
Die CNC-Bearbeitung von Turbinenwellen in der Luft- und Raumfahrt erfordert eine Weiterentwicklung der statischen Geometriegenauigkeit, um Leistungseinbrüche wie das HCF-Versagen von Inconel 718 während der Prüfung zu vermeiden. Das leistungsorientierte System von LS Manufacturing integriert Zuverlässigkeit in die Leistungsfähigkeit, indem es die Oberflächenintegrität optimiert, die Drehparameter direkt mit Eigenspannungsgradienten und der Lebensdauer über Wöhlerkurvendaten verknüpft und so die traditionelle CNC-Bearbeitung in eine auf Betriebsbedingungen mit extremen dynamischen Anforderungen zugeschnittene Leistungstechnik transformiert.
Dynamische Probleme wie Unwucht und Verformung werden durch Verfahren wie die „Vorspannungsbearbeitung“ auf Basis von FEA-Verformungsvergleichen überwunden. Die Ergebnisse dieses Ansatzes steigerten die dynamische Ausbeute einer Niederdruckturbinenwelle von 78 % auf 99,5 % und machten so nicht nur ein Produkt, sondern eine Garantie für Leistung und Zuverlässigkeit zum Material selbst.
CNC-Drehen für Turbinenwellen in der Luft- und Raumfahrt: Ein technischer Leitfaden
| Kritischer Parameter | Fertigungszwang |
| Extrem hohe Rundlaufgenauigkeit | Lagerzapfen und Dichtungsdurchmesser müssen nahezu fehlerfrei sein, um Vibrationen bei hohen Drehzahlen zu vermeiden, was eine Drehgenauigkeit im Submikrometerbereich erfordert. |
| Oberflächenintegrität für Ermüdungsbeständigkeit | Die Oberflächenintegrität ist von entscheidender Bedeutung, da Risse, Mikrorisse oder Zugeigenspannungen zum Versagen führen können; dies wird durch spezielle Werkzeuge verhindert. |
| Bearbeitbarkeit hitzebeständiger Legierungen | Bei der Bearbeitung von Inconel 718 , dem CNC-Drehmaterial , handelt es sich um ein hitzebeständiges Material , das schnell aushärtet und Hochdruckkühlmittel , Keramik-/Hartmetallwerkzeuge sowie bestimmte Drehzahlen und Vorschübe erfordert. |
| Komplexe Profil- und Hinterschnittmerkmale | Komplexe Wellen können aufwendige Profile, Nuten, Hinterschneidungen usw. aufweisen, die eine präzise Synchronisierung mehrerer Achsen erfordern. |
| Unser zertifiziertes Prozessprotokoll | Wir arbeiten nach dem AS9100-Protokoll und nutzen temperaturkontrollierte Drehzellen, prozessbegleitende Messungen sowie zerstörungsfreie Nachbearbeitungsprüfungen wie FPI , um jede Dimension zu validieren. |
| Dynamische Ausgleichsintegration | Unser CNC-Drehprozess ist darauf optimiert, anfängliche Massenungleichgewichte zu minimieren. Präzisionsauswuchtdienstleistungen stehen zur Verfügung, um die Auswuchtanforderungen flugkritischer Anwendungen zu erfüllen. |
| Ergebnis: Kompromisslose Zuverlässigkeit | Liefert Wellen, die den extremen Anforderungen des Turbinenbetriebs gerecht werden und einen reibungslosen und vibrationsfreien Lauf sowie eine lange Lebensdauer unter thermischer und zentrifugaler Belastung gewährleisten. |
| Ergebnis: Zertifizierte Lufttüchtigkeit | Gewährleistet die vollständige Rückverfolgbarkeit von Material und Prozess mit einer Dokumentation, die belegt, dass das Teil alle von CNC-Drehmaschinenherstellern in der Luft- und Raumfahrtindustrie geforderten Spezifikationen hinsichtlich Leistung und Sicherheit vollständig erfüllt. |
Wir lösen das zentrale Fertigungsproblem der Herstellung perfekt ausgewuchteter, maßgenauer und metallurgisch einwandfreier Turbinenwellen. Unser präzises CNC-Dreh- und Validierungsverfahren garantiert, dass Ihre Wellen die für die Luft- und Raumfahrtantriebstechnik geforderte zuverlässige und hohe Rotationsleistung erbringen und vollständig für die Lufttüchtigkeit zertifiziert sind. Unser umfassender Prozess von Anfang bis Ende stellt sicher, dass Ihre Komponenten höchsten Leistungs- und Sicherheitskriterien entsprechen.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt unzählige Artikel zum Thema Bearbeitung in der Luft- und Raumfahrt . Der Unterschied liegt darin, dass dies kein theoretisches Dokument ist. Wir sind keine Akademiker, sondern Zerspanungsmechaniker. Seit über fünfzehn Jahren kämpfen wir in unserer Werkstatt gegen die Bearbeitungsprobleme von Inconel 718, die Schwierigkeiten bei der dynamischen Auswuchtung und die Verformungen dünner Wände. Die Kosten einer einzigen defekten Turbinenwelle sind inakzeptabel. Die Zuverlässigkeit unseres Bearbeitungsprozesses, der sich so weit wie möglich an den Richtlinien des National Institute of Standards and Technology (NIST) orientiert, ist das Ergebnis unserer täglichen Erfahrung mit diesen harten Herausforderungen.
Unser Wissen basiert auf langjähriger Erfahrung. Wir wissen genau, wie sich die Drehparameter auf die Eigenspannungen unter der Oberfläche von Udimet 720 auswirken, wie die Spannungsentlastung in dünnen Wänden kompensiert wird und welche Werkzeugbahntechniken eine G1.0-Balance gewährleisten. Wir empfehlen nichts, was nicht unter härtesten Bedingungen getestet wurde. Wir arbeiten nicht nur nachhaltig, sondern halten uns auch an die Richtlinien der US-Umweltschutzbehörde (EPA) .
Tausende von Teststunden und Produktionsläufen sind in diesem Leitfaden zu wertvollen Informationen zusammengefasst. Wir enthüllen die datengestützten Techniken, die es uns ermöglichen, Leistungsergebnisse nicht nur vorherzusagen, sondern auch zu steuern. So verwandeln wir ein Rohteil in das zuverlässige Herzstück eines Triebwerks. Es ist nicht nur ein Triebwerksbauteil, das den Konstruktionsvorgaben entspricht; es ist ein Triebwerksbauteil mit garantierter Integrität, bereit für seinen letzten Test: den Flug.

Abbildung 1: Drehen einer Turbinenwelle aus einer hochpräzisen Hochtemperaturlegierung für kundenspezifische Antriebslösungen in der Luft- und Raumfahrt.
Was sind die grundlegenden fertigungstechnischen Ursachen für Ermüdungs- und Kriechversagen bei Turbowellen in der Luftfahrt?
Hochzyklische Ermüdung und Kriechversagen in den kritischsten rotierenden Bauteilen eines Triebwerks entstehen häufig bereits im Fertigungsprozess. Dieses Dokument beschreibt die spezielle Konstruktionsmethodik, die diese fertigungsbedingten Defekte an der Wurzel behebt. Die Methodik wandelt den CNC-Drehprozess der Triebwerkswelle in der Luft- und Raumfahrtindustrie von einer rein geometrischen zu einer leistungsbestimmenden Bearbeitung um. Sie basiert auf folgenden Säulen:
Beseitigung von Oberflächenfehlern durch physikbasierte Bearbeitung
Durch die Anwendung innovativer Parameter eliminieren wir Mikrorisse und weiße Schichten, wichtige Ausfallursachen bei Turbinenwellen. Für Inconel-718-Legierungen nutzen wir die Defektkartierung, um die Korrelation bestimmter Werkzeugtypen mit der Mikrostruktur der Oberfläche zu optimieren. Dieser kontrollierte CNC-Drehprozess ermöglicht eine Oberflächenrauheit von unter 0,4 µm und ein Mikrogefüge mit exzellenter Rissbeständigkeit, wodurch die Dauerfestigkeit verbessert wird.
Ingenieurtechnische Druckeigenspannungsfelder
Wir ersetzen die Zug-Eigenspannungen, die beim konventionellen Präzisions-CNC-Drehen entstehen, durch Vorspannungsbearbeitung. Dieses Verfahren steuert den thermomechanischen Eintrag während der Endbearbeitung, um ein tiefes Druck-Eigenspannungsfeld in wichtigen Verrundungen und Querschnitten des Bauteils zu erzeugen. Dieses Druck-Eigenspannungsfeld wirkt Zugspannungen während der Nutzungsdauer entgegen und verlängert so die Lebensdauer des Bauteils deutlich.
Erhaltung der kritischen Mikrostruktur während der Bearbeitung
Um die Leistungsfähigkeit bei hohen Temperaturen zu gewährleisten, wird die thermische Zone während der Bearbeitung sorgfältig gesteuert. Für die Bearbeitung von Werkstoffen wie Waspaloy werden temperaturmodulierte Bearbeitungszyklen eingesetzt, wobei die Wärmezufuhr durch eine Prozessüberwachung auf Bereiche begrenzt wird, die zu Kornwachstum führen. Dieser hochstabile CNC-Drehprozess erhält das kriechfeste Mikrogefüge der Legierung, was für die Vorhersagbarkeit in extremen thermischen Umgebungen unerlässlich ist.
Geschlossene Validierung mit Integration des digitalen Zwillings
Unsere Lösung wird zudem durch einen geschlossenen Regelkreis validiert. An jeder von uns bearbeiteten kritischen Welle werden zerstörungsfreie Eigenspannungsanalysen und Mikroätzungen durchgeführt. Diese Informationen dienen der Optimierung der Parameter des digitalen Zwillings-basierten CNC-Drehprozesses . Das System, das auf Erkenntnissen aus der direkten Analyse von Turbinenwellenausfällen basiert, ist selbstkorrigierend und verhindert das Auftreten von Fehlermodi.
Dieses Kurzprofil erläutert unsere technische Differenzierung: Wir liefern Komponenten mit nachweislich hoher Leistungsfähigkeit. Durch das Verständnis der metallurgischen und spannungstechnischen Ergebnisse der CNC-Drehbearbeitung von Turbinenwellen für die Luft- und Raumfahrt beseitigen wir die Hauptursachen fertigungsbedingter Defekte . Unsere materialwissenschaftlich fundierten Lösungen gewährleisten höchste Zuverlässigkeit für anspruchsvollste flugkritische Anwendungen.

Wie optimiert man die Materialauswahl für Turborotoren hinsichtlich Festigkeit, Zähigkeit und Hitzebeständigkeit?
Das Endergebnis eines rotierenden Bauteils wird durch das zugrundeliegende Material bestimmt, wobei die Optimierung der Wärmebehandlung der entscheidende Faktor für die Leistungsfähigkeit ist. Die Auswahl der geeigneten Hochtemperaturlegierung und die Festlegung des Verarbeitungsprozesses sind Schlüsselfaktoren für den Erfolg in der Präzisionsfertigung von Turbinenwellen . Dieses Dokument beschreibt eine prägnante Methodik zur Bestimmung dieser Parameter unter Berücksichtigung anwendungsspezifischer mechanischer und thermischer Anforderungen.
| Anwendungsszenario | Primärmaterialkandidaten | Schwerpunkt der Optimierung | Datengesteuertes Ziel |
| Hochbelastbare, niedrigtemperierte Antriebswelle | AISI 9310 (Einsatzhärtestahl) | Präzises Aufkohlen, um eine progressive Einsatzhärtungstiefe ( 0,030 Zoll bis 0,040 Zoll ) mit einem zähen Kern ( 36-40 HRC ) zu erzielen. | Biege- und Kontaktermüdungsfestigkeit > 1200 MPa mit einem zähen Kern mit hoher Schlagfestigkeit. |
| Hochdruckturbinenwelle | Inconel 718 , Waspaloy (Auswahl an Hochtemperaturlegierungen) | Zweistufige Alterung mit Sequenzierung, gefolgt von präzisem CNC-Drehen zur Sicherung der Stabilität. | > 1000 Stunden Kriechbruchlebensdauer unter Betriebsspannung bei minimaler Verformung aufgrund von Eigenspannungen. |
| Komplexe Geometrie/Leichtbauschaft | Ti-6Al-4V (STA-Zustand) | Strategischer Einsatz der Nachbearbeitung nach der Wärmebehandlung zur Reduzierung von Eigenspannungen beim Drehen komplexer Konturen. | Sicherstellung der Erreichung der Ziellebensdauer von 10^7 Zyklen durch Integrität der bearbeiteten Oberflächen in dünnwandigen Abschnitten. |
| Mandat zur Prozessintegration | Alle Materialklassen | Synchronisierung des Endbearbeitungsprozesses mit spezifischen Materialzuständen nach der Wärmebehandlung. | Sicherstellung der Maßhaltigkeit und Oberflächenbeschaffenheit von der Bearbeitung bis zur Montage. |
Dieser Leitfaden bietet einen Entscheidungsprozess, der sicherstellt, dass die gewählte Legierung ihr volles Potenzial entfaltet. Wir schließen die wichtige Lücke zwischen Spezifikation und Leistung durch integrierte Prozess-Roadmaps. Diese bestätigen anhand von Prognosedaten die Auswahl jeder Hochtemperaturlegierung sowie die entsprechende Optimierung der Wärmebehandlung und die finale Strategie und gewährleisten so die Zuverlässigkeit beim CNC-Drehen .

Abbildung 2: Herstellung von Nickellegierungswellen mit hohen Toleranzen für kundenspezifische Antriebssysteme und Dienstleistungen in der Luft- und Raumfahrt.
Welche fortschrittlichen Drehverfahren können die Dauerfestigkeit und Verformungsbeständigkeit von Wellen direkt verbessern?
Die herkömmliche Präzisionsbearbeitung von Turbinenwellen führt als Nebeneffekt zur unbeabsichtigten Entstehung von Spannungskonzentrationen, die unter dynamischer Belastung vorzeitiges Versagen verursachen. Die vorgeschlagene Methodik überwindet dieses Problem, indem sie den letzten Bearbeitungsprozess so umgestaltet, dass die Leistung aktiv auf die Verbesserung von Dauerfestigkeit und Stabilität ausgerichtet ist. Die folgenden grundlegenden Prozesse sind integraler Bestandteil unserer Strategie zur Verbesserung der Dauerfestigkeit durch Drehen :
Hochleistungs-Integritätsdrehen
- Methode: Hochgeschwindigkeits-Scherenschneiden unter optimalen Bedingungen.
- Ergebnis: Oberflächenrauheit < 0,4 μm Ra bei guten Druckeigenspannungen.
Vorspannen, Drehen und Walzen
- Methode: Axiale Vorspannvorrichtung während des abschließenden Präzisions-CNC-Drehprozesses .
- Veredelung: Anschließend Hartdrehen und Walzenpolieren der Schlüsselflächen.
- Ergebnis: Es werden tiefe Druckspannungen von >300 MPa induziert, was zu einer Verlängerung der Ermüdungslebensdauer um 50-200% führt.
Schwergängiges Lenken & Ultraschallunterstützung
- Für harte Werkstoffe: Das CNC-Drehen im Hartzustand mit CBN-Werkzeugen ersetzt das Schleifen.
- Bei Herausforderungen: Ultraschallunterstützung hilft, Kräfte und Wärme bei spröden Legierungen zu minimieren.
- Ziel: Perfekte Oberflächen bei der anspruchsvollsten Präzisionsbearbeitung von Turbinenwellen zu erzielen.
Wir bieten eine Prozesslösung für Verformungs- und Ermüdungsbrüche, die über reine Geometriekorrekturen hinausgeht. Durch leistungsorientiertes Drehen und adaptive CNC-Drehtechniken steuern wir den Spannungszustand und die Oberflächenintegrität des Bauteils, um messbare Leistungsverbesserungen zu erzielen und so eine beispiellose Zuverlässigkeit zu gewährleisten, die selbst strengste Anforderungen an die Lebensdauer erfüllt.
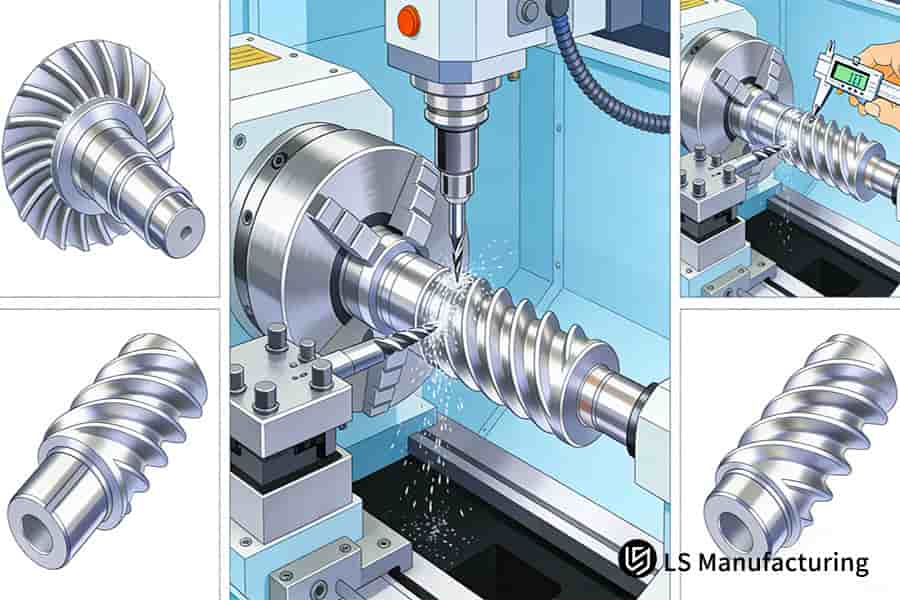
Abbildung 3: CNC-Drehverfahren zur Herstellung von Turbinenwellen aus Titanlegierung mit hohen Toleranzen für Luft- und Raumfahrtantriebssysteme.
Wie kann man eine Turbinenwelle in einer Aufspannung mit Dreh-Fräsen und In-Prozess-Messung vollständig bearbeiten?
Die Hauptursache für Fehler ist das Nachspannen, was insbesondere bei der Fertigung komplexer Wellenbauteile ein erhebliches Problem darstellt. Die Lösung liegt in der Komplettbearbeitung aller Merkmale in einem einzigen Aufspannvorgang mittels Dreh-Fräs-Komplettbearbeitung auf modernen Multitasking-Drehzentren. Das „Nullpunkt“-Konzept in der Fertigung, ergänzt durch In-Prozess-Messungen, ermöglicht eine beispiellose Genauigkeit und Wiederholgenauigkeit beim CNC-Drehen von Wellen für die Luft- und Raumfahrt .
Beseitigung von Fehlerhäufungen durch Bearbeitung in einer einzigen Aufspannung
Wir verwenden Dreh-Fräsmaschinen mit B- und Y-Achse , die es uns ermöglichen, alle Bearbeitungsschritte der Welle – vom ersten CNC-Schruppdrehen bis hin zu komplexen Fräs- und Bohrvorgängen – ohne Ausspannen durchzuführen. Dadurch vermeiden wir Fehler durch die erneute Referenzpunktbestimmung. Wir können die kumulative Abweichung in Koaxialität und Rechtwinkligkeit der Wellen auf 0,005 mm genau kontrollieren und ein geometrisch korrektes Bauteil fertigen, das der ursprünglichen Programmierung entspricht und bei dem alle Beziehungen zwischen den verschiedenen Wellenmerkmalen gemäß der Konstruktionsvorgabe korrekt sind.
Implementierung einer Regelung mit integrierter Maschinenmessung
Ein präziser Messtaster mit Scanner ist in den Arbeitsbereich der Maschine integriert. Dieser ermöglicht die prozessbegleitende Messung kritischer Durchmesser und Längen nach der Schruppbearbeitung, aber vor dem Schlichtdrehen . Die vom System erfassten Daten berücksichtigen automatisch Werkzeugverschleiß und Mikroverformungen. Dadurch entsteht ein Mess-Kompensations-Zyklus, der die Maßabweichung um mehr als 60 % reduziert.
Bearbeitung komplexer Geometrien mit 5-Achs-Fähigkeit
Bei integrierten Blisks oder Naben mit komplexer Asymmetrie ist die simultane 5-Achs-Fräsbearbeitung unserer Bearbeitungszentren unerlässlich. Die komplexe Bearbeitung komplexer Oberflächen und Hinterschnitte, die mit herkömmlichen Drehmaschinen unmöglich oder ineffizient war, erfolgt in einem Arbeitsgang mit dem Drehen der Wellen. Die komplexe CNC-Dreh- und Fräsbearbeitung unserer Maschine eliminiert den Bedarf an mehreren Bearbeitungsgängen auf verschiedenen Maschinen, mehreren Vorrichtungen und minimiert das Fehlerrisiko im gesamten Prozess.
Dieser Ansatz adressiert das grundlegende Problem von Präzisionsverlusten und Prozessstreuung. Wir bieten unsere endkonturnahen Schmiedeteile als „ echte Komplettlösung “ an, die die Vorteile von präzisem CNC-Drehen , Fräsen, Bohren und Messen in einem einzigen Prozess vereint. Der Schlüssel zu unserem Wettbewerbsvorteil liegt in unserer geschlossenen, auf Nullbasis ausgelegten Lösung, die nicht nur das Bauteil, sondern auch die Maßhaltigkeit und Präzision bei anspruchsvollsten CNC-Dreharbeiten an Wellen für die Luft- und Raumfahrt gewährleistet.

Abbildung 4: Betrieb einer CNC-Drehmaschine an Hochtemperatur-Legierungswellen für die Präzisionsfertigung von Luft- und Raumfahrtantrieben.
LS Manufacturing Aerospace – Hochzuverlässigkeitsprojekt für Hauptgetriebewellen aus Titanlegierung für Hubschrauber
Diese technische Fallstudie beschreibt detailliert, wie LS Manufacturing eine endgültige Lösung für ein kritisches Ermüdungsproblem in einem Hubschraubergetriebe entwickelte und dabei über die Standardbearbeitung hinausging. Im Mittelpunkt des Projekts stand eine Eingangswelle aus Ti-6Al-4V ELI für einen Hubschrauber, bei der frühzeitige Risse am Keilwellengrund die Flugsicherheit gefährdeten. Unser Präzisionsbearbeitungsverfahren kombinierte fortschrittliches CNC-Drehen mit einer Nachbearbeitung zur Verbesserung der Oberflächenintegrität und setzte damit einen neuen Maßstab für Zuverlässigkeit.
Herausforderung für den Kunden
Der Kunde hatte mit unvorhersehbaren Ermüdungsbrüchen zu kämpfen, die stets an den Zahnwurzeln der Titan-Eingangswellen auftraten. Das Verfahren des bisherigen Lieferanten, das hauptsächlich aus Walzen mit einigen Standard-Endbearbeitungen bestand, führte zu einer ungleichmäßigen Oberflächenbeschaffenheit und beeinträchtigte den Eigenspannungszustand des Materials. Dies verursachte eine hohe Streuung der Bauteilleistung, wobei einige Teile bereits vor Erreichen der geplanten Lebensdauer ausfielen, was ein erhebliches Zuverlässigkeitsrisiko für die Hubschrauberflotte darstellte.
LS Fertigungslösung
Unsere Lösung basierte auf einer Änderung des grundlegenden Prozesses. Wir ersetzten das herkömmliche Keilwellenwalzen durch eine neue, mehrstufige Präzisions-CNC-Dreh- und Frässtrategie, die eine optimale Geometrie bei minimaler thermischer Schädigung gewährleistet. Abschließend schlugen wir vor, nach der Bearbeitung die gesamte Keilwellenwurzel mit Laserstrahlverfestigung zu behandeln, um ein tiefes Druckeigenspannungsfeld von -400 MPa/0,5 mm zu erzeugen und so die Rissbildung zu verhindern. Die vorgeschlagene Lösung wurde durch eine strenge statistische Prozesskontrolle realisiert, um den Erfolg aller Chargen sicherzustellen.
Ergebnisse und Wert
Die vorgeschlagene Lösung hat herausragende Ergebnisse erzielt, die durch fundierte Nachweise belegt sind. Die Dauerfestigkeit der Eingangswellen wurde im Vergleich zur ursprünglichen Spezifikation um mehr als 200 % verlängert. Die Prozessfähigkeit (Cpk) wurde konstant über 1,67 gehalten, was eine hervorragende Chargenkonsistenz belegt. Dank des Anwendungsfalls von LS Manufacturing im Bereich Luft- und Raumfahrt konnte dieses kritische Zuverlässigkeitsrisiko beseitigt und die behandelten Eingangswellen umgehend in die Serienproduktion überführt werden. Darüber hinaus hat sich LS Manufacturing damit als einziger qualifizierter Lieferant mit einer strategischen Partnerschaft etabliert.
Diese Fallstudie verkörpert unsere Philosophie, systemische Zuverlässigkeitsprobleme durch die Kontrolle des Bauteilbetriebs an seinem Kern anzugehen . Die Fähigkeit unseres Unternehmens, modernste CNC-Drehtechnik mit Spezialverfahren wie dem Laserstrahlhämmern zu kombinieren, ist die Grundlage für Leistungsgarantien für anspruchsvollste Luft- und Raumfahrtkomponenten mit hoher Integrität und macht die Fertigungsherausforderung zu einem Wettbewerbsvorteil.
Durch den Einsatz von Laser Shock Peening und SPC-Kontrolle erzielen wir eine dreifache Steigerung der Dauerfestigkeit und Chargenkonsistenz mit einem CPK-Wert > 1,67 für Ihre Antriebswellen aus Titanlegierung.

Wie lässt sich eine volldimensionale digitale Inspektion und Rückverfolgbarkeit von Turbinenwellen vom Rohblock bis zum fertigen Produkt erreichen?
In der hochpräzisen Bearbeitung für die Luft- und Raumfahrtindustrie stellt der abschließende Prüfbericht die ultimative Leistungsgarantie dar. Während der Basisprüfbericht die Mindestanforderung der Lieferkette der Luft- und Raumfahrtindustrie ist, setzen wir ein dreistufiges digitales Prüf- und Archivierungssystem ein, das einen unanfechtbaren Qualitätsnachweis liefert und uns die vollständige digitale Rückverfolgbarkeit jedes CNC-gedrehten Fertigteils über den gesamten Lebenszyklus ermöglicht.
| Inspektionsstufe | Methoden und Werkzeuge | Wichtigstes Ergebnis / Datenpunkt | Standard / Ausgang |
| Volldimensionale Messtechnik | Hochpräzises Koordinatenmessgerät ( ≤ 0,9 + L/350 µm ) | 100% ige Prüfung aller kritischen Durchmesser, Längen und geometrischen Toleranzen. | 3D-PDF-Bericht mit farbcodierter Abweichungskarte, die jegliche Nichteinhaltung kennzeichnet. |
| Oberflächenintegritätsanalyse | Weißlichtinterferometrie / SEM an Probenbereichen | Quantifizierung der Oberflächenrauheit (Ra, Rz) und der Mikrotopographie kritischer CNC-Drehoberflächen . | Bestätigungsbericht, der das Fehlen von Bearbeitungsfehlern wie Rissen, weißen Schichten und Brandspuren auf den Oberflächen bestätigt. |
| Material- und Prozessrückverfolgbarkeit | Integrierte MES- und ERP-Datenerfassung | Schmiedechargentabellen, Wärmebehandlungstabellen und Härtetabellen sind über einen eindeutigen QR-Code mit dem Bauteil verknüpft. | Ein digitaler Zwillingspass, der die vollständige digitale Rückverfolgbarkeit vom Rohmaterial bis zum fertigen Bauteil anzeigt. |
Diese strukturierte, dimensionale Vollinspektion wurde speziell entwickelt, um den zentralen Bedarf an unbestreitbarer Leistungsprüfung und -analyse zu decken. Anstatt nur das Bauteil selbst zu prüfen, stellen wir dem Kunden das gesamte digitale Dossier des Bearbeitungsprozesses zur Verfügung und können so den gesamten Prozess validieren. Diese Integrität der gesamten Dokumentation und Rückverfolgbarkeit ist unerlässlich, um hochzuverlässige Bauteile zu fertigen und die Anforderungen anspruchsvollster Normen wie AS9100 zu erfüllen.
Wie beurteilt man die Qualifikation eines CNC-Drehlieferanten für Turbinenwellen in der Luft- und Raumfahrt?
Um den richtigen Lieferanten für CNC-Bearbeitungsdienstleistungen in der Luft- und Raumfahrt zu finden, ist es notwendig, über die grundlegenden Qualifikationen des Unternehmens hinauszugehen und dessen Gesamtstruktur, Qualitätskultur, die Merkmale eines qualifizierten Unternehmens im Vergleich zu einem potenziellen Partner, die Fähigkeit, seine Prozesse, seine Methodik, seine Problemlösungskompetenz usw. nachzuweisen, zu bewerten. Dieses Dokument soll die grundlegenden Bereiche aufzeigen, die bei einem Lieferantenqualifizierungsaudit berücksichtigt werden müssen:
Validierte Zertifizierungen für Sonderprozesse
- Grundlegende Qualifikation: Aufrechterhaltung der Nadcap-Akkreditierung für wichtige Spezialverfahren wie Wärmebehandlung und zerstörungsfreie Prüfung (ZfP).
- Unsere Vorgehensweise: Wir werden regelmäßig von Nadcap auditiert, wobei die Ergebnisse in unser Qualitätsmanagementsystem für CNC-Drehen einfließen.
- Kundensicherheit: Dies gibt dem Kunden die Gewissheit, dass unsere Prozesse streng kontrolliert und nach höchsten branchenüblichen Standards verifiziert werden.
Statistische Prozesskontrolle & Fähigkeitsdaten
- Über die Einzelstückprüfung hinaus: Bereitstellung von Langzeit -SPC-Diagrammen (Statistical Process Control) sowie Prozessfähigkeitsdaten (Cpk) zu Schlüsseleigenschaften.
- Unsere Vorgehensweise: Wir überwachen den Cpk-Wert anhand wichtiger Merkmale wie dem Rundlauf der Zapfen bei unseren Präzisions-CNC-Drehbearbeitungen mit dem Ziel, einen minimalen Cpk-Wert von ≥ 1,67 zu erreichen.
- Kundensicherheit: Dieser datenbasierte Ansatz liefert Beweise für die Leistungsfähigkeit und Konsistenz der Prozesse von Charge zu Charge, nicht nur für den Grad der Konformität.
Systematische Methodik der Ursachenanalyse
- Rahmenkonzept zur Problemlösung: Anwendung einer geschlossenen, interdisziplinären Methodik (wie z. B. 8D oder A3 ) zur Behebung jeglicher Abweichungen.
- Unsere Vorgehensweise: Bei einem Fall wie einer Abweichung vom Standard überprüfen wir den gesamten Prozess, beginnend mit den Materialeigenschaften, gefolgt von der Spannung beim vorherigen CNC-Drehen und -Fräsen und schließlich der Messmethode.
- Kundenzufriedenheit: Die wissenschaftliche Methode zur Problembehebung beseitigt nicht nur zukünftige Probleme, sondern steigert auch den gesamten Fertigungsprozess .
Wir unterstützen unsere Kunden bei der Risikominimierung entlang ihrer Lieferkette durch transparente Validierung unserer Kompetenzen. Dies geschieht auf zwei Wegen: Wir verfolgen eine offene Informationspolitik und teilen unsere Prüfberichte und statistische Prozesskontrolle (SPC) mit unseren Partnern. Dadurch werden wir zu einem echten strategischen Partner, der die komplexen Beschaffungsanforderungen für kritische Drehdienstleistungen in der Luft- und Raumfahrtindustrie erfüllt – wir liefern nicht nur Teile, sondern eine Garantie.
Warum sollte man sich im Luftfahrtsektor, wo absolute Sicherheit oberste Priorität hat, für LS Manufacturing entscheiden?
In einer Branche, in der Fehler keine Option sind, bedeutet die Zusammenarbeit mit einem Lieferanten nicht nur den Bezug von Bauteilen, sondern die Übernahme von Mitverantwortung für die Zuverlässigkeit in der Luft- und Raumfahrt . Die Frage, warum man sich für LS Manufacturing entscheiden sollte, beantwortet unsere Entwicklungsphilosophie: Wir beginnen mit den Fehlerursachen im Betrieb und entwickeln darauf aufbauend einen Fertigungsprozess, der diese Fehlerursachen eliminiert.
Von Betriebsbedingungen bis hin zu Fertigungsspezifikationen
Wir beginnen nicht mit einer Zeichnung, sondern mit Ihren Leistungsanforderungen. Unsere Ingenieure analysieren die Betriebsbelastungen, Temperaturbedingungen und Ausfallarten Ihrer spezifischen Einsatzumgebung. Diese Voranalyse ermöglicht es uns, das Material, die Wärmebehandlung und vor allem die CNC-Drehparameter festzulegen, die erforderlich sind, um die angestrebten Leistungskriterien zu erfüllen und Ihnen so unsere maßgeschneiderten Turbinenwellenlösungen anzubieten.
Prädiktive Entwicklung durch multiphysikalische Simulation
Vor dem eigentlichen Zerspanen des Metalls simulieren wir den Fertigungsprozess mittels multiphysikalischer Finite-Elemente-Analyse. Dadurch können wir den durch die Bearbeitung hervorgerufenen Eigenspannungszustand, die Verformung dünner Wandabschnitte sowie das Ergebnis des dynamischen Auswuchtens vorhersagen. Genau das verstehen wir unter zuverlässigem CNC-Drehen : Wir optimieren den Prozess so, dass die gewünschten Eigenschaften erzielt werden und das Bauteil gegen bekannte Ausfallmechanismen geschützt ist.
Datengestützte Leistungsgarantien und Rückverfolgbarkeit
Wir bieten dies mit statistischen Leistungsgarantien, nicht nur mit Toleranzen für die Bauteilabmessungen. Dazu gehören Mindestlebensdauergarantien, Cpk-Werte für die Auswuchtung usw. Jedes Bauteil wird mit der vollständigen digitalen Dokumentation aller Fertigungsschritte geliefert – von der Rohstoffbeschaffung über alle validierten CNC-Drehbearbeitungen bis hin zu den Prüfungen.
Unser Ruf ist direkt mit der Sicherheit und Leistungsfähigkeit Ihres Triebwerks verknüpft. Wir sind ein Unternehmen, dessen Wertversprechen auf dem durch unsere firmeneigene Fertigungsmethodik erzielten Leistungsvorsprung in der Komponentenzuverlässigkeit basiert. Wir sind nicht einfach nur ein weiterer Lieferant, sondern Ihr unverzichtbarer Partner für die Zuverlässigkeit Ihrer missionskritischen rotierenden Anlagen in der Luft- und Raumfahrt .
Häufig gestellte Fragen
1. Wie lange dauert die Herstellung einer typischen Turbinenwelle für die Luft- und Raumfahrt?
Vom Rohmaterial bis zum fertigen Produkt, inklusive aller Bearbeitungsschritte, Wärmebehandlung, Prüfung und Sonderbearbeitung, beträgt die übliche Lieferzeit 8 bis 12 Wochen . Bei komplexen Hohlwellen oder solchen, die spezielle Beschichtungen wie DLC erfordern, verlängert sich die Lieferzeit entsprechend.
2. Welche Maßgenauigkeit und welchen Grad an dynamischer Auswuchtung können Sie typischerweise für Turbinenwellen in der Luft- und Raumfahrt garantieren?
Wir garantieren folgende Maßgenauigkeit: Durchmessertoleranz ±0,005 mm (IT6-Klasse) , Rundheit/Zylindrizität ≤0,003 mm und Rundlauf ≤0,01 mm an kritischen Stellen. Hinsichtlich der dynamischen Wuchtung kann die von der Luft- und Raumfahrtindustrie für die meisten Flugzeugtriebwerke geforderte Güteklasse G1.0 erreicht werden; darüber hinaus können auch spezielle Anforderungen bei höheren Wuchtungsklassen erfüllt werden.
3. Wie kann eine absolute Gleichmäßigkeit der Leistung von in Serie gefertigten Turbinenwellen sichergestellt werden?
Dies erreichen wir durch unseren dreistufigen Ansatz: Qualitätsmanagementsystem nach AS9100, statistische Prozesskontrolle (SPC) und Erstmusterprüfung . Für alle Teile einer Charge wird dieselbe Prozessspezifikation verwendet, und SPC wird für kritische Merkmale eingesetzt, um sicherzustellen, dass die CPK-Werte ausreichend sind. Das erste Teil jeder Charge wird hinsichtlich aller Abmessungen und Leistung geprüft, und die Produktion beginnt erst nach Freigabe dieses ersten Teils.
4. Können Sie auf mögliche Probleme hinsichtlich der Herstellbarkeit oder Leistungsrisiken in meinem Design hinweisen?
Ja, das machen wir. Wir bieten eine kostenlose Analyse zur Fertigungs- und Konstruktionsoptimierung an. Innerhalb von 48 Stunden erhalten Sie von uns einen ausführlichen schriftlichen DFM-Bericht (Design for Manufacturability) sowie Optimierungsvorschläge zu potenziellen Spannungskonzentrationen, Strukturmerkmalen, die die Dauerfestigkeit beeinträchtigen, unwirtschaftlichen Toleranzen und möglichen Verformungen durch Wärmebehandlung.
5. Bieten Sie Komplettdienstleistungen an, von der Rohschmiede bis zur Endbeschichtung?
Wir bieten umfassendes, schlüsselfertiges Projektmanagement. Während einige Spezialprozesse (wie z. B. Spezialschmieden oder Vakuumwärmebehandlung ) von einem oder mehreren unserer strategischen Partner durchgeführt werden können, besteht die primäre Lieferbeziehung zu LS Manufacturing.
6. Wie schützen Sie das hochsensible geistige Eigentum im Zusammenhang mit unseren Triebwerkskonstruktionen für die Luft- und Raumfahrt?
Wir setzen die sichersten verfügbaren Informationssicherheitsprotokolle ein – im Einklang mit dem Sinn und Zweck der ITAR-Bestimmungen –, um Ihr geistiges Eigentum zu schützen. Wir haben separate Produktionslinien für sensible Projekte eingerichtet, führen umfassende Hintergrundüberprüfungen aller Mitarbeiter durch und verhandeln mit unseren Kunden detaillierte Vertraulichkeits- und Datensicherheitsvereinbarungen, um die vollständige Sicherheit Ihres geistigen Eigentums zu gewährleisten.
7. Wie hoch ist die Mindestbestellmenge (MOQ)? Unterstützen Sie Prototypen und Pilotproduktion?
Wir setzen uns nachdrücklich für Prototypenbau, Pilotproduktion und Kleinserienfertigung ein, da diese allesamt für die Validierung von Luft- und Raumfahrtbauteilen unerlässlich sind. Die Mindestbestellmenge kann je nach Art der verwendeten Materialien zwischen 1 und 5 Stück variieren.
8. Wie initiiere ich eine Evaluierung für ein neues Turbowellenprojekt im Bereich der Luft- und Raumfahrt?
Bitte teilen Sie uns Ihre vorläufigen Leistungsanforderungen, Betriebsbedingungen, Materialpräferenzen und vorhandene Konstruktionspläne mit. Wir beginnen innerhalb von fünf Werktagen mit einer ersten Machbarkeitsstudie und vereinbaren ein vertrauliches technisches Gespräch, um mögliche Umsetzungsstrategien zu erörtern. Alternativ können Sie Ihre Angebotsanfrage und Konstruktionsdateien auch direkt über unser Online- Angebotsformular einreichen, um den technischen Prüfprozess zu beschleunigen.
Zusammenfassung
In der Luft- und Raumfahrtantriebstechnik ist die Herstellung von Turbowellen eine komplexe Wissenschaft, die die mikroskopische Programmierung von Materialeigenschaften und die makroskopische Formgebung dynamischer Präzision erfordert. Ein umfassender Leitfaden für Spitzenleistung bietet eine systematische Konstruktionsphilosophie, die sicherstellt, dass jede Welle auch unter extremen Bedingungen zuverlässige Leistung erbringt. Dies erfordert einen Partner mit Expertise in Materialverhalten, Rotordynamik und Versagensphysik sowie der Fähigkeit, dies in ein Qualitätssystem nach Luft- und Raumfahrtstandard umzusetzen.
Damit Ihr Partner die Leistungsgrenzen Ihrer Turbowelle für Ihr System der nächsten Generation festlegt, präsentieren Sie einfach Ihre Herausforderungen oder Konstruktionsspezifikationen dem Aerospace Performance Engineering Team von LS Manufacturing. Wir führen dann eine detaillierte Fehlermöglichkeits- und Machbarkeitsanalyse durch und prüfen alle Details unter dem Gesichtspunkt der Flugsicherheit. Alternativ können Sie mit unseren CNC-Drehexperten einen eigenen Workshop veranstalten, um den gesamten Arbeitsumfang für Ihre ultimative Leistungsgarantie zu erarbeiten.
Steigern Sie die Zuverlässigkeit Ihrer Turbowelle von 78 % auf 99,5 % – die CNC-Drehprozesssteuerung von LS Manufacturing ist Ihre ultimative Leistungsgarantie.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


