
Blechfertigungsservice ist in der Präzisionsfertigung unverzichtbar. Eines der Hauptprobleme im Zusammenhang mit dem Biegen bei der Herstellung wichtiger Strukturkomponenten für Luft- und Raumfahrt- und medizinische Geräte ist die Rissbildung. Die Rissrate kann bis zu 25 % betragen, wenn die Materialeigenschaften außer Acht gelassen werden. LS Manufacturing geht dieses Problem durch ein dynamisches Korrekturschema (R=t) an, das dazu beiträgt, Risse bereits in der Entwurfsphase zu beseitigen und so praktische High-End-Präzisionslösungen für die Blechfertigung anzubieten.

Zusammenfassung der Kernantwort für den Blechbearbeitungsservice
| Kernproblem | Schlüssellösung | Kerndatenunterstützung | Anwendbare Szenarien |
| Risse aufgrund von Materialdehnung | Kontrolle R≥0,5t, quantifiziert das R/t-Verhältnis | Zugfestigkeit von SUS304 ≥515 MPa | Geeignet für alle Arten von Präzisionsblechteilen. |
| AL6061-T6 Biegeriss | T4-Zustandsbiegung, gefolgt von T6-Alterungsbehandlung. | Vorwärmen reduziert die Biegerissrate um 90 %. | Geeignet für Präzisionsteile in der Luft- und Raumfahrt sowie in der Medizin. |
| Oberflächenkonkavitätsrisse beim Biegen | Verwenden Sie die Breite der unteren Matrizenöffnung V=6t. | Biegekraft um 30 % reduziert, keine Konkavität. | Geeignet für die Massenproduktion kundenspezifischer Blechteile. |
| Kornausrichtung beeinflusst die Lebensdauer | Biegen entlang der Faserrichtung, senkrecht zur Walzrichtung. | Ermüdungslebensdauer der Teile um mehr als 30 % erhöht. | Geeignet für hochbelastete Präzisionsstrukturteile. |
In diesem Artikel wird das Problem der Rissbildung beim Präzisionsblechbiegen erörtert und die Expertenlösungen von LS Manufacturing in den Bereichen Materialien, Prozesse und Fallstudien eingehend untersucht. Dies geschieht, um Kunden dabei zu helfen, Risiken zu vermeiden, die Passquote zu verbessern und Kosten effizient zu senken.
Warum sollten Sie LS Manufacturing für Blechbearbeitungsdienstleistungen vertrauen? Fachkompetenz bei der Konstruktion zur Vermeidung von Biegerissen
Wir beschäftigen uns seit 20 Jahren mit der Blechbearbeitung und das Hauptproblem, an dem wir arbeiten, besteht darin, eine Lösung für das Problem der Rissbildung beim Biegen von sehr genauen Blechen zu finden. Wir haben auch die Kundenbedürfnisse in den Vordergrund gestellt und nach dreimonatigen Tests festgestellt, dass herkömmliche Lieferanten bei der Lieferung von AL6061-T6 die Kornausrichtung ignorierten, was zu einer Rissquote von 20–30 % führte. Heutzutage neigen die meisten Menschen dazu, einfach auf die Präzision der Ausrüstung zu vertrauen, aber unsere größte Stärke besteht darin, dass wir die beste Verbindung zwischen Materialmechanik und Prozessdesign finden.
Wir stellen eine vollständige, verbindliche Begründung unserer Blechbiegeprozesse sicher, indem wir uns strikt an die Norm ISO 13920:2023 halten. Außerdem stellten wir bei der Arbeit an einem Projekt für Luft- und Raumfahrtteile fest, dass der ursprünglich verwendete Biegeradius nicht in der Lage war, den Materialdehnungsanforderungen gerecht zu werden und der Biegeradius erhöht werden sollte.
Es gibt zahlreiche Forschungsarbeiten zu den Tests, zum Beispiel ist ASTM B209-21 der Standard, den wir zum Testen unserer Materialien verwenden. Darüber hinaus haben wir unsere 50 Top-High-End-Kunden betreut und insgesamt 100.000 rissfreie Teile mit einer stabilen Ausbeute von über 99,9 % geliefert. Unsere Arbeit beweist unsere Professionalität und die hohe Zuverlässigkeit unserer Arbeit.
Wenn Sie sich für uns entscheiden, erhalten Sie für Ihre Kunden rissbeständige Produkte und Beratung vor der Designplanung (DFM), um Designrisiken zu mindern. Wenn Sie Probleme mit Biegerissen haben, kontaktieren Sie unsere leitenden Ingenieure für eine kostenlose Prozessbewertung und maßgeschneiderte Lösungen.

Warum ist Materialdehnung die Hauptursache für Biegerisse bei Präzisionsblechdienstleistungen?
Die Materialdehnung ist ein grundlegender Faktor bei der Bestimmung der Biegequalität, da sie sich direkt auf den minimalen Biegeradius (Rmin) auswirkt. Bei einem Material mit geringerer Dehnung ist die Wahrscheinlichkeit höher, dass es aufgrund von Überdehnung zu Rissen in Biegungen kommt. Unser Blechfertigungsservice und unser Präzisionsblechservice sind deshalb äußerst wettbewerbsfähig, weil wir Dehnung und Biegeradius genau aufeinander abstimmen.
Kernverbindung zwischen Dehnung und minimalem Biegeradius
Während eines Biegevorgangs steht die Außenfläche des Werkstücks unter Spannung, während die Innenfläche unter Druck steht. Wenn der Biegeradius weniger als die Hälfte der Materialdicke beträgt, dann überschreitet die Zugspannung in der Außenfläche den zulässigen Grenzwert. Dies führt zur Bildung von Mikrorissen, die zu Makrobrüchen heranwachsen. Letztendlich wird das Teil verschrottet.
Vergleich der Zugfestigkeitsdaten zwischen SUS304 und AL5052
| Materialtyp | Zugfestigkeit (MPa) | Dehnung (%) | Empfohlener Mindestbiegeradius (R/t) | Maximaler Biegewinkel ohne Risse |
| SUS304 | ≥515 | ≥40 | 0,3 | 180° |
| AL5052-H32 | ≥230 | ≥15 | 0,5 | 135° |
| AL6061-T6 | ≥310 | ≥8 | 1.0 | 90° |
| SUS316L | ≥485 | ≥40 | 0,4 | 180° |
Das Einhalten exakt der gleichen Materialdehnung und des gleichen Biegeradius ist die effektivste Methode, um Rissrisiken vorzubeugen. Darüber hinaus wird es den Kunden auch dabei helfen, ihre Nacharbeitsverluste zu minimieren und ihre Produktionseffizienz zu steigern. Wenn Sie maßgeschneiderte Biegeparametervorschläge für Ihr Material wünschen, kontaktieren Sie uns und wir senden Ihnen gerne eine kostenlose Materialdehnungs- und Biegeradius-Entsprechungstabelle zu.

Abbildung 1: Nahaufnahme eines Risses an der Kante eines gebogenen Blechteils.
Wie wird der minimale Biegeradiusentwurf bei der Präzisionsblechfertigung mithilfe des R/t-Verhältnisses quantitativ bestimmt?
Die Gestaltung des minimalen Biegeradius ist die Essenz der Präzisionsblechfertigung, und um den minimalen Biegeradius zu erreichen, ist das R/t-Verhältnis unerlässlich. LS Manufacturing legt zunächst einen konstanten K pro Materialqualität fest und ermittelt dann den optimalen Biegeradius anhand der Formel. So können wir den Anforderungen an kundenspezifische Blechteile gerecht werden und gleichzeitig die Professionalität der Blechbearbeitungsdienstleistungen steigern.
Grundidee zur Ermittlung des R/t-Verhältnisses
Zuerst wählen wir die Konstante K anhand der Härte und Dehnung des Materials und berechnen dann den minimalen Biegeradius mit der Formel R=Kxt (wobei t die Materialstärke ist). Der K-Wert für SUS316L beträgt 0,4, für AL6061-T6 beträgt er 1,0. Dies sind die besten Parameter, die aus einer sehr großen Anzahl von Tests ermittelt wurden. Aus diesem Grund werden sie Teil der Präzisionsfertigung Dienst.
Unterschied in den Änderungen des Härtegradienten (HV) in verschiedenen R-Winkeln
Diese Tabelle zeigt Härtegradienten für verschiedene R-Winkel mit SUS304, T=2,0 mm. Ein sehr hoher Härtegradient macht das Material spröder und führt zu Rissen. Aus diesem Grund entscheiden wir auf dieser Grundlage über den besten R-Winkel.
| Biegeradius R (mm) | R/t-Verhältnis | Oberflächenhärte bei Biegung (HV) | Innenhärte bei Biegung (HV) | Risserisikostufe |
| 0,4 | 0,2 | 280 | 220 | Hoch |
| 0,8 | 0,4 | 250 | 215 | Niedrig |
| 1.2 | 0,6 | 230 | 210 | Sehr niedrig |
| 1.6 | 0,8 | 220 | 208 | Sehr niedrig |
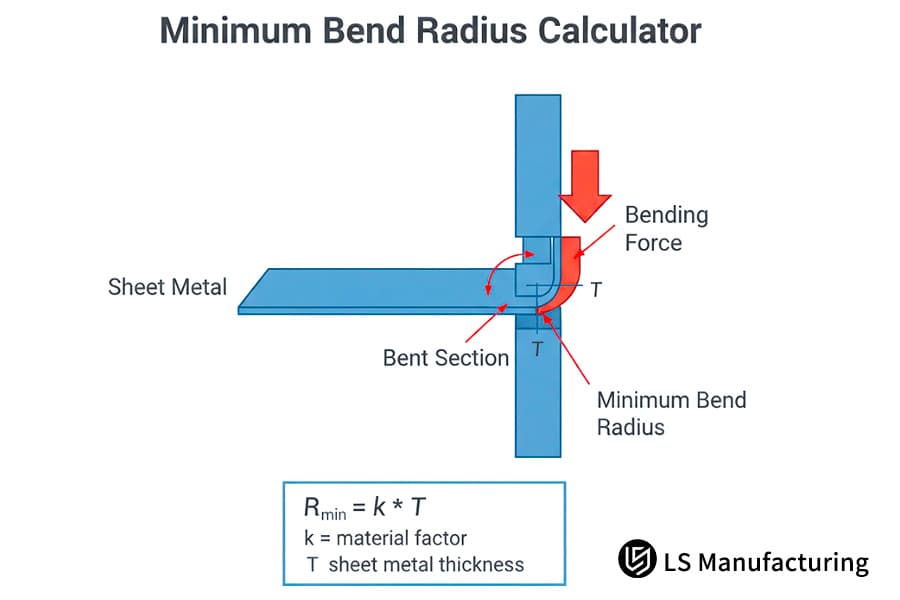
Abbildung 2: Diagramm mit dem Rechner für den minimalen Biegeradius mit Formel und Darstellung der Biegekraft.
Wie verhindern Präzisionsblechfertigungsdienste Risse beim Biegen von 6061-T6-Aluminiumlegierungen?
Da die Dehnung von AL6061-T6 nur etwa 8 % beträgt, besteht eines der größten Probleme beim Biegen in der Blechfertigung darin, dass es reißt. Bei LS Manufacturing bringen wir unseren Kunden bei, wie sie beim Biegen von Metall Risse vermeiden können, indem sie eine Wärmebehandlung einsetzen, die genau auf das Material zugeschnitten ist und eine gute Kontrolle über den Prozess hat. Auf diese Weise wird die endgültige Qualität des kundenspezifischen Blechservice wirklich verbessert.
Kernprobleme im Zusammenhang mit dem Biegen von AL6061-T6
Da AL6061-T6 durch Alterung gehärtet wurde, ist es sehr hart, aber weniger zäh, sodass das Material sehr leicht reißt, wenn das Biegen kalt und direkt erfolgt. Herkömmliche Lieferanten gaben Rissraten von sogar über 20 % an, was sich sowohl auf die Produktionseffizienz als auch auf die Produktqualität erheblich auswirkte.
Wärmebehandlung als Grundlage für die Intervention von LS Manufacturing
Der erste Schritt bestand darin, AL6061-T6 auf den T4-Zustand zu tempern, um es härter und dehnbarer zu machen, sodass das Biegen viel einfacher wäre. Die Wiederherstellung der ursprünglichen Härte und Festigkeit des Materials wird durch eine T6-Alterungsbehandlung erreicht, die nach Abschluss des Biegens durchgeführt wird. Dadurch können Qualität und Lieferleistung doch noch aufeinander abgestimmt werden.
50x Mikrostrukturbilder von Rissen beim Kaltbiegen zeigen große Bereiche, in denen es an Schnittsymmetrie mangelt. Die Verwendung der Vorwärmbiegemethode (T4-T6-Behandlung) führte zu keinen Mikrorissen, und dies wurde erfolgreich in Luft- und Raumfahrtprojekten umgesetzt.
Wie kann die Optimierung der unteren Nutbreite der Matrize genutzt werden, um Oberflächenvertiefungen und Risse in kundenspezifischen Blechteilen zu reduzieren?
Die Biegequalität kundenspezifischer Blechteile hängt eng mit der Breite (V) der unteren Formöffnung zusammen. Wenn V zu klein ist, erhöht sich die Zugspannung und es kommt zu Eindrücken und Rissen. Wenn V zu groß ist, wird die Genauigkeit beeinträchtigt. LS Manufacturing übernimmt den Goldenen Schnitt von V=6t, um die Stabilität von Blechfertigungsdienstleistungen zu verbessern.
Kernbeziehung zwischen Matrizenöffnungsweite V und Biegekraft
Die Biegekraftformel lautet F = (C * S * L * t²) / V. Unter der Annahme, dass andere Parameter unverändert bleiben, gilt: Je niedriger der V-Wert, desto größer ist die Biegekraft, die Zugspannung auf dem Material wird höher und das Material wird anfälliger für Dellen und Risse.
Vorteile des V=6t Goldenen Schnitts
Untersuchungen zeigen, dass V=6t eine durchschnittliche Biegekraft erzeugt, die dazu beiträgt,einen Kompromiss zwischen Genauigkeit und Belastung zu erreichen. Zur Veranschaulichung: Für SUS304 mit t=2,0 mm ergibt sich V=12 mm (6t). 30 % weniger Biegekraft als V=8 mm (4 t), und die Dellenrate und das Rissrisiko wurden jeweils auf Null reduziert.
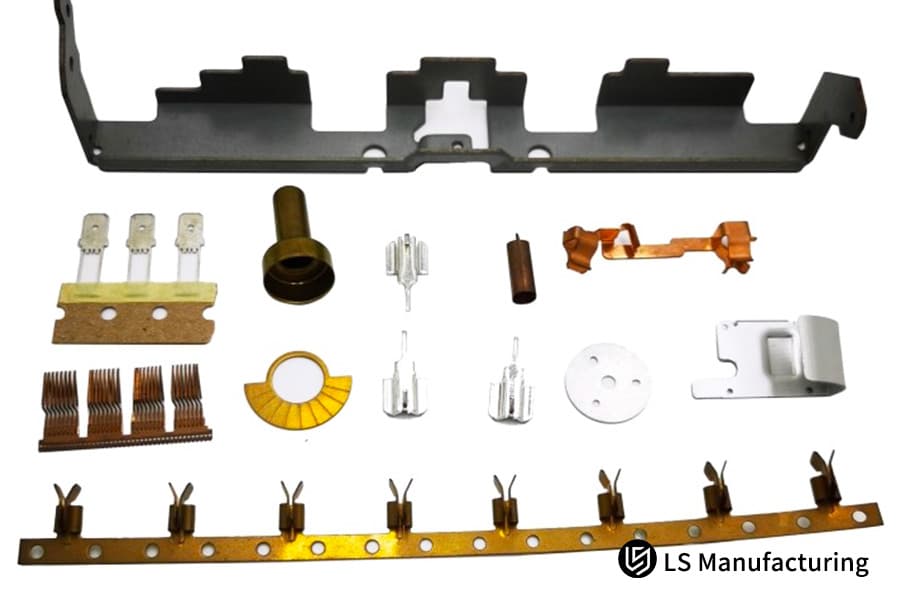
Abbildung 3: Verschiedene kundenspezifische Blechteile, einschließlich progressiver Stanzwerkzeuge.
Warum besteht LS Manufacturing auf der Verwendung der Vorwärtskornbiegetechnologie in der Präzisionsblechbearbeitung?
Die Faserrichtung spielt eine entscheidende Rolle für die Qualität von Präzisionsblechdienstleistungen und ist das Herzstück der strukturellen Solidität kundenspezifischer Blechteile. LS Manufacturing erfasst die Faserrichtung des Blechs beim Layout und folgt strikt der Biegerichtung in Faserrichtung, um nicht nur die Ermüdungslebensdauer der Teile zu erhöhen, sondern auch die Gesamtqualität der Biegung zu verbessern.
Warum spielt die Faserrichtung eine große Rolle bei der Biegequalität?
Sobald das Blech in einem Walzwerk verarbeitet wird, neigen die Körner oder Fasern des Metalls dazu, sich entlang der Walzrichtung auszurichten. Biegelinien oder Falten, die parallel zur Walzrichtung ausgeführt werden, neigen also dazu, Risse zu bilden, wohingegen Biegelinien, die senkrecht zur Walzrichtung ausgeführt werden, zu einer ausreichenden Dehnung führen und die Qualität der Biegung stabil bleibt. Dies ist vergleichbar damit, dass beim Schneiden von Holz entlang der Faserrichtung weniger Brüche auftreten.
Empirische Belege für die Biegung in Faserrichtung
Studien haben ergeben, dass kundenspezifische Blechkomponenten, die in Faserrichtung (d. h. senkrecht zur Walzrichtung) gebogen werden, eine um mehr als 30 % verbesserte Ermüdungslebensdauer und eine erhöhte Zugfestigkeit aufweisen um 12 % und die Rissrate sank von 8 % auf weniger als 0,5 %, was bedeutet, dass sie in großem Umfang in High-End-Anwendungen eingesetzt werden.
LS-Fertigungsfall: Maßgeschneiderte Präzisionshalterungen aus rissfestem Edelstahl für medizinisch-chirurgische Roboter
Die von medizinischen Operationsrobotern verwendeten Präzisionsstents erfordern ein äußerst hohes Maß an Genauigkeit und fehlerfreiem Zustand. Da Biegerisse in der Realität zu chirurgischen Unfällen führen können, stellt dies eine große Herausforderung für Präzisionsfertigungsdienste dar. Für ein internationales Medizinunternehmen konnten wir das Problem der Risse durch die Lieferung maßgeschneiderter Blechkomponenten lösen und so eine langfristige Partnerschaft aufbauen.
Problem des Kunden
Der Medizinriese war auf der Suche nach einer Möglichkeit, 1,5 mm dicke Stents aus 304-Edelstahl für unterwegs herzustellen. Sie mussten so zusammengebaut werden, dass ein Biegeradius von R0,5 mm (R/t=0,33) zwangsweise entworfen wurde. Die Proben traditioneller Lieferanten wiesen eine Rissquote von 25 % auf, was dazu führte, dass die Nacharbeit fehlschlug, sich die Arbeit verlängerte und das Risiko eines Ausfalls stieg.
LS-Fertigungslösung
Nach unserem Eingriff haben wir zunächst DFM-Simulationsanalyse verwendet, um herauszufinden, dass der Hauptgrund für den Riss ein zu kleiner Biegeradius, eine über den Grenzwert hinausgehende Zugspannung im Material und die Vernachlässigung der Körnung waren Orientierung. Nach Gesprächen mit dem Kunden haben wir eine vollständige Lösung gefunden:
- Verwendung von lokalem Laserglühen, um die gebogenen Bereiche lokal weicher zu machen, was die Materialdehnung erleichtert.
- Änderung der Breite der unteren Matrizenöffnung auf V=9 mm (6 t), um die Zugspannung zu verteilen und die Möglichkeit von Oberflächenvertiefungen und Rissen auszuschließen.
- Das Layout optimal nutzen, um sicherzustellen, dass die Biegelinie im rechten Winkel zur Blechwalzrichtung verläuft, auf diese Weise wird die Zähigkeit des Teils erhöht.
- Messen des R/t-Verhältnisses und Anpassen des Biegeradius auf R0,75 mm (R/t=0,5) so, dass Risse vollständig vermieden werden, ohne die Baugruppe zu beeinträchtigen.
Ergebnisse und Wert
Aufgrund der von mir gerade genannten Änderungen wurde die Ausbeute dieser Präzisionsmetallhalterung von 75 % auf 99,99 % gesteigert. Auf diese Weise wurde das Problem der Rissbildung vollständig gelöst und auch die Ermüdungstestlebensdauer der Teile verdoppelt, was zur äußersten Zufriedenheit des Kunden führte. Außerdem haben wir die Lieferzeit von 15 Tagen auf 7 Tage verkürzt, was dem Kunden dabei half, den Projektzeitplan wieder einzuhalten und Verluste aufgrund von Vertragsverletzungen zu vermeiden. Dieses große Medizinunternehmen war von unseren hervorragenden Lösungen und Lieferfähigkeiten beeindruckt und beschloss später, alle Bestellungen für kundenspezifische Blechteile dieser Serie an uns zu übertragen. Dadurch ist der jährliche Kooperationswert auf über 500.000 US-Dollar gestiegen.
Dieser Fall zeigt voll und ganz unsere Kompetenz bei der Lösung des Problems der Rissbildung beim Präzisionsblechbiegen. Wenn Sie auch mit Herausforderungen bei der Blechanpassung in High-End-Bereichen wie Medizingeräten und Luft- und Raumfahrt konfrontiert sind, sehen Sie sich bitte unsere vollständigen Falldetails an und kontaktieren Sie uns für eine maßgeschneiderte Lösung.

Wie nutzt man die DFM-Analyse in der Entwurfsphase, um die Machbarkeit der Herstellung von Präzisionsblechteilen zu verbessern?
Die DFM-Analyse ist ein grundlegender Vorverarbeitungsschritt bei der Blechfertigung. Mit einer detaillierten DFM-Prüfungscheckliste erkennt LS Manufacturing Probleme bereits in einem sehr frühen Stadium und optimiert Lösungen. So können Kunden später 90 % der Produktionsrisiken vermeiden, Kosten senken und die Effizienz steigern.
Die wichtigste Checkliste für die DFM-Überprüfung bei LS Manufacturing
Wir konzentrieren uns bei unserer DFM-Überprüfung auf die kundenspezifischen Designdetails von Blechteilen und legen dabei besonderes Augenmerk auf:
- Halten Sie einen Biegekantenabstand von L≥3t ein, um das Risiko von Kantenrissen auszuschließen.
- Der Lochkantenabstand sollte 2,5 t betragen, um eine Verformung des Lochs zu verhindern. Wenn Designbeschränkungen vorliegen, kann Biegen mit anschließender Endbearbeitung verwendet werden.
- Basierend auf dem R/t-Verhältnis können die Materialeigenschaften ausgeglichen werden, um Rissbildung zu verhindern, während die Montageanforderungen weiterhin erfüllt sind.
- Die Biegelinie sollte senkrecht zur Walzrichtung verlaufen, daher muss die Faserausrichtung beim Layout festgelegt werden.
Wichtige Kundenvorteile der DFM-Analyse
Vor der Produktion kann eine DFM-Analyse die Nacharbeit reduzieren, die Kosten um 15–20 % senken, die Effizienz steigern und die Lieferzyklen verkürzen. Wir haben Designs für Kunden überarbeitet und dadurch die Nacharbeitsrate von 30 % auf 0 % gesenkt, jede Charge hat zu einer Ersparnis von 8.000 $ geführt.
Wie wählt man einen zuverlässigen Lieferanten aus, der eine vollständige Rückverfolgbarkeit der Prozessqualität für hochpräzise Blechanforderungen bieten kann?
Hochpräzise Blechprodukte müssen sehr strenge Qualitäts- und Compliance-Standards erfüllen. Daher ist ein Lieferant, der die Rückverfolgbarkeit der Qualität entlang der gesamten Produktionskette gewährleisten kann, eine unverzichtbare Voraussetzung für die Qualitätssicherung. LS Manufacturing hat ein ausgereiftes Qualitätssystem aufgebaut, das in der Lage ist, vertrauenswürdige Präzisionsblechfertigungsdienste auf einem Qualitätsniveau zu liefern, das für die kundenspezifischen Blechteile konsequent kontrolliert wird.
Unser End-to-End-Qualitätsrückverfolgbarkeitssystem
Wir stützen unsere Arbeit auf die Anforderungen der ISO 9001:2015, die den Aufbau eines vollständigen Rückverfolgbarkeitssystems von der Beschaffung bis zur Lieferung vorschreiben, wobei jede Phase rückverfolgbar ist:
- Materialrückverfolgbarkeit: MTR-Berichte und Spektralanalyseergebnisse des Stahlwerks können mit jeder Lieferung geliefert werden, um die Konformität und Rückverfolgbarkeit der Materialien sicherzustellen.
- In-Prozess-Inspektion: Kontrollierte den Fehler innerhalb von 0,02 mm durch Verwendung eines CMM-Koordinatenmessgeräts, und Inspektionsdaten werden in Echtzeit gespeichert.
- Inspektion des fertigen Produkts: Es wird eine stichprobenweise Inspektion durchgeführt, und Inspektionsberichte werden zusammen mit der Ware ausgehändigt.
- Aufbewahrung von Aufzeichnungen: Wir erstellen für jeden Kunden spezielle Dateien und speichern alle relevanten Informationen für einen einfachen späteren Abruf.
Befürwortung von Tests durch Dritte, Verbesserung der Glaubwürdigkeit der Qualität
Wir arbeiten mit internationalen externen Testlabors zusammen und können Testberichte anbieten. For instance, the custom sheet metal parts for a client in the aviation industry were tested to be compliant with the ASTM A480-21 standard and the test results were given a very favorable evaluation.

Figure 4: Worker uses digital caliper to measure sheet metal in precision fabrication.
Why Choose LS Manufacturing To Balance Ultimate Precision With Custom Sheet Metal Service Price?
Most customers have to weigh precision against cost when selecting sheet metal fabrication services. LS Manufacturing manages to strike this balance by equipment optimization and cost-sharing arrangements, This way offering high-performance precision fabrication services at competitive prices.
Equipment Optimization: Better Efficiency, Lower Unit Costs
We introduced 5-axis simultaneous bending machine that is 30% more precise (error 0.02mm) and 40% more efficient. Automated material feeding system that we use increases material utilization rate from 75% to over 90% which besides reducing waste, also decreases prices of custom sheet metal services. One batch customer was $12,000 better off in material costs per batch.
Cost-Sharing Model, Flexible and Adaptable to Various Procurement Stages
We have created flexible models for various procurement stages that, at the same time, strike a balance between precision and cost:
- At the Prototype Stage: $150 per piece is a minimum price, but it is guaranteed that essential precision is preserved.
- At the Small Batch Stage: Through optimized cost sharing in process, unit price is 30%-40% lower than at a prototype stage.
- At the Mass Production Stage: Large scale of production leads to cost reduction, this way customers might save up to 20% of their procurement costs.
Our core advantage is "providing ultimate precision at a reasonable cost," eliminating the need for customers to choose between precision and cost. If you would like an accurate quote for custom sheet metal parts, please submit your purchasing requirements and drawings, and we will provide you with a detailed cost calculation plan.
FAQs
Q1: What is the absolute minimum permissible bending radius in aluminum alloy sheet metal processing?
According to ISO standards and the tempering of the material, the minimum bending radius is different for various aluminum alloys. With 5052-H32, we suggest R1t. Yet, through process optimization, we can attain R=0.5t without cracking.
Q2: What causes the orange peel effect on the bends of stainless steel?
Overstretching of the material's outer layer is the cause, resulting from excessive bending force or very small radius. Our suggestion is to increase the radius or change the V-groove width to 8t to eliminate the risk of cracking.
Q3: What measures does LS Manufacturing take to maintain bending accuracy of long sheet metal parts at the same level?
We operate CNC bending machines with angle compensation that is carried out on a real-time basis, meaning the angle can be varied in real-time to ensure that the bending angle error within 3 meters is 0.5. This way, consistent accuracy is ensured.
Q4: Does the increase of the bending radius necessarily result in assembly interference?
Actually, we offer free DFM simulation to help with adjusting the deduction value so that a proper bending radius and structural robustness can be ensured without affecting assembly.
Q5: Do you provide material traceability certificates that comply with IATF 16949 standards?
Ja. Actually, we can issue steel mill MTR reports and spectral analysis data plus ordered goods, our documentation fully meeting IATF 16949 standards and ensuring material compliance and full traceability.
Q6: Will bending lines that are too close to laser-cut holes cause deformation?
To be safe, we suggest leaving a spacing R2.5t. When the design is constrained, we resort to a bending-then-precision-machining method to avoid deformation of holes and maintain precision.
Q7: What is the lead time for precision sheet metal samples at LS Manufacturing?
Once we get the STEP drawings and the DFM modeling confirmation is done, we could have samples ready to be shipped within 3-5 business days at the earliest. If the matter is urgent, the delivery time can be shortened by process optimization.
Q8: How to reduce the unit price of a single precision sheet metal part in mass production?
Besides the material layout optimization and usage of multi-station molds, the costs can be cut by 20%. Feel free to upload your drawings, and we will prepare a mass production cost reduction plan tailored for you.
Zusammenfassung
The bending radius of precision sheet metal is a thorough consideration of the mechanical properties of the material, the design of the process, and the accuracy of the equipment. LS Manufacturing employs the heat treatment, R/t quantification, and DFM optimization that are data-driven solutions to resolve the contradiction between precision and cost. Through expert control and quality assurance, we are able to thoroughly remove the risk of cracking and thereby generate a long term value for our customers.
Say no to trial and error. support your design with solid facts. Contact LS Manufacturing immediately to obtain a free 'Sheet Metal Cracking Risk Technical Assessment Report'. Our top-level engineering team will thoroughly analyze your 3D drawings (extension STEP/SolidWorks) and offer a total solution involving material compensation, process routing, and tiered pricing options to help you prevent cracking risks, cut down costs, and enhance delivery efficiency.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


