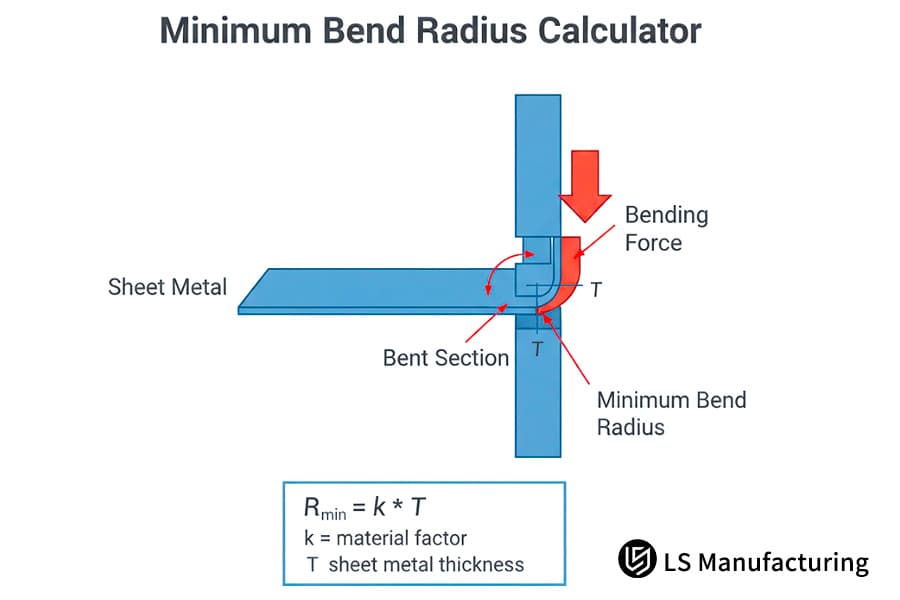
最小曲げ半径設計は精密板金加工の要であり、最小曲げ半径を得るにはR/t比が不可欠です。 LS Manufacturing では、まず材料グレードごとに定数 K を決定し、 次に計算式を通じて最適な曲げ半径を割り出します。そのため、カスタム板金部品の需要に応えると同時に、板金製造サービスのプロフェッショナリズムのレベルを高めることができます。
LS Manufacturing が精密板金加工で順方向木目曲げ技術の使用にこだわるのはなぜですか?
結晶方向は、精密板金サービスの品質において決定的な役割を果たし、カスタマイズされた板金アイテムの構造的健全性の中心となります。 LS Manufacturing は、レイアウト時にシートの木目方向を把握し、木目方向の曲げを厳密に追跡して部品の疲労寿命を向上させるだけでなく、曲げの全体的な品質も向上させます
高精度板金製品は、品質とコンプライアンスの非常に厳しい基準を満たす必要があるため、生産チェーン全体で品質トレーサビリティを提供できるサプライヤーは品質を保証するために不可欠な要件です。 LS Manuファクチャリングは、カスタム板金部品向けに一貫して管理された品質レベルで、信頼できる精密板金製造サービスを提供できる成熟した品質システムを構築しました。
当社のエンドツーエンドの品質トレーサビリティ システム
当社は ISO 9001:2015 の要件に基づいて作業を行っており、調達から納品まで各段階で追跡可能な完全なトレーサビリティ システムの構築を示しています。
We team up with international third-party testing labs and can offer the testing reports. For instance, the custom sheet metal parts for a client in the aviation industry were tested to be compliant with the ASTM A480-21 standard and the test results were given a very favorable evaluation.
Figure 4: Worker uses digital caliper to measure sheet metal in precision fabrication.
Why Choose LS Manufacturing To Balance Ultimate Precision With Custom Sheet Metal Service Price?
Most customers have to weigh precision against cost when selecting sheet metal fabrication services. LS Manufacturing manages to strike this balance by equipment optimization and cost-sharing arrangements, This way offering high-performance precision fabrication services at competitive prices.
Equipment Optimization: Better Efficiency, Lower Unit Costs
We introduced 5-axis simultaneous bending machine that is 30% more precise (error 0.02mm) and 40% more efficient. Automated material feeding system that we use increases material utilization rate from 75% to over 90% which besides reducing waste, also decreases prices of custom sheet metal services. One batch customer was $12,000 better off in material costs per batch.
Cost-Sharing Model, Flexible and Adaptable to Various Procurement Stages
We have created flexible models for various procurement stages that, at the same time, strike a balance between precision and cost:
At the Prototype Stage: $150 per piece is a minimum price, but it is guaranteed that essential precision is preserved.
At the Small Batch Stage: Through optimized cost sharing in process, unit price is 30%-40% lower than at a prototype stage.
At the Mass Production Stage: Large scale of production leads to cost reduction, this way customers might save up to 20% of their procurement costs.
<ブロック引用>
Our core advantage is "providing ultimate precision at a reasonable cost," eliminating the need for customers to choose between precision and cost. If you would like an accurate quote for custom sheet metal parts, please submit your purchasing requirements and drawings, and we will provide you with a detailed cost calculation plan.
FAQs
Q1: What is the absolute minimum permissible bending radius in aluminum alloy sheet metal processing?
According to ISO standards and the tempering of the material, the minimum bending radius is different for various aluminum alloys. With 5052-H32, we suggest R1t. Yet, through process optimization, we can attain R=0.5t without cracking.
Q2: What causes the orange peel effect on the bends of stainless steel?
Overstretching of the material's outer layer is the cause, resulting from excessive bending force or very small radius. Our suggestion is to increase the radius or change the V-groove width to 8t to eliminate the risk of cracking.
Q3: What measures does LS Manufacturing take to maintain bending accuracy of long sheet metal parts at the same level?
We operate CNC bending machines with angle compensation that is carried out on a real-time basis, meaning the angle can be varied in real-time to ensure that the bending angle error within 3 meters is 0.5. This way, consistent accuracy is ensured.
Q4: Does the increase of the bending radius necessarily result in assembly interference?
Actually, we offer free DFM simulation to help with adjusting the deduction value so that a proper bending radius and structural robustness can be ensured without affecting assembly.
Q5: Do you provide material traceability certificates that comply with IATF 16949 standards?
はい。 Actually, we can issue steel mill MTR reports and spectral analysis data plus ordered goods, our documentation fully meeting IATF 16949 standards and ensuring material compliance and full traceability.
Q6: Will bending lines that are too close to laser-cut holes cause deformation?
To be safe, we suggest leaving a spacing R2.5t. When the design is constrained, we resort to a bending-then-precision-machining method to avoid deformation of holes and maintain precision.
Q7: What is the lead time for precision sheet metal samples at LS Manufacturing?
Once we get the STEP drawings and the DFM modeling confirmation is done, we could have samples ready to be shipped within 3-5 business days at the earliest. If the matter is urgent, the delivery time can be shortened by process optimization.
Q8: How to reduce the unit price of a single precision sheet metal part in mass production?
Besides the material layout optimization and usage of multi-station molds, the costs can be cut by 20%. Feel free to upload your drawings, and we will prepare a mass production cost reduction plan tailored for you.
Summary
The bending radius of precision sheet metal is a thorough consideration of the mechanical properties of the material, the design of the process, and the accuracy of the equipment. LS Manufacturing employs the heat treatment, R/t quantification, and DFM optimization that are data-driven solutions to resolve the contradiction between precision and cost. Through expert control and quality assurance, we are able to thoroughly remove the risk of cracking and thereby generate a long term value for our customers.
Say no to trial and error. support your design with solid facts. Contact LS Manufacturing immediately to obtain a free 'Sheet Metal Cracking Risk Technical Assessment Report'. Our top-level engineering team will thoroughly analyze your 3D drawings (extension STEP/SolidWorks) and offer a total solution involving material compensation, process routing, and tiered pricing options to help you prevent cracking risks, cut down costs, and enhance delivery efficiency.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.