Serviço de fabricação de chapas metálicas: projeto de precisão para evitar rachaduras mínimas no raio de curvatura
Escrito por
Gloria
Publicado
May 09 2026
Fabricação de chapas metálicas
Siga-nos
O serviço de fabricação de chapas metálicas é indispensável na fabricação de precisão. Um dos principais problemas associados à flexão na fabricação de componentes estruturais importantes para equipamentos aeroespaciais e médicos é a rachadura - a taxa de rachadura pode chegar a 25% quando as propriedades do material são ignoradas. A LS Manufacturing aborda esse problema por meio de um esquema de correção dinâmica (R=t) que ajuda aeliminar rachaduras desde o estágio de projeto, oferecendo assim soluções práticas de fabricação de chapas metálicas de alta precisão.
Resumo das respostas do núcleo do serviço de fabricação de chapas metálicas
Problema central
Solução principal
Suporte a dados principais
Cenários aplicáveis
Rachaduras devido ao alongamento do material
Controle R≥0,5t, quantifique a relação R/t
Resistência à tração SUS304 ≥515MPa
Adequado para todos os tipos de peças de chapa metálica de precisão.
AL6061-T6 rachaduras por flexão
Dobragem no estado T4 seguida de tratamento de envelhecimento T6.
O pré-aquecimento reduz a taxa de fissuração por flexão em 90%.
Adequado para peças de precisão aeroespacial e médica.
Rachaduras na concavidade da superfície durante a flexão
Use V=6t na largura inferior da abertura da matriz.
Força de flexão reduzida em 30%, sem concavidade.
Adequado para produção em massa de peças de chapa metálica personalizadas.
A orientação dos grãos afeta a vida útil
Dobrar ao longo da direção da fibra, perpendicular à direção de laminação.
A vida útil da peça à fadiga aumentou em mais de 30%.
Adequado para peças estruturais de precisão de alta carga.
Este artigo discute a questão da fissuração na dobra de precisão de chapas metálicas e examina minuciosamente as soluções especializadas da LS Manufacturing nas áreas de materiais, processos e estudos de caso. Isso é feito para ajudar os clientes a evitar riscos, melhorar a taxa de aprovação e reduzir custos de forma eficiente.
Por que confiar na LS Manufacturing para serviços de fabricação de chapas metálicas? Experiência em projetos para evitar rachaduras por flexão
Trabalhamos com fabricação de chapas metálicas nos últimos 20 anos e o principal problema no qual temos trabalhado é encontrar uma solução para o problema de trincas durante a dobra de chapas metálicas muito precisas. Também colocamos as necessidades do cliente em primeiro lugar e, após testes de 3 meses, descobrimos que os fornecedores tradicionais ignoraram a orientação dos grãos ao entregar o AL6061-T6, resultando em uma taxa de craqueamento de 20 a 30%. Hoje em dia, a maioria das pessoas tende a simplesmente confiar na precisão do equipamento, mas nosso maior ponto forte é que encontramos a melhor combinação entre a mecânica dos materiais e o design do processo.
Garantimos justificativas completas e confiáveis para nossos processos de dobra de chapas metálicas seguindo rigorosamente a norma ISO 13920:2023. Além disso, durante o trabalho em um projeto de peças aeroespaciais, percebemos que o raio de curvatura usado originalmente não era capaz de acomodar o requisito de alongamento do material e o raio de curvatura deveria ser aumentado.
Há muitas pesquisas sobre os testes, por exemplo, ASTM B209-21 é o padrão que usamos para testar nossos materiais. Além disso, contamos com nossos 50 principais clientes atendidos e um total de 100.000 peças sem rachaduras entregues com uma taxa de rendimento estável de mais de 99,9%. Nosso trabalho comprova nosso profissionalismo e a confiabilidade de alto nível de nossas operações.
Escolher-nos oferece aos clientes produtos resistentes a rachaduras e consultoria de planejamento pré-projeto (DFM) para mitigar os riscos do projeto. Se você tiver problemas com trincas por flexão, entre em contato com nossos engenheiros seniores para uma avaliação gratuita do processo e soluções personalizadas.
Por que o alongamento do material é a causa raiz das rachaduras por flexão em serviços de chapa metálica de precisão?
O alongamento do material é um fator fundamental na determinação da qualidade da dobra porque afeta diretamente o raio de curvatura mínimo (Rmin). Um material com alongamento menor tem maior probabilidade de desenvolver rachaduras nas dobras devido ao estiramento excessivo. O motivo pelo qual nosso serviço de fabricação de chapas metálicas e serviços de chapas metálicas de precisão são altamente competitivos é que nós combinamos com precisão o alongamento e o raio de curvatura.
Elo central entre alongamento e raio de curvatura mínimo
Durante uma operação de dobra, a superfície externa da peça de trabalho estará em estado de tensão, enquanto a superfície interna estará em compressão. Se o raio de curvatura for menor que a metade da espessura do material, então a tensão de tração na superfície externa ultrapassará o limite permitido. Isso causará a formação de microfissuras que se transformarão em macrofraturas. Eventualmente, a peça será descartada.
Comparação de dados de resistência à tração entre SUS304 e AL5052
Tipo de material
Resistência à tração (MPa)
Alongamento (%)
Raio de curvatura mínimo recomendado (R/t)
Ângulo máximo de curvatura sem rachaduras
SUS304
≥515
≥40
0,3
180°
AL5052-H32
≥230
≥15
0,5
135°
AL6061-T6
≥310
≥8
1,0
90°
SUS316L
≥485
≥40
0,4
180°
Atingir exatamente o mesmo alongamento e raio de curvatura do material é a maneira mais eficaz de prevenir riscos de rachaduras. Além disso, também ajudará os clientes a minimizar as perdas de retrabalho e aumentar a eficiência da produção. Se você quiser sugestões personalizadas de parâmetros de dobra para o seu material, entre em contato conosco e teremos o maior prazer em enviar-lhe uma tabela de correspondência gratuita de alongamento de material e raio de curvatura.
Figura 1: close de uma rachadura na borda de uma peça de chapa metálica dobrada.
Como o projeto do raio de curvatura mínimo é determinado quantitativamente na fabricação de chapas metálicas de precisão usando a relação R/t?
O projeto do raio de curvatura mínimo é a essência da fabricação de chapas metálicas de precisão e, para obter o raio de curvatura mínimo, a relação R/t é indispensável. A LS Manufacturing inicialmente decide um K constante por tipo de material e depois calcula o raio de curvatura ideal através da fórmula. Assim, podemos atender às demandas de peças de chapa metálica personalizadas e, ao mesmo tempo, elevar o nível de profissionalismo nos serviços de fabricação de chapa metálica.
Ideia básica para encontrar a relação R/t
Primeiro escolhemos a constante K dada a dureza e alongamento do material, e então o raio de curvatura mínimo é calculado com a fórmula R=Kxt (onde t - espessura do material). O valor K para SUS316L é 0,4, para AL6061-T6 é 1,0, sendo estes os melhores parâmetros obtidos em um grande número de testes. serviço.
Diferença nas alterações do gradiente de dureza (HV) em diferentes ângulos R
Esta tabela mostra gradientes de dureza para vários ângulos R com SUS304, T=2,0mm. Um gradiente de dureza muito alto tornará o material mais quebradiço e causará rachaduras. Por isso, com base nisso decidimos o melhor ângulo R.
Raio de curvatura R (mm)
Proporção R/t
Dureza superficial na dobra (HV)
Dureza interna na dobra (HV)
Nível de risco de quebra
0,4
0,2
280
220
Alto
0,8
0,4
250
215
Baixo
1.2
0,6
230
210
Muito baixo
1,6
0,8
220
208
Muito baixo
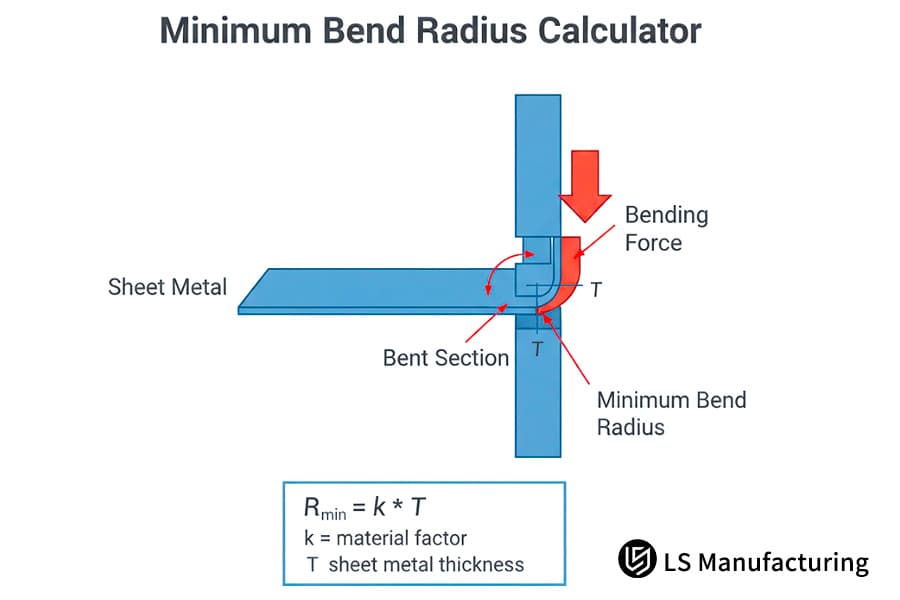
Figura 2: Diagrama mostrando a calculadora do raio mínimo de dobra com fórmula e ilustração da força de dobra.
Como os serviços de fabricação de chapas metálicas de precisão evitam rachaduras ao dobrar a liga de alumínio 6061-T6?
Como o alongamento do AL6061-T6 é de apenas 8%, um dos maiores problemas ao dobrá-lo na fabricação de chapas metálicas é que ele racha. Na LS Manufacturing, ensinamos aos nossos clientes como evitar fissuras na dobra do metal quando dobrado usando tratamento térmico para ser direcionado com precisão ao material e bom controle sobre o processo. Dessa forma, a qualidade final do serviço personalizado de chapa metálica é realmente melhorada.
Principais problemas relacionados à dobra AL6061-T6
Tendo sido endurecido pelo envelhecimento, o AL6061-T6 é muito duro, porém menos resistente, então é muito fácil para o material rachar se a dobra for realizada a frio e diretamente. Os fornecedores tradicionais alegavam taxas de fissuração superiores a 20%, o que era seriamente prejudicial tanto para a eficiência da produção quanto para a qualidade do produto.
Tratamento Térmico como Base para a Intervenção da LS Manufacturing
O primeiro passo foi recozer o AL6061-T6 ao estado T4 para torná-lo mais resistente e ter mais alongamento, para que a dobra fosse muito mais fácil. A restauração da dureza e resistência originais do material é conseguida por um tratamento de envelhecimento T6 realizado após o término da dobragem. Por causa disso, a qualidade e o desempenho do fornecimento ainda podem ser combinados.
Imagens microestruturais 50x de fissuras em flexão a frio revelam grandes áreas onde falta simetria seccional. Usar o método de dobra de pré-aquecimento (tratamento T4-T6) resultou em nenhuma microfissura, e isso foi implementado com sucesso em projetos aeroespaciais.
Como a otimização da largura da ranhura inferior da matriz pode ser utilizada para reduzir indentações superficiais e rachaduras em peças de chapa metálica personalizadas?
A qualidade de dobra das peças de chapa metálica personalizadas está intimamente relacionada à largura (V) da abertura inferior do molde. Se V for muito pequeno, aumentará a tensão de tração e causará indentação e rachaduras, enquanto que se V for muito grande, afetará a precisão. A LS Manufacturing adota a proporção áurea V=6t para melhorar a estabilidade dos serviços de fabricação de chapas metálicas.
Relação central entre a largura de abertura V da matriz e a força de flexão
A fórmula da força de flexão é F = (C * S * L * t²) / V. Supondo que outros parâmetros permaneçam inalterados, quanto menor o valor de V, maior será a força de flexão, a tensão de tração no material aumenta e o material se torna mais suscetível a amassados e rachaduras.
Benefícios da Proporção Áurea V=6t
Pesquisas mostram que V=6t gera uma força de flexão média, o que ajuda a alcançar um compromisso entre precisão e tensão. Como ilustração, para SUS304 com t=2,0 mm, V=12 mm (6t) proporciona 30% menos força de flexão do que V=8mm (4t), e a taxa de amassados e o risco de rachaduras para cada um foram reduzidos a zero.
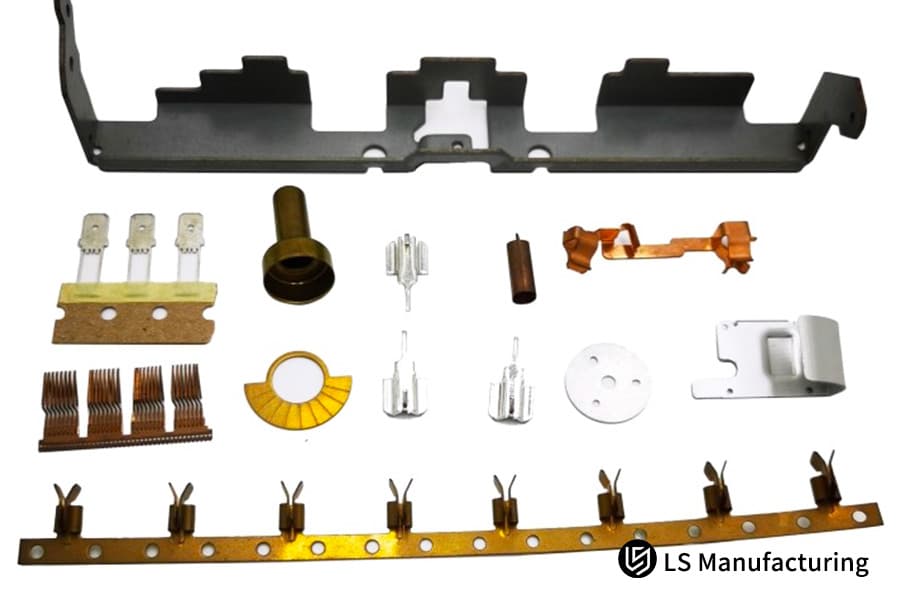
Figura 3: Várias peças de chapa metálica personalizadas, incluindo matrizes de estampagem progressiva.
Por que a LS Manufacturing insiste em usar a tecnologia de dobra direta de grãos no processamento preciso de chapas metálicas?
A direção do grão desempenha um papel decisivo na qualidade do serviço de chapa metálica de precisão e está no centro da solidez estrutural dos itens de chapa metálica personalizados. A LS Manufacturing captura a direção das fibras da chapa durante o layout, seguindo estritamente a direção das fibras para não apenas aumentar a vida útil das peças, mas também melhorar a qualidade geral da dobra.
Por que a direção do grão é uma parte importante na qualidade da dobra?
Depois que a chapa metálica é processada por um laminador, os grãos ou fibras do metal tendem a se orientar ao longo da direção de laminação. Assim, linhas de dobra ou dobras feitas paralelamente à direção de laminação tendem a desenvolver rachaduras, enquanto linhas de dobra feitas perpendicularmente à direção de laminação produzem eo alongamento e a qualidade da dobra permanecem estáveis. Isso é semelhante a como ocorre menos quebras ao cortar madeira ao longo da fibra.
Evidências empíricas a favor da curvatura na direção dos grãos
Estudos revelaram que componentes de chapa metálica personalizados que são dobrados na direção da fibra (ou seja, perpendicular à direção de laminação) têm a vida útil à fadiga aumentada em mais de 30%, a resistência à tração aumentou em 12% e a taxa de fissuração foi reduzida de 8% para menos de 0,5%, o que significa que são amplamente utilizados em aplicações de alta qualidade.
Caso de fabricação LS: Personalização de suportes de precisão de aço inoxidável anti-rachaduras para robôs médicos-cirúrgicos
Os stents de precisão usados pelos robôs médicos cirúrgicos exigem níveis extremamente rigorosos de precisão e condições livres de defeitos. Como, na realidade, as rachaduras na flexão podem significar acidentes cirúrgicos, isso representa um enorme desafio para os serviços de fabricação de precisão. Conseguimos resolver o problema das rachaduras para uma empresa médica internacional, fornecendo componentes de chapa metálica sob medida e, assim, conquistando uma parceria de longo prazo.
Problema do cliente
O gigante médico estava procurando fabricar stents de aço inoxidável 304 com 1,5 mm de espessura em qualquer lugar. Eles tiveram que ser montados para que um raio de curvatura de R0,5mm (R/t=0,33) fosse projetado à força. As amostras de fornecedores tradicionais apresentaram taxa de quebra de 25%, o que resultou em falha de retrabalho, prolongamento do trabalho e risco de inadimplência.
Solução de fabricação LS
Após nossa intervenção, usamos pela primeira vez a análise de simulação DFM para revelar que a principal razão para a trinca foi um raio de curvatura excessivamente pequeno, tensão de tração no material excedendo o limite e negligência na orientação dos grãos. Depois de discutir com o cliente, chegamos a uma solução completa:
Uso de recozimento local a laser para suavizar as regiões dobradas localmente, o que facilitará o alongamento do material.
Alterar a largura da abertura inferior da matriz para V=9mm (6t) para distribuir a tensão de tração e eliminar a possibilidade de depressão superficial e rachaduras.
Fazendo o melhor uso do layout para garantir que a linha de dobra esteja em ângulo reto com a direção de laminação da chapa metálica, aumentando assim a resistência da peça.
Medir a relação R/t e ajustar o raio de curvatura para R0,75mm (R/t=0,5) de forma que rachaduras sejam completamente evitadas sem comprometer a montagem.
Resultados e valor
Como resultado das mudanças que acabei de dizer, a taxa de rendimento deste suporte metálico de precisão aumentou de 75% para 99,99%, desta forma o problema de trincas foi totalmente resolvido, além disso, a vida útil dos testes de fadiga das peças foi duplicada, o que deixou o cliente extremamente satisfeito. Além disso, reduzimos o prazo de entrega de 15 para 7 dias, o que auxiliou o cliente a retomar o cronograma do projeto e evitar perdas por quebra de contrato. Esta grande empresa médica, impressionada pelas nossas excelentes soluções e capacidades de entrega, decidiu mais tarde transferir para nós todos os pedidos de peças de chapa metálica personalizadas desta série. Isso elevou o valor anual da cooperação para mais de US$ 500.000.
Este caso demonstra totalmente nossa experiência em resolver o problema de trincas durante a dobra precisa de chapas metálicas. Se você também enfrenta desafios de personalização de chapas metálicas em campos de alta tecnologia, como dispositivos médicos e aeroespacial, veja os detalhes completos do nosso caso e entre em contato conosco para obter uma solução personalizada.
Como usar a análise DFM na fase de projeto para aumentar a viabilidade de fabricação de peças de chapa metálica de precisão?
A análise DFM é uma etapa fundamental de pré-processamento em serviços de fabricação de chapas metálicas. A LS Manufacturing, com uma lista de verificação detalhada de revisão de DFM, identifica problemas numa fase muito precoce e otimiza soluções, permitindo assim aos clientes evitar 90% dos riscos de produção mais tarde, reduzindo custos e aumentando a eficiência.
A principal lista de verificação de revisão de DFM na LS Manufacturing
Concentramos nossa análise do DFM nos detalhes personalizados do de peças de chapa metálica, prestando atenção especial a:
Mantenha uma distância de curvatura de L≥3t para eliminar o risco de rachaduras nas bordas.
A distância da borda do furo deve ser de 2,5t para evitar a deformação do furo. Quando há restrições de projeto, pode-se usar dobra seguida de acabamento.
Com base na relação R/t, as características do material podem ser balanceadas para evitar rachaduras enquanto os requisitos de montagem ainda são atendidos.
A linha de dobra deve ser perpendicular à direção de laminação, portanto, a orientação da fibra precisa ser corrigida durante o layout.
Principais benefícios da análise DFM para o cliente
Antes da produção, uma análise DFM pode reduzir o retrabalho, diminuir os custos em uma faixa de 15% a 20%, aumentar a eficiência e diminuir os ciclos de entrega. Revisamos projetos para clientes e, como resultado, a taxa de retrabalho foi reduzida de 30% para 0%, cada lote resultou em uma economia de US$ 8.000.
Como escolher um fornecedor confiável que possa fornecer rastreabilidade total da qualidade do processo para requisitos de chapa metálica de alta precisão?
Produtos de chapa metálica de alta precisão precisam atender a padrões muito rigorosos de qualidade e conformidade. Portanto, um fornecedor que possa fornecer rastreabilidade de qualidade em toda a cadeia de produção é um requisito indispensável para a garantia de qualidade. LS ManuA fábrica construiu um sistema de qualidade maduro, capaz de fornecer serviços confiáveis de fabricação de chapas metálicas de precisão em um nível de qualidade que é consistentemente controlado para as peças de chapa metálica personalizadas.
Nosso sistema completo de rastreabilidade de qualidade
Baseamos nosso trabalho nos requisitos da ISO 9001:2015 que indicam a construção de um sistema de rastreabilidade completo começando pela aquisição e terminando na entrega, sendo cada etapa rastreável:
Rastreabilidade do material: Relatórios MTR de usinas siderúrgicas e resultados de análises espectrais podem ser entregues com cada remessa para garantir conformidade e rastreabilidade dos materiais.
Inspeção em processo: controlou o erro dentro de 0,02 mm usando a máquina de medição por coordenadas CMM, e os dados de inspeção são armazenados em tempo real.
Inspeção do produto acabado: Uma inspeção de amostragem em lote é implementada e os relatórios de inspeção serão fornecidos junto com as mercadorias.
Manutenção de registros: criamos arquivos especiais para cada cliente e salvamos todas as informações relevantes para fácil recuperação futura.
Endosso de testes de terceiros, aumentando a credibilidade da qualidade
We team up with international third-party testing labs and can offer the testing reports. For instance, the custom sheet metal parts for a client in the aviation industry were tested to be compliant with the ASTM A480-21 standard and the test results were given a very favorable evaluation.
Figure 4: Worker uses digital caliper to measure sheet metal in precision fabrication.
Why Choose LS Manufacturing To Balance Ultimate Precision With Custom Sheet Metal Service Price?
Most customers have to weigh precision against cost when selecting sheet metal fabrication services. LS Manufacturing manages to strike this balance by equipment optimization and cost-sharing arrangements, This way offering high-performance precision fabrication services at competitive prices.
Equipment Optimization: Better Efficiency, Lower Unit Costs
We introduced 5-axis simultaneous bending machine that is 30% more precise (error 0.02mm) and 40% more efficient. Automated material feeding system that we use increases material utilization rate from 75% to over 90% which besides reducing waste, also decreases prices of custom sheet metal services. One batch customer was $12,000 better off in material costs per batch.
Cost-Sharing Model, Flexible and Adaptable to Various Procurement Stages
We have created flexible models for various procurement stages that, at the same time, strike a balance between precision and cost:
At the Prototype Stage: $150 per piece is a minimum price, but it is guaranteed that essential precision is preserved.
At the Small Batch Stage: Through optimized cost sharing in process, unit price is 30%-40% lower than at a prototype stage.
At the Mass Production Stage: Large scale of production leads to cost reduction, this way customers might save up to 20% of their procurement costs.
Our core advantage is "providing ultimate precision at a reasonable cost," eliminating the need for customers to choose between precision and cost. If you would like an accurate quote for custom sheet metal parts, please submit your purchasing requirements and drawings, and we will provide you with a detailed cost calculation plan.
Perguntas frequentes
Q1: What is the absolute minimum permissible bending radius in aluminum alloy sheet metal processing?
According to ISO standards and the tempering of the material, the minimum bending radius is different for various aluminum alloys. With 5052-H32, we suggest R1t. Yet, through process optimization, we can attain R=0.5t without cracking.
Q2: What causes the orange peel effect on the bends of stainless steel?
Overstretching of the material's outer layer is the cause, resulting from excessive bending force or very small radius. Our suggestion is to increase the radius or change the V-groove width to 8t to eliminate the risk of cracking.
Q3: What measures does LS Manufacturing take to maintain bending accuracy of long sheet metal parts at the same level?
We operate CNC bending machines with angle compensation that is carried out on a real-time basis, meaning the angle can be varied in real-time to ensure that the bending angle error within 3 meters is 0.5. This way, consistent accuracy is ensured.
Q4: Does the increase of the bending radius necessarily result in assembly interference?
Actually, we offer free DFM simulation to help with adjusting the deduction value so that a proper bending radius and structural robustness can be ensured without affecting assembly.
Q5: Do you provide material traceability certificates that comply with IATF 16949 standards?
Sim. Actually, we can issue steel mill MTR reports and spectral analysis data plus ordered goods, our documentation fully meeting IATF 16949 standards and ensuring material compliance and full traceability.
Q6: Will bending lines that are too close to laser-cut holes cause deformation?
To be safe, we suggest leaving a spacing R2.5t. When the design is constrained, we resort to a bending-then-precision-machining method to avoid deformation of holes and maintain precision.
Q7: What is the lead time for precision sheet metal samples at LS Manufacturing?
Once we get the STEP drawings and the DFM modeling confirmation is done, we could have samples ready to be shipped within 3-5 business days at the earliest. If the matter is urgent, the delivery time can be shortened by process optimization.
Q8: How to reduce the unit price of a single precision sheet metal part in mass production?
Besides the material layout optimization and usage of multi-station molds, the costs can be cut by 20%. Feel free to upload your drawings, and we will prepare a mass production cost reduction plan tailored for you.
Resumo
The bending radius of precision sheet metal is a thorough consideration of the mechanical properties of the material, the design of the process, and the accuracy of the equipment. LS Manufacturing employs the heat treatment, R/t quantification, and DFM optimization that are data-driven solutions to resolve the contradiction between precision and cost. Through expert control and quality assurance, we are able to thoroughly remove the risk of cracking and thereby generate a long term value for our customers.
Say no to trial and error. support your design with solid facts. Contact LS Manufacturing immediately to obtain a free 'Sheet Metal Cracking Risk Technical Assessment Report'. Our top-level engineering team will thoroughly analyze your 3D drawings (extension STEP/SolidWorks) and offer a total solution involving material compensation, process routing, and tiered pricing options to help you prevent cracking risks, cut down costs, and enhance delivery efficiency.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.