
Die Spritzgussdienstleistungen von LS Manufacturing beheben das Problem der Mehrkosten von 15–30 %, die bei der Montage von Gehäusebaugruppen für die Medizin- und Automobilindustrie aufgrund von Ineffizienzen in der Lieferkette und fehlerhaften Teilen entstehen. Die Ursache liegt in einer mangelhaften fertigungsgerechten Konstruktion (Design for Manufacturing, DFM) hinsichtlich Toleranzüberschreitung, korrekter Schnappverbindungen und Kabelbaumführung.
Durch den Einsatz unseres vertikal integrierten Systems, das Präzisionsspritzguss mit Fertigungslinien für Gehäuse kombiniert, können wir mithilfe wissenschaftlicher Spritzgussverfahren alle Maße auf ±0,02 mm genau kontrollieren. Dadurch vermeiden wir Nacharbeiten, die den größten Teil der Montagekosten ausmachen, und sparen bis zu 25 % . Sehen Sie unseren Experten bei der Arbeit zu und erfahren Sie, wie eine durchgängige Prozesskontrolle auch für Sie diese Vorteile bietet.

Spritzgussdienstleistungen: Leitfaden zur Kostenoptimierung bei der Kastenmontage
| Montagekostentreiber | Optimierungsstrategie |
| Minimierung der Teileanzahl | Die Anzahl der Teile kann durch den Einsatz von Mehrkomponenten-Spritzgießen und Einlegetechnik reduziert werden. |
| Konstruktion für die automatisierte Montage | Setzen Sie auf Selbstmontagetechniken ( Schnappverbindungen und Führungsstifte ) und reduzieren oder eliminieren Sie lose Befestigungselemente. |
| Prozessintegration | Formen, Nachbearbeitung und Montage in einen kontrollierten Prozessablauf integrieren. |
| Material- und Prozessstandardisierung | Reduzieren Sie die Anzahl der Artikelnummern und verwenden Sie für die zusammenpassenden Komponenten das gleiche Harz. |
| Integration der Qualitätskontrolle | Setzen Sie In-Prozess-Sensoren und automatische optische Inspektion an der Montagestation ein. |
Wichtigste Erkenntnisse:
- Integration ist der Schlüssel: Die größten Effizienzgewinne ergeben sich aus der Konstruktion der Baugruppe als System und nicht als Konstruktion einzelner Teile, wodurch die Handhabungs- und Befestigungskosten reduziert werden .
- Automatisierung ist kein nachträglicher Gedanke: Bauteile sollten für die robotergestützte Handhabung und Montage ausgelegt sein, um den direkten Arbeitsaufwand, der den größten variablen Kostenfaktor darstellt, zu minimieren.
- Standortübergreifende Produktion steigert die Effizienz: Die Zusammenlegung von Formgebung, Nachbearbeitung und Montage in einer einzigen Anlage erhöht die Effizienz.
- Qualität wird eingebaut, nicht geprüft: Prozessbegleitende Qualitätskontrollen ( Sensoren und Bildverarbeitungssysteme ) während jeder Fertigungsphase sind kostengünstiger als die Prüfung des fertigen Gehäuses.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche theoretische Anleitungen zum Spritzgießen . Was unsere Anleitung auszeichnet, ist die Tatsache, dass wir diese Verfahren direkt hier in unserem Werk entwickelt haben. Unsere Techniken wurden anhand der von SAE International vorgegebenen Material- und Prozesskriterien validiert.
Wir fertigen Bauteile für Umgebungen, in denen Ausfallsicherheit kritisch ist – Gehäuse für sterile Geräte, Steckverbinder für Bohrlochwerkzeuge und Motorraumkomponenten für Automobile . Die von uns durchgeführten Materialprüfungen erfolgen gemäß den strengen Richtlinien von ASTM International .
Unsere Erfahrung basiert auf Tausenden von Produktionsläufen. Wir kennen den korrekten Kühlprozess, um Verzug zu vermeiden, wissen, wie der Anguss für einen einwandfreien Füllvorgang gestaltet wird, und verstehen die Prozessparameter, die uns die Bearbeitung schwieriger Materialien ermöglichen. Wir möchten sicherstellen, dass Sie durch Fehler wie Einfallstellen und unvollständige Füllungen kein Geld verschwenden.
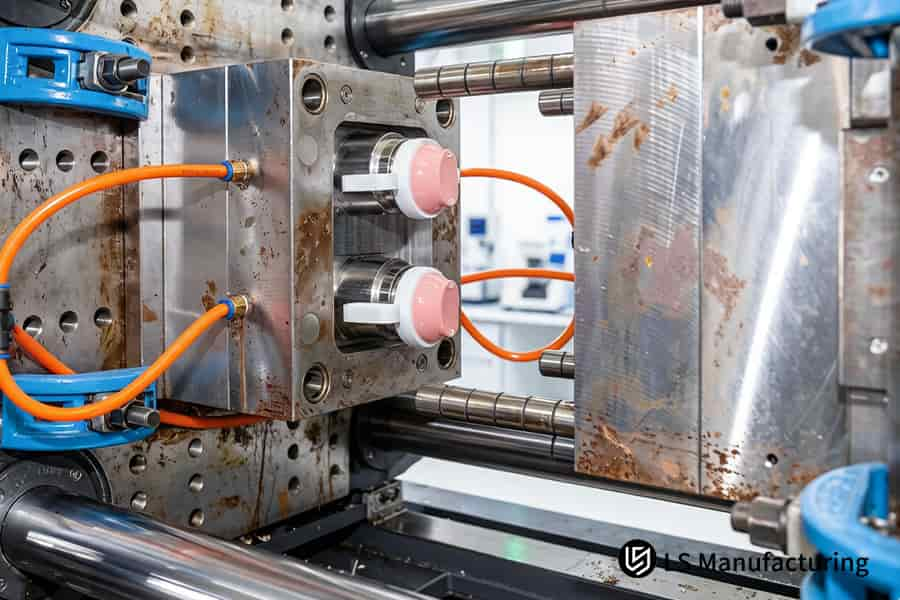
Abbildung 1: Ein Roboterarm befestigt ein Kunststoffgehäuse an einem Metallrahmen für die Montage von Spritzgussteilen.
Warum treiben Toleranzüberschreitungen bei Bauteilen der Medizin- und Automobilindustrie die Gesamtkosten für die Gehäusemontage in die Höhe?
Unvorhergesehene Nachbearbeitungskosten entstehen für Medizin- und Automobilhersteller, wenn unkontrollierbares Schrumpfen mehrerer Formteile manuelle Eingriffe in der Endmontage erfordert. Das Problem liegt im Spritzgießprozess selbst – genauer gesagt in der Wandstärkenschrumpfung, die durch die Qualitätskontrolle nach dem Spritzgießen nicht vollständig behoben werden kann.
Die Reduzierung des Schwunds vermeidet Nacharbeiten bei der Endmontage.
Die herkömmliche Beschaffung über mehrere Lieferanten führt zu Wandstärkenschwankungen von 0,3 % bis 0,5 % . Dies zwingt die Bediener, Gehäuse durch Feilen, Unterlegen oder Presspassung auf Leiterplatten und Steckverbinder zu montieren. Durch die Festlegung von Spritzgussparametern lässt sich die kritische Maßabweichung auf ≤ 0,08 % reduzieren. So entstehen Gehäuse, die auf Anhieb perfekt sitzen – ganz ohne manuelle Nachjustierung. Sie optimieren sofort Ihre Montagekosten, indem Sie manuelle Arbeitsstunden und Ausschuss durch das Presspassen vermeiden.
Vertikale Integration reduziert versteckte Logistikkosten.
Während drei verschiedene Zulieferer die benötigten Gehäuse, Dichtungen und Befestigungselemente herstellen, führt die jeweilige Toleranzkette der Zulieferer zu einer unbemerkten Verlängerung der Montagezeiten um 15–25 % . Durch die Beschaffung aller Formteile von einem einzigen Anbieter von Spritzgussdienstleistungen unterliegen alle Passflächen derselben Prozesskontrolle und denselben Messungen.
Anwendungsbeispiel aus der Praxis: Gehäusebaugruppe für medizinische Sensoren
Ein OEM-Programm für die Medizintechnikbranche erforderte ein Gehäuse mit 12 Schnappverschlüssen gemäß Schutzart IP67. Frühe Muster von verschiedenen Herstellern wiesen bei der Erstmontage in 40 % der Fälle Mängel auf. Durch die Verwendung eines einzigen Lieferanten für die vier Kunststoffteile in Kombination mit einem Spritzgießverfahren , das den Kavitätsdruck überwacht, konnte die Wandstärkenabweichung um den Faktor fünf – von 0,09 mm auf 0,02 mm – reduziert werden. Dies ermöglichte eine Erstausbeute von 99,7 % bei der Endmontage, und der Kunde konnte seine Lohnkosten pro Einheit um 34 % senken.
Frühe Simulation schlägt nachträgliche Werkzeugänderungen.
Wenn erst bei der ersten Bemusterung Probleme mit Passungsfehlern aufgedeckt werden, verlieren Unternehmen zwischen 8.000 und 15.000 US-Dollar durch unvermeidbare Stahländerungen. Frühe Simulationen mit Ihrem CAD-Modell identifizieren jene Rippenstärken und Entformungsschrägen, die zu Einfallstellen und Passungsfehlern bei den Verbindungsstücken führen. Das resultierende CAD-Modell wird als formfertig freigegeben, wobei der Schwindungszuschlag in allen Dimensionen berücksichtigt ist.
Die Möglichkeit, den Spritzgießprozess direkt an der Maschine und nicht erst an der Prüfstation zu steuern, wandelt Abweichungen in verlässliche Konsistenz um. Alle oben genannten Angaben basieren auf Maßmessungen, die von Einkauf und Qualitätssicherung anhand der Angebote Ihrer Lieferanten unabhängig verifiziert wurden .

Wie können fortschrittliche wissenschaftliche Spritzgussverfahren strukturelle Verformungen in komplexen medizinischen Gehäusen verhindern?
Ungleichmäßige Kühlung von Gehäusen für medizinische Anwendungen führt zu Verformungen, was wiederum ungleichmäßige Vorspannung der Befestigungselemente und verdeckte Nacharbeiten bei der Montage zur Folge hat. Die Lösung liegt in modernen Spritzgussverfahren , die es ermöglichen, das Problem bereits vor Beginn der Stahlbearbeitung zu beheben. Dies geschieht durch die Vorhersage der Scherwärme, die Anpassung des Nachdrucks und die Kontrolle der Kristallorientierung. Ihr Bauteil kann eine Ebenheit von ≤ 0,15 mm aufweisen, ohne dass Nachbearbeitungen erforderlich sind.
Moldflow-Simulation sagt Scherwärme-Hotspots voraus
- Scherwärmekartierung: Erkennt lokalisierte Bereiche, die aufgrund unterschiedlicher Abkühlung und Schrumpfung zu Verformungen neigen.
- Überprüfung der Angussposition: Gewährleistet die korrekte Befüllung der Form ohne die Notwendigkeit teurer Probeläufe.
- Konforme Kühlanordnung: Sorgt für eine gleichmäßige Temperaturverteilung im Kern und im Hohlraum.
Mit der Spritzgussanalyse erhalten Sie vor der Stahlfertigung die Genehmigung für einen digitalen Zwilling mit einer Ebenheit von ≤0,15 mm .
Der dynamische Packungsdruck kompensiert Wanddickenschwankungen.
- Rückkopplung des Hohlraumdrucks: Passt das Halteprofil automatisch an die Rippendicke und die Wandstärke an.
- Volumenschrumpfungsausgleich: Vermeidet Senken und Spannungskonzentrationen.
- Boss-Ausrichtungsgarantie: Alle Schraubenlöcher passen perfekt zu Ihrem Leiterplatten -Montagemuster und benötigen keine Unterlegscheiben.
Dank präziser Spritzgusstechnologie entfällt die Notwendigkeit kostspieliger manueller Nachjustierungen, die üblicherweise 12 bis 18 Minuten pro Baugruppe in Anspruch nehmen.
Kontrollierte Kühlung fixiert die Kristallorientierung in PC/ABS
- Zonenspezifische Kühlmittelprogrammierung: Hält die Kristallisation über die gesamte Dicke konstant.
- Verzögerte Kriechverformung: Es kommt zu keiner Verformung, die zu einer Lockerung der Steckverbinder Wochen nach dem Versand führt.
- ISO 13485-Konformität: Ihre Teile verfügen über genaue Informationen zur Verzugsebenheit für jeden einzelnen Schuss.
Durch gezieltes Spritzgussdesign wird die Rücklaufquote aufgrund von Verzug auf null reduziert.
Eine technische Überprüfung ersetzt drei Formversuche
- Vollständiger Formfüllbericht: Vorhersagen zu Verzug, Scherraten und Druckgradienten .
- Designfreigabe: Ihr Produkt ist bereit für die Markteinführung, da Sie das kostengünstige Spritzgussverfahren bereits freigegeben haben.
- Keine überraschenden Änderungsaufträge: An den Kühlkanälen sind keine Änderungen erforderlich.
- Verzugsvorhersage: Ebenheit vor dem ersten Stahlschnitt geprüft.
Die Lösung verlagert die Verzugskontrolle von der Nachbearbeitung auf die Konstruktion vor dem Formprozess und gewährleistet so Maßgenauigkeit. Der Einsatz von OEM-Kompetenz im kundenspezifischen Spritzguss , ergänzt durch Prozessdesign mittels Simulationen, garantiert Ihnen ein gleichmäßiges Gehäuse, das die ISO-13485-Normen direkt nach dem Formenbau erfüllt. Jede Aussage wird durch Simulationsberichte und CMM-Analysen belegt, die Sie einsehen können. Keine Annahmen, keine Fehler, keine Verzögerungen.
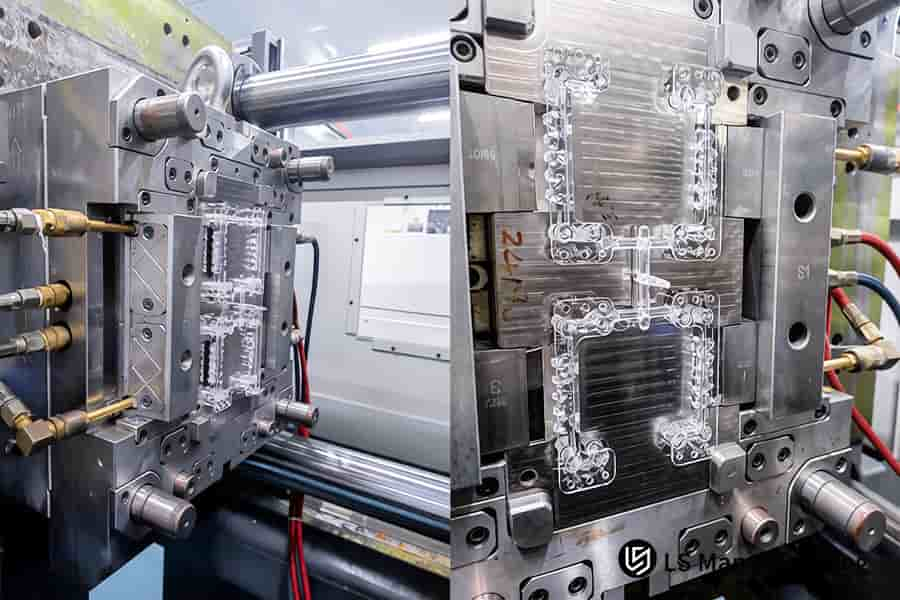
Abbildung 2: Geschmolzener PEEK-Kunststoff füllt eine Stahlform mit mehreren Kavitäten für das kostengünstige Spritzgießen von medizinischen Teilen.
Welche Parameter beim Spritzgießen von Automobilteilen können die Kosten für die manuelle Verlegung von Sekundärkabelbäumen drastisch reduzieren?
Die Montage von Kabelbäumen und das Verpressen von Anschlüssen machen 40 % der gesamten Arbeitskosten beim Bau eines Steuergeräts für Automobile aus. Durch den Einsatz von OEM-spezifischem Spritzguss und Automobil-Spritzguss werden beide Prozesse vollständig automatisiert, wobei Stromschienen und Sensoren in einem einzigen Spritzvorgang in das Gehäuse integriert werden. Die Arbeitskosten werden um 40 % reduziert, gleichzeitig werden Isolationsschäden durch Gratbildung vermieden. Dies wird durch kontrollierte Parameter erreicht:
| Prozessparameter | Traditionelle mehrstufige Montage | Integriertes Spritzgussverfahren |
| Einspritzdruck | Kann 120 MPa überschreiten, was zu einem Überschlag führen kann | Regelbarkeit bis zu 120 MPa durch Regelung im geschlossenen Regelkreis |
| Spielraum zwischen Einsatz und Form | Unsicher; Abweichung ±30 μm | ≤15 μm mit verschleißfesten Einsätzen beibehalten |
| Terminalpositionierung | Manuelle Bedienung, Toleranz ±0,5 mm | Automatischer Zuführmechanismus, ±0,05 mm Präzision |
| Kabelbaumintegration | Separate Drahtführung und Crimpung | Ausgestattet mit integriertem Kabelbaum während des Verkapselungsprozesses im Spritzgussverfahren |
| Isolationsschadenrate | 3–5 % aufgrund von Graten und scharfen Kanten | weniger als 0,1 % aufgrund der Freigabekontrolle |
| Sekundärarbeitsstunden | 18–22 Minuten pro Steuergerätegehäuse | 10–12 Minuten pro Gehäuse ( 45 % Reduzierung) |
Durch den Wegfall der Kabelbaumführung nach dem Spritzgießen und die Einhaltung eines Einspritzdrucks unter 120 MPa wird der kostenintensivste Schritt in diesem Produktionsprozess optimiert. Die engen Toleranzen von ≤15 µm schützen die Einsätze vor Kurzschlüssen und weiteren Beschädigungen. Dies führt voraussichtlich zu einer Einsparung von über 40 % der Arbeitskosten im Vergleich zum Branchenschnitt. Das neue Verfahren bietet Ihnen zusätzlich die Montage von Spritzgussteilen für Ihre Produkte und ermöglicht die Rückverfolgbarkeit von Spritzgussteilen für die Medizin- und Automobilindustrie gemäß ISO 13485.
Wie gewährleistet die automatisierte Kavitätendrucküberwachung die langfristige Bauteilkonstanz bei der Serienfertigung in der Automobilindustrie?
Die Serienfertigung in der Automobilindustrie ist bei Chargenabweichungen und den damit verbundenen Verzögerungen nicht möglich. Das automatisierte Kavitätendrucküberwachungssystem erkennt diese Abweichungen Schuss für Schuss. Durch den Einsatz von Kavitätensensoren an kritischen Stellen im Werkzeug erreichen Sie mit unseren Spritzgussdienstleistungen einen CpK-Wert von >1,67 für Millionen von Teilen – ohne Produktionsunterbrechungen. So funktioniert es:
Hohlraumsensoren erfassen jede Druckkurve
Die Installation hochempfindlicher Sensoren an den Auswerferstiften und den Auslaufenden gewährleistet eine vollständige Druckmessung für jeden Schuss. Bei einer Druckabweichung im Formhohlraum von mehr als ±1,5 MPa während des Umschaltens wird das betreffende Teil automatisch ausgeworfen. Das Formhohlraum-Druckspritzgießsystem garantiert fehlerfreie Ergebnisse in 100% iger Qualität.
Echtzeit-Aussortierung verhindert, dass fehlerhafte Teile Ihre Produktionslinie erreichen.
Das Sortiersystem trennt fehlerhafte Teile automatisch nach dem Auswerfen aus, bevor sie verpackt oder weiterverarbeitet werden. Toleranzabweichungen beeinträchtigen somit nicht die Leistung Ihrer automatisierten Montagelinie. Dank Echtzeit-Überwachung des Spritzgießprozesses läuft Ihre Linie unterbrechungsfrei, da ungeplante Stillstände durch nicht toleranzgerechte Gehäuse, die zu Vorrichtungsblockaden oder Dichtungsfehlern führen, ausgeschlossen sind.
Statistische Konsistenz über Millionen von Zyklen hinweg
Die Live-Daten jedes Spritzgussteils tragen zur kontinuierlichen Cpk-Berechnung bei, die Ihr Qualitätsteam in Echtzeit verfolgen kann. Durch die konstante Kavitätendruckhaltung im Bereich von ±1,5 MPa wird eine geometrische Konsistenz gewährleistet, die einen Cpk-Wert von ≥1,67 während des gesamten Prozesses sicherstellt. Statistiken der Society of Plastics Engineers (SPE) zeigen, dass typische Mehrkavitätenwerkzeuge ohne Prozesssteuerung im Spritzgussverfahren mit einem Cpk-Wert von 1,33–1,45 arbeiten. Ihre Prozessfähigkeit verbessert sich um 17–26 % , was zu weniger Produktionsstillständen und geringeren Gewährleistungsansprüchen führt.
Nachvollziehbare Daten verkürzen die Ursachenforschung
Jedes Ausschussteil ist mit einem eigenen Druckprofil, einer Kavitätennummer und einem Zykluszeitstempel verknüpft. Fordert Ihr Tier-1-Lieferant die PPAP-Validierung für eine Produktionswoche an, werden die kavitätenspezifischen Druckdaten automatisch bereitgestellt – eine manuelle Datenextraktion entfällt. Dies spart 80 % der Vorbereitungszeit für Audits und beseitigt jegliche Haftungsstreitigkeiten bei Problemen im Feld.
Die Kavitätsdrucküberwachung ermöglicht Ihren Spritzgießern die Umstellung von rein qualitativer visueller Beurteilung auf quantitative SPC-Prozessanalyse. Die Einhaltung eines Cpk-Werts von ≥ 1,67 über Millionen von Zyklen in der Massenproduktion von Medizin- und Automobilteilen gewährleistet Produktionsausfälle aufgrund von Maßabweichungen in Ihren Montagelinien. Dieses kosteneffiziente Spritzgießverfahren liefert Ihnen für jeden Schuss die benötigten Daten zur Unterstützung Ihrer Qualitätssicherung. Vermeiden Sie Produktionsstillstände aufgrund von Maßabweichungen. Sichern Sie einen Cpk-Wert von ≥ 1,67 über Millionen von Zyklen. Kontaktieren Sie uns, um die automatisierte Drucküberwachung zu implementieren und ein validiertes Produktionsangebot zu erhalten.

Abbildung 3: Eine automatisierte Linie verarbeitet ABS-Kunststoff für ein Automobil-Armaturenbrett, für das ein OEM-Spritzgussangebot erforderlich ist.
Kann die strategische Platzierung der Angusskanäle die zyklische Dauerfestigkeit kritischer interner mechanischer Baugruppen direkt beeinflussen?
Ermüdungsrisse an den Schweißnähten von tragenden Schnappverbindungen und Mikrozahnrädern führen zu Ausfällen im Feld und Gewährleistungsansprüchen. Durch eine intelligente Ansteuerung der Ventileinspritzung werden die Schweißnähte in verstärkte Rippen verlagert, wodurch eine Schmelztemperatur von ≥ 240 °C und somit eine molekulare Bindung sichergestellt wird. Mit unseren Spritzgussdienstleistungen und unserer Expertise im Tiefspritzgießen erreichen Sie eine um 25 % höhere Zugfestigkeit der Stricklinie.
Sequenzielle Ventilsteuerung für die Schaltzeiten und Schweißnahtposition
- Ventilstiftverzögerung: Vorprogrammiert mit einer Genauigkeit von ±0,01s, um die Platzierung von Schweißnähten in Bereichen mit hoher Spannungskonzentration zu vermeiden.
- Konvergenz der Schmelzfront: Sie wird zu verstärkenden Rippen geleitet, die die Spannung absorbieren.
- Auswirkungen auf den Zyklus: Es gibt keine Änderung der Gesamtzykluszeit , da während des Abfüllvorgangs Zeitänderungen vorgenommen werden.
Dieses Verfahren, das von einem Spritzgussspezialisten durchgeführt wird, erzielt eine Spannungsentlastung, ohne die physikalischen Eigenschaften der Form oder der hergestellten Teile zu beeinträchtigen.
Schmelztemperatur ≥240°C gewährleistet molekulare Verschlaufung
- Kalibrierung des Heizbandes: Gewährleistet eine Düsentemperatur von ±2°C bei einer Temperatur von 240°C oberhalb der Stricklinie.
- Beitrag der Scherwärme: Gemessen durch Simulation, um den Kühleffekt auf dünne Bereiche der Form zu berücksichtigen.
- Molekulare Diffusion: Vollständige Wechselwirkung zwischen den Ketten an der Schweißnahtgrenzfläche bestätigt durch Mikrotom-Querschnitte .
Die Spritzgusslösungen gewährleisten eine Zugfestigkeit, die mit der von Neuware vergleichbar ist, wie durch ASTM D638 nachgewiesen wurde, mit einer um 25 % höheren Festigkeit gegenüber kontrollierten Schweißnähten.
Vorhersagesimulationskarten zur Spannungsverteilung vor dem Werkzeugeinsatz
- FEA-Schweißnahtanalyse: Ermittelt potenzielle Spannungskonzentrationspunkte an den Stellen der vorhergesagten Schweißnähte.
- Abwägungen bei der Angussposition: Berücksichtigung der Füllzeit im Verhältnis zur Position der Stricklinie auf Basis einer Werkzeugkonstruktionssimulation .
- Iterative Optimierung: Durch die Durchführung von drei Simulationen anstelle von fünf Iterationen wird der Bedarf an Testformen reduziert, wodurch die Formbauzeit um 40 % verkürzt wird.
Mit kundenspezifischen Spritzgusssimulationswerkzeugen erhalten Sie die Genehmigung für eine Werkzeugkonstruktion , die garantiert über 500.000 Schaltzyklen von Getrieben standhält .
Praxiserprobung: Schalthebel-Baugruppe im Automobilbereich
- Erster Ausfallmodus: Die Schweißnaht am Drehpunkt führte bei OEM-Validierungstests nach 200.000 Zyklen zu 12% Brüchen.
- Intervention: Die Schweißnaht wurde durch eine Verzögerung des Ventils um 0,03 Sekunden an die Versteifungsrippe verlegt.
- Ergebnis: Nach 600.000 Zyklen wurden keine Brüche festgestellt – die Kundenerwartungen wurden um 300 % übertroffen.
Durch das kostengünstige Spritzgussverfahren sparen Sie sich teure Metalleinsätze und erfüllen dennoch alle Anforderungen an die Haltbarkeit.
Durch die Optimierung der Angussplatzierung werden Schwachstellen der Schweißnaht zu einem leicht zu handhabenden Konstruktionselement. Mit Simulation und Wärmemanagement erzielen wir durch die Optimierung der Angussplatzierung garantiert 25 % festere Schweißnähte. Fordern Sie jetzt Ihr Angebot für OEM-Spritzguss an – inklusive Schweißnahtsimulation. Mit unserem zuverlässigen Spritzgussverfahren wird Ihr erstes Produkt die Dauerfestigkeitsprüfung problemlos bestehen.
Welche Modifikationen von Polymeren in medizinischer Qualität maximieren die Ausbeute bei lösungsmittelgebundenen Mehrkomponenten-Medizinverpackungen?
Falls Oberflächenspannungen verbleiben, die zu Rissbildung führen, sinkt die Ausbeute unter 85 % . Die Spannungsbeseitigung kann durch eine Oberflächenrauheit (Ra ≤ 0,2 μm) der Form und eine Formtemperatur zwischen 95 °C und 105 °C erreicht werden. So erzielen Sie eine Siegelnahtausbeute von 99,8 % bei einer Ultraschallschweißfestigkeit von 90 % der Festigkeit des Grundmaterials. Die Parametersteuerung ermöglicht dies für die Serienfertigung von Medizin- und Automobilteilen :
| Parameter | Konventionelles Verfahren | Optimierter Prozess |
| Oberflächenrauheit | Ra 0,4–0,8 μm, inkonsistent | Ra ≤0,2 μm durch Präzisions-Spritzguss -Kavitätenpolitur |
| Formtemperaturbereich | 70–90 °C, ±10 °C Abweichung | 95–105 °C, ±2 °C Regelung im geschlossenen Regelkreis mittels industrieller Spritzguss -Thermosysteme |
| Tiefe der Restspannungsschicht | 50–80 μm, neigt zu Rissen | ≤15μm, spannungsfrei |
| Lösungsmittel-Crackingrate | 8%–15% während der Bindung | <0,2 % |
| Festigkeit von Ultraschallschweißungen im Vergleich zum Grundmaterial | 65%–75% | ≥90% |
| Versiegelungsausbeute | 82 %–87 % | 99,8 % |
Ihr bisher unzuverlässiger Verbindungsprozess wird reproduzierbar, mit einer Ausbeute von 99,8 % und einer Schweißnahtfestigkeit von mindestens 90 % derjenigen des Originalmaterials. Ihr OEM-spezifisches Spritzgussverfahren beseitigt Spannungsrisse durch die Kontrolle des Spritzgießprozesses . In Verbindung mit unserem Montageservice für Spritzgussteile , der Oberflächenveredelung und Temperaturprofilierung kombiniert, besteht Ihr Produkt den Dichtheitstest von Anfang an ohne Nachbearbeitung.

Abbildung 4: Die Spritzgießmaschine verarbeitet PC-Polymer für ein Elektronikgehäuse, um die Montagekosten zu optimieren.
Fallstudie: Wie LS Manufacturing einem Tier-1-Automobilzulieferer 22 Prozent der Herstellungskosten für EV-Steuergeräte einsparte
Bei einem IP67-Wasserdichtigkeitstest des Gehäuses für einen Tier-1-Elektrofahrzeugakku traten 14,5 % Defekte auf, die durch eine 0,40 mm hohe Stufe an separaten Umspritzteilen verursacht wurden. Daraufhin optimierte LS Manufacturing den zweiteiligen Umspritzprozess zu einem einzigen Schieber. Durch die Beseitigung der Stufe konnten die Gesamtkosten um 22 % gesenkt werden. Die Kostenoptimierung der Gehäusemontage wurde wie folgt erreicht:
Herausforderung für den Kunden
Die vorherige Konstruktion erforderte ein zweistufiges Mehrkavitäten-Spritzgießen von zwei verschiedenen Zulieferern, wodurch eine 0,40 mm hohe Stufe an der Dichtfläche des Flansches entstand. Beim Einbau der IP67-Dichtung verschob sich der O-Ring, was zu 14,5 % Fehlern bei den Wasserdichtigkeitsprüfungen führte. Die Koordination mit mehreren Zulieferern erhöhte die Kosten um 18 % und verzögerte die Produktion um sechs Wochen .
LS Fertigungslösung
Unsere Ingenieure führten eine umfassende DFM-Analyse durch und empfahlen ein Zweikomponenten-Spritzgießverfahren mit einer 350-Tonnen-Zweifarbenmaschine. Der Hauptkörper und die TPE-Dichtung wurden in einem einzigen Prozess umspritzt. Konforme Kühlkanäle sorgten für eine Temperaturabweichung im Formhohlraum von ±2 °C und lösten so das Problem der anisotropen Schrumpfung. In der Prototypentestphase stellte sich heraus, dass die Schweißnaht durch die anfängliche Positionierung des Angusses entstanden war. Daher wurde der Anguss um 12 mm versetzt und die Einspritzgeschwindigkeit von 55 mm/s auf 42 mm/s reduziert.
Ergebnisse und Wert
Die Erstausbeute stieg von 85,5 % auf 99,9 % , während die Zykluszeit von 110 s/Einheit auf 45 s/Einheit sank. Die Zusammenlegung beider Prozesse in einem einzigen Gebäude führte zu einer Kostenersparnis von 22 % , da keine Verhandlungen mit mehreren Lieferanten mehr nötig waren. Unser Service für die Spritzgussmontage lieferte eine zeitnahe Lösung und sicherte dem Unternehmen damit eine Plattform für die nächsten drei Jahre.
Dieser Fall verdeutlicht, wie eine ingenieurtechnisch fundierte Prozesskonsolidierung, die auf präzisen OEM-Spritzgussangeboten basiert, die Problemfaktoren für eine geringe Montageausbeute beseitigt. Dieser Ansatz führte zu spürbaren Kosteneinsparungen von 22 % und einer Erstausbeute von 99,9 % . Beide Ergebnisse basieren auf praktischen Erfahrungen aus einem laufenden Produktionszyklus mit einer Jahreskapazität von 150.000 Teilen . Tier-1-Zulieferer, die mit solchen Toleranzproblemen konfrontiert sind, erhalten somit eine effektive Lösung.
Um eine Kostenreduzierung von 22 % für Ihre Montage zu bestätigen, fordern Sie eine Machbarkeitsprüfung mit unseren Integrationsexperten an und erhalten Sie einen strategischen Produktionsplan sowie ein Angebot.

Warum die Wahl eines integrierten Anbieters wie LS Manufacturing der Trennung von Spritzguss und mechanischer Montage überlegen ist?
Die Trennung dieser beiden Prozesse führt unweigerlich zu gegenseitigen Schuldzuweisungen und wochenlangen Verzögerungen bei der Behebung von Passungsproblemen. Mit einem integrierten Anbieter stellen Sie sicher, dass Ihre Prozesse für Spritzguss, Reinraummontage und Funktionsprüfung alle am selben Ort und unter der Aufsicht eines Qualitätsmanagers stattfinden. Um so gegenseitige Schuldzuweisungen zu vermeiden und die Anlaufzeit um 35 % zu verkürzen, sollten Sie folgende Gründe für die Wahl eines Spritzgussdienstleisters mit einem vertikal integrierten Geschäftsmodell in Betracht ziehen:
Einheitliche Qualitätsverantwortung beseitigt Schuldzuweisungen
Sollte sich das Gehäuse um 0,05 mm verschieben und die Leiterplatte nicht mehr passen, schieben sich zwei verschiedene Lieferanten gegenseitig die Schuld für die Toleranzabweichung zu. In Ihrem eigenen Werk hingegen überprüfen dieselben Ingenieure, die für die Festlegung der Spritzgussparameter des Prototyps verantwortlich sind, auch die Passgenauigkeit bei der Endmontage. So ermitteln Sie die wahre Ursache innerhalb weniger Stunden statt Wochen, und die Korrektur erfolgt direkt an derselben Spritzgießmaschine – ohne Abstimmung zwischen den Standorten.
Logistik ohne Umwege zwischen den Standorten verkürzt Durchlaufzeiten und reduziert das Schadensrisiko
Der Transport von Formteilen zu einem externen Montagewerk dauert zusätzlich 3–5 Tage und birgt das Risiko von Transportschäden an den empfindlichen Gehäusen. Dank eines Reinraums der Klasse 7 direkt neben der Spritzgießlinie erfolgt der Teiletransport innerhalb weniger Minuten mit geschlossenen Wagen. So vermeiden Sie nicht nur jegliche Transportschäden, sondern verkürzen auch den gesamten Produktionszyklus um bis zu 40 % durch die Nutzung des Spritzgieß-Montage- Verfahrens für Kleinserien.
Vollständige Funktionsprüfung bestätigt die Leistungsfähigkeit vor dem Versand
Für die Nachbearbeitung nach dem Spritzgießen führt dasselbe Werk das Einsetzen der Leiterplattenbestückung (PCBA), das Verdrahten, die Lasermarkierung und einen 100% igen Funktionstest (FCT) durch. Elektrische Fehler beim FCT lassen sich über das serielle Rückverfolgungssystem der jeweiligen Formkavität und den Verarbeitungsparametern zuordnen. Studien mit einem geschlossenen Regelkreis haben gezeigt, dass die Ausbeute beim Hochgeschwindigkeitsspritzgießen im Vergleich zu anderen separaten Testsystemen um 8 % steigt (KMU-Benchmarking).
Schnellerer Hochlauf durch parallele Prozessentwicklung
Die Prüfung der Werkzeuge und der Montagelinie erfolgt parallel, nicht nacheinander. Während das Spritzgusswerkzeug auf Erstmuster geprüft wird, werden Ihre Montagevorrichtungen bereits anhand von 3D-gedruckten Prototypenteilen qualifiziert, die auf demselben CAD-Design basieren. Sie erhalten ein OEM-Spritzgussangebot mit garantiert schneller Produktionsaufnahme und 35 % kürzerer Lieferzeit für Ihre erste Bestellung.
Die Wahl eines integrierten Partners für Spritzguss und Montage eliminiert die versteckten Kosten geteilter Verantwortlichkeiten: 35 % schnellerer Produktionsanlauf, keine Logistikverluste und ein einziger Ansprechpartner für Qualitätssicherung . Dieses kosteneffiziente Spritzgussmodell wandelt Ihre Lieferkette von einer Reihe von Übergaben in einen durchgängigen Wertstrom um, unterstützt durch nachvollziehbare Daten vom Kavitätsdruck bis zum finalen FCT-Zertifikat (bestanden/nicht bestanden).
Häufig gestellte Fragen
1. Wie lange dauert die Erstellung einer umfassenden DFM-Kostenbewertung für Anfragen zu Automobil-Formteilen in großem Umfang üblicherweise?
Bei LS Manufacturing erstellen wir Ihnen innerhalb von 48 Stunden nach Erhalt Ihrer 3D-Modelle im STEP/IGES-Dateiformat und der detaillierten Montageanforderungen einen umfassenden und professionellen DFM-Bericht . Diese kostenlose DFM-Analyse liefert Ihnen Informationen zur Füllanalyse, zu möglichen Senkungsproblemen und hilft Ihnen, Ihre Kostenstruktur um bis zu 15 % zu optimieren.
2. Wie gewährleistet LS Manufacturing die strenge Rückverfolgbarkeit, die für die Montage von Medizinprodukten in Box-Build-Bauweise erforderlich ist?
Wir haben die Installation unseres MES (Manufacturing Execution System) abgeschlossen. Darin dokumentieren wir jeden Aspekt der Fertigungsprozesse – von Rohmaterialchargen über Spritzgussparameterprofile bis hin zu den Barcodes der fertigen Produkte. Es gewährleistet die lückenlose Rückverfolgbarkeit Ihrer Medizinprodukte und erfüllt somit die Anforderungen der FDA-Audits vollständig.
3. Können Ihre Spritzgussdienstleistungen die Produktion von Medizinprodukten in kleinen Stückzahlen kosteneffektiv ermöglichen?
Ja. LS Manufacturing setzt kosteneffiziente Schnellwechsel-Formentechnologien und modulare Kavitätenkonstruktionen für Ihre Medizinprodukte ein. Dieser Ansatz minimiert die amortisierten Kosten für Formen um mehr als 40 % bei Kleinserien ( unter 1.000 Stück ) hochwertiger Medizinprodukte. Damit ist die Technologie von LS Manufacturing optimal für die Phase der klinischen Studien und der Marktvalidierung geeignet.
4. Welche spezifischen Methoden verwenden Sie, um die Dichtheit des Gehäuses nach der endgültigen Gehäusemontage zu prüfen?
LS Manufacturing erfüllt die strengen Anforderungen der Automobil- und Medizintechnikbranche und setzt daher hochpräzise Differenzdruckprüfgeräte ( ±0,01 kPa ) sowie eine vollautomatische Dichtigkeitsprüfung mit Helium-Massenspektrometrie am Ende der Produktionslinie ein. Jedes montierte Medizinprodukt wird von LS Manufacturing auf Dichtheit geprüft.
5. Sind Sie in der Lage, elektrische Funktionstests (FCT) für Automobilelektronik während der Montagephase durchzuführen?
Ja. LS Manufacturing verfügt über eine eigene Elektronikentwicklungsabteilung, die sich auf die Entwicklung kundenspezifischer Teststationen für automatisierte ICT-Tests und FCT spezialisiert hat. Nach der Montage des spritzgegossenen Gehäuses führen wir Funktionstests wie Einschalttests und Signalinteraktionstests direkt auf der Leiterplatte durch, um Ihnen ein voll funktionsfähiges, sofort einsatzbereites Endprodukt zu liefern.
6. Wie unterstützt LS Manufacturing Automobilhersteller, wenn während der Produktion Konstruktionsänderungen (ECN) erforderlich sind?
Die Formenbaufertigung von LS Manufacturing ist mit modernsten 5-Achs-Ultrapräzisionsbearbeitungsanlagen und spiegelpolierten EDM-Anlagen ausgestattet. Unser Ingenieurteam kann die erforderlichen Änderungen innerhalb eines Tages bewerten und die Formen schnellstmöglich anpassen.
7. Über welche Konformitätszertifizierungen verfügen Ihre Produktionsstätten für die Automobil- und Medizintechnik?
LS Manufacturing ist stolz darauf, strenge Qualitätsmanagementstandards einzuhalten. Unsere Hauptproduktionsstätten sind nach IATF 16949 (Qualitätsmanagementsystem für die Automobilindustrie), ISO 13485 (Qualitätsmanagementsystem für Medizinprodukte) und ISO 9001 zertifiziert. Dies macht uns zu einem äußerst geschätzten und vertrauenswürdigen Partner in Ihrer internationalen Lieferkette.
8. Wie kann ich von LS Manufacturing ein genaues Kostenangebot für kundenspezifische Spritzguss- und Gehäusebauleistungen erhalten?
Bitte reichen Sie die Stückliste (BOM) und die technischen Zeichnungen Ihres Projekts ein. Wir werden diese eingehend analysieren und Ihnen innerhalb eines Werktages ein detailliertes Angebot zukommen lassen, das sowohl die technischen Vorteile als auch kostengünstige Fertigungslösungen aufzeigt.
Zusammenfassung
Medizin- und Automobilhersteller sollten die Reduzierung der Montagekosten nicht nur als Margenoptimierung betrachten, sondern die Kompetenzen eines Partners auf LS-Fertigungsniveau nutzen, um Präzisionsspritzguss (Toleranzen bis ±0,02 mm, vorausschauendes thermisches Spannungsmanagement) mit nachfolgenden Montageprozessen und einem absolut ausfallsicheren Umspritzverfahren zu integrieren . Mit unserem datengetriebenen Ansatz im Engineering-Design verwandeln wir die Komplexität komplexer Prozesse mit mehreren Zulieferern in eine nahtlose Komplettlösung, die zu geringeren Gesamtkosten und einer verbesserten Resilienz der Lieferkette führt.
Haben Sie Probleme mit der Gehäusemontage, Sensorausfällen oder der Koordination mehrerer Fertigungsprozesse? Verschwenden Sie kein Geld mehr durch schlecht konstruierte Produkte. Klicken Sie auf „Professionelles Angebot & DFM-Prüfung anfordern“ und laden Sie Ihre 3D-CAD-Modelle und Montagespezifikationen hoch. Wir weisen Ihr Projekt einem erfahrenen technischen Leiter von LS Manufacturing zu, der Ihnen ein geschlossenes Spritzgießverfahren mit herausragender Expertise und zu minimalen Kosten auf Basis unserer Daten und branchenüblicher Best Practices bietet.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com

