Servizio di fabbricazione di lamiere: progettazione di precisione per evitare fessurazioni con raggio di piegatura minimo
Scritto da
Gloria
Pubblicato
May 09 2026
Fabbricazione di lamiere
Seguici
Il servizio di fabbricazione della lamiera è indispensabile nella produzione di precisione. Uno dei principali problemi legati alla flessione nella fabbricazione di componenti strutturali chiave per apparecchiature aerospaziali e mediche è la fessurazione: il tasso di fessurazione può raggiungere il 25% quando le proprietà del materiale vengono trascurate. LS Manufacturing affronta questo problema attraverso uno schema di correzione dinamica (R=t) che aiuta aeliminare le fessurazioni fin dalla fase di progettazione, offrendo così soluzioni pratiche di fabbricazione di lamiere di precisione di fascia alta.
Riepilogo delle risposte principali al servizio di fabbricazione della lamiera
Problema principale
Soluzione chiave
Supporto dati principali
Scenari applicabili
Crepe dovute all'allungamento del materiale
Controlla R≥0,5t, quantifica il rapporto R/t
Resistenza alla trazione SUS304 ≥515MPa
Adatto a tutti i tipi di parti in lamiera di precisione.
AL6061-T6 Cricche da flessione
Piegatura dello stato T4 seguita da trattamento di invecchiamento T6.
Il preriscaldamento riduce il tasso di fessurazione da flessione del 90%.
Adatto per parti di precisione aerospaziali e mediche.
Crepolature della concavità superficiale durante la piegatura
Utilizzare V=6t larghezza di apertura inferiore della fustella.
Forza di flessione ridotta del 30%, nessuna concavità.
Adatto per la produzione in serie di parti in lamiera personalizzate.
L'orientamento dei grani influisce sulla durata
Piegatura lungo la direzione delle venature, perpendicolare alla direzione di laminazione.
La durata a fatica della parte è aumentata del 30%+.
Adatto per parti strutturali di precisione ad alto carico.
Questo articolo discute il problema della fessurazione nella piegatura di precisione della lamiera ed esamina in modo approfondito le soluzioni degli esperti di LS Manufacturing nelle aree dei materiali, dei processi e dei casi di studio. Questo viene fatto per aiutare i clienti a evitare rischi, migliorare il tasso di superamento e ridurre i costi in modo efficiente.
Perché affidarsi a LS Manufacturing per i servizi di fabbricazione della lamiera? Competenza nella progettazione per prevenire crepe da flessione
Lavoriamo con la fabbricazione di lamiere da 20 anni e il problema principale su cui lavoriamo è trovare una soluzione al problema delle fessurazioni durante la piegatura di lamiere molto precise. Abbiamo anche messo al primo posto le esigenze dei clienti e, dopo aver testato per 3 mesi, abbiamo scoperto che i fornitori tradizionali ignoravano l'orientamento dei grani durante la lavorazione dell'AL6061-T6, con conseguente tasso di fessurazione del 20-30%. Al giorno d'oggi, la maggior parte delle persone tende a fidarsi semplicemente della precisione delle apparecchiature, ma il nostro più grande punto di forza è che troviamo la soluzione migliore tra meccanica dei materiali e progettazione del processo.
Garantiamo giustificazioni complete e autorevoli ai nostri processi di piegatura della lamiera seguendo rigorosamente lo standard ISO 13920:2023. Inoltre, durante il lavoro su un progetto di parti aerospaziali, ci siamo resi conto che il raggio di curvatura originariamente utilizzato non era in grado di soddisfare i requisiti di allungamento del materiale e il raggio di curvatura doveva essere aumentato.
Sono disponibili numerose ricerche sui test, ad esempio ASTM B209-21 è lo standard che utilizziamo per testare i nostri materiali. Inoltre, abbiamo contato i nostri 50 principali clienti di fascia alta serviti e un totale di 100.000 parti prive di crepe consegnate con un tasso di rendimento stabile superiore al 99,9%. Il nostro lavoro dimostra la nostra professionalità e l'affidabilità di alto livello delle nostre operazioni.
Scegliendo noi offriamo ai clienti prodotti resistenti alle crepe e consulenza sulla pianificazione pre-progettazione (DFM) per mitigare i rischi di progettazione. Se hai problemi a piegare le crepe, contatta i nostri ingegneri senior per una valutazione gratuita del processo e soluzioni personalizzate.
Perché l'allungamento del materiale è la causa principale delle crepe da flessione nei servizi di precisione della lamiera?
L'allungamento del materiale è un fattore fondamentale nel determinare la qualità della piegatura perché influisce direttamente sul raggio minimo di curvatura (Rmin). Un materiale con un allungamento inferiore ha maggiori probabilità di sviluppare crepe nelle pieghe a causa di un allungamento eccessivo. Il motivo per cui il nostro servizio di fabbricazione di lamiere e il servizio di lamiera di precisione sono altamente competitivi è che abbiniamo accuratamente allungamento e raggio di piegatura.
Collegamento fondamentale tra allungamento e raggio minimo di curvatura
Durante un'operazione di piegatura, la superficie esterna del pezzo sarà in uno stato di tensione, mentre la superficie interna sarà in compressione. Se il raggio di piegatura è inferiore alla metà dello spessore del materiale, allora la sollecitazione di trazione nella superficie esterna supererà il limite consentito. Ciò causerà la formazione di microfessurazioni che si trasformeranno in macrofratture. Alla fine, la parte verrà scartata.
Confronto dei dati di resistenza alla trazione tra SUS304 e AL5052
Tipo materiale
Resistenza alla trazione (MPa)
Allungamento (%)
Raggio di curvatura minimo consigliato (R/t)
Angolo di piegatura massimo senza crepe
SUS304
≥515
≥40
0,3
180°
AL5052-H32
≥230
≥15
0,5
135°
AL6061-T6
≥310
≥8
1.0
90°
SUS316L
≥485
≥40
0,4
180°
Rispettare esattamente lo stesso allungamento del materiale e raggio di curvatura è il modo più efficace per prevenire i rischi di fessurazione. Oltre a ciò, aiuterà anche i clienti a minimizzare le perdite di rilavorazione e ad aumentare l'efficienza produttiva. Se desideri suggerimenti personalizzati sui parametri di piegatura per il tuo materiale, contattaci e saremo lieti dio inviarti una tabella di corrispondenza gratuita dell'allungamento del materiale e del raggio di curvatura.
Figura 1: primo piano di una fessura sul bordo di una parte di lamiera piegata.
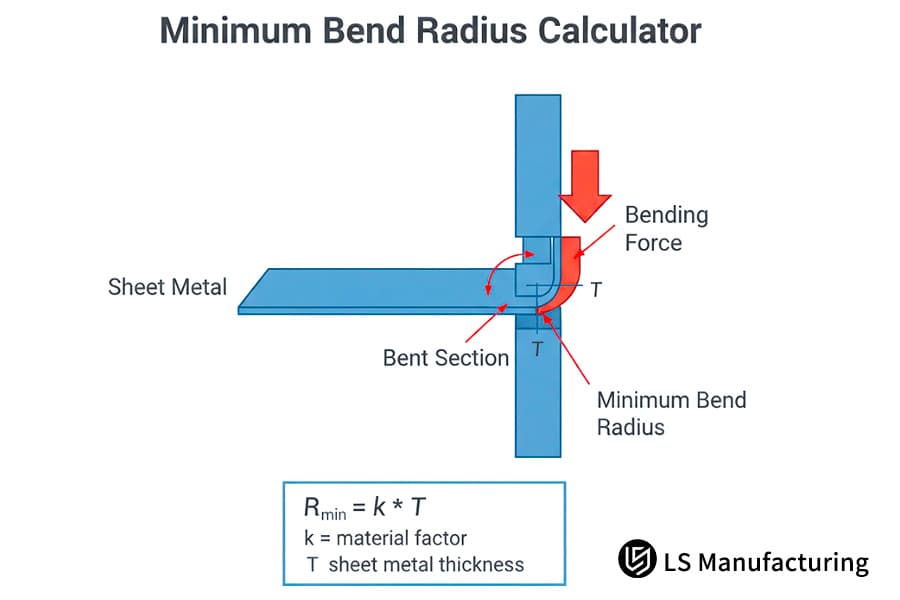
Come viene determinata quantitativamente la progettazione del raggio minimo di piegatura nella fabbricazione di lamiere di precisione utilizzando il rapporto R/t?
La progettazione del raggio di curvatura minimo è l'essenza della fabbricazione di lamiera di precisione e per ottenere il raggio di curvatura minimo, il rapporto R/t è indispensabile. LS Manufacturing decide inizialmente un K costante in base alla qualità del materiale e quindi individua il raggio di curvatura ottimale attraverso la formula. In questo modo possiamo soddisfare le richieste di parti in lamiera personalizzate e, allo stesso tempo, aumentare il livello di professionalità nei servizi di fabbricazione della lamiera.
Idea di base per trovare il rapporto R/t
Per prima cosa scegliamo la costante K data la durezza e l'allungamento del materiale, quindi il raggio minimo di curvatura viene calcolato con la formula R=Kxt (dove t - spessore del materiale). Il valore K per SUS316L è 0,4, per AL6061-T6 è 1,0, essendo questi i migliori parametri ottenuti da un numero molto elevato di test, per questo motivo sono diventati parte del servizio di fabbricazione di precisione.
Differenza nei cambiamenti del gradiente di durezza (HV) nei diversi angoli R
Questa tabella mostra i gradienti di durezza per vari angoli R con SUS304, T = 2,0 mm. Un gradiente di durezza molto elevato renderà il materiale più fragile e porterà alla fessurazione. Per questo motivo, in base a ciò decidiamo il miglior angolo R.
Raggio di curvatura R (mm)
Rapporto R/t
Durezza superficiale alla piegatura (HV)
Durezza interna alla piega (HV)
Livello di rischio di cracking
0,4
0,2
280
220
Alto
0,8
0,4
250
215
Basso
1.2
0,6
230
210
Molto basso
1.6
0,8
220
208
Molto basso
Figura 2: diagramma che mostra il calcolatore del raggio di curvatura minimo con formula e illustrazione della forza di piegatura.
In che modo i servizi di fabbricazione di lamiera di precisione prevengono le fessurazioni durante la piegatura della lega di alluminio 6061-T6?
Poiché l'allungamento dell'AL6061-T6 è solo dell'8% circa, uno dei maggiori problemi quando lo si piega nella fabbricazione della lamiera è la rottura. Presso LS Manufacturing insegniamo ai nostri clienti come evitare crepe nella piegatura del metallo quando piegato utilizzando il trattamento termico per essere esattamente mirato al materiale e un buon controllo sul processo. In questo modo, la qualità finale del servizio lamiera personalizzata è davvero migliorata.
Problemi fondamentali legati alla piegatura dell'AL6061-T6
Essendo indurito dall'invecchiamento, AL6061-T6 è molto duro ma meno resistente, quindi è molto facile che il materiale si rompa se la piegatura viene eseguita a freddo e direttamente. I fornitori tradizionali affermavano tassi di crack anche superiori al 20%, il che era seriamente dannoso sia per l'efficienza produttiva che per la qualità del prodotto.
Il trattamento termico come base per l'intervento di LS Manufacturing
Il primo passo è stato ricottura dell'AL6061-T6 allo stato T4 per renderlo più resistente e avere un maggiore allungamento, quindi la piegatura sarebbe molto più semplice. Il ripristino della durezza e della resistenza originali del materiale si ottiene mediante un trattamento di invecchiamento T6 eseguito al termine della piegatura. Per questo motivo, la qualità e le prestazioni di fornitura possono ancora essere abbinate tra loro.
Immagini microstrutturali 50x di crepe nella piegatura a freddo rivelano ampie aree in cui manca la simmetria della sezione. Utilizzando il metodo di piegatura con preriscaldamento (trattamento T4-T6) non sono risultate microfessure e questo è stato implementato con successo in progetti aerospaziali.
Come è possibile utilizzare l'ottimizzazione della larghezza della scanalatura inferiore della matrice per ridurre le rientranze superficiali e le crepe nelle parti in lamiera personalizzate?
La qualità di piegatura delle parti in lamiera personalizzate è strettamente correlata alla larghezza (V) dell'apertura inferiore dello stampo. Se V è troppo piccolo, aumenterà lo stress da trazione e causerà rientranze e fessurazioni, mentre se V è troppo grande, ciò influenzerà la precisione. LS Manufacturing adotta la sezione aurea V=6t per migliorare la stabilità dei servizi di fabbricazione della lamiera.
Relazione fondamentale tra larghezza di apertura V dello stampo e forza di flessione
La formula della forza di flessione è F = (C * S * L * t²) / V. Supponendo che altri parametri rimangano invariati, più basso è il valore V, maggiore sarà la forza di flessione, lo stress di trazione sul materiale aumenta e il materiale diventa più suscettibile ad ammaccature e crepe.
Vantaggi della sezione aurea V=6t
La ricerca mostra che V=6t genera una forza di flessione media, che aiuta araggiungere un compromesso tra precisione e sollecitazione. A titolo illustrativo, per SUS304 con t=2,0 mm, V=12 mm (6t) fornisce il 30% in meno forza di flessione superiore a V = 8 mm (4 t) e il tasso di ammaccatura e il rischio di fessurazione per ciascuno sono stati ridotti a zero.
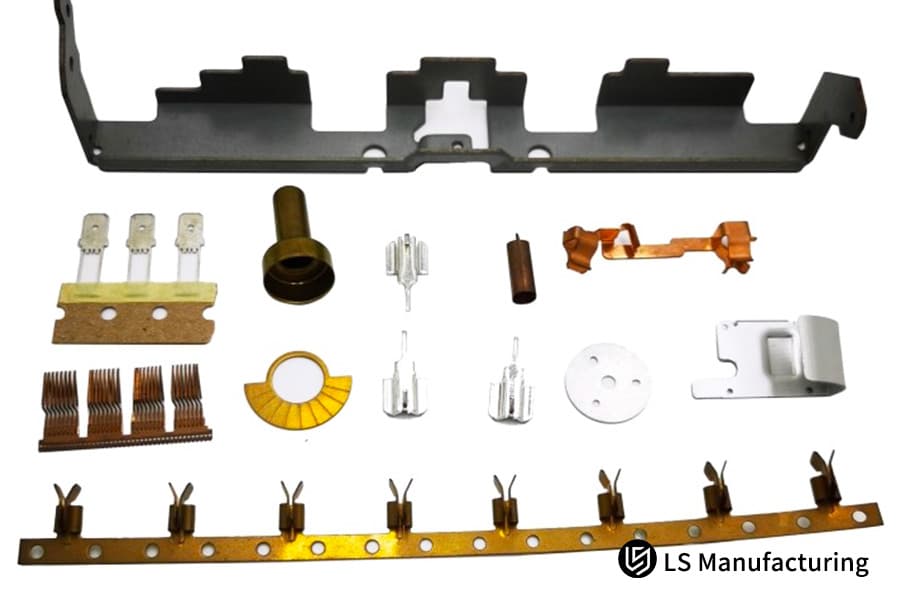
Figura 3: varie parti di lamiera personalizzate, inclusi stampi per stampaggio progressivo.
Perché LS Manufacturing insiste nell'utilizzare la tecnologia di piegatura a grana in avanti nella lavorazione di precisione della lamiera?
La direzione delle venature gioca un ruolo decisivo nella qualità del servizio di lamiera di precisione ed è al centro della solidità strutturale degli articoli di lamiera personalizzati. LS Manufacturing cattura la direzione delle venature del foglio durante il layout, seguendo rigorosamente la piegatura nella direzione delle venature per non solo migliorare la durata a fatica delle parti, ma anche migliorare la qualità complessiva della piegatura.
Perché la direzione della fibra ha un ruolo importante nella qualità della piegatura?
Una volta che la lamiera viene lavorata da un laminatoio, i grani o le fibre del metallo tendono ad orientarsi lungo la direzione di laminazione. Pertanto, le linee di piegatura o pieghe realizzate parallelamente alla direzione di laminazione tendono a sviluppare crepe, mentre le linee di piegatura rese perpendicolari alla direzione di laminazione producono abbastanza elongazione e la qualità della piegatura rimane stabile. Questo è simile a come si verificano meno rotture quando si taglia il legno lungo le venature.
Prova empirica a favore della flessione nella direzione del grano
Studi hanno rivelato che componenti in lamiera personalizzati che sono piegati nella direzione delle venature (cioè perpendicolare alla direzione di laminazione) hanno una resistenza alla fatica aumentata di oltre il 30%, la resistenza alla trazione aumentato del 12% e il tasso di crack è sceso dall'8% a meno dello 0,5%, ciò significa che sono ampiamente utilizzati in applicazioni di fascia alta.
Caso di produzione LS: personalizzazione di staffe di precisione in acciaio inossidabile anti-fessurazione per robot medico-chirurgici
Gli stent di precisione utilizzati dai robot medico-chirurgici richiedono livelli estremamente rigorosi di precisione e condizioni prive di difetti. Dato che in realtà le crepe dovute alla piegatura possono significare incidenti chirurgici,questo costituisce una sfida enorme per i servizi di produzione di precisione. Siamo stati in grado di risolvere il problema delle crepe per un'azienda medica internazionale fornendo componenti in lamiera su misura e guadagnandoci così una partnership a lungo termine.
Problema del cliente
Il colosso medico stava cercando di realizzare stent in acciaio inossidabile 304 spessi 1,5 mm in movimento. Dovevano essere assemblati in modo da progettare forzatamente un raggio di curvatura di R0,5 mm (R/t=0,33). I campioni dei fornitori tradizionali hanno mostrato un tasso di cracking del 25%, che ha comportato il fallimento della rilavorazione, il prolungamento del lavoro e il rischio di inadempienza.
Soluzione per la produzione LS
Dopo il nostro intervento, abbiamo utilizzato per la prima volta l'analisi di simulazione DFM per rivelare che il motivo principale della fessura era un raggio di curvatura eccessivamente piccolo, una sollecitazione di trazione nel materiale superiore al limite e la negligenza nell'orientamento dei grani. Dopo aver discusso con il cliente, abbiamo trovato una soluzione completa:
Utilizzo della ricottura locale laser per ammorbidire localmente le regioni piegate, il che faciliterà l'allungamento del materiale.
Modifica della larghezza dell'apertura inferiore dello stampo a V=9mm (6t) per distribuire lo stress di trazione ed eliminare la possibilità di depressione superficiale e crepe.
Utilizzare al meglio il layout per garantire che la linea di piegatura sia ad angolo retto rispetto alla direzione di laminazione della lamiera, aumentando in questo modo la tenacità della parte.
Misurare il rapporto R/t e regolare il raggio di curvatura su R0,75 mm (R/t=0,5) in modo tale da evitare completamente crepe senza compromettere l'assemblaggio.
Risultati e valore
Come risultato di quanto ho appena detto, il tasso di rendimento di questa staffa metallica di precisione è aumentato dal 75% al 99,99%, in questo modo il problema delle crepe è stato completamente risolto, inoltre, la durata della prova di fatica delle parti è stata raddoppiata, il che ha portato l'estrema soddisfazione del cliente. Inoltre, abbiamo ridotto i tempi di consegna da 15 giorni a 7 giorni, aiutando così il cliente a tornare in linea con il programma del progetto ed evitare perdite dovute alla violazione del contratto. Questa importante azienda medica, colpita dalle nostre eccellenti soluzioni e capacità di consegna, ha successivamente deciso di trasferirci tutti gli ordini di parti in lamiera personalizzate di questa serie. Ciò ha portato il valore annuale della cooperazione a superare i 500.000 dollari.
Questo caso dimostra pienamente la nostra competenza nel risolvere il problema delle fessurazioni durante la piegatura di precisione della lamiera. Se anche tu affronti sfide di personalizzazione della lamiera in campi di fascia alta come i dispositivi medici e l'aerospaziale, visualizza i dettagli completi del caso e contattaci per una soluzione personalizzata.
Come utilizzare l'analisi DFM nella fase di progettazione per migliorare la fattibilità della produzione di parti in lamiera di precisione?
L'analisi DFM è una fase fondamentale di pre-elaborazione nei servizi di fabbricazione della lamiera. LS Manufacturing, con una lista di controllo dettagliata per la revisione DFM,individua i problemi in una fase molto precoce e ottimizza le soluzioni, consentendo in questo modo ai clienti di evitare il 90% dei rischi di produzione in un secondo momento, riducendo i costi e aumentando l'efficienza.
La principale lista di controllo per la revisione DFM presso LS Manufacturing
Concentriamo la nostra revisione DFM sui dettagli personalizzati della progettazione delle parti in lamiera, prestando particolare attenzione a:
Mantenere una distanza dal bordo di piegatura di L≥3t per eliminare il rischio di rottura del bordo.
La distanza dal bordo del foro deve essere di 2,5 t per evitare la deformazione del foro. Quando sono presenti vincoli di progettazione, è possibile utilizzare la piegatura seguita dalla finitura.
In base al rapporto R/t, le caratteristiche del materiale possono essere bilanciate per prevenire fessurazioni pur rispettando i requisiti di assemblaggio.
La linea di piegatura dovrebbe essere perpendicolare alla direzione di laminazione, quindi l'orientamento delle venature deve essere corretto durante il layout.
Vantaggi principali dell'analisi DFM per i clienti
Prima della produzione, un'analisi DFM può ridurre le rilavorazioni, abbassare i costi di un intervallo compreso tra il 15% e il 20%, aumentare l'efficienza e ridurre i cicli di consegna. Abbiamo rivisto i progetti per i clienti e, di conseguenza, il tasso di rilavorazione è stato ridotto dal 30% allo 0%, ogni lotto ha comportato un risparmio di $ 8.000.
Come scegliere un fornitore affidabile in grado di fornire la tracciabilità completa della qualità del processo per i requisiti di lamiera ad alta precisione?
I prodotti in lamiera ad alta precisione devono soddisfare standard di qualità e conformità molto rigorosi, pertanto un fornitore in grado di fornire la tracciabilità della qualità lungo tutta la catena di produzione è un requisito indispensabile per garantire la qualità. LS Manufacturing ha creato un sistema di qualità maturo in grado di fornire servizi affidabili di fabbricazione di lamiere di precisione a un livello di qualità costantemente controllato per le parti di lamiera personalizzate.
Il nostro sistema di tracciabilità della qualità end-to-end
Basiamo il nostro lavoro sui requisiti della norma ISO 9001:2015 che indicano la creazione di un sistema di tracciabilità completamente a partire dall'approvvigionamento e terminando con la consegna, con ogni fase tracciabile:
Tracciabilità dei materiali: i rapporti MTR dell'acciaieria e i risultati dell'analisi spettrale possono essere forniti con ogni spedizione per garantire la conformità e la tracciabilità dei materiali.
Ispezione in corso: errore controllato entro 0,02 mm utilizzando la macchina di misura a coordinate CMM e i dati di ispezione vengono memorizzati in tempo reale.
Ispezione del prodotto finito: viene implementata un'ispezione a campione per lotto e i rapporti di ispezione verranno forniti insieme alla merce.
Conservazione dei registri: creiamo file speciali per ciascun cliente e salviamo tutte le informazioni rilevanti per un facile recupero futuro.
Approvazione di test di terze parti, miglioramento della credibilità della qualità
Collaboriamo con laboratori di test internazionali di terze parti e possiamo offrire i rapporti di test. For instance, the custom sheet metal parts for a client in the aviation industry were tested to be compliant with the ASTM A480-21 standard and the test results were given a very favorable evaluation.
Figure 4: Worker uses digital caliper to measure sheet metal in precision fabrication.
Why Choose LS Manufacturing To Balance Ultimate Precision With Custom Sheet Metal Service Price?
Most customers have to weigh precision against cost when selecting sheet metal fabrication services. LS Manufacturing manages to strike this balance by equipment optimization and cost-sharing arrangements, This way offering high-performance precision fabrication services at competitive prices.
Equipment Optimization: Better Efficiency, Lower Unit Costs
We introduced 5-axis simultaneous bending machine that is 30% more precise (error 0.02mm) and 40% more efficient. Automated material feeding system that we use increases material utilization rate from 75% to over 90% which besides reducing waste, also decreases prices of custom sheet metal services. One batch customer was $12,000 better off in material costs per batch.
Cost-Sharing Model, Flexible and Adaptable to Various Procurement Stages
We have created flexible models for various procurement stages that, at the same time, strike a balance between precision and cost:
At the Prototype Stage: $150 per piece is a minimum price, but it is guaranteed that essential precision is preserved.
At the Small Batch Stage: Through optimized cost sharing in process, unit price is 30%-40% lower than at a prototype stage.
At the Mass Production Stage: Large scale of production leads to cost reduction, this way customers might save up to 20% of their procurement costs.
Our core advantage is "providing ultimate precision at a reasonable cost," eliminating the need for customers to choose between precision and cost. If you would like an accurate quote for custom sheet metal parts, please submit your purchasing requirements and drawings, and we will provide you with a detailed cost calculation plan.
Domande frequenti
Q1: What is the absolute minimum permissible bending radius in aluminum alloy sheet metal processing?
According to ISO standards and the tempering of the material, the minimum bending radius is different for various aluminum alloys. With 5052-H32, we suggest R1t. Yet, through process optimization, we can attain R=0.5t without cracking.
Q2: What causes the orange peel effect on the bends of stainless steel?
Overstretching of the material's outer layer is the cause, resulting from excessive bending force or very small radius. Our suggestion is to increase the radius or change the V-groove width to 8t to eliminate the risk of cracking.
Q3: What measures does LS Manufacturing take to maintain bending accuracy of long sheet metal parts at the same level?
We operate CNC bending machines with angle compensation that is carried out on a real-time basis, meaning the angle can be varied in real-time to ensure that the bending angle error within 3 meters is 0.5. This way, consistent accuracy is ensured.
Q4: Does the increase of the bending radius necessarily result in assembly interference?
Actually, we offer free DFM simulation to help with adjusting the deduction value so that a proper bending radius and structural robustness can be ensured without affecting assembly.
Q5: Do you provide material traceability certificates that comply with IATF 16949 standards?
Sì. Actually, we can issue steel mill MTR reports and spectral analysis data plus ordered goods, our documentation fully meeting IATF 16949 standards and ensuring material compliance and full traceability.
Q6: Will bending lines that are too close to laser-cut holes cause deformation?
To be safe, we suggest leaving a spacing R2.5t. When the design is constrained, we resort to a bending-then-precision-machining method to avoid deformation of holes and maintain precision.
Q7: What is the lead time for precision sheet metal samples at LS Manufacturing?
Once we get the STEP drawings and the DFM modeling confirmation is done, we could have samples ready to be shipped within 3-5 business days at the earliest. If the matter is urgent, the delivery time can be shortened by process optimization.
Q8: How to reduce the unit price of a single precision sheet metal part in mass production?
Besides the material layout optimization and usage of multi-station molds, the costs can be cut by 20%. Feel free to upload your drawings, and we will prepare a mass production cost reduction plan tailored for you.
Riepilogo
The bending radius of precision sheet metal is a thorough consideration of the mechanical properties of the material, the design of the process, and the accuracy of the equipment. LS Manufacturing employs the heat treatment, R/t quantification, and DFM optimization that are data-driven solutions to resolve the contradiction between precision and cost. Through expert control and quality assurance, we are able to thoroughly remove the risk of cracking and thereby generate a long term value for our customers.
Say no to trial and error. support your design with solid facts. Contact LS Manufacturing immediately to obtain a free 'Sheet Metal Cracking Risk Technical Assessment Report'. Our top-level engineering team will thoroughly analyze your 3D drawings (extension STEP/SolidWorks) and offer a total solution involving material compensation, process routing, and tiered pricing options to help you prevent cracking risks, cut down costs, and enhance delivery efficiency.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Team di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.