
Les services de moulage par injection de LS Manufacturing permettent de réduire les coûts indirects de 15 à 30 % liés à l'assemblage de composants médicaux et automobiles , dus aux inefficacités de la chaîne d'approvisionnement et aux pièces défectueuses. La cause profonde réside dans une conception inadéquate pour la fabrication (DFM), notamment en ce qui concerne l'accumulation des tolérances, l'assemblage par encliquetage et le cheminement des faisceaux de câbles.
Grâce à notre système intégré verticalement, qui combine le moulage par injection de précision et les lignes d'assemblage de boîtes, nous utilisons des méthodes de moulage par injection scientifiques pour contrôler toutes les dimensions à ±0,02 mm près. Ainsi, nous éliminons les retouches, principales sources de pertes sur les coûts d'assemblage, et réalisons jusqu'à 25 % d' économies. Découvrez nos experts à l'œuvre et comprenez comment la maîtrise de l'ensemble du processus peut vous apporter ces avantages.

Services de moulage par injection : Guide d’optimisation des coûts d’assemblage de boîtes
| Facteur de coût d'assemblage | Stratégie d'optimisation |
| Minimisation du nombre de pièces | Réduisez le nombre de pièces en utilisant le moulage par injection multi-doses et le surmoulage. |
| Conception pour l'assemblage automatisé | Incorporer des techniques d'auto-assemblage ( emboîtements et goupilles de guidage ), réduire ou éliminer les fixations libres. |
| Intégration des processus | Intégrez le moulage, l'usinage ultérieur et l'assemblage dans un flux de processus contrôlé. |
| Normalisation des matériaux et des procédés | Diminuez le nombre de références et utilisez la même résine pour les composants d'assemblage. |
| Intégration du contrôle qualité | Utiliser des capteurs en cours de production et un contrôle optique automatique au poste d'assemblage. |
Points clés à retenir :
- L'intégration est essentielle : les gains d'efficacité les plus importants résultent de la conception de l'assemblage comme un système plutôt que comme des pièces individuelles, réduisant ainsi les coûts de manutention et de fixation .
- L'automatisation n'est pas une option à envisager après coup : les pièces doivent être conçues pour la manutention et l'assemblage robotisés afin de minimiser la main-d'œuvre directe, qui représente le principal coût variable.
- La colocalisation favorise l'efficacité : le regroupement des processus de moulage, de post-traitement et d'assemblage dans une seule installation accroît l'efficacité.
- La qualité est intégrée, pas contrôlée : les contrôles de qualité en cours de fabrication ( capteurs et systèmes de vision ) à chaque étape du processus sont moins coûteux que le contrôle du produit fini.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Il existe de nombreux guides théoriques sur le moulage par injection . Ce qui distingue le nôtre, c'est que nous avons développé ces pratiques directement dans notre usine. Nos techniques ont été validées selon les critères de matériaux et de procédés définis par SAE International .
Nous fabriquons des pièces destinées à des environnements où la défaillance est critique : boîtiers pour dispositifs stériles, connecteurs pour outils de forage énergétique et composants sous capot pour automobiles . Les essais de matériaux que nous réalisons respectent les normes rigoureuses définies par l’ASTM International .
Notre expérience repose sur des milliers de productions. Nous maîtrisons le processus de refroidissement optimal pour éviter toute déformation, nous savons concevoir le système d'injection pour un remplissage parfait et nous comprenons les paramètres de production qui nous permettent de travailler avec des matériaux difficiles. Nous voulons vous éviter des dépenses inutiles dues à des erreurs telles que des retassures ou des injections incomplètes.
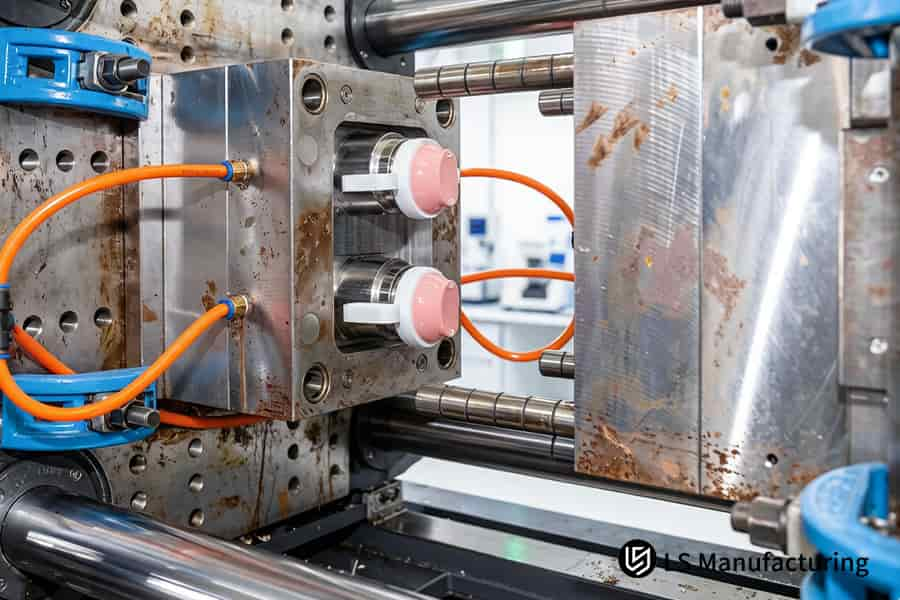
Figure 1 : Un bras robotisé fixe un boîtier en plastique à un cadre métallique pour un service d'assemblage de moulage par injection.
Pourquoi l'accumulation des tolérances des composants médicaux et automobiles fait-elle grimper le coût final d'assemblage de votre boîtier ?
Les fabricants d'équipements médicaux et automobiles font face à des coûts de retouche imprévus lorsque le retrait incontrôlable de plusieurs pièces moulées nécessite une intervention manuelle lors de l'assemblage final. Le problème réside dans le processus de moulage par injection , et plus précisément dans la variation d'épaisseur des parois, qui ne peut être entièrement corrigée par un contrôle après moulage.
Le contrôle du retrait élimine les retouches lors de l'assemblage final
L'approvisionnement traditionnel auprès de plusieurs fournisseurs entraîne une variation de retrait d'épaisseur de paroi de 0,3 % à 0,5 % , obligeant les opérateurs à limer, caler ou forcer l'insertion des boîtiers sur les cartes de circuits imprimés et les connecteurs. La réduction de la fluctuation du retrait des dimensions critiques à ≤ 0,08 % grâce à des paramètres de moulage par injection verrouillés permet d'obtenir des boîtiers parfaitement ajustés du premier coup, sans aucun réglage manuel. Vous optimisez immédiatement les coûts d'assemblage des boîtiers en éliminant les heures de main-d'œuvre et les rebuts liés à chaque insertion forcée.
L'intégration verticale réduit les coûts logistiques cachés
Alors que trois fournisseurs différents produisent le boîtier, les joints et les fixations nécessaires, les tolérances de chaque fournisseur entraînent une augmentation imperceptible des temps de cycle d'assemblage de 15 à 25 % . En s'approvisionnant en pièces moulées auprès d'un seul fournisseur de services de moulage par injection , toutes les surfaces de contact sont soumises au même contrôle de processus et aux mêmes dimensions.
Cas concret : Assemblage du boîtier d’un capteur médical
Un programme de moulage pour un équipementier médical automobile nécessitait un boîtier à 12 clips étanche IP67. Les premiers prototypes, provenant de plusieurs fournisseurs, présentaient un taux d'échec de 40 % dès le premier assemblage. Le recours à un fournisseur unique pour les quatre pièces en plastique, associé à un moulage par injection avec contrôle de la pression dans la cavité, a permis de réduire la variation d'épaisseur de paroi d'un facteur cinq , passant de 0,09 mm à 0,02 mm . Ceci a permis d'atteindre un rendement de 99,7 % dès le premier essai lors de l'assemblage final, et le client a constaté une réduction de 34 % de ses coûts de main-d'œuvre unitaires.
La simulation précoce est préférable aux ordres de modification d'outillage.
Laisser apparaître des problèmes d'interférence dès le premier contrôle de la pièce est précisément ce qui engendre des pertes de 8 000 $ à 15 000 $ en modifications inévitables de l'acier. Les simulations préliminaires réalisées à partir de votre modèle CAO permettent d'identifier les épaisseurs de nervures et les angles de dépouille susceptibles de provoquer des retassures et des problèmes d'interférence au niveau des connecteurs. Le modèle CAO ainsi obtenu est validé comme prêt pour le moulage, le retrait étant pris en compte sur toutes les dimensions.
La possibilité de contrôler le processus de moulage par injection directement sur la machine, plutôt qu'au poste d'inspection, permet de transformer les variations en une constance fiable. Toutes les données mentionnées ci-dessus proviennent de mesures dimensionnelles vérifiées indépendamment par le service des achats et le service qualité, à partir des devis de vos fournisseurs.

Comment les services de moulage par injection scientifique de pointe peuvent-ils prévenir les déformations structurelles dans les enceintes médicales complexes ?
Un refroidissement irrégulier des boîtiers médicaux provoque leur déformation, entraînant un précontrainte des fixations non uniforme et des retouches cachées lors de l'assemblage. La solution réside dans des services de moulage par injection avancés qui permettent de corriger ce problème avant même le début de l'usinage de l'acier, grâce à la prédiction de la chaleur de cisaillement, l'ajustement de la pression d'injection et le contrôle de l'orientation des cristaux. Votre pièce peut ainsi présenter une planéité ≤ 0,15 mm sans nécessiter de corrections après moulage.
La simulation Moldflow prédit les points chauds de cisaillement
- Cartographie thermique par cisaillement : détecte les zones localisées sujettes à la déformation en raison du refroidissement et du retrait différentiels .
- Validation de l'emplacement des points d'injection : prouve le bon remplissage du moule sans avoir recours à des essais coûteux.
- Conception de refroidissement conforme : assure une répartition homogène de la température dans le noyau et la cavité.
Avec l'analyse du moulage par injection , vous obtenez une approbation sur un jumeau numérique pour une planéité ≤0,15 mm avant la fabrication de l'acier.
La pression dynamique du pack compense les variations d'épaisseur de paroi.
- Retour d'information sur la pression de la cavité : Ajuste automatiquement le profil de maintien en fonction de l'épaisseur des nervures et de l'épaisseur des parois .
- Équilibrage du retrait volumétrique : élimine les puits et les concentrations de contraintes.
- Garantie d'alignement des bossages : tous les trous de vis correspondent parfaitement à votre schéma de montage de circuit imprimé et ne nécessitent aucun calage.
Grâce à la technologie de moulage par injection de précision, il n'est plus nécessaire de procéder à des ajustements manuels coûteux qui prennent généralement de 12 à 18 minutes par assemblage.
Le refroidissement contrôlé maintient l'orientation des cristaux dans le PC/ABS
- Programmation du liquide de refroidissement spécifique à la zone : maintient une cristallisation constante sur toute l’épaisseur .
- Élimination différée du fluage : aucune déformation ne provoque de distorsion susceptible de desserrer les connecteurs des semaines après l'expédition.
- Conformité à la norme ISO 13485 : Vos pièces disposent d’informations précises sur la planéité et la déformation pour chaque tir produit.
Le taux de retour du champ de déformation devient nul grâce à l'utilisation d' une conception de moulage par injection ciblée.
Une seule revue technique remplace trois essais de moules
- Rapport complet sur l'écoulement du moule : prévisions de déformation, taux de cisaillement et gradients de pression .
- Validation de la conception : Votre produit est prêt à être commercialisé car vous avez déjà approuvé un moulage par injection rentable .
- Aucune modification imprévue n'est à prévoir : aucune modification n'est nécessaire au niveau des canaux de refroidissement.
- Prédiction du gauchissement : Planéité validée avant la première découpe de l’acier.
Cette solution révolutionne le contrôle du gauchissement en passant des inspections après moulage à la conception avant moulage , garantissant ainsi une précision dimensionnelle optimale. L'utilisation du savoir-faire des équipementiers en moulage par injection sur mesure , combinée à une conception de processus optimisée par simulation, vous assure un boîtier homogène, conforme à la norme ISO 13485 dès sa sortie du moule. Chaque affirmation est étayée par des rapports de simulation et des analyses CMM consultables. Aucun risque d'hypothèse, d'erreur ou de retard.
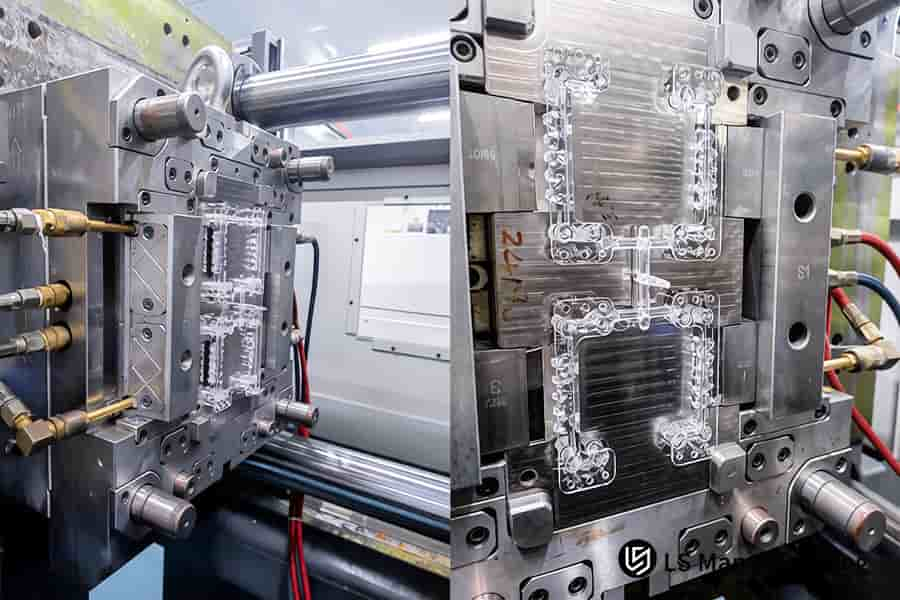
Figure 2 : Du plastique PEEK fondu remplit un moule en acier à cavités multiples pour un moulage par injection économique de pièces médicales.
Quels paramètres du surmoulage automobile peuvent réduire considérablement les coûts de routage manuel des faisceaux de câbles secondaires ?
L'assemblage des faisceaux de câbles et le sertissage des bornes représentent 40 % du coût total de main-d'œuvre pour la fabrication d'un boîtier ECU automobile. Grâce au moulage par injection sur mesure pour les équipementiers et au moulage par injection automobile , ces deux processus sont entièrement automatisés, les barres omnibus et les capteurs étant intégrés au boîtier en une seule opération. Le coût de la main-d'œuvre est ainsi réduit de 40 % , tout en éliminant les dommages à l'isolation dus aux bavures. Voici comment des paramètres contrôlés permettent d'atteindre cet objectif :
| Paramètre de processus | Assemblage traditionnel en plusieurs étapes | Moulage par insertion intégrée |
| Pression d'injection | Peut dépasser 120 MPa , provoquant un éclair | Régulé jusqu'à 120 MPa par une régulation en boucle fermée |
| Jeu entre l'insert et le moule | Incertain ; variation de ±30 μm | ≤15 μm maintenu avec des inserts résistants à l'usure |
| Positionnement terminal | Fonctionnement manuel, tolérance de ±0,5 mm | Mécanisme d'alimentation automatique, précision de ±0,05 mm |
| intégration du faisceau de câbles | Séparer le routage et le sertissage des câbles | Doté d'un faisceau de câbles intégré lors du moulage par injection d'encapsulation. |
| taux de dommages à l'isolation | 3 à 5 % en raison des reflets et des bords tranchants | moins de 0,1 % grâce au contrôle du jeu |
| heures de travail secondaire | 18 à 22 minutes par boîtier d'ECU | 10 à 12 minutes par logement (réduction de 45 % ) |
L'élimination du routage des faisceaux de câbles après moulage et le maintien de la pression d'injection sous les 120 MPa permettent de réduire considérablement l'étape la plus coûteuse de cette ligne de production. Les tolérances serrées ( ≤ 15 µm) protègent les inserts contre les courts-circuits et tout autre dommage. Ce procédé devrait permettre de réaliser des économies de plus de 40 % sur les coûts de main-d'œuvre par rapport aux moyennes du secteur. Il inclut également un service d'assemblage de moules d'injection pour vos produits et permet la fabrication de moules OEM pour les secteurs médical et automobile, avec une traçabilité conforme à la norme ISO 13485.
Comment la surveillance automatisée de la pression des cavités garantit-elle la constance à long terme des pièces pour les productions automobiles à grand volume ?
La production en grande série dans l'industrie automobile est impossible en cas de variabilité entre les lots, ce qui engendre des retards. Le système automatisé de surveillance de la pression dans la cavité détecte chaque variation, injection par injection. Grâce aux services de moulage par injection utilisant des capteurs de pression dans la cavité placés à des points critiques du moule, vous atteignez un CpK > 1,67 pour des millions de pièces, sans aucune interruption. Fonctionnement :
Les capteurs de cavité capturent chaque courbe de pression
L'installation de capteurs haute sensibilité au niveau des éjecteurs et des sorties de flux garantit une mesure précise de la pression à chaque injection. En cas de variation de pression dans la cavité supérieure à ±1,5 MPa lors du changement de production, le bras rejette automatiquement la pièce concernée. Le système de moulage par injection à pression contrôlée garantit une qualité irréprochable .
Le rejet en temps réel empêche les pièces défectueuses d'atteindre votre ligne de production.
Le système de tri sépare automatiquement les pièces non conformes dès leur éjection, avant leur conditionnement ou leur assemblage . Aucun risque d'écart de tolérance n'affecte les performances de votre ligne d'assemblage automatisée. Grâce à la surveillance en temps réel du moulage par injection , votre ligne fonctionne en continu, car aucun arrêt imprévu n'est à prévoir en raison de pièces hors tolérance provoquant des blocages ou des défaillances d'étanchéité.
Cohérence statistique sur des millions de cycles
Les données en temps réel de chaque injection contribuent au calcul continu du Cpk, que votre équipe qualité peut observer en temps réel. En maintenant la pression dans la cavité constante à ±1,5 MPa , la régularité géométrique garantit un Cpk ≥ 1,67 tout au long du processus. Selon les statistiques de la Society of Plastics Engineers, les moules multi-empreintes classiques fonctionnent avec un Cpk de 1,33 à 1,45 sans contrôle du processus d'injection . Votre capabilité s'améliore de 17 à 26 % , ce qui réduit le nombre d'arrêts de ligne et les demandes de garantie.
Les données traçables raccourcissent l'enquête sur les causes profondes
Chaque pièce mise au rebut correspond à son propre profil de pression, numéro de cavité et horodatage de cycle. Lorsque votre fournisseur de niveau 1 exige une validation PPAP pour une semaine de production, vous fournissez automatiquement les données de pression spécifiques à chaque cavité , sans extraction manuelle. Cela permet de gagner 80 % de temps de préparation pour les audits et d'éliminer tout litige relatif à la responsabilité en cas de problème sur le terrain.
Le suivi de la pression dans la cavité permet à vos mouleurs de passer d'une évaluation visuelle purement qualitative à une analyse quantitative des processus SPC. Le maintien d' un Cpk ≥ 1,67 sur des millions de cycles de moulage à haut volume pour les secteurs médical et automobile garantit l'absence d'arrêts de production dus à des variations dimensionnelles sur vos lignes d'assemblage. Ce moulage par injection économique fournit à votre équipe d'assurance qualité les données nécessaires pour chaque injection. Éliminez les arrêts de ligne dus à la dérive dimensionnelle. Garantissez un Cpk ≥ 1,67 pendant des millions de cycles. Contactez-nous pour mettre en place une surveillance automatisée de la pression et obtenir un devis de production validé.

Figure 3 : Une ligne automatisée traite le plastique ABS pour un tableau de bord automobile nécessitant un devis de moulage par injection OEM.
Le positionnement stratégique des points d'injection du moule peut-il influencer directement la durabilité cyclique des sous-ensembles mécaniques internes critiques ?
Les fissures de fatigue dues aux lignes de soudure dans les assemblages à enclenchement rapide et les micro-engrenages sous charge entraînent des défaillances sur le terrain et des demandes de garantie. Un séquençage intelligent des vannes déplace les lignes de soudure vers des nervures de renfort, garantissant une température de fusion ≥ 240 °C pour une liaison moléculaire optimale. Grâce à nos services de moulage par injection et à notre expertise pointue en la matière, vous pouvez obtenir une résistance à la traction accrue de 25 % au niveau de la ligne de tricotage.
Emplacement de la ligne de soudure des commandes de synchronisation des vannes séquentielles
- Délai d'ouverture de la goupille de soupape : Préprogrammé avec une précision de ±0,01 s pour éviter de placer les lignes de soudure dans des zones de concentration de contraintes.
- Convergence du front de fusion : Guidée vers des nervures de renforcement qui absorbent les contraintes.
- Impact sur le cycle : Aucun changement dans la durée totale du cycle , malgré les modifications de synchronisation survenant pendant le processus de remplissage.
Cette méthode, mise en œuvre par un spécialiste du moulage par injection , permet de réduire les contraintes sans affecter les propriétés physiques du moule ni des pièces produites.
Une température de fusion ≥ 240 °C assure l'enchevêtrement moléculaire.
- Calibrage de la bande chauffante : assure une température de la buse de ±2 °C avec une température de 240 °C au-dessus de la ligne de tricotage.
- Contribution du chauffage par cisaillement : mesurée par simulation pour tenir compte de l’effet de refroidissement sur les sections minces du moule.
- Diffusion moléculaire : Interaction complète entre les chaînes à l'interface de soudure confirmée par des coupes transversales au microtome .
Les solutions de moulage par injection garantissent une résistance à la traction comparable à celle des plastiques vierges, comme le prouve la norme ASTM D638 avec une augmentation de résistance de 25 % par rapport aux lignes de soudure contrôlées.
Cartes de simulation prédictive de la distribution des contraintes avant outillage
- Analyse par éléments finis des lignes de soudure : détermine les points potentiels de concentration de contraintes aux emplacements des lignes de soudure prévues.
- Compromis liés à la position de la porte : Prend en compte le temps de remplissage par rapport à l'emplacement de la ligne de tricotage sur la base d' une simulation de conception du moule .
- Optimisation itérative : réduit le besoin de moules d'essai en effectuant trois simulations au lieu de cinq itérations, réduisant ainsi le temps de fabrication du moule de 40 % .
Grâce aux outils de simulation de moulage par injection personnalisés, vous obtenez l'approbation d'une conception de moule garantie pour résister à plus de 500 000 cycles des mécanismes de changement de vitesse des transmissions.
Validation en conditions réelles : sous-ensemble du levier de vitesses automobile
- Mode de défaillance initial : La ligne de soudure au niveau du bossage de pivot a entraîné des fractures dans 12 % des cas après 200 000 cycles lors des tests de validation OEM.
- Intervention : Déplacement de la ligne de soudure vers la nervure de renfort en retardant la vanne de 0,03 seconde .
- Résultat : Atteint zéro fracture après 600 000 cycles – dépassant largement les exigences du client de 300 % .
Votre procédé de moulage par injection économique vous évite le recours à des inserts métalliques coûteux, tout en répondant à toutes les exigences de durabilité.
L'optimisation du positionnement des points d'injection transforme les points faibles des lignes de soudure en un élément de conception facile à gérer. Grâce à l'optimisation du positionnement des points d'injection par simulation et gestion thermique, vous avez la garantie de lignes de soudure 25 % plus résistantes. Demandez dès maintenant votre devis de moulage par injection OEM , incluant la simulation des lignes de soudure. Avec un moulage par injection fiable , votre première pièce réussira les tests de fatigue sans problème.
Quelles modifications de polymères de qualité médicale maximisent le rendement des boîtes médicales multicomposantes liées par solvant ?
Si des contraintes superficielles subsistent et provoquent des fissures, le rendement chute en dessous de 85 % . Pour éliminer ces contraintes, il est essentiel de s'assurer que l'état de surface du moule présente une rugosité Ra ≤ 0,2 μm et que sa température se situe entre 95 °C et 105 °C . On obtient ainsi un rendement d'étanchéité de 99,8 % avec une résistance de soudure ultrasonique atteignant 90 % de celle du matériau de base. Voici comment la maîtrise des paramètres rend cela possible pour le moulage de pièces médicales et automobiles en grande série :
| Paramètre | Procédé conventionnel | Processus optimisé |
| rugosité de surface | Ra 0,4–0,8 μm, incohérent | Ra ≤ 0,2 μm par polissage de cavité de moulage par injection de précision |
| Plage de température du moule | 70–90 °C, variation de ±10 °C | Régulation en boucle fermée de 95 à 105 °C, ±2 °C, par systèmes thermiques de moulage par injection industriels |
| Profondeur de la couche de contrainte résiduelle | 50–80 μm, sujet à la fissuration | ≤15μm, détendu |
| vitesse de craquage par solvant | 8 % à 15 % pendant le collage | <0,2% |
| Résistance de la soudure ultrasonique par rapport au matériau de base | 65 % à 75 % | ≥90% |
| taux de rendement de scellement | 82 %–87 % | 99,8% |
Votre procédé d'assemblage aléatoire devient reproductible, avec un rendement de 99,8 % et une résistance de soudure d'au moins 90 % de celle du matériau d'origine. Votre approche de moulage par injection sur mesure pour les équipementiers élimine les fissures de contrainte grâce à une maîtrise du processus d'injection plastique . Associée à un service d'assemblage par injection comprenant la finition de surface et le profilage thermique, votre pièce réussit le test d'étanchéité dès le départ, sans aucune retouche.

Figure 4 : La machine de moulage par injection traite le polymère PC pour un boîtier électronique afin d'optimiser le coût d'assemblage.
Étude de cas : Comment LS Manufacturing a permis à un fournisseur automobile de premier rang d’économiser 22 % sur les coûts de fabrication des boîtiers de commande pour véhicules électriques
Lors d'un test d'étanchéité IP67 du boîtier de commande d'une batterie de véhicule électrique de catégorie 1, 14,5 % de défauts ont été constatés, dus à un décalage de 0,40 mm sur des pièces surmoulées. En réponse, LS Manufacturing a optimisé le processus de surmoulage en deux étapes en une seule pièce. Cette élimination du décalage a permis de réduire les coûts globaux de 22 % . Voici comment l'optimisation des coûts d'assemblage du boîtier a été réalisée :
Défi du client
L'ancienne conception nécessitait un moulage par injection multicavité en deux étapes, réalisé par deux fournisseurs différents, ce qui engendrait un décalage de 0,40 mm sur la surface de la bride d'accouplement. Le joint torique se déplaçait lors de la pose du joint IP67, ce qui entraînait 14,5 % de défauts lors des tests d'étanchéité. La coordination avec plusieurs fournisseurs a augmenté les coûts de 18 % , retardant la production de six semaines .
Solution de fabrication LS
Nos ingénieurs ont réalisé une analyse DFM approfondie et recommandé un procédé de moulage par injection bicolore à l'aide d'une presse de 350 tonnes. Le corps principal et le joint en TPE ont été surmoulés en une seule opération. Des canaux de refroidissement conformes ont permis de maintenir la température de la cavité à ±2 °C , résolvant ainsi le problème de retrait anisotrope. Lors des essais de notre prototype, nous avons constaté que la ligne de soudure était due au positionnement initial du point d'injection. Par conséquent, ce dernier a été décalé de 12 mm et la vitesse d'injection a été réduite de 55 mm/s à 42 mm/s .
Résultats et valeur
Le rendement de première passe a augmenté de 85,5 % à 99,9 % , tandis que le temps de cycle a diminué de 110 s/unité à 45 s/unité . Le regroupement de ces deux processus dans un seul bâtiment a permis de réaliser une économie de 22 % , en évitant de multiples négociations avec différents fournisseurs. Notre service d'assemblage par moulage par injection a su apporter une solution rapide, leur permettant ainsi de remporter une plateforme pour les trois prochaines années.
Ce cas illustre comment une consolidation des processus basée sur l'ingénierie, tirant parti d'un devis de moulage par injection OEM de précision, élimine les facteurs problématiques responsables d'un faible rendement d'assemblage. Cette approche a permis de réaliser des économies tangibles de 22 % et d'atteindre un taux de rendement de 99,9 % dès la première passe. Ces deux chiffres sont étayés par une expérience pratique acquise grâce à un cycle de production actuellement opérationnel à un rythme de 150 000 pièces par an. Par conséquent, les fournisseurs de rang 1 confrontés à de tels problèmes de tolérance disposent d'une solution efficace.
Pour valider une réduction de coût de 22 % pour votre assemblage, demandez une étude de faisabilité auprès de nos experts en intégration et recevez un plan de production stratégique et un devis.

Pourquoi choisir un fournisseur intégré comme LS Manufacturing est-il supérieur à la séparation du moulage et de l'assemblage mécanique ?
Séparer ces deux processus entraînera inévitablement des accusations mutuelles et des retards de plusieurs semaines dans la résolution des problèmes d'ajustement. Avec une source intégrée, vous vous assurez que vos processus de moulage, d'assemblage en salle blanche et de tests fonctionnels sont tous réalisés au même endroit, sous la supervision d'un responsable qualité. Ainsi, en évitant les accusations mutuelles et en réduisant de 35 % le temps de montée en puissance, voici quelques raisons d'opter pour un prestataire de services de moulage par injection doté d'un modèle d'entreprise verticalement intégré :
La responsabilité unique en matière de qualité élimine les jeux de reproches
Si le boîtier présente un écart de 0,05 mm et que le circuit imprimé ne s'y insère plus, deux fournisseurs différents se renvoient la balle quant à la tolérance de l'autre. Or, au sein de votre entreprise, les mêmes ingénieurs qui déterminent les paramètres de moulage par injection du prototype vérifient également l'ajustement lors de l'assemblage final. Ainsi, vous identifiez la cause exacte du problème en quelques heures au lieu de plusieurs semaines et la correction est effectuée sur la même machine d'injection, sans aucun échange inter-sites.
La logistique inter-sites zéro réduit les délais et les risques de dommages
Le transport des pièces moulées vers une usine d'assemblage distante prend 3 à 5 jours supplémentaires et expose les boîtiers fragiles aux risques de dommages liés au transport. Grâce à une salle blanche de classe 7 située juste à côté de la ligne de moulage, le transport des pièces s'effectue en quelques minutes à l'aide de chariots fermés. Vous évitez ainsi tout dommage lié au transport et réduisez le cycle de production global jusqu'à 40 % grâce à l'utilisation du moulage par injection en petites séries et du flux d'assemblage.
Des tests fonctionnels complets valident les performances avant l'expédition.
Pour les opérations post-moulage, la même usine réalise l'insertion à l'aveugle des cartes PCBA, le câblage, le marquage laser et un test fonctionnel à 100 % (FCT). Les défaillances électriques lors du FCT sont directement liées à la cavité du moule et aux paramètres de traitement grâce au système de suivi sérialisé. Ce système de rétroaction en boucle fermée permet d'augmenter les rendements du moulage par injection à grande vitesse de 8 % par rapport à d'autres systèmes de test indépendants, selon une étude comparative réalisée par une PME.
Accélération plus rapide grâce au développement de processus parallèles
Les tests des outils et la mise en place de la ligne d'assemblage sont effectués simultanément, et non successivement. Pendant que le moule est inspecté pour le premier article, vos dispositifs d'assemblage sont qualifiés à l'aide de prototypes imprimés en 3D, créés à partir de la même conception CAO. Vous recevrez un devis de moulage par injection OEM garantissant une montée en cadence rapide et une première commande livrée 35 % plus tôt.
Choisir un partenaire intégré de moulage à assemblage permet d'éliminer les coûts cachés liés à la responsabilité partagée : montée en puissance 35 % plus rapide, zéro gaspillage logistique et un interlocuteur unique pour la qualité . Ce modèle de moulage par injection rentable transforme votre chaîne d'approvisionnement, passant d'une succession d'interventions à un flux de valeur continu, étayé par des données vérifiables, de la pression dans la cavité à la validation/refus du premier essai.
FAQ
1. Quel est le délai de traitement standard pour une évaluation complète des coûts DFM sur les demandes de moulage automobile à grand volume ?
Chez LS Manufacturing, nous nous engageons à vous fournir un rapport DFM complet et professionnel sous 48 heures après réception de vos modèles 3D au format STEP/IGES, accompagnés des spécifications d'assemblage détaillées. Cette analyse DFM, offerte gratuitement, fournit des informations sur l'analyse de remplissage, les éventuels problèmes d'encastrement et contribue à optimiser votre structure de coûts jusqu'à 15 % .
2. Comment LS Manufacturing assure-t-elle la traçabilité rigoureuse requise pour les services d'assemblage de boîtiers de qualité médicale ?
Nous avons finalisé l'installation de notre MES (Manufacturing Execution System) , qui nous permet de documenter chaque étape des processus de fabrication, depuis les lots de matières premières jusqu'aux codes-barres des produits assemblés, en passant par les profils des paramètres de moulage par injection. Ce système garantit une traçabilité complète de vos dispositifs médicaux, répondant ainsi pleinement aux exigences d'audit de la FDA.
3. Vos services de moulage par injection peuvent-ils prendre en charge des séries de production de dispositifs médicaux à faible volume tout en restant rentables ?
Oui. LS Manufacturing utilise des technologies de moules à changement rapide économiques et une conception modulaire des cavités pour vos dispositifs médicaux. Cette approche permet de réduire de plus de 40 % les coûts d'amortissement des moules pour les petites séries ( moins de 1 000 unités ) de dispositifs médicaux de haute qualité. La technologie de LS Manufacturing est ainsi parfaitement adaptée à la phase d'essais cliniques et de validation du marché.
4. Quelles méthodes spécifiques utilisez-vous pour tester l'intégrité de l'étanchéité du boîtier après l'assemblage final ?
Conformément aux exigences strictes des industries automobile et médicale, LS Manufacturing utilise des testeurs de pression différentielle de haute précision ( ±0,01 kPa ) et un système entièrement automatisé de contrôle d'étanchéité par spectrométrie de masse à l'hélium, installé en fin de ligne. LS Manufacturing contrôle chaque dispositif médical assemblé afin de garantir l'absence de fuites.
5. Êtes-vous capable d'effectuer des tests fonctionnels électriques (FCT) pour l'électronique automobile pendant la phase d'assemblage ?
Oui. LS Manufacturing possède son propre département d'ingénierie électronique, spécialisé dans la conception de bancs de test personnalisés pour les tests automatisés ICT et FCT . Après l'assemblage du boîtier moulé par injection , nous effectuons des tests fonctionnels, tels que des tests de mise sous tension et d'interaction des signaux directement sur la carte de circuit imprimé, afin de vous fournir un produit fini entièrement fonctionnel et prêt à l'emploi.
6. Comment LS Manufacturing aide-t-elle les équipementiers automobiles lorsque des modifications techniques (ECN) sont nécessaires en cours de production ?
L'atelier de fabrication de moules de LS Manufacturing est entièrement équipé des machines d'usinage ultra-précises 5 axes les plus modernes et d'équipements d'électroérosion à finition miroir. Notre équipe d'ingénieurs est en mesure d'évaluer les modifications techniques en une seule journée et de modifier les moules dans les meilleurs délais.
7. Quelles certifications de conformité vos installations de fabrication détiennent-elles pour la production automobile et médicale ?
LS Manufacturing est fière de respecter des normes de gestion de la qualité rigoureuses. Nos principales usines de fabrication sont toutes certifiées IATF 16949 (système de management de la qualité automobile), ISO 13485 (système de management de la qualité des dispositifs médicaux) et ISO 9001, ce qui fait de nous un partenaire extrêmement précieux et fiable au sein de votre chaîne d'approvisionnement internationale.
8. Comment puis-je obtenir un devis précis pour les services de moulage par injection et d'assemblage de boîtes sur mesure de LS Manufacturing ?
Veuillez nous soumettre la nomenclature (BOM) et les plans techniques de votre projet. Nous procéderons à une analyse approfondie et vous ferons parvenir sous 24 heures un devis détaillé mettant en avant les avantages techniques et les solutions de fabrication économiques.
Résumé
Les équipementiers des secteurs médical et automobile ne doivent pas considérer la réduction des coûts d'assemblage comme une simple question de réduction des marges, mais exiger d'un partenaire de niveau LS Manufacturing les capacités d' intégrer le moulage par injection de précision (tolérances à ±0,02 mm, gestion prédictive des contraintes thermiques) aux opérations d'assemblage ultérieures et à un processus de surmoulage infaillible. Grâce à notre approche de conception technique basée sur les données, nous transformons la complexité liée à la gestion de multiples fournisseurs en une offre intégrée et fluide, permettant de réduire les coûts totaux et d'améliorer la résilience de la chaîne d'approvisionnement.
Vous rencontrez des difficultés avec l'assemblage des boîtiers, des défaillances de capteurs ou la coordination de plusieurs opérations de fabrication additive ? Ne laissez plus des produits mal conçus vous coûter cher. Cliquez sur « Obtenir un devis professionnel et une analyse de fabricabilité » et téléchargez vos modèles CAO 3D et vos spécifications d'assemblage. Nous confierons votre projet à un directeur technique expérimenté de LS Manufacturing qui mettra en œuvre un processus de moulage par injection en boucle fermée, alliant expertise et rentabilité, en s'appuyant sur nos données et les meilleures pratiques du secteur.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com

