
Die CNC-Drehbearbeitung mit verschiebbarem Kopf löst das Dilemma zwischen Effizienz und Qualität bei der Serienfertigung kleiner Präzisionsteile wie Wellen und Stifte. Durch dieses Verfahren werden die beim konventionellen Drehen üblichen Leerlaufzeiten eliminiert. Dies wiederum trägt zur Lösung von Problemen im Zusammenhang mit Zykluszeiten und Qualitätsmängeln bei. Es handelt sich somit um eine direkte Lösung für diese Probleme.
Wir bieten Lösungen für diese Herausforderungen durch den Einsatz modernster Technologien in den Bereichen Prozessoptimierung, Werkzeugstandzeitoptimierung und Qualitätskontrolle. Unsere Lösung ermöglicht eine konstante Zykluszeit von 18 Sekunden pro Produkt bei einem CPK-Wert von über 1,67 . Dies unterstützt die Skalierung der Produktion, um Aufträge für Millionen von Produkten zu erfüllen, und wir werden Ihr Partner in der präzisen Serienfertigung.

CNC-Drehen mit verschiebbarem Kopf: Ein unverzichtbarer Leitfaden
| Thema | Wichtigste Erkenntnis |
| Fundamentale Stärke | Dieses Verfahren wird bei der Massenproduktion kleiner, komplizierter, langer und schlanker Teile in einem Arbeitsgang eingesetzt. |
| Hauptvorteil | Die Führungsbuchse bietet maximale Unterstützung an der Schneidstelle, und wir erreichen höchste Präzision und Oberflächengüte bei den gedrehten Durchmessern. |
| Konstruktion für die Fertigung (DFM) | Die Teile erfordern eine spezielle Konstruktion für den Schiebekopfdrehvorgang , da die Merkmale typischerweise nacheinander im Vorschub- und Schnittmaterial erzeugt werden. |
| Eliminierung der Nebenoperation | Die Möglichkeit , Fräsen, Bohren und Querarbeiten mit angetriebenen Werkzeugen und Rückwärtsbearbeitung durchzuführen, ermöglicht die vollständige Bearbeitung komplexer Teile in einem einzigen Spannvorgang. |
| Material- und Geschwindigkeitseffizienz | Die Verwendung von Stangenmaterial führt zu sehr kurzen Zykluszeiten und maximaler Materialeffizienz bei minimalem Ausschuss. |
| Unser Kompetenzschwerpunkt | Wir verfügen über Fachkenntnisse in der Programmierung und Vorrichtungstechnik für maximale Effizienz durch den Einsatz von mehrachsigen angetriebenen Werkzeugen und Gegenspindeltransfer zur vollständigen Teilefertigung. |
| Ergebnis: Unübertroffene Präzision | Erreicht hervorragende Rundlaufgenauigkeit, Oberflächengüte und Toleranzen bei kleinen Durchmessern, die auf einer herkömmlichen Drehmaschine schwer einzuhalten sind. |
| Ergebnis: Mengenökonomie | Bietet die niedrigsten Stückkosten und die höchste Ausbeute für Teile, die für die Massenproduktion geeignet sind. |
| Anwendungspassung | Vorteile für Steckverbinder, Stifte, chirurgische Teile und andere kleine, komplexe Teile, die Präzision und hohe Stückzahlen erfordern . |
Wir sind der Schlüssel zur Erschließung des vollen Potenzials von Langdrehmaschinen für die hochpräzise und serienmäßige Bearbeitung von Kleinteilen. Dank unserer Expertise in Programmierung, Spanntechnik und angetriebenen Werkzeugen realisieren wir die komplette Bearbeitung in einer einzigen Aufspannung. So erzielen wir höchste Teilekonstanz und Oberflächengüte bei minimalen Stückkosten für Ihre Bearbeitungsanforderungen.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Im Internet finden sich unzählige Artikel zum Thema Gleitkopfdrehung . Warum sollten Sie die hier bereitgestellten Informationen also anders betrachten als all die anderen Informationen zum selben Thema? Nun, wir sind keine Theoretiker. Unsere Erfahrung basiert nicht auf Theorie, sondern auf der Fertigung hunderter geschäftskritischer Kleinteile täglich. Präzision ist für uns kein Ziel, sondern eine Grundvoraussetzung.
Wir legen in unseren Produktionsprozessen höchste Standards an, die auf den Best Practices der additiven Fertigung (AM) für innovatives Design und den OSHA - Standards für Betriebssicherheit basieren. Jedes einzelne der Millionen von Teilen, die wir gefertigt haben – von Sensoren für die Luft- und Raumfahrt bis hin zu Stiften für die Medizintechnik – hat uns wertvolle Erkenntnisse geliefert, beispielsweise zur optimalen Verarbeitungsgeschwindigkeit von Edelstahl 316L oder zum passenden Kühlmittel für Titan.
Jeder einzelne Ratschlag auf dieser Seite basiert auf langjähriger, praktischer Erfahrung. Wir haben aus unseren Erfolgen und auch aus unseren anfänglichen, kostspieligen Fehlern gelernt. Sie können sich jedoch darauf verlassen, dass die hier angebotenen Informationen nicht auf Theorie, sondern auf harter, in der Fertigung erprobter Erfahrung beruhen – unter dem Mikroskop von Spänen, Schneidölen und intensiver Qualitätskontrolle. Sie können sicher sein, dass Sie genau diese Informationen lesen, auf die wir uns tagtäglich verlassen, um die korrekte Fertigung Ihrer hochpräzisen Kleinteile in großen Stückzahlen – jedes Mal – zu gewährleisten.
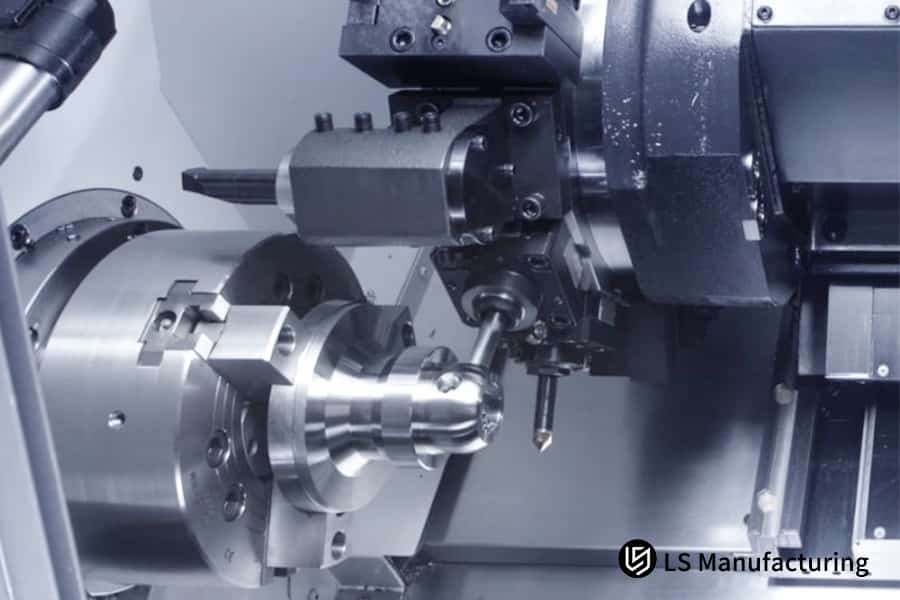
Abbildung 1: Bearbeitung von kleinen Metallteilen mit hohen Toleranzen auf einer Langdrehmaschine für die Präzisionsdrehtechnik in der Massenproduktion.
Was sind die wichtigsten Effizienzvorteile von Langdrehmaschinen gegenüber herkömmlichen CNC-Drehmaschinen in der Massenproduktion?
Die CNC-Drehtechnik für die Serienfertigung komplexer Teile stellt aufgrund ihrer Effizienz und Qualität naturgemäß Herausforderungen an den Produktionsprozess. Dieses Dokument erläutert, wie das CNC- Drehen mit verschiebbarer Spindel einen deterministischen Prozess ermöglicht, bei dem alle Prozessschritte in einem einzigen Arbeitsgang integriert sind. Der grundlegende Vorteil dieser Technik liegt in ihrer direkten Effizienzsteigerung.
| Vergleichsdimension | Traditionelles CNC-Drehverfahren | CNC-Drehlösung mit verschiebbarem Kopf | Messbares Ergebnis |
| Prozessablauf | Arbeitsgänge in Folge, z. B. Drehen, Fräsen, Bohren usw. , an mehreren Maschinen, einschließlich manueller Umlagerungen. | Kombiniert alle Arbeitsgänge in einem einzigen Arbeitsgang, einschließlich synchronisierter Achsenbewegung und angetriebener Werkzeuge. | Reduziert 2-3 sekundäre Arbeitsgänge und verringert die Wartezeit um mehr als 70 % . |
| Zykluszeit (CT) | Die Zykluszeit verlängerte sich aufgrund von Be- und Entladung, Positionierung und Werkzeugwechsel. | Maschinen in einem einzigen Arbeitsgang mit Führungsbuchse und Gegenspindel für den unbemannten Betrieb . | Erreicht eine Reduzierung der Zykluszeit um 60-70% bei komplexen Teilen ( von 90s auf unter 30s ). |
| Qualität & Ertrag | Die Wiederholgenauigkeit der Vorrichtung begrenzt die Präzision und führt zu Fehlern in der Konzentrizität. | Einmaliges Einspannen gewährleistet, dass alle Merkmale in einem Arbeitsgang geschnitten werden, Genauigkeit im Mikrometerbereich ist garantiert. | Erhöht die Erstausbeute (FPY) von 92 % auf über 99 % und senkt so die Kosten für Ausschuss und Nacharbeit. |
| Produktionsskalierbarkeit | Ein arbeitsintensiver Prozess , der die Aufmerksamkeit des Bedieners für jeden Be- und Entladevorgang erfordert. | Fähigkeit zum unbeaufsichtigten Betrieb, einschließlich kontinuierlicher Stangenzuführung und Auswurf der fertigen Teile. | Ermöglicht eine echte Großserienproduktion mit 40-60% höheren Materialabtragsraten. |
Dies ist ein Maß für den Effizienzgewinn, der durch die systematische Eliminierung von Schnittstellen in Prozessen erzielt wird. Dies ist eine zentrale Voraussetzung für effiziente CNC-Präzisionsdrehprozesse . Diese Art der Analyse bietet einen Rahmen zur Bewertung von Systemen, bei denen Stückkosten und Geometrie zu den Schlüsselfaktoren zählen. Unsere Lösung adressiert alle oben genannten Probleme direkt durch die Bereitstellung einer Fertigungszelle, die Leistung und Qualität auch bei komplexesten Bearbeitungsprozessen von Bauteilen gewährleistet .

Wie wählt man die optimale Strategie und die Werkzeuge für Langdrehmaschinen in der Massenproduktion aus?
Um das Ziel optimaler Stückkosten bei der CNC-Drehfertigung zu erreichen, ist ein ganzheitlicher Ansatz erforderlich, der Werkzeugausstattung, Prozess und Maschinenautomatisierung integriert und aufeinander abstimmt. Die grundlegende Herausforderung besteht jedoch darin, Werkzeugstandzeit und Maschinenauslastung gleichzeitig zu optimieren. Dieses Dokument beschreibt den Lösungsansatz für dieses Problem:
Strategie für integrierte Werkzeuge zur Verlängerung der Betriebszeit
- Materialspezifische Lösung: Im Falle von Edelstahl wird die Werkzeugstrategie eine datengesteuerte Lösung unter Verwendung von PVD-beschichtetem Hartmetall sein.
- Parameteroptimierung: Die Parameter werden so optimiert, dass eine Werkzeugstandzeit von konstanten 120 Minuten , eine Schnittgeschwindigkeit von 120 m/min und ein Vorschub von 0,08 mm/U gewährleistet sind.
- Parallelverarbeitung: Durch den gleichzeitigen Einsatz mehrerer Werkzeuge zum Schneiden und Bohren kann die Bearbeitungszeit um über 20 % reduziert werden.
Systemkonfiguration für unbeaufsichtigte Produktion
- Automatisierte Handhabung: Für größere Mengen setzen wir auf automatisierte Magazine und Hochdruckförderer .
- Kontinuierlicher Betrieb: Dies ermöglicht einen mannlosen Betrieb von über 8 Stunden und gewährleistet so eine Gesamtanlageneffektivität (OEE) von über 85 % bei CNC-Drehbearbeitungen mit hohem Durchsatz .
- Prozessstabilität: Unser Ziel ist es, eine deterministische CNC-Drehzelle vom Typ Schweizer Drehautomat bereitzustellen, die unabhängig von den Bedienerzyklen ist.
Datengesteuerte Prozessimplementierung
- Bewährte Datenbank: Hierbei handelt es sich um die Implementierung einer bewährten Datenbank mit über 50 validierten Material-/Werkzeug-/Parametersätzen .
- Risikominderung: Dies hilft dabei, schnell die optimale Werkzeugstrategie für die Massenproduktion festzulegen und so die Vorhersagbarkeit komplexer CNC-Drehbearbeitungen bereits ab der ersten Charge zu gewährleisten.
Unsere hohe Effizienz bei Präzisions-CNC- Drehbearbeitungen, insbesondere bei größeren Stückzahlen, wurde durch das präzise Zusammenspiel von robusten Werkzeugen, automatisierter Handhabung und empirischen Daten erreicht. Dadurch heben wir uns von anderen Anbietern ab, indem wir CNC-Drehzellenlösungen bereitstellen, die einen kostenoptimalen Betrieb für kritische Bearbeitungen gewährleisten.
Wie lassen sich die Kosten durch eine Steigerung der Materialausnutzung auf über 85 % bei der Bearbeitung auf Langdrehmaschinen optimieren?
Die Materialkosten können 40 bis 60 Prozent der Gesamtkosten eines Bauteils ausmachen, insbesondere bei der Fertigung kleiner Teile in großen Stückzahlen. Daher ist die Abfallreduzierung ein entscheidender Kostenfaktor. Dieses Dokument beschreibt ein spezielles Verfahren zur CNC-Drehteilfertigung mit dem Ziel, die Materialkosten zu minimieren. Es betont den Einsatz von Prozesskontrolle und strategischer Beschaffung, um eine Materialausnutzung von über 85 Prozent zu erreichen und aufrechtzuerhalten.
Präzisionsstanzen durch optimierte Trenntechnologie
Der Prozess beginnt mit dem Konzept des „Abschnitts“, also der Materialmenge, die während des Bearbeitungsprozesses verloren geht. Wir verwenden unser firmeneigenes „Schmalnut“-Abstechwerkzeug in unserem Langdrehverfahren . Dank unserer präzisen Prozesssteuerung können wir den Materialverlust auf ein absolutes Minimum reduzieren. Dies minimiert nicht nur den Materialverlust , sondern ist auch ein wesentlicher Bestandteil der Kostenoptimierung bei teuren Werkstoffen.
Strategische Rohstoffspezifikation und -handhabung
Um unsere Materialausnutzung zu optimieren, ist es entscheidend, dass die Geometrie des Rohmaterials mit der Geometrie des fertigen Bauteils übereinstimmt. Wir bieten unseren Kunden einen umfassenden Bericht zur Materialausnutzungsanalyse mit Empfehlungen für kosteneffiziente Durchmesser und Toleranzen der Rohmaterialien. Diese Vorprozessstrategie stellt sicher, dass unsere Kunden nicht zu viel für Rohmaterialien ausgeben und die Menge an Rohmaterialien, die in unserem Präzisions-CNC- Drehprozess eingesetzt werden kann, optimieren.
Integrierte Software zur Abfallminimierung
Diese Effizienz wird durch hochentwickelte Computerprogrammierung erreicht, die den gesamten Prozess der CNC-Drehbearbeitung von Kleinteilen simuliert. Dadurch wird sichergestellt, dass der optimierte Prozess jederzeit eingehalten wird und Leerlaufzeiten sowie Ineffizienzen beim Materialabtrag vermieden werden. Mithilfe der Messtasterfunktion, die den Werkzeugverschleiß kompensiert, wird so jederzeit eine hohe Materialausnutzung gewährleistet.
Die Fähigkeit, hohe Materialausnutzungsraten von über 85 % zu erzielen, wird nicht als gegeben angenommen, sondern durch einen durchdachten Ansatz erreicht. Dieser basiert auf der Integration präziser Materialspezifikationen mit datengestützter CNC-Drehmaterialauswahl und Softwarevalidierung, um diese Effizienz sicherzustellen. Dies ist ein bewährtes Verfahren zur Kostenoptimierung .

Abbildung 2: Drehen von Präzisionsbauteilen aus Metalllegierungen für die Serienfertigung in Schweizer Drehmaschinen.
Wie lässt sich höchste Maßstabilität und Toleranzgenauigkeit bei der Massenproduktion von Millionen von Einheiten gewährleisten?
Die Herstellung von Millionen von Teilen mit einer Toleranz von unter 10 Mikrometern erfordert einen Wandel von der Teileprüfung hin zur prozessbegleitenden Kontrolle. Wir haben eine Methodik entwickelt, die Echtzeitkompensation, statistische Steuerung und Umgebungsmanagement zur Gewährleistung der Dimensionsstabilität der Teile umfasst.
Echtzeit-Bearbeitungsvergütung
- Messung direkt an der Maschine: Die Abmessungen der Teile werden in Echtzeit mit Hilfe von Renishaw-Sonden gemessen, um die wichtigsten Durchmesser alle 50 Zyklen zu erfassen.
- Regelung mit geschlossenem Regelkreis: Bei diesem Verfahren werden die Abmessungen der Teile im Voraus kontrolliert, um sicherzustellen, dass sie innerhalb von 30 % des Toleranzbereichs liegen, wobei die Präzision der Kleinteilbearbeitung berücksichtigt wird.
Proaktive Prozesssteuerung mittels SPC
- Statistische Echtzeitüberwachung: Der Prozess der Massenproduktionsdiagramme für SPC zeigt die Werte der wichtigsten Merkmale in Echtzeit an.
- Prädiktive Intervention: In diesem Prozess werden Grenzwerte nahe den Kontrollgrenzen verwendet, um einen CpK-Wert von ≥ 1,67 aufrechtzuerhalten.
Umweltkompetenz für grundlegende Stabilität
- Thermische Kontrolle: Die temperaturkontrollierte Umgebung bei 20°C ±1°C eliminiert die thermische Ausdehnung als kritische Variable für die Aufrechterhaltung der Dimensionsstabilität , insbesondere auf der Mikrometerebene.
- Stabile Plattform: Ergänzt wird dies durch den Einsatz von starren CNC-Drehzentren und mehrachsigen CNC-Systemen , um eine unerschütterliche Stabilität bei gleichbleibend hohen Stückzahlen von CNC-Drehbearbeitungen zu gewährleisten.
Validierte Ergebnisse und skalierbare Replikation
- Datengestützte Leistung: Dieses Prozessverfahren validiert die Standardabweichung einer Schlüsselcharakteristik von ≤0,002 mm für Chargen von mehr als 100.000 Einheiten .
- Systematisierte Lösung: Diese Prozesslösung, dargestellt durch prozessbegleitende Messtechnik, statistische Prozesskontrolle für die Massenproduktion und Temperaturkontrolle, ist eine systematische Lösung für die Stabilität der Massenproduktion.
- Thermische Kontrolle: Die temperaturkontrollierte Umgebung bei 20°C ±1°C eliminiert die Wärmeausdehnung als kritische Variable für die Aufrechterhaltung der Dimensionsstabilität, insbesondere im Mikrometerbereich.
- Stabile Plattform: Ergänzt wird dies durch den Einsatz von starren CNC-Drehzentren und mehrachsigen CNC-Maschinen , um eine unerschütterliche Stabilität bei gleichbleibenden CNC-Drehvorgängen in großem Umfang zu gewährleisten.
Validierte Ergebnisse und skalierbare Replikation
- Datengestützte Leistung: Dieses Prozessverfahren validiert die Standardabweichung einer Schlüsselcharakteristik von ≤0,002 mm für Chargen von mehr als 100.000 Einheiten .
- Systematisierte Lösung: Diese Prozesslösung, dargestellt durch prozessbegleitende Messtechnik, statistische Prozesskontrolle in der Massenproduktion und Temperaturkontrolle, ist eine systematische Lösung für die Stabilität der Massenproduktion.
Die in diesem Dokument dargestellte Dokumentation, wie der Inhalt belegt, stellt eine bewährte Ingenieursmethode dar. Sie konzentriert sich auf das technische „Wie“, die Integration von Echtzeitdaten, Statistiken und/oder Umgebungssteuerungen, um das drängende Problem der Dimensionsstabilität im Mikrometerbereich in der Massenproduktion zu lösen und so ein Paradigma für technische Kompetenz und Umsetzung zu etablieren.
Wie gelingt beim „Slip-On“-Verfahren ein nahtloser Übergang und eine schnelle Produktionssteigerung – vom Prototyp bis zur Serienproduktion?
Der Übergang von der Prototypen- zur Serienproduktion kann aufgrund von Verzögerungen und anderen Qualitätsproblemen mitunter kostspielig sein. In diesem Dokument beschreiben wir unseren Ansatz für einen reibungslosen und schnellen Übergang. Durch die Festlegung produktionsidentischer Prozesse in der Prototypenphase und einen disziplinierten Ansatz zur Replikation, um einen schnellen Produktionshochlauf zu erreichen, können wir Designvalidierung und Fertigungstauglichkeit gleichzeitig gewährleisten.
| Phase | Kernstrategie | Wichtigste Maßnahmen und Kennzahlen |
| Prototypenentwicklung | Prozessbindung für die Herstellbarkeit | Um die gleichen CNC-Drehmaschinen , Werkzeuge und Parameter (etwas konservativer) zu nutzen, um Prototypen zu entwickeln und so die Herstellbarkeit des Entwurfs zu validieren. |
| Hochlauf-Ausführung | Skalierbare Prozessreplikation | Das validierte „Prozesspaket“ soll auf dieselben Maschinenzellen übertragen werden, um so innerhalb von 2 bis 4 Wochen ohne erneute Qualifizierung eine 3- bis 5-fache Kapazitätssteigerung zu erzielen. |
| Qualitätssicherung | Risikominderung durch Konsistenz | Durch die Aufrechterhaltung der Prozesskontinuität lassen sich Qualitätsschwankungen im Übergangsprozess vermeiden, wodurch sichergestellt wird, dass die Teile vom Prototyp bis zur Serienproduktion funktional identisch sind. |
| Operatives Ergebnis | Vorhersagbare Skalierung | Um eine deterministische und schnelle Skalierung der CNC-Drehmaschine zu realisieren. |
Diese Methodik wandelt den Prozess von der Prototypenentwicklung zur Serienfertigung von einem risikoreichen in einen planbaren Prozess um. Damit erfüllt sie das dringende Bedürfnis des Kunden, hohe Stückzahlen bei kompromissloser Teilequalität und verkürzter Markteinführungszeit zu erzielen. Sie bietet ein technisch fundiertes Verfahren zur Skalierung von CNC-Drehdienstleistungen in einem wettbewerbsintensiven Umfeld der hochwertigen Fertigung.

Abbildung 3: CNC-Drehmaschine mit verschiebbarem Kopf zur Fertigung von Metallteilen mit hohen Toleranzen für die Massenproduktion.
LS Manufacturing Medizinindustrie: Hochpräzise Massenanpassung für Griffe endoskopischer chirurgischer Klingen
Dieser Fall aus der Medizintechnikbranche von LS Manufacturing verdeutlicht ein Kooperationsprojekt mit einem weltweit führenden Medizintechnikunternehmen und zeigt, welche Leistungsfähigkeit die Hightech-Ingenieurskunst von LS Manufacturing beim nahtlosen Transfer einer kritischen Komponente in die Serienproduktion mit hoher Zuverlässigkeit durch automatisierte Produktionszellen und Expertise im Bereich der Präzisionsdrehtechnik für große Stückzahlen bietet:
Herausforderung für den Kunden
Das Bauteil war ein endoskopischer Skalpellgriff aus Edelstahl mit einem Durchmesser von 2,5 mm , der über eine komplexe Keilwellenkonstruktion und zahlreiche Mikroradialbohrungen verfügte. Der Kunde nutzte einen mehrstufigen Prozess, der lediglich eine Erstausbeute von 85 % erzielte, variable Lieferzeiten verursachte und die Sicherheit seiner Hauptproduktlinie, die die strengen Just-in-Time-Liefervorgaben nicht erfüllte, ernsthaft gefährdete. Daher war eine robuste Präzisionsdrehlösung erforderlich.
LS Fertigungslösung
LS Manufacturing entwickelte eine dedizierte, automatisierte Fertigungszelle mit einer Tsugami-Langdrehmaschine. Ein wichtiger Aspekt dieses Entwicklungsprojekts war die Konstruktion und Implementierung eines firmeneigenen internen Kühlsystems in Kombination mit einem Bohr- und Reibahlenwerkzeug. Dadurch konnte der Keilwellenbereich des Bauteils in einem Arbeitsgang bearbeitet werden. Zusätzlich nutzte das System ein maschinenintegriertes Bildverarbeitungssystem zur 100% igen Prüfung der Bauteilabmessungen und -oberfläche und schloss so den Präzisionsdrehprozess ab. Der gesamte Prozess speiste Echtzeitinformationen direkt in das MES-System des Kunden ein und ermöglichte so eine durchgängige digitale Rückverfolgbarkeit.
Ergebnisse und Wert
Das entwickelte Verfahren führte zu einer reduzierten Zykluszeit von 25 Sekunden pro Bauteil und einer Erstausbeute von über 99,5 % (CpK > 2,0) . Es ermöglichte dem Kunden die Realisierung einer echten Just-in-Time-Lieferung ohne Lagerbestände und senkte die Gesamtkosten des Bauteils um 30 %. Das Projekt etablierte LS als strategischen globalen Lieferanten für die Präzisionsdrehfertigung kritischer Medizinkomponenten in großen Stückzahlen und demonstrierte damit unsere Kompetenz in der Fertigung großer Produktvielfalt und schneller Produktionsvolumina.
Dieser Fall verdeutlicht die Fähigkeit von LS Manufacturing, die Produktion missionskritischer CNC-Drehteile für die Medizintechnik zu minimieren und zu skalieren. Durch die Lösung der zentralen Herausforderungen hinsichtlich Ausbeute, Durchsatz und Rückverfolgbarkeit mittels integrierter Prozessinnovation und Automatisierung können wir unseren Kunden einen verlässlichen Fertigungspartner bieten, der ihnen zu resilienter Lieferkette und Kostenführerschaft im Markt verhilft.
Erreichen Sie unübertroffene Präzision und Zuverlässigkeit für Ihre großvolumigen Mikrobauteile mit unserer fortschrittlichen Expertise im CNC-Drehen mit verschiebbarem Kopf.

Wie lassen sich die Fähigkeiten eines Lieferanten hinsichtlich Lieferung und Qualitätsmanagement von Herzernährungsmaschinen in großen Stückzahlen beurteilen?
Um den richtigen Lieferanten für die Serienproduktion auszuwählen, muss die Bewertung über die reine Anlagenprüfung hinausgehen und eine umfassende Analyse des gesamten Systems beinhalten. Dieses Modell liefert die endgültigen Kriterien für eine fundierte Lieferantenbewertung, insbesondere im Hinblick auf die Serienproduktion.
Reifegrad des Produktionssystems
- OEE als KPI: Ein OEE-Wert von >80 % ist dokumentiert und ist ein eindeutiger Indikator für einen ausgereiften Prozess, der sich für die Produktion von CNC-Drehteilen in großen Stückzahlen eignet.
- Lean-Implementierung: Der Nachweis von Einzelstückfluss und Abfallreduzierung bestätigt den Fokus auf kontinuierlichen Fluss und minimale Durchlaufzeiten.
Qualitätssicherungstiefe
- Über die Zertifizierung hinaus: Die Einhaltung der IATF 16949- oder ISO 13485 -Standards zeugt von einem proaktiven, risikobasierten Qualitätsmanagementsystem für CNC-Drehen und nicht nur von der bloßen Konformität.
- Datengestützte Kontrolle: Historische SPC-Berichte für ähnliche Teile, die einen anhaltenden CpK-Wert von ≥1,67 aufweisen, liefern einen konkreten Beweis für die Prozessfähigkeit und -stabilität.
Resilienz der Lieferkette
- Risikominderung: Geprüfte alternative Bezugsquellen für kritische Materialien wie Stangenmaterial sind unerlässlich und stellen einen integralen Bestandteil des gesamten Lieferantenbewertungsprozesses dar.
- Transparenz-Maßstab: Die Bereitschaft , Produktionsinformationen in Echtzeit weiterzugeben und Qualitätsprüfungen des Systems zuzulassen, stellt einen Maßstab für die operative Leistungsfähigkeit und das Potenzial für eine Partnerschaft dar.
Technische und skalierbare Kapazität
- Partnerschaft im Ingenieurwesen: Die interne technische Expertise im Bereich komplexer CNC-Dreh- und Werkzeugkonstruktionen ist ein wichtiger Faktor bei der Bewältigung von Produktionsproblemen durch einen kollaborativen Problemlösungsprozess.
- Bewährte Skalierbarkeit: Die vorhandenen Fallstudien zum Erfolg der schnellen Produktionsskalierung sind eine bewährte Methode, um eine effiziente Produktionsskalierung zu gewährleisten .
Dieser Prozess ermöglicht eine umfassende und fundierte Bewertung, in der Versprechen durch Prozesse ersetzt werden. Er identifiziert fähige Partner, um die inhärenten Risiken der Massenproduktion durch Prozesse, ein Qualitätsmanagementsystem und transparente Geschäftspraktiken zu minimieren und so langfristig eine exzellente und sichere Lieferkette zu gewährleisten.
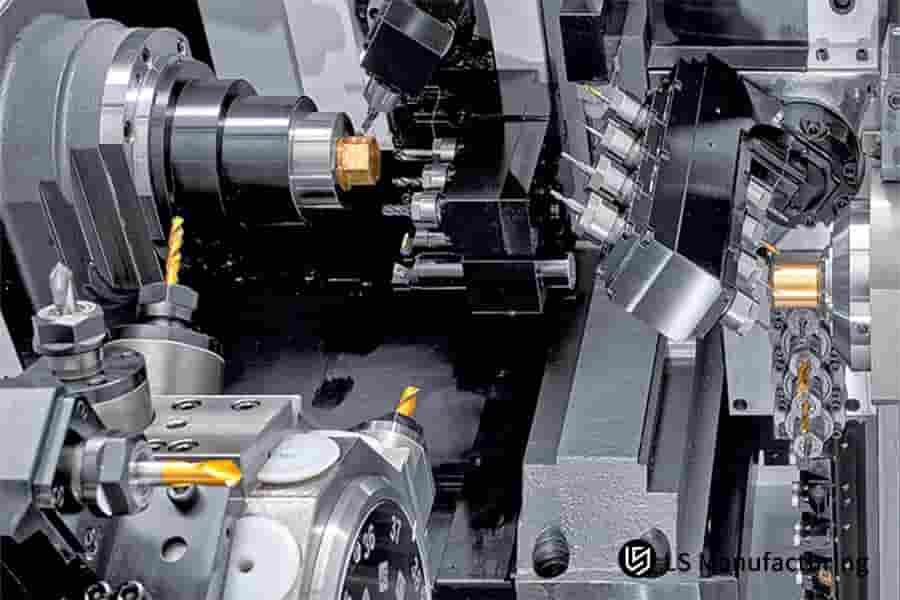
Abbildung 4: Betrieb einer CNC-Drehmaschine mit verschiebbarem Kopf zur Herstellung von hochpräzisen Miniaturbauteilen aus Metalllegierungen für die Massenfertigung.
Warum ist LS Manufacturing die risikoärmste Option im Bereich der Massenproduktion von Präzisionskleinteilen?
Eine der Risikoentscheidungen, mit denen unsere Kunden konfrontiert sind, besteht in der Auswahl eines Fertigungspartners für ihre kritischen und in großen Stückzahlen gefertigten CNC-Drehteile . Unsere Kunden entscheiden sich nicht nur aufgrund unserer Kompetenzen für LS Manufacturing, sondern auch aufgrund unseres Prozesses zur Risikominderung und der Bereitstellung einer deterministischen Lösung für unsere Kunden. Dabei nutzen wir als Komplettanbieter unsere gesamten internen Kapazitäten und unsere digitale Prozesssteuerung.
Technische Risiken durch umfassende interne Expertise minimieren
Wir eliminieren jegliches Risiko der Unsicherheit beim Outsourcing, indem wir unsere Beherrschung des gesamten Prozessspektrums nutzen, von der kundenspezifischen Präzisionsdrehung von Teilen mit einem Durchmesser von nur 0,5 mm bis hin zu jeglicher Komplexität im Zusammenhang mit anderen komplexen mehrachsigen Fräs- und Sekundärbearbeitungen, einschließlich unserer eigenen, im eigenen Haus entwickelten Werkzeuge und Vorrichtungen, ohne auf externe Ressourcen zurückzugreifen, um einzigartige Anwendungsherausforderungen zu meistern und alle Prozesse vom ersten bis zum millionsten Stück vollständig zu integrieren.
Sicherstellung der Prozessstabilität durch datengesteuerte digitale Steuerung
Unsere Software, die Teil des Manufacturing Execution Systems (MES) ist, ermöglicht uns eine vollständige, geschlossene Prozesssteuerung in Echtzeit. Das bedeutet, wir können den gesamten Prozess überwachen und analysieren – von der Materialcharge über den Zustand der Anlagen und die Qualitätsmessung bis hin zum Bediener. Wir können den Prozess proaktiv steuern und so Abweichungen vollständig ausschließen. Wir können sicherstellen, dass das millionste von uns produzierte Teil exakt die gleichen Abmessungen wie das allererste Teil aufweist. Das ist der Kern eines risikoarmen Fertigungsprozesses in großen Stückzahlen .
Gewährleistung von Lieferkettensicherheit durch systemische Transparenz
Wir garantieren Ihnen Planbarkeit in unserer Lieferkette . Ob es um unsere Materialbeschaffung mit unseren bestehenden Dual-Source-Vereinbarungen oder um unsere Kunden mit unseren Produktions-Dashboards in Echtzeit geht – wir legen Wert auf Transparenz in allen unseren Abläufen. Dank unserer internen Kapazitäten bieten wir Ihnen absolute Sicherheit. Genau das ist der entscheidende Punkt, der die Frage beantwortet , warum Sie sich für LS Manufacturing entscheiden sollten .
Validierung der Leistungsfähigkeit mit dokumentierter Skalierbarkeit
Unser Wert basiert auf unserer Fähigkeit, wiederholbare Erfolge zu erzielen. Wir haben unseren Prozess von der Prototypenvalidierung serienreifer Anlagen bis hin zur Erreichung eines reproduzierbaren CpK-Werts > 1,67 bei der CNC-Drehbearbeitung in großem Maßstab und mit hoher Stückzahl dokumentiert. Skalierbarkeit lässt sich als ein System definieren, das von Anfang an mit integrierter Risikominimierung konzipiert ist.
Dies beweist nicht nur unsere Fähigkeit, unseren Prozess umzusetzen, sondern auch unsere Methodik. Indem wir die realen Risiken technischer Komplexität, Prozessabweichungen und Schwankungen in der Lieferkette mit unserem integrierten Engineering- und digitalen Steuerungsansatz angehen, können wir eine grundsätzlich risikoarme Partnerschaft in der Serienfertigung anbieten, die die Kriterien für den Projekterfolg erfüllt.
Häufig gestellte Fragen
1. Welche Teile eignen sich am besten für die Bearbeitung mit Langdrehmaschinen?
Sie eignen sich für rotierende Körper mit kleinem Durchmesser (üblicherweise φ1-32mm ) oder für nicht standardmäßige Teile mit großem Längen-Durchmesser-Verhältnis, komplexen Strukturen und solche, die eine mehrseitige Bearbeitung erfordern usw.
2. Wie hoch sind die Mindestbestellmenge (MOQ) und die typische Lieferzeit für die Massenproduktion?
Die Mindestbestellmenge (MOQ) liegt aus wirtschaftlichen Gründen bei etwa 10.000 Stück oder höher. Die Lieferzeit von der Auftragsbestätigung bis zum Versand der ersten Lieferung beträgt ca. 6–8 Wochen . Dies beinhaltet die Materialvorbereitung und die Inbetriebnahme der Produktionslinie. Weitere Lieferungen können regelmäßig, wöchentlich, monatlich usw. erfolgen.
3. Welchen Präzisionsgrad können Sie in der Massenproduktion erreichen?
Die Präzision der Serienfertigung ist wie folgt: Die Durchmessertoleranz beträgt ±0,005 mm , die Rundheit 0,003 mm und die Oberflächenrauheit 0,4 μm . Für spezielle Anforderungen kann die Präzision der Durchmessertoleranz bis zu ±0,002 mm betragen.
4. Wie lassen sich die Stückkosten bei der Massenproduktion kontrollieren und optimieren?
Wir kontrollieren und optimieren die Stückkosten der Serienfertigung durch systematische Kostenreduzierung mittels Wertanalyse (Value Engineering, VE) in verschiedenen Bereichen wie Design, Material, Werkzeuge und der Verbesserung des Produktionszyklus. Im Allgemeinen lässt sich ab einem Auftragsvolumen von 100.000 Stück eine Optimierung der Stückkosten um 15–25 % erreichen.
5. Unterstützen Sie kundenspezifische Spezialmaterialien oder Zertifizierungen?
Ja. Wir verfügen über umfangreiche Erfahrung im Umgang mit medizinischen Edelstählen, Titanlegierungen und Nickelbasislegierungen. Wir können Produktions- und Prüfberichte gemäß verschiedenen Normen, darunter ISO 13485 und IATF 16949 , erstellen.
6. Wie schützen Sie das geistige Eigentum am Design unserer Produkte?
Grundlage unserer Zusammenarbeit mit Ihnen ist die Unterzeichnung einer rechtsverbindlichen Geheimhaltungsvereinbarung. Wir verfügen über ein sehr strenges Managementsystem hinsichtlich der Trennung von Projekten und der Datenverschlüsselung sowie der Zugangskontrolle zu unseren Produktionsanlagen, um die Vertraulichkeit Ihres Designs zu gewährleisten.
7. Wie läuft der Prozess bei Designänderungen während der Produktion ab?
Wir werden die Auswirkungen der Änderungen auf Kosten, Lieferzeit und Qualität bewerten und Ihnen anschließend einen Plan für die Umsetzung der Änderungen vorlegen.
8. Wie beginne ich eine Bedarfsanalyse für ein groß angelegtes Produktionsprojekt?
Bitte senden Sie uns Ihre Teilezeichnung, den Jahresbedarf und die Leistungsanforderungen. Alternativ können Sie Ihre Konstruktionsdateien hochladen und direkt ein Sofortangebot erhalten . Unser Ingenieurteam analysiert die Fertigungsmöglichkeiten detailliert und erstellt Ihnen innerhalb einer Woche einen vollständigen Projektplan inklusive Prozessablauf, Kapazitätsplanung, Investitionen in Werkzeuge und gestaffelter Preisgestaltung.
Zusammenfassung
Der Erfolg von Langdrehautomaten in der Serienfertigung von Präzisionsteilen lässt sich durch die grundlegenden Eigenschaften dieser Werkzeugmaschine erklären : Prozesskonzentration, kontinuierliche Produktion und höchste Präzision. Um dieses theoretische Potenzial jedoch in eine stabile, wirtschaftliche und präzise Lieferung von Millionen von Teilen umzusetzen, bedarf es eines Fertigungspartners, der Prozess-Know-how, Prozessleittechnik und Informationstechnologie umfassend vereint. Es geht hier nicht um die Anschaffung einer Werkzeugmaschine, sondern um eine deterministische Lieferlösung.
Wenn Sie Schwierigkeiten mit der Effizienz der Massenproduktion, den Kosten oder der Qualitätsstabilität von Präzisionskleinteilen haben, laden Sie bitte Ihre Teilezeichnungen und Anforderungen so bald wie möglich hoch. Kontaktieren Sie uns jetzt, und wir stellen Ihnen innerhalb von 48 Stunden kostenlos einen Bericht zur Machbarkeits- und Kostenoptimierung für die Massenproduktion von Hochpräzisionsteilen zur Verfügung.
Besuchen Sie unsere digitalisierte Produktionsstätte nach Schweizer Vorbild und erleben Sie, wie täglich Millionen von Teilen präzise gefertigt werden.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


