Услуги по изготовлению листового металла: прецизионное проектирование, позволяющее избежать растрескивания при минимальном радиусе изгиба
Написал
Gloria
Опубликовано
May 09 2026
Изготовление листового металла
Следуйте за нами
Услуги по изготовлению листового металла незаменимы в точном производстве. Одной из основных проблем, связанных с изгибом при изготовлении ключевых конструктивных компонентов аэрокосмического и медицинского оборудования, является растрескивание. Скорость растрескивания может достигать 25 %, если не учитывать свойства материала. LS Manufacturing решает эту проблему с помощью схемы динамической коррекции (R=t), которая помогает устранить растрескивание прямо на этапе проектирования, предлагая практичные и высокоточные решения для изготовления листового металла.
Сводка основных ответов службы изготовления листового металла
<тело>
<тр>
Основная проблема
Ключевое решение
Поддержка основных данных
Применимые сценарии
<тр>
Растрескивание из-за удлинения материала
Управляйте R≥0,5t, определите соотношение R/t
Прочность на разрыв SUS304 ≥515 МПа
Подходит для всех типов прецизионных деталей из листового металла.
<тр>
AL6061-T6 При изгибе, растрескивании
Изгиб состояния T4 с последующей обработкой старения T6.
Предварительный нагрев снижает вероятность растрескивания при изгибе на 90%.
Подходит для прецизионных деталей аэрокосмической и медицинской промышленности.
<тр>
Растрескивание вогнутости поверхности при изгибе
Используйте ширину отверстия нижней матрицы V=6t.
Сила изгиба уменьшена на 30 %, вогнутость отсутствует.
Подходит для массового производства деталей из листового металла по индивидуальному заказу.
<тр>
Ориентация зерна влияет на продолжительность жизни
Сгибание вдоль направления волокон, перпендикулярно направлению прокатки.
Усталостный срок службы деталей увеличился более чем на 30 %.
Подходит для прецизионных конструкционных деталей, подвергающихся высоким нагрузкам.
В этой статье обсуждается проблема растрескивания при точной гибке листового металла и подробно рассматриваются экспертные решения LS Manufacturing в области материалов, процессов и тематических исследований. Это сделано, чтобы помочь клиентам избежать рисков, повысить скорость прохождения и эффективно сократить расходы.
Почему стоит доверять LS Manufacturing услуги по изготовлению листового металла? Опыт проектирования для предотвращения трещин при изгибе
Мы работаем с изготовлением листового металла последние 20 лет, и основная проблема, над которой мы работаем, — это найти решение проблемы растрескивания во время гибки очень точных листового металла. Мы также ставили потребности клиентов на первое место и после трехмесячного тестирования обнаружили, что традиционные поставщики игнорировали ориентацию волокон при передаче AL6061-T6, что приводило к растрескиванию 20-30%. В настоящее время большинство людей склонны просто доверять точности оборудования, но наша самая большая сила в том, что мы находим наилучшее сочетание механики материалов и проектирования процессов.
Мы обеспечиваем полное авторитетное обоснование наших процессов гибки листового металла, строго следуя стандарту ISO 13920:2023. Кроме того, во время работы над проектом деталей для аэрокосмической отрасли мы поняли, что первоначально используемый радиус изгиба не соответствует требованиям к удлинению материала и радиус изгиба следует увеличить.
Существует множество исследований по этим тестам, например, ASTM B209-21 – это стандарт, который мы используем для тестирования наших материалов. Кроме того, мы подсчитали, что наши 50 крупнейших клиентов были обслужены и в общей сложности поставлено 100 000 деталей без трещин со стабильным уровнем доходности более 99,9%. Наша работа доказывает наш профессионализм и высокий уровень надежности нашей деятельности.
<блок-цитата>
Выбирая нас, клиенты получают взломостойкую продукцию и консультации по предварительному планированию (DFM) для снижения рисков при проектировании. Если вас беспокоят изгибные трещины, свяжитесь с нашими старшими инженерами для бесплатной оценки процесса и индивидуальных решений.
Почему удлинение материала является основной причиной трещин при изгибе при прецизионных обработках листового металла?
Удлинение материала является фундаментальным фактором, определяющим качество изгиба, поскольку оно напрямую влияет на минимальный радиус изгиба (Rmin). Материал с меньшим удлинением с большей вероятностью образует трещины при изгибе из-за чрезмерного растяжения. Почему наши услуги по изготовлению листового металла и услуги по прецизионному изготовлению листового металла настолько конкурентоспособны, что мы точно подбираем удлинение и радиус изгиба.
Основная связь между удлинением и минимальным радиусом изгиба
Во время операции гибки внешняя поверхность заготовки будет находиться в состоянии растяжения, а внутренняя - в состоянии сжатия. Если радиус изгиба меньше половины толщины материала, тогда растягивающее напряжение на внешней поверхности превысит допустимый предел. Это приведет к образованию микротрещин, которые перерастут в макротрещины. В конечном итоге деталь будет списана.
Сравнение данных прочности на разрыв между SUS304 и AL5052
<тело>
<тр>
Тип материала
Прочность на разрыв (МПа)
Удлинение (%)
Рекомендуемый минимальный радиус изгиба (R/t)
Максимальный угол изгиба без растрескивания
<тр>
SUS304
≥515
≥40
0,3
180°
<тр>
AL5052-H32
≥230
≥15
0,5
135°
<тр>
AL6061-T6
≥310
≥8
1.0
90°
<тр>
SUS316L
≥485
≥40
0,4
180°
<блок-цитата>
Соблюдение одинакового удлинения и радиуса изгиба материала — наиболее эффективный способ предотвратить риск растрескивания. Помимо этого, это также поможет клиентам минимизировать потери на доработку и повысить эффективность производства. Если вам нужны индивидуальные рекомендации по параметрам изгиба для вашего материала, свяжитесь с нами, и мы будем радыприслать вам бесплатную таблицу соответствия удлинения материала и радиуса изгиба.
Рис. 1. Крупным планом – трещина на краю изогнутой детали из листового металла.
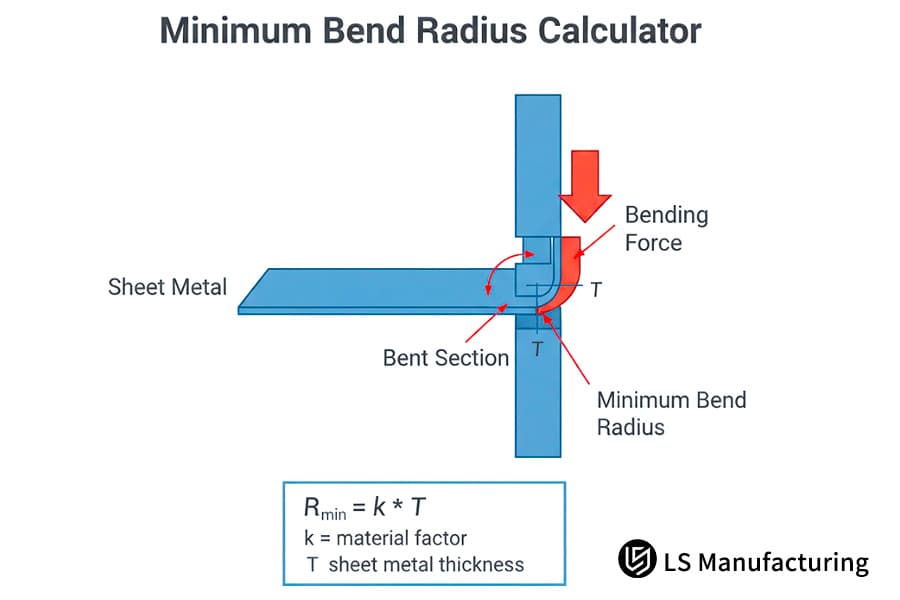
Как количественно определяется минимальный радиус изгиба при прецизионном изготовлении листового металла с использованием соотношения R/t?
Проектирование с минимальным радиусом изгиба — это суть прецизионного изготовления листового металла, и для получения минимального радиуса изгиба необходимо соотношение R/t. LS Manufacturing сначала определяет константу K для каждой марки материала, а затем затем определяет оптимальный радиус изгиба по формуле. Таким образом, мы можем удовлетворить потребности в изготовлении деталей из листового металла на заказ и в то же время повысить уровень профессионализма в сфере услуг по изготовлению листового металла.
Основная идея определения соотношения R/t
Сначала выбираем константу К с учетом твердости и удлинения материала, а затем вычисляем минимальный радиус изгиба по формуле R=Kxt (где t - толщина материала). Значение K для SUS316L составляет 0,4, для AL6061-T6 — 1,0, это лучшие параметры, полученные в результате очень большого количества испытаний. Поскольку это становится частью прецизионного изготовления сервис.
Разница в изменении градиента твердости (HV) под разными углами R
В этой таблице показаны градиенты твердости для различных углов R для SUS304, T=2,0 мм. Очень высокий градиент твердости сделает материал более хрупким и приведет к растрескиванию. На основе этого мы выбираем лучший угол R.
<тело>
Радиус изгиба R (мм)
Соотношение R/t
Твердость поверхности при изгибе (HV)
Внутренняя твердость при изгибе (HV)
Уровень риска взлома
0,4
0,2
280
220
Высокий
0,8
0,4
250
215
Низкий
1.2
0,6
230
210
Очень низкий
1,6
0,8
220
208
Очень низкий
Рис. 2. Схема, показывающая калькулятор минимального радиуса изгиба с формулой и иллюстрацией изгибающей силы.
Как услуги по прецизионному изготовлению листового металла предотвращают растрескивание при изгибе алюминиевого сплава 6061-T6?
Поскольку удлинение AL6061-T6 составляет всего около 8 %, одной из самых больших проблем при его изгибе при изготовлении листового металла является его растрескивание. В LS Manufacturing мы обучаем наших клиентов тому, как избежать растрескивания металла при изгибе с использованием термической обработки, чтобы точно ориентироваться на материал и хорошо контролировать процесс. Таким образом, окончательное качество услуг по индивидуальному заказу листового металла действительно улучшается.
Основные проблемы, связанные с изгибом AL6061-T6
После закалки в результате старения AL6061-T6 очень тверд, но менее прочен, поэтому материал очень легко растрескается, если сгибать его напрямую и в холодном состоянии. Традиционные поставщики заявляли, что процент брака превышает 20 %, что серьезно вредит как эффективности производства, так и качеству продукции.
Термическая обработка как основа вмешательства производителя LS
Первым шагом было отжиг AL6061-T6 до состояния T4, чтобы сделать его более жестким и иметь большее удлинение, чтобы его было намного легче сгибать. Восстановление исходной твердости и прочности материала достигается за счет старения Т6, проводимого после завершения изгиба. Благодаря этому качество и производительность поставок в конце концов могут быть сопоставлены друг с другом.
50-кратное микроструктурное изображение трещин при холодном изгибе показывает большие области, где отсутствует симметрия сечения. Использование метода гибки с предварительным нагревом (обработка Т4-Т6) не привело к образованию микротрещин, и это было успешно реализовано в аэрокосмических проектах.
Как можно использовать оптимизацию ширины нижней канавки матрицы для уменьшения вмятин и растрескивания поверхности в нестандартных деталях из листового металла?
Качество гибки нестандартных деталей из листового металла тесно связано с шириной (V) нижнего отверстия формы. Если V слишком мало, это увеличит растягивающее напряжение и приведет к образованию вмятин и растрескиванию, а если V слишком велико, это повлияет на точность. LS Manufacturing использует золотое сечение V=6t для повышения стабильности услуг по производству листового металла.
Основная связь между шириной V отверстия матрицы и силой изгиба
Формула изгибающей силы: F = (C * S * L * t²) / V. При условии, что другие параметры остаются неизменными, чем меньше значение V, тем больше будет изгибающая сила, увеличивается растягивающее напряжение на материал, и материал становится более восприимчивым к вмятинам и трещинам.
Преимущества золотого сечения V=6t
Исследования показывают, что V=6t создает среднюю силу изгиба, что помогает достичь компромисса между точностью и напряжением. В качестве иллюстрации: для SUS304 с t=2,0 мм, V=12 мм (6t) дает на 30 % меньше изгибающей силы, чем V=8 мм (4t), а количество вмятин и риск растрескивания для каждого из них сведены к нулю.
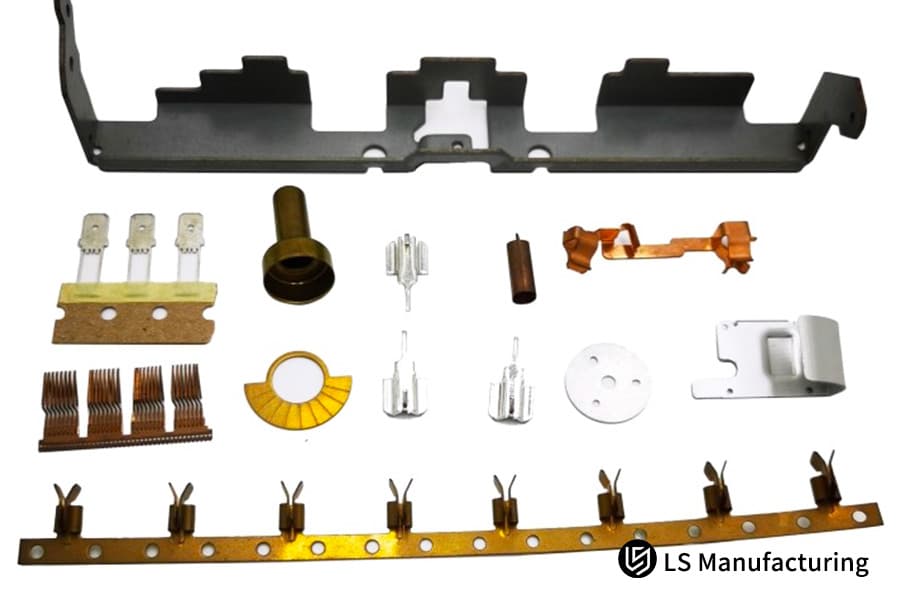
Рис. 3. Различные нестандартные детали из листового металла, включая прогрессивные штампы для штамповки.
Почему производство LS настаивает на использовании технологии прямой гибки волокон при прецизионной обработке листового металла?
Направление волокон играет решающую роль в качестве прецизионного обслуживания листового металла и лежит в основе структурной прочности изделий из листового металла по индивидуальному заказу. LS Manufacturing фиксирует направление волокон листа при компоновке, строго следуя изгибу в направлении волокон, чтобы не только повысить усталостный срок службы деталей, но и улучшить общее качество гибки.
Почему направление волокон играет важную роль в качестве гибки?
После обработки листового металла на прокатном стане зерна или волокна металла имеют тенденцию ориентироваться вдоль направления прокатки. Таким образом, линии сгиба или складки, выполненные параллельно направлению прокатки, склонны к образованию трещин, тогда как линии сгиба, выполненные перпендикулярно направлению прокатки, обеспечивают достаточноеудлинение, и качество сгиба остается стабильным. Это похоже на то, как меньше ломается при резке древесины вдоль волокон.
Эмпирические данные в пользу изгиба в направлении волокон
Исследования показали, что нестандартные детали из листового металла, согнутые в направлении волокон (т. е. перпендикулярно направлению прокатки), имеют усталостную долговечность более чем 30%, прочность на разрыв увеличена на 12%, а скорость растрескивания снизилась с 8% до менее 0,5%. Это означает, что они широко используются в высокотехнологичных приложениях.
Производственный пример LS: изготовление прецизионных кронштейнов из нержавеющей стали с защитой от растрескивания для медицинских хирургических роботов
Прецизионные стенты, используемые в медицинских хирургических роботах, требуют чрезвычайно строгого уровня точности и бездефектного состояния. Поскольку на самом деле трещины при изгибе могут привести к хирургическому несчастному случаю, это представляет собой огромную проблему для служб точного производства. Мы смогли решить проблему трещин для международной медицинской компании, поставив изготовленные на заказ компоненты из листового металла и тем самым заработав долгосрочное партнерство.
Проблема клиента
Медицинский гигант искал возможность изготовления стентов из нержавеющей стали 304 толщиной 1,5 мм на ходу. Их пришлось собрать таким образом, чтобы принудительно был рассчитан радиус изгиба R0,5 мм (R/t=0,33). На образцах традиционных поставщиков уровень взлома составил 25 %, что приводило к срыву доработок, затягиванию работ и риску невыполнения обязательств.
Решение для производства LS
После нашего вмешательства мы сначала использовали анализ моделирования DFM, чтобы выявить, что основной причиной трещины был слишком малый радиус изгиба, растягивающее напряжение в материале, превышающее ограничение и пренебрежение ориентацией зерен. Обсудив с клиентом, мы пришли к полному решению:
<ол>
Использование лазерного локального отжига для локального смягчения изогнутых участков, что облегчает удлинение материала.
Изменение ширины отверстия нижней матрицы на V=9 мм (6 тонн), чтобы распределить растягивающее напряжение и исключить возможность продавливания поверхности и растрескивания.
Наилучшее использование компоновки, чтобы линия сгиба находилась под прямым углом к направлению прокатки листового металла, таким образом увеличивая прочность детали.
Измерение соотношения R/t и регулировка радиуса изгиба до R0,75 мм (R/t=0,5) таким образом, чтобы полностью исключить появление трещин без ущерба для сборки.
Результаты и ценность
В результате только что упомянутых изменений предел текучести этого прецизионного металлического кронштейна увеличился с 75% до 99,99%, таким образом проблема растрескивания была полностью решена, а срок службы деталей при усталостных испытаниях увеличился вдвое, что привело к чрезвычайному удовлетворению клиента. Также мы сократили срок поставки с 15 до 7 дней, что помогло клиенту вернуться к графику проекта и избежать потерь из-за нарушения условий договора. Эта крупная медицинская компания, впечатленная нашими превосходными решениями и возможностями доставки, позже решила передать нам все заказы на изготовление деталей из листового металла этой серии. В результате годовая стоимость сотрудничества превысила 500 000 долларов США.
<блок-цитата>
Этот кейс в полной мере демонстрирует наш опыт в решении проблемы образования трещин при прецизионной гибке листового металла. Если вы также столкнулись с проблемами с изготовлением листового металла по индивидуальному заказу в высокотехнологичных областях, таких как медицинское оборудование и аэрокосмическая промышленность, просмотрите полную информацию о нашем случае и свяжитесь с нами для индивидуального решения.
Как использовать анализ DFM на этапе проектирования, чтобы повысить технологичность производства прецизионных деталей из листового металла?
Анализ DFM — это фундаментальный этап предварительной обработки в услугах по изготовлению листового металла. LS Manufacturing с подробным контрольным списком проверки DFM выявляет проблемы на очень ранней стадии и оптимизирует решения, что позволяет клиентам впоследствии избежать 90 % производственных рисков, сокращая расходы и повышая эффективность.
Основной контрольный список проверки DFM в LS Manufacturing
Сохраняйте расстояние от края сгиба L≥3t, чтобы исключить риск растрескивания края.
Расстояние до края отверстия должно составлять 2,5 т, чтобы предотвратить деформацию отверстия. При наличии конструктивных ограничений можно использовать изгиб с последующей чистовой отделкой.
На основе соотношения R/t характеристики материала можно сбалансировать, чтобы предотвратить растрескивание при соблюдении требований сборки.
линия изгиба должна быть перпендикулярна направлению прокатки, поэтому ориентацию волокон необходимо зафиксировать во время компоновки.
Основные преимущества анализа DFM для клиентов
Анализ DFM перед началом производства позволяет сократить объем доработок, снизить затраты на 15–20 %, повысить эффективность и сократить циклы поставки. Мы пересмотрели проекты для клиентов, и в результате коэффициент доработок сократился с 30% до 0%,на каждой партии удалось сэкономить 8000 долларов США.
Как выбрать надежного поставщика, который может обеспечить полную отслеживаемость качества процесса для требований к высокоточному листовому металлу?
Высокоточные изделия из листового металла должны соответствовать очень строгим стандартам качества и соответствия, поэтому поставщик, который может обеспечить отслеживание качества на протяжении всей производственной цепочки, является непременным требованием для обеспечения гарантии качество. LS Manufacturing создала зрелую систему качества, способную предоставлять надежные услуги по точному изготовлению листового металла на уровне качества, который постоянно контролируется для нестандартных деталей из листового металла.
Наша комплексная система отслеживания качества
Мы основываем свою работу на требованиях стандарта ISO 9001:2015, которые указывают на создание системы полной прослеживаемости начиная с закупок и заканчивая доставкой, при этом каждый этап отслеживается:
<ол>
Отслеживание материалов: Отчеты MTR сталелитейного завода и результаты спектрального анализа могут доставляться с каждой поставкой, чтобы обеспечить соответствие и отслеживаемость материалов.
Проверка в процессе: Контролировалась погрешность в пределах 0,02 мм с помощью с помощью координатно-измерительной машины КИМ, данные проверки сохраняются в режиме реального времени.
Проверка готовой продукции: Проводится выборочная проверка партий, отчеты о проверке предоставляются вместе с товаром.
Ведение записей: Мы создаем специальные файлы для каждого клиента и сохраняем всю необходимую информацию для удобного поиска в будущем.
Подтверждение стороннего тестирования, повышение доверия к качеству
Мы сотрудничаем с международными сторонними лабораториями тестирования и можем предоставить отчеты о тестировании. For instance, the custom sheet metal parts for a client in the aviation industry were tested to be compliant with the ASTM A480-21 standard and the test results were given a very favorable evaluation.
Figure 4: Worker uses digital caliper to measure sheet metal in precision fabrication.
Why Choose LS Manufacturing To Balance Ultimate Precision With Custom Sheet Metal Service Price?
Most customers have to weigh precision against cost when selecting sheet metal fabrication services. LS Manufacturing manages to strike this balance by equipment optimization and cost-sharing arrangements, This way offering high-performance precision fabrication services at competitive prices.
Equipment Optimization: Better Efficiency, Lower Unit Costs
We introduced 5-axis simultaneous bending machine that is 30% more precise (error 0.02mm) and 40% more efficient. Automated material feeding system that we use increases material utilization rate from 75% to over 90% which besides reducing waste, also decreases prices of custom sheet metal services. One batch customer was $12,000 better off in material costs per batch.
Cost-Sharing Model, Flexible and Adaptable to Various Procurement Stages
We have created flexible models for various procurement stages that, at the same time, strike a balance between precision and cost:
<ул>
At the Prototype Stage: $150 per piece is a minimum price, but it is guaranteed that essential precision is preserved.
At the Small Batch Stage: Through optimized cost sharing in process, unit price is 30%-40% lower than at a prototype stage.
At the Mass Production Stage: Large scale of production leads to cost reduction, this way customers might save up to 20% of their procurement costs.
<блок-цитата>
Our core advantage is "providing ultimate precision at a reasonable cost," eliminating the need for customers to choose between precision and cost. If you would like an accurate quote for custom sheet metal parts, please submit your purchasing requirements and drawings, and we will provide you with a detailed cost calculation plan.
Часто задаваемые вопросы
Q1: What is the absolute minimum permissible bending radius in aluminum alloy sheet metal processing?
According to ISO standards and the tempering of the material, the minimum bending radius is different for various aluminum alloys. With 5052-H32, we suggest R1t. Yet, through process optimization, we can attain R=0.5t without cracking.
Q2: What causes the orange peel effect on the bends of stainless steel?
Overstretching of the material's outer layer is the cause, resulting from excessive bending force or very small radius. Our suggestion is to increase the radius or change the V-groove width to 8t to eliminate the risk of cracking.
Q3: What measures does LS Manufacturing take to maintain bending accuracy of long sheet metal parts at the same level?
We operate CNC bending machines with angle compensation that is carried out on a real-time basis, meaning the angle can be varied in real-time to ensure that the bending angle error within 3 meters is 0.5. This way, consistent accuracy is ensured.
Q4: Does the increase of the bending radius necessarily result in assembly interference?
Actually, we offer free DFM simulation to help with adjusting the deduction value so that a proper bending radius and structural robustness can be ensured without affecting assembly.
Q5: Do you provide material traceability certificates that comply with IATF 16949 standards?
Да. Actually, we can issue steel mill MTR reports and spectral analysis data plus ordered goods, our documentation fully meeting IATF 16949 standards and ensuring material compliance and full traceability.
Q6: Will bending lines that are too close to laser-cut holes cause deformation?
To be safe, we suggest leaving a spacing R2.5t. When the design is constrained, we resort to a bending-then-precision-machining method to avoid deformation of holes and maintain precision.
Q7: What is the lead time for precision sheet metal samples at LS Manufacturing?
Once we get the STEP drawings and the DFM modeling confirmation is done, we could have samples ready to be shipped within 3-5 business days at the earliest. If the matter is urgent, the delivery time can be shortened by process optimization.
Q8: How to reduce the unit price of a single precision sheet metal part in mass production?
Besides the material layout optimization and usage of multi-station molds, the costs can be cut by 20%. Feel free to upload your drawings, and we will prepare a mass production cost reduction plan tailored for you.
Сводка
The bending radius of precision sheet metal is a thorough consideration of the mechanical properties of the material, the design of the process, and the accuracy of the equipment. LS Manufacturing employs the heat treatment, R/t quantification, and DFM optimization that are data-driven solutions to resolve the contradiction between precision and cost. Through expert control and quality assurance, we are able to thoroughly remove the risk of cracking and thereby generate a long term value for our customers.
Say no to trial and error. support your design with solid facts. Contact LS Manufacturing immediately to obtain a free 'Sheet Metal Cracking Risk Technical Assessment Report'. Our top-level engineering team will thoroughly analyze your 3D drawings (extension STEP/SolidWorks) and offer a total solution involving material compensation, process routing, and tiered pricing options to help you prevent cracking risks, cut down costs, and enhance delivery efficiency.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.