процесс внедрения нами обратной связи, которая является нашим уникальным конкурентным преимуществом. Наше конкурентное преимущество заключается в этой технологии замкнутого контура, которая не только измеряет, но и поддерживает точность. Именно так компания LS Manufacturing гарантирует стабильные результаты благодаря нашей услуге лазерной резки пластика , предлагая нашим клиентам более выгодную общую стоимость владения и устанавливая стандарты высокоточной лазерной резки в отрасли.

Как лазерная резка пластика на заказ позволяет добиться оптической четкости, сравнимой с высококачественными медицинскими корпусами?
Для достижения оптической чистоты кромок прозрачных медицинских корпусов традиционно требуется дорогостоящая и некачественная вторичная полировка. Запатентованная компанией LS Manufacturing технология лазерной резки пластика решает эту проблему, создавая «самополирующийся» слой расплава в процессе резки. Это исключает этап постобработки, напрямую снижая стоимость деталей и риск загрязнения, обеспечивая при этом стабильную и превосходную чистоту кромок для деталей медицинского назначения .
Точная оптимизация внутренней фокусной точки
- Проблема: фокусировка лазеров на поверхностях приводит к испарению и, следовательно, к образованию шероховатой, матовой кромки.
- Наш метод: Мы фокусируем лазеры внутри материала в точке высокой интенсивности .
- Технический процесс: В результате образуется слой расплава, который растекается и затвердевает, образуя четкие края.
Запатентованная технология подачи вспомогательного газа и ламинарного потока.
- Проблема: Использование вспомогательных газов, которые могут применяться в процессе ( воздух, O₂, N₂ ), может вызвать помутнение.
- Наш метод: Мы используем точно подобранную смесь вспомогательного газа, подаваемую через сопло с ламинарным потоком.
- Техническое решение: Реактивная газовая смесь защищает расплавленную ванну от окисления и, благодаря своим уникальным тепловым характеристикам , обеспечивает контролируемое охлаждение материала, гарантируя отжиг поверхности с шероховатостью ниже Ra 0,8 мкм, необходимой для сверхточной лазерной резки .
Интегрированная синхронизация параметров для обеспечения стабильности процесса.
- Задача: Обеспечение стабильности характеристик при работе с различными геометрическими формами и партиями.
- Наш метод: динамическая интеграция мощности лазера, частоты импульсов и скорости подачи с регулировкой параметров фокуса и газа .
- Технические характеристики: Интеграция всех этих параметров гарантирует стабильный температурный градиент на переднем крае реза и позволяет осуществлять лазерную резку оптического качества , обеспечивая безупречные кромки на каждом компоненте в каждой партии.
В данной статье описывается технический процесс, используемый в нашей технологии «резки и обработки», включая внутреннюю ориентацию, свойства реактивных газов и динамическую синхронизацию параметров. Уникальным преимуществом нашей лучшей услуги лазерной резки пластика является инженерный подход, исключающий вторичную обработку. Наш подход к проблеме чистоты кромок в процессе производства включает использование внутрипроизводственного контроля для обеспечения получения деталей медицинского класса с улучшенной эстетикой, сниженной стоимостью и повышенной стабильностью благодаря лазерной резке без зазоров .
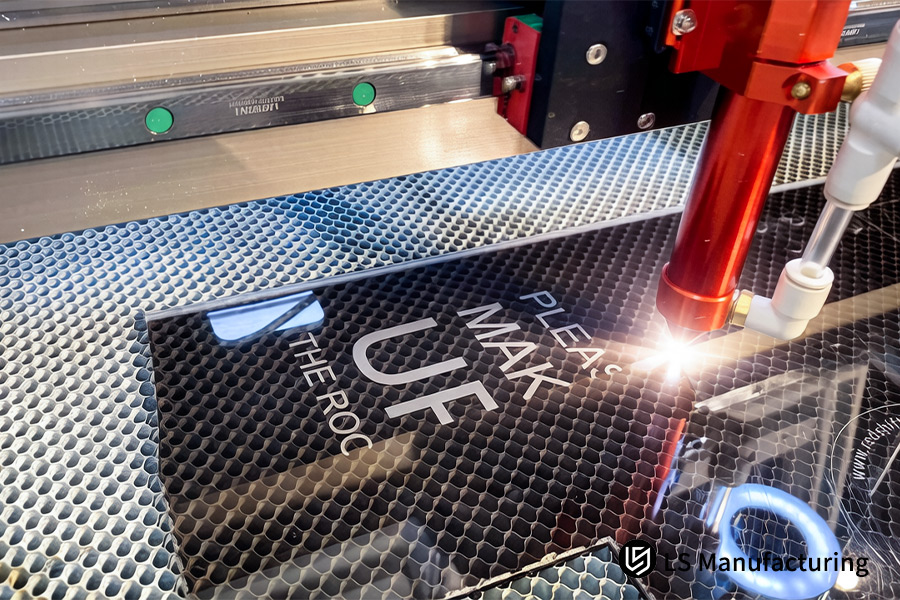
Рисунок 2: Лазерная резка позволяет наносить точные надписи на черные акриловые вывески для корпоративных выставок.
Почему инженерам следует отдавать приоритет лазерной резке пластиковых деталей при работе со сложными внутренними напряжениями?
Преждевременный выход из строя компонентов из-за внутренних напряжений, возникающих в процессе обработки, является распространенной проблемой при изготовлении пластиковых деталей, приводящей к образованию трещин и разрушению. Наш инновационный подход к лазерной резке пластиковых деталей устраняет внутренние напряжения за счет управления молекулярной термической деформацией с помощью запатентованного процесса «холодного импульса», что приводит к снижению образования трещин более чем на 90% и повышению долговечности деталей .
| Область технической направленности | Метод и количественно измеримый результат |
| Энергетическая модуляция «холодного импульса» | Короткие, но очень энергичные импульсы с длительными периодами охлаждения вызывают абляцию материала с пониженной периферийной теплопроводностью . |
| Фирменная стратегия газовой поддержки | Точно направленный поток охлажденного газа быстро охлаждает поверхность, подвергнутую абляции, фиксируя молекулярную структуру с низким уровнем напряжений . |
| Проверка процесса и результаты | Стандартные 70%-ные тесты IPA подтверждают, что наш метод лазерной резки с низким уровнем напряжения значительно снижает образование трещин ( >90% ) по сравнению с традиционными процессами. |
Этот анализ подтверждает, что превосходное управление напряжением является результатом инженерной разработки. Наша технология лазерной резки пластика решает проблему скрытых отказов деталей за счет контроля теплового воздействия на молекулярном уровне. Эта методология лазерной резки с терморегулированием определяет высокую надежность лазерной резки , что делает ее незаменимой для применений, требующих функциональной долговечности и надежности в полевых условиях.
Какие критерии являются важнейшими при выборе партнера по лазерной резке пластика для заказов с небольшими объемами и широким ассортиментом продукции?
Для мелкосерийного производства потребуется процесс, исключающий затраты на оснастку и позволяющий вносить итерации без ущерба для качества. Главная задача здесь — выбор партнера, способного обеспечить такую же гибкость, как и ваш процесс проектирования. Ниже приведен список критериев, позволяющих справиться с этой сложностью в цепочке поставок на всех этапах реализации:
Протокол гибкого производства без использования инструментов
Мы решаем проблему высоких затрат и времени, связанных с изготовлением дорогостоящей оснастки, с помощью подхода цифрового производства. Лазерная резка прототипов осуществляется путем прямой подачи в станок данных САПР . Технология «быстрой смены инструмента» включает в себя универсальные зажимные устройства и автоматическую загрузку программы; таким образом, смена инструмента занимает минуты, а не дни. Это эффективно меняет структуру фиксированных затрат на переменные, делая лазерную резку по запросу прибыльной даже при начале работы с единичной деталью.
Комплексная вторичная переработка под одной крышей
Эффективность может быть достигнута только за счет консолидации процессов, создающих добавленную стоимость. Помимо услуг по вырезанию деталей, мы располагаем внутренними возможностями, такими как нанесение экранирующих покрытий от электромагнитных и радиочастотных помех и прецизионное ламинирование, которые организованы в рамках непрерывного цифрового рабочего процесса. Это позволит устранить логистические проблемы, вопросы обеспечения качества и искажения сроков выполнения заказов, связанные с выбором нескольких поставщиков для сборки, обеспечивая получение одной готовой детали в рамках единого производственного процесса.
Масштабирование и валидация процессов на основе данных
Необходимо обеспечить соответствие деталей из Партии 1 деталям из Партии 1000. Процесс цифровой резьбы включает сбор данных контроля первого образца, которые лежат в основе показателей качества. При масштабировании SPC управляет критически важными показателями и оповещает о любых отклонениях. Этот процесс обеспечивает контрольный след и стабильный выпуск деталей, необходимый для мелкосерийного производства в медицинской и аэрокосмической отраслях, гарантируя переход к более крупным объемам с использованием лазерной резки .
Выбор партнера по лазерной резке пластика зависит от комплексной гибкости. Услуга лазерной резки пластика для OEM-производителей разработана для преодоления фундаментальных проблем, связанных с эффективным прототипированием и масштабированием, за счет устранения необходимости в оснастке благодаря нашему уникальному гибкому процессу лазерной резки , консолидации постобработки и гарантирования качества на основе данных.
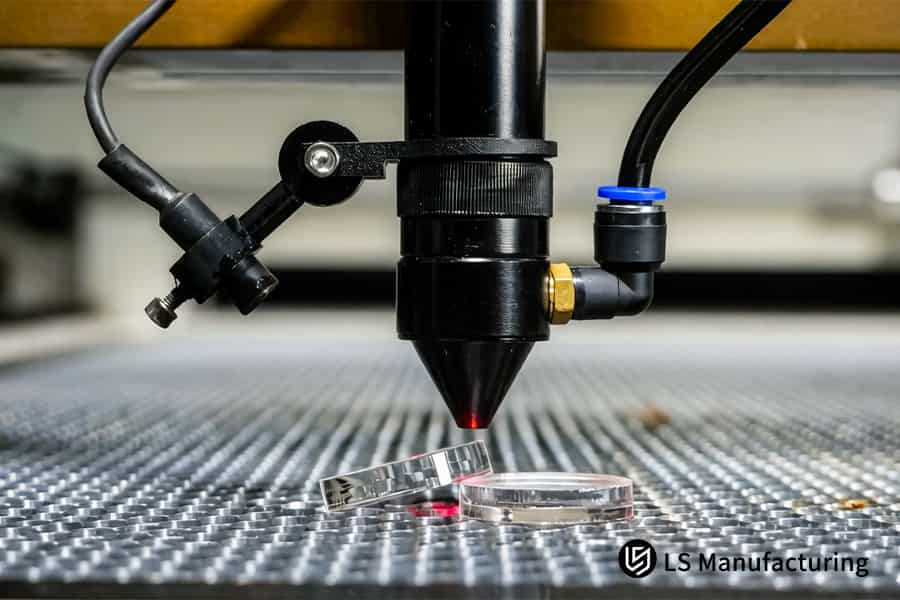
Рисунок 3: Лазерная резка прозрачных поликарбонатных дисков для научных лабораторных исследований.
Может ли услуга лазерной резки пластика обеспечить допуск +/- 0,05 мм на гибкие тонкие пленки?
Точность в пределах ±0,05 мм при резке тонких и гибких пленок представляет собой сложную задачу, особенно когда играют роль движение материала и температурные деформации. Стандартные конструкции зажимов и традиционные методы резки не обеспечивают необходимой точности. В данной работе мы представляем инновационную технологию, которая позволит активно контролировать эти параметры, обеспечивая надежную и точную резку тонких пленок с получением прецизионных изделий. Она включает в себя сочетание следующих двух технологий:
Фирменная система вакуумного зажима в виде сот
- Проблема: Традиционная конструкция режущего стола приводит к деформации пленок и их смещению.
- Наш метод: Специально разработанный пористый зажимной патрон с вакуумными зонами .
- Техническое действие: Обеспечивает постоянное давление вниз и устраняет воздушные пузырьки, тем самым идеально выравнивая пленку до и во время лазерной резки микроэлементов , обеспечивая постоянное фокусное расстояние и предотвращая вибрацию.
Динамическая термокомпенсация с помощью высокоскоростного сервоуправления
- Проблема: Локальный нагрев приводит к микроусадке, влияющей на размеры изделия.
- Наш метод: Специальный алгоритм изменяет траекторию движения инструмента в режиме реального времени.
- Техническое решение: Высокочувствительные сервомоторы используют рассчитанное смещение вектора резки для предварительной компенсации предсказуемого термического сжатия, что является важной особенностью для высокоточной лазерной резки хрупких материалов.
Встроенная метрология для блокировки допусков в замкнутом контуре.
- Проблема: измерения, выполненные после обработки данных, позволяют измерить дрейф, но не корректируют его в значительной степени.
- Наш метод: Визуальный осмотр позволяет измерять ключевые размеры после каждого раскроя .
- Техническое решение: Собранные данные передаются обратно в сервоконтроллер для создания замкнутого контура, который будет постоянно корректировать траекторию, поддерживая тем самым высокую точность на протяжении всего процесса лазерной резки тысяч деталей из пластика .
Услуга лазерной резки пластика на заказ решает важнейшую проблему обеспечения размерной стабильности пленок, гарантируя 100% точность сборки. Описанный выше процесс, включающий лазерную резку гибких подложек с контролем процесса, является необходимым компонентом производственных операций, основанных на геометрических характеристиках детали. Если для вашего применения в производстве пленок требуется вакуумная выравнивающая обработка и термокомпенсация, сотрудничайте с нами для разработки контролируемого процесса лазерной резки, гарантирующего точность.
Как компания OEM, использующая услугу лазерной резки пластика, оптимизирует размещение материала при работе с дорогостоящими конструкционными пластиками?
В таких материалах, как PEEK или PEI , относящихся к классу конструкционных пластиков, стоимость материала составляет основную часть цены компонента. Стандартное программное обеспечение для раскроя приводит к огромным потерям и негативно влияет на экономику проекта. Ниже представлено описание процесс-ориентированной методики, которую мы используем для оптимизации использования материалов, что приводит к снижению стоимости каждого компонента:
| Техническая стратегия | Реализация и количественно измеримые результаты |
| Алгоритмическое вложение с динамической компенсацией ширины пропила | Технология интеллектуальной лазерной резки с возможностью раскроя изменяет положение компонентов и траектории резки на основе данных в реальном времени, уменьшая расстояние между деталями со стандартных для отрасли 2,0 мм до 0,8 мм . |
| Конструкция с микросоединениями для обеспечения стабильности листового материала. | Мы внедряем микросоединения в конструкцию на уровне САПР, чтобы детали можно было размещать практически без зазоров между ними, не опасаясь их разрушения на этапе резки дорогостоящих материалов . |
| Анализ ориентации зерен и напряжений | Алгоритм учитывает направление волокон и внутренние напряжения в материале для правильной ориентации деталей и уменьшения отходов, а также для предотвращения деформации вырезанных деталей , которая может повлиять на выход годной продукции при автоматизированной лазерной резке с раскроем . |
| Влияние прямых затрат | Этот комплексный подход позволяет стабильно достигать коэффициента использования листового материала более 91% по сравнению со средним показателем по отрасли около 78% , что дает нашей услуге лазерной резки пластика для OEM-производителей возможность оптимизировать затраты на материалы более чем на 15% . |
Из вышеизложенного становится очевидно, что оптимизация затрат является результатом превосходной интеграции программного обеспечения и производственных процессов. Наша услуга лазерной резки пластика предлагает прямое решение проблемы высоких затрат на сырье благодаря передовым алгоритмам, которые увеличивают количество полезного материала, извлекаемого из листов. Именно это техническое преимущество делает нашу услугу лазерной резки пластика хорошей для OEM-производителей .
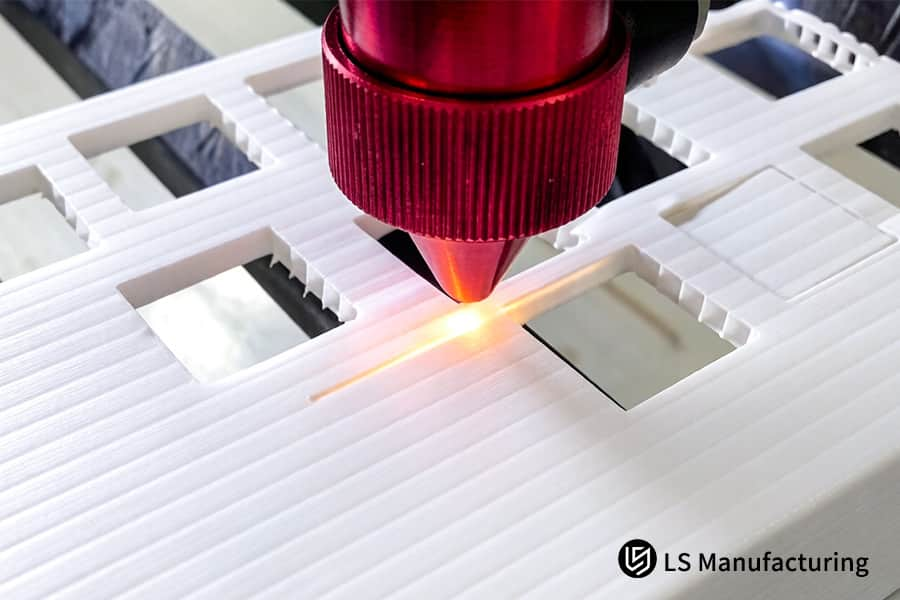
Рисунок 4: Услуга лазерной резки пластика позволяет вырезать сложные пазы в белом ПВХ для лотков для хранения электронных компонентов.
Почему лучшие услуги лазерной резки пластика отличаются глубоким инженерным анализом DFM (проектирование для производства) на этапе составления сметы?
Хороший производственный партнер всегда принесет вам пользу еще до того, как что-либо пойдет не так во время производства. Хорошее обслуживание решает проблемы, но лучшая услуга лазерной резки пластика предотвращает проблемы. Мы предоставляем инженерную поддержку на этапе составления коммерческого предложения, включая тщательный анализ DFM (проектирование для производства) , чтобы снизить любые риски, которые могут возникнуть из-за термической деформации и напряжений в вашей конструкции. К ним относятся:
Стратегическое распределение тепловой нагрузки при проектировании
Решение основной проблемы деформации достигается путем анализа и перепроектирования геометрии детали. Один из способов достижения этой цели — стратегическое включение небольших вырезов в углах внутренних поверхностей или корректировка размеров скруглений. Это изменяет путь концентрации тепла во время лазерной резки, интегрированной в конструкцию . Само по себе это может снизить деформацию детали до 60% .
Оптимизация микросоединений и выступов для обеспечения структурной целостности.
В случаях, когда речь идет о хрупких или сложных деталях со слабой структурой, мы проектируем деталь с учетом особенностей производственного процесса. В конструкцию включаются микросоединения и выступы определенных размеров. Эти элементы обеспечивают структурную стабильность на протяжении всего процесса высокоточной лазерной резки и последующего отделения, после чего деталь эффективно удаляется на втором автоматизированном этапе.
Оптимизация последовательности путей и логики порядка разреза
Последовательность резки детали напрямую влияет на допуски готового изделия. Инструмент DFM имитирует операцию резки и выявляет те последовательности, которые могут вызывать нагрев. Программирование лазерного резака использует нелинейную траекторию резки, что позволяет контролировать нагрев путем разделения длинных отрезков и переключения между различными элементами. Такая готовая к производству лазерная резка позволяет поддерживать точность и допуски лазерной резки пластика для каждой отдельной детали.
Напоминаем, что мы предоставляем важнейшую услугу по оптимизации DFM (проектирование для производства) с помощью инженерного анализа. Это гарантирует предотвращение любых проблем, связанных с производственными дефектами и разногласиями, поскольку конструкция будет разработана для безупречного изготовления. Такой высокий уровень инженерной поддержки , превращающий обычную смету в технико-экономическое обоснование, делает нашу услугу по лазерной резке пластика лучшей в своем роде .
Пример из практики: Компания LS Manufacturing предлагает высокоточные решения для производства полимерных компонентов для медицинской и аэрокосмической отрасли.
В данном случае компания LS Manufacturing смогла преодолеть важную проблему в процессе производства медицинского изделия для глобального OEM-заказчика, обеспечив соответствие дефектного компонента установленным стандартам. Проблема заключалась в изготовлении чрезвычайно толстого 10-миллиметрового основания центрифуги из PEEK, что создавало значительные проблемы с качеством и требовало наших услуг по изготовлению деталей на заказ с помощью лазерной резки пластика и уникальных требований к постобработке.
Задача клиента
Существующий поставщик не смог предоставить рабочую основу из материала PEEK толщиной 10 мм . Используя лазерную резку на медицинском оборудовании, он смог получить лишь угол 5,5 градуса на стенках и карбонизированный край толщиной более 0,3 мм , который не прошел тест на биосовместимость (ISO 10993). Это создало проблемы с точностью подгонки и стерильностью изделия, снизив выход годной продукции ниже 60% . Это может создать проблемы с соблюдением важного срока подачи документов в FDA и увеличить себестоимость производства более чем на 25% .
LS Manufacturing Solution
Наш инновационный подход к решению этой задачи включал в себя процесс, в котором использовалась система лазерной резки с регулируемой частотой в сочетании с многозонной защитой от инертного газа. Такой подход позволил уменьшить зону термического воздействия до менее чем 0,1 мм и практически исключить карбонизацию. Ключевым нововведением в данном случае стал цикл отжига для снятия напряжений, проводимый при определенных температурно-временных условиях после резки.
Результаты и ценность
Все готовые детали не имели признаков изменения цвета, допускали выравнивание стенок на уровне 0,5 градуса, а выход годной продукции составлял 99,7% . Отсутствие необходимости в вторичной обработке и обеспечение биосовместимости привели к снижению стоимости компонента для клиента на 18% . Возможно, наиболее важным является то, что использование высокоточной лазерной резки пластика позволило клиенту получить сертификат FDA для клинических устройств на три недели раньше ожидаемой даты. Такой уровень производительности, достигнутый благодаря высокоточной лазерной резке пластика , позволил нам стать единственным стратегическим партнером клиента по высокоэффективным полимерным деталям .
Этот пример показывает, что решение сложных производственных задач включает в себя не только предоставление услуг, но и инновационные процессы. Компания LS Manufacturing смогла предложить нам индивидуальное решение для лазерной резки пластика, используя точную передачу энергии, эффективную газовую динамику и важные этапы постобработки. Это позволило нам не только производить компоненты, но и обеспечивать сертифицированное качество, тем самым упростив процесс получения разрешений от регулирующих органов и заложив основу для будущих партнерских отношений, основанных на нашем опыте.
Гарантируем биосовместимость и отсутствие изменения цвета критически важных компонентов из PEEK благодаря нашей высокоточной лазерной резке пластика. Запросите сегодня индивидуальное ценовое предложение и анализ технологичности производства.

Часто задаваемые вопросы
1. Почему стоит выбрать компанию LS Manufacturing для моих задач по высокоточной лазерной резке пластика?
В дополнение к нашим допускам точности ±0,05 мм , мы можем выполнить комплексный анализ технологичности изготовления, а также обработку для снятия напряжений, специально разработанную для специализированных конструкционных пластмасс.
2. Какова максимальная толщина акрила, которую может вырезать компания LS Manufacturing для высокоточной резки?
Благодаря мощной лазерной установке мощностью 15 кВт мы можем изготавливать литые акриловые детали толщиной до 50 мм с острыми, прозрачными кромками без изменения цвета из-за обугливания.
3. Как быстро я могу получить ценовое предложение на проект по лазерной резке пластика для OEM-производителя?
Просто пришлите нам ваши чертежи в формате STEP или DXF, и наша команда инженеров предоставит вам полное коммерческое предложение , включая предложения по улучшению процесса, в течение 12-24 часов .
4. Поддерживает ли компания LS Manufacturing мелкосерийные заказы на лазерную резку пластика по индивидуальному заказу?
Да, поскольку в нашей организации нет строгих ограничений по минимальному объему заказа. Наша цель — ускорить процессы разработки вашей продукции за счет быстрого прототипирования и тестирования, обеспечивая при этом высокую точность ваших прототипов и готовых изделий.
5. Можно ли добиться чистоты поверхности Ra 0,8 на кромках пластиковых деталей, вырезанных лазером?
Безусловно. Регулируя частоту импульсов и поток вспомогательного газа во время лазерной резки, можно без проблем достичь качества поверхности Ra 0,8 при полировке пламенем.
6. Как компания LS Manufacturing обрабатывает изменения в проекте после его начала?
Наш подход к цифровому производству позволяет нам быстро вносить изменения в дизайн; если ваши листы с материалами еще не загружены в линию раскроя, мы сможем пересмотреть файл DFM для снижения затрат.
7. Обеспечивает ли компания LS Manufacturing отслеживаемость материалов для критически важных компонентов аэрокосмической отрасли?
К каждой партии заказа мы прилагаем новые протоколы испытаний материалов (MTR) и протоколы контроля размеров, гарантируя полное соответствие вашим стандартам.
8. Почему лазерная резка более экономична, чем фрезерование на станках с ЧПУ, для тонких пластиковых деталей?
Лазерная резка, по меньшей мере, в 4-8 раз быстрее фрезерования сложных геометрических фигур. Кроме того, при лазерной резке не требуются дорогостоящие специализированные приспособления, что приводит к снижению затрат на обработку единицы продукции.
Краткое содержание
При выборе услуги лазерной резки пластика , высокоточная обработка подразумевает внедрение замкнутой системы, разработанной для минимизации рисков. В компании LS Manufacturing экономия средств достигается за счет контроля нагрева с точностью до микрона, надлежащего управления напряжениями и проектирования с учетом технологичности производства. Мы преобразуем физические сложности в успех бизнеса, предоставляя вам высокоточную оптику и изоляционные компоненты без дефектов.
Больше никаких оправданий для дефектов обработки и проблем с размерами, возникающих по вине поставщиков и задерживающих запуск вашего продукта. Ваши уникальные разработки заслуживают безупречного исполнения. Просто нажмите кнопку «Получить мгновенную смету» ниже, чтобы отправить файлы данных вашего 3D-проекта (STEP/PDF). Команда инженеров LS Manufacturing по проектированию с учетом технологичности производства (DFM) проведет анализ и предложит бесплатную и персонализированную смету на лазерную резку пластика напрямую от производителя в течение 24 часов .
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


