
Injection molding services from LS Manufacturing address the 15%-30% cost overhead problem associated with medical/automotive box-build assemblies, resulting from supply chain inefficiencies and defective parts. The root cause lies in poor design for manufacturing (DFM) in regard to tolerance stacking, proper snap-fitting and harness routing design.
By employing our vertically integrated system combining precision injection molding with box build lines, we can use scientific injection molding methods to control all dimensions to within ±0.02mm. By doing so, we eliminate the need for rework, which accounts for most losses in assembly costs, saving up to 25%. See our experts at work to understand how end-to-end process control can do this for you.

Injection Molding Services: Box-Build Assembly Cost Optimization Guide
| Assembly Cost Driver | Optimization Strategy |
| Part Count Minimization | Reduce part count by using multi-shot injection molding and insert molding. |
| Design for Automated Assembly | Incorporate self-assembly techniques (snap-fits and guide pins), reduce or eliminate loose fasteners. |
| Process Integration | Move molding, post machining, and assembly into one controlled process flow. |
| Material & Process Standardization | Decrease SKUs and use the same resin for mating components. |
| Quality Control Integration | Use in-process sensors and automatic optical inspection at the assembly station. |
Key Takeaways:
- Integration is Key: The greatest efficiencies arise from designing the assembly as a system, rather than individual parts, thereby reducing handling and fastening costs.
- Automation is Not an Afterthought: Parts should be designed for robotic handling and assembly to minimize direct labor, which is the biggest variable cost.
- Co-location Drives Efficiency: Combining molding, post processing, and assembly processes into one facility increases efficiency.
- Quality is Built In, Not Inspected: In-process quality inspections (sensors and vision systems) during each stage of manufacture are less expensive than inspection of the finished box build.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are many theoretical injection molding guides out there that you can find. What sets our guide apart is the fact that we've developed these practices right here at our own factory. Our techniques have been benchmarked using the material and process criteria provided by SAE International.
We manufacture parts in environments where failure is critical – housings for sterile devices, connectors for energy downhole tools, and under-hood components for automobiles. The material testing that we carry out follows the strict guidelines outlined by ASTM International.
Our experience comes from thousands upon thousands of runs. We know the correct cooling process required to avoid warpage, we know how to design the gate for a flawless filling process, and we understand the process parameters that allow us to work with difficult materials. We want to make sure you don't waste money making mistakes such as sinks and short shots.
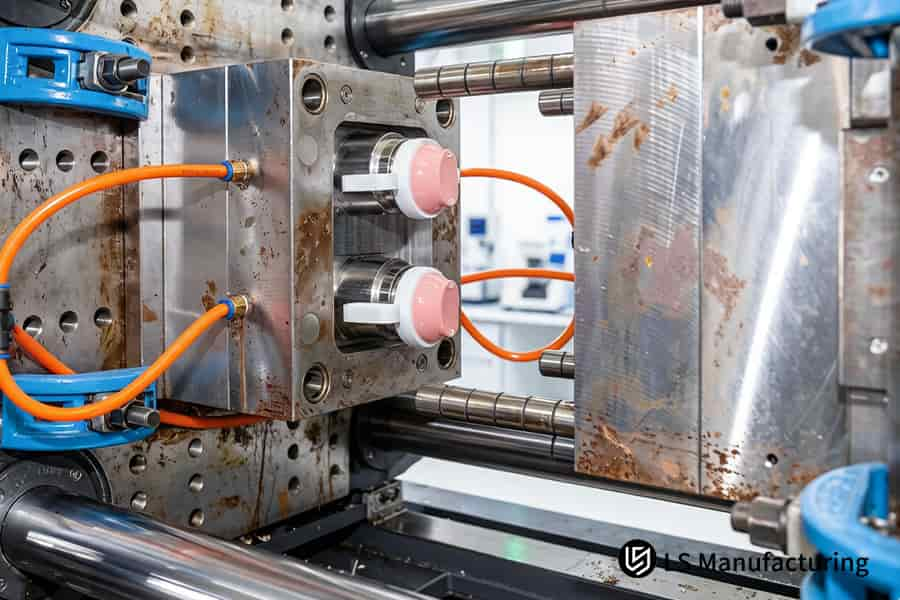
Figure 1: A robotic arm attaches a plastic housing to a metal frame for injection molding assembly service.
Why Do Medical And Automotive Component Tolerance Stack Ups Inflate Your Final Box Build Assembly Cost?
Unforeseen rework expenses arise for medical and automotive OEMs when uncontrollable shrinkage in several moldings necessitates manual intervention in the final assembly stage. And the problem lies within the injection molding process—namely, wall-thickness shrinkage variation that cannot be fully rectified by inspection post molding:
Shrinkage Control Eliminates Rework at Final Assembly
Traditional multi-supplier sourcing yields wall-thickness shrinkage variation of 0.3%–0.5%, forcing operators to file, shim, or force-fit enclosures onto PCBAs and connectors. Tightening critical-dimension shrinkage fluctuation to ≤0.08% through locked injection molding parameters delivers housings that seat 100% first-time with zero manual adjustment. You capture immediate box build assembly cost optimization by erasing touch-labor hours and scrap from every forced insertion.
Vertical Integration Cuts Hidden Logistics Costs
Whereas three different suppliers produce the housing, seals, and fasteners needed, each supplier's tolerance stack individually leads to an invisible increase in assembly cycle times of 15%-25%. By sourcing all moldings from one supplier of injection molding services, all mating surfaces are placed under the same process control and same measurements.
Real-World Case: Medical Sensor Housing Assembly
One medical automotive OEM molding program required a 12-snap-fit housing rated IP67, and early multi-vendor samples were failing first-assembly 40% of the time. Using a single supplier for the four plastic parts, along with injection molding that monitors cavity pressure, reduced wall-thickness variance by a factor of five—from 0.09mm to 0.02mm. This allowed first-time yield of 99.7% at final assembly, and the client saw its unit labor cost reduced by 34%.
Early Simulation Beats Post-Tool Change Orders
Letting the first article inspection point reveal interference problems is precisely where programs lose between $8,000 and $15,000 on unavoidable steel changes. Early simulations using your CAD model identify those rib thicknesses and draft angles that result in sink marks and connector seating interference issues. The resulting CAD model is signed off on as mold ready, with shrinkage allocated across every dimension.
The ability to control the injection molding process at the machine itself, rather than the inspection station, turns variation into consistency you can count on. Everything listed above comes from dimensional measurements verified independently byprocurement and quality using your supplier quotes.

How Can Advanced Scientific Injection Molding Services Prevent Structural Warp In Complex Medical Enclosures?
Inconsistent cooling of medical enclosures causes them to warp, resulting in inconsistent fastener preload and hidden rework during assembly. The solution lies in advanced injection molding services that allow you to fix the issue even before steel work starts by predicting shear heat, adjusting pack pressure, and crystal orientation control. Your part can have ≤0.15mm flatness without the need for post-molding corrections.
Moldflow Simulation Predicts Shear Heat Hotspots
- Shear heat mapping: Detects localized areas prone to warping due to differential cooling and shrinkage.
- Gate location validation: Proves proper filling of the mold without the need for expensive trial runs.
- Conformal cooling layout: Provides consistent temperature distribution in core and cavity.
With injection molding analysis, you get approval on a digital twin for ≤0.15mm flatness before steel fabrication.
Dynamic Pack Pressure Compensates Wall Thickness Variation
- Cavity-pressure feedback: Adjusts hold profile automatically for rib thickness and wall thickness.
- Volumetric shrinkage balancing: Eliminates sinks and stress concentrations.
- Boss alignment guarantee: All screw holes match your PCB mounting pattern perfectly and require no shimming.
The need for costly hand adjustments that typically take 12 to 18 minutes per assembly is gone using precise injection molding technology.
Controlled Cooling Locks Crystal Orientation in PC/ABS
- Zone-specific coolant programming: Keeps crystallization constant throughout the entire thickness.
- Delayed creep elimination: No warping causes distortion that will loosen connectors weeks after shipping.
- ISO 13485 compliance: Your parts have accurate warping flatness information for each shot produced.
The warpage field return rate becomes zero through the use of targeted injection molding design.
One Engineering Review Replaces Three Mold Trials
- Full mold-flow report: Warpage predictions, shear rates, and pressure gradients.
- Design sign-off: Your product is ready for release because you've already approved cost effective injection molding.
- No surprise change orders: No modifications are necessary to cooling channels.
- Warpage prediction: Validated flatness before first steel cut.
The solution changes the method of warp control from post-mold inspections to pre-mold designs, providing dimensional certainty. The use of OEM custom injection molding skills, complemented with process design through simulations, guarantees you a consistent enclosure, meeting ISO 13485 standards right out of the mold. Every claim has evidence in simulation reports and CMM analysis that you can review. No assumptions, no mistakes, and no delays.
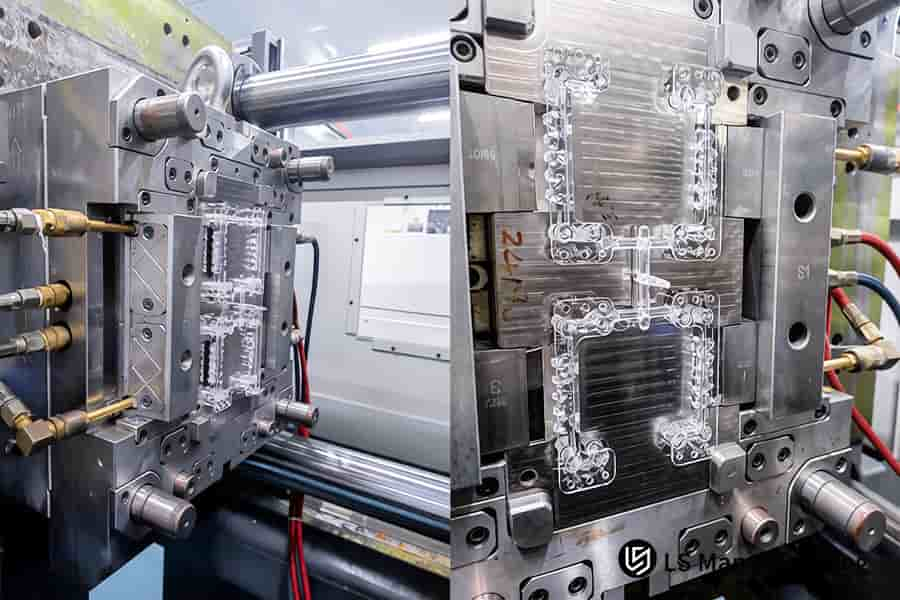
Figure 2: Molten PEEK plastic fills a multi-cavity steel mold for cost effective injection molding of medical parts.
What Parameters In Automotive Insert Molding Can Drastically Reduce Secondary Wire Harness Manual Routing Expenses?
Wire harness assembly and terminal crimping account for 40% of the total labor costs in building an ECU box in automobiles. Using OEM custom injection molding and automotive injection molding, both processes are completely automated, with busbars and sensors integrated into the housing via a single shot. The labor cost is reduced by 40%, while at the same time, insulation damage due to flash is eliminated. This is how controlled parameters achieve this objective:
| Process Parameter | Traditional Multi-Step Assembly | Integrated Insert Molding |
| Injection pressure | May exceed 120 MPa, leading to flashing | Controlled up to 120 MPa through closed-loop control |
| Insert-to-mold clearance | Uncertain; ±30 μm variation | ≤15 μm maintained with wear-resistant inserts |
| Terminal positioning | Manual operation, ±0.5mm tolerance | Automatic feeding mechanism, ±0.05mm precision |
| Wire harness integration | Separate wire routing and crimping | Equipped with integrated wire harness during encapsulation injection molding |
| Insulation damage rate | 3%–5% because of flash and sharp edges | less than 0.1% due to clearance control |
| Secondary labor hours | 18–22 minutes per ECU housing | 10–12 minutes per housing (45% reduction) |
With post-mold wire harness routing eliminated and injection pressure control maintained under 120 MPa, you will have addressed the most costly step in this production line process. The tight tolerances of ≤15 µm will protect the inserts from shorts and any additional damage. This is expected to save more than 40% of labor cost compared with industry averages. The new process adds injection mold assembly service for your products and enables medical automotive OEM molding traceable under ISO 13485 standards.
How Does Automated Cavity Pressure Monitoring Secure Long Term Part Consistency For High Volume Automotive Runs?
Automotive high-volume runs cannot be completed when there is variability between batches, which leads to delays in the production line. The automated cavity pressure monitoring system detects all instances of variability on a shot by shot basis. With injection molding services through the use of cavity sensors at critical spots within the mold, you attain CpK >1.67 for millions of parts without any disruption. How it is done:
Cavity Sensors Capture Every Pressure Curve
The installation of sensors with high sensitivity at the ejector pins and the flow ends will ensure a full measurement of pressure for each shot. In case there is any variation in cavity pressure beyond ±1.5 MPa during the switchover, the arm will reject that particular part automatically. The cavity pressure injection molding system ensures 100 percent quality without errors.
Real-Time Rejection Prevents Defective Parts from Reaching Your Line
The sorting system automatically separates non-conforming parts after they are ejected, prior to entering packaging or further assembly. There is no risk of tolerance deviation affecting the performance of your automated assembly line. Using real-time injection molding monitoring, your line operates non-stop since there are no unplanned halts arising from out-of-tolerance enclosures causing fixture jams or seal failures.
Statistical Consistency Across Millions of Cycles
Live data for each molded shot contributes to the continuous Cpk calculation which your quality team can observe in real time. By keeping the cavity pressure constant at ±1.5 MPa range, geometric consistency maintains Cpk ≥1.67 throughout your entire process. Statistical evidence by Society of Plastics Engineers suggests that typical multi-cavity tools work at Cpk 1.33-1.45 without injection molding process control. Your process capability improves by 17-26%, resulting in reduced number of line stoppages and lower warranty claims.
Traceable Data Shortens Root Cause Investigation
Each scrapped piece corresponds to its own pressure profile, cavity number, and cycle timestamp. Whenever your Tier 1 demands PPAP validation for any production week, you provide cavity-specific pressure data automatically with no need for data extraction by hand. This saves 80% of auditing prep time and removes all arguments regarding liability in case of field problems.
Cavity pressure tracking takes your molders from purely qualitative visual assessment to quantitative SPC process analysis. Maintaining Cpk ≥1.67 in millions of cycles of high volume medical automotive molding ensures no production downtime due to dimensional shift on your assembly lines. This cost effective injection molding gives your every shot data support your quality assurance staff needs. Stop line stoppages from dimensional drift. Secure Cpk ≥1.67 for millions of cycles. Contact us to implement automated pressure monitoring and receive a validated production quote.

Figure 3: An automated line processes ABS plastic for an automotive dashboard requiring oem injection molding quote.
Can Strategic Mold Gating Placement Directly Influence The Cyclic Durability Of Critical Internal Mechanical Subassemblies?
Fatigue cracks resulting from weld lines within load-carrying snap fits and micro gears lead to field failures and warranty claims. Smart sequencing of valve gates moves the weld lines into reinforced ribs, ensuring melt temperature ≥240°C to ensure molecular bonding. By leveraging our injection molding services and deep molding expertise, you can achieve an additional 25% of tensile strength in the knit line.
Sequential Valve Gate Timing Controls Weld Line Location
- Valve pin delay: Pre-programmed with ±0.01s accuracy to avoid placing weld lines in stress concentration areas.
- Melt front convergence: Guided to reinforcing ribs which absorb the stress.
- Cycle impact: No change in the total cycle time as timing changes take place during the filling process.
This method, carried out by an injection molding specialist, achieves stress relief without affecting any physical properties of the mold or the parts produced.
Melt Temperature ≥240°C Ensures Molecular Entanglement
- Heater band calibration: Ensures nozzle temperature ±2°C with a temperature of 240°C above the knit line.
- Shear heating contribution: Measured through simulation to account for the cooling effect on thin sections of the mold.
- Molecular diffusion: Complete interaction between chains at the weld interface confirmed with microtome cross sections.
The injection molding solutions ensure tensile strength comparable to virgin plastics, as proved by ASTM D638 with a 25% strength increase over controlled weld lines.
Predictive Simulation Maps Stress Distribution Before Tooling
- FEA weld line analysis: Determines potential stress concentration points at the locations of predicted knit lines.
- Gate position trade-offs: Considers fill time against knit line location based on mold design simulation.
- Iterative optimization: Reduces the need for trial molds by conducting three simulations instead of five iterations, reducing mold build time by 40%.
With custom injection molding simulation tools you have approval of a mold design that is guaranteed to last over 500,000 cycles of transmissions' shift mechanisms.
Real-World Validation: Automotive Shift Lever Subassembly
- Initial failure mode: Weld line at pivot boss resulted in 12% fractures after 200,000 cycles during OEM validation tests.
- Intervention: Moved weld line to stiffening rib by delaying valve 0.03 seconds.
- Result: Achieved zero fractures after 600,000 cycles – far surpassing customer requirements by 300%.
Your cost effective injection molding saves you costly metal insert options, yet meets all durability requirements.
Optimizing gate placement changes weld line weaknesses into an easily managed design element. By optimizing gate placement through simulation and thermal management, you are guaranteed 25% stronger knit lines. Get your OEM injection molding quote now, complete with simulation of weld lines. With the reliabe injection molding, your first article will pass fatigue testing without issue.
Which Medical Grade Polymer Modifications Maximize The Yield Rate Of Solvent Bonded Multi Component Medical Boxes?
If there is any surface stress left due to which cracking occurs, yield falls below 85%. The removal of stress can be done by making sure that the surface finish of the mold is within Ra ≤ 0.2 μm range and mold temperature ranges from 95°C to 105°C. You achieve 99.8% sealing yield with ultrasonic weld strength reaching 90% of parent material. Here is how parameter control makes this possible for high volume medical automotive molding:
| Parameter | Conventional Process | Optimized Process |
| Surface roughness | Ra 0.4–0.8 μm, inconsistent | Ra ≤0.2 μm via precision injection molding cavity polishing |
| Mold temperature range | 70–90°C, ±10°C variation | 95–105°C, ±2°C closed-loop control via industrial injection molding thermal systems |
| Residual stress layer depth | 50–80μm, prone to cracking | ≤15μm, stress-relieved |
| Solvent cracking rate | 8%–15% during bonding | <0.2% |
| Ultrasonic weld strength vs parent material | 65%–75% | ≥90% |
| Sealing yield rate | 82%–87% | 99.8% |
Your unreliable bonding process becomes a repeatable one, where there is 99.8 percent yield rate and weld strength at least 90 percent that of the original material. Your OEM custom injection molding approach gets rid of stress cracks by controlling the plastic injection molding process. In conjunction with injection molding assembly service which combine surface finishing and temperature profiling, your device succeeds in leak test right from the beginning with no rework needed.

Figure 4: The injection molding machine processes PC polymer for an electronics enclosure to optimize assembly cost.
Case Study: How LS Manufacturing Saved A Tier 1 Automotive Supplier 22 Percent In EV Control Box Manufacturing Costs
In the case of an IP67 water sealing test of the control box housing for a Tier 1 EV battery pack, there were 14.5% defects caused by a 0.40mm step on separate overmolding parts. In response to that, LS Manufacturing optimized the two-part process for overmolding into one slide. It eliminated the step, which reduced overall costs by 22%. Here is how box build assembly cost optimization was achieved:
Client Challenge
The former design required two-stage multi-cavity injection molding from two different suppliers, which created a 0.40mm step on the mating flange surface. The O-Ring was shifted during installation of IP67 seal, which caused 14.5% defects in water sealing tests. Coordination with multiple suppliers increased the costs by 18%, delaying the production by 6 weeks.
LS Manufacturing Solution
Our engineers performed a thorough DFM analysis and recommended a two-shot injection molding process using a 350-ton dual-color machine. The main body and TPE seal have been overmolded in a single process. Conformal cooling channels were used to maintain the cavity temperature variation at ±2°C, which solved the problem of anisotropic shrinkage. In our prototype testing phase, it was found out that the weld line was created because of the first placement of the gate, so the gate was moved 12mm apart, along with a decrease in injection speed from 55 mm/s to 42 mm/s.
Results and Value
First pass yield increased from 85.5% to 99.9%, while the cycle time decreased from 110 s/unit to 45 s/unit. The consolidation of both these processes under a single building led to a saving of 22%, since there would be no multiple vendor negotiations involved. Our injection molding assembly service was able to deliver a timely solution, helping them win a platform for the next three years.
This case illustrates how an engineering-based process consolidation, leveraging precision OEM injection molding quote, eliminates the problem factors responsible for a poor assembly yield. This approach resulted in tangible cost savings by 22% and achieved 99.9% first-pass yield rate. Both numbers are backed by practical experience gained through a production cycle currently in operation at a pace of 150,000 parts annually. Therefore, Tier 1 suppliers experiencing such tolerance issues are provided with an effective solution.
To validate a 22% cost reduction for your assembly, request a feasibility review with our integration experts and receive a strategic production plan and quotation.

Why Choosing An Integrated Source Like LS Manufacturing Is Superior To Segregating Molding From Mechanical Assembly?
Splitting these two processes will inevitably result in finger-pointing and delay in solving fitting problems for many weeks. With an integrated source, you will ensure that your molding, clean room assembly, and functional testing processes are all in the same place, under supervision of a quality manager. Thus, avoiding vendor finger-pointing and achieving a 35% ramp-up time reduction, consider some reasons to opt for an injection molding services provider with a vertically integrated business model:
Single Quality Ownership Eliminates Blame Games
In case where the housing dimension moves 0.05mm out of alignment and the PCB does not fit anymore, two different suppliers each point a finger at the tolerance from the other party. However, inside your own premises, the same engineers responsible for determining the prototype injection molding parameters also confirm the fit during final assembly. This means you obtain the true cause in just hours instead of weeks and correction takes place in the same injection machine without any inter-facility discussions.
Zero Inter-Facility Logistics Cuts Cycle Time and Damage Risk
Transportation of molded parts to a remote assembly factory takes an additional 3-5 days and subjects the sensitive housings to any possible shipping damages. With a Class 7 clean room right next to the molding line, transportation of parts happens within minutes using closed carts. Not only are you able to avoid any shipping damages whatsoever, but the overall production cycle is shortened by up to 40%, through the use of low volume injection molding to assembly flow.
Full Functional Testing Validates Performance Before Shipment
For post-molding work, the same factory carries out PCBA blind-mate insertion, wire dressing, laser marking, and 100% functional test (FCT). Electrical failures at FCT can be linked back to the particular mold cavity and processing parameters through the serialized tracking system. With a closed-loop feedback system, high speed injection molding yields have been shown to increase by 8% compared to other separate testing systems per SME benchmarking.
Faster Ramp-Up Through Parallel Process Development
Testing of the tools and assembly line setup occur at the same time rather than one after another. While the mold tool is being inspected for first article, your assembly fixtures will already be getting qualified using 3D printed prototype parts created from the same CAD design. You’ll get a OEM injection molding quote that guarantees a fast ramp up schedule and your first order delivered in 35% less time.
Choosing an integrated molding-to-assembly partner eliminates the hidden costs of split accountability: 35% faster ramp-up, zero logistics waste, and a single point of contact for quality. This cost effective injection molding model transforms your supply chain from a series of handoffs into a continuous value stream, backed by auditable data from cavity pressure to final FCT pass/fail.
FAQs
1. What is the standard turnaround time for a comprehensive DFM cost evaluation on high-volume automotive molding inquiries?
At LS Manufacturing, we are dedicated to delivering a thorough and professional DFM report within 48 hours upon receipt of your 3D models in STEP/IGES file format along with detailed assembly requirements. This DFM analysis, offered at no cost, provides information about filling analysis, possible sink problems and helps optimize your cost structure by up to 15%.
2. How does LS Manufacturing maintain the stringent traceability required for medical-grade box-build assembly services?
We have completed the installation of our MES (Manufacturing Execution System), where we document every aspect of manufacturing processes, from raw material batches, injection molding parameters profiles, to assembled barcodes. It guarantees full end-to-end traceability for your medical box-build products, thus fully satisfying FDA audit requirements.
3. Can your injection molding services accommodate low-volume medical device production runs while remaining cost-effective?
Yes. LS Manufacturing applies cost-efficient quick-change mold base technologies and modular cavity design for your medical devices. The approach minimizes amortized expenses for molds by more than 40% for small-batch productions (less than 1,000 pieces) of high-quality medical devices. That makes LS Manufacturing's technology optimal for the stage of clinical trials and market validation for you.
4. What specific methods do you use to test enclosure sealing integrity after final box-build assembly?
Complying with stringent automotive and medical industry requirements, LS Manufacturing uses highly accurate differential pressure testers (±0.01 kPa) and full automation of leak testing using helium mass spectrometry equipment installed at the end of the line. LS Manufacturing screens every assembled medical device to make sure there is no leakage.
5. Are you capable of performing electrical functional testing (FCT) for automotive electronics during the assembly phase?
Yes. LS Manufacturing has its own electronics engineering department specializing in designing customized test stations for automated ICT testing and FCT. After assembling the injection-molded housing, we conduct functional testing such as power-up tests and signal interaction directly on the circuit board to give you a fully functional, plug-and-play finished product.
6. How does LS Manufacturing assist automotive OEMs when engineering changes (ECN) are required mid-production?
LS Manufacturing’s mold manufacturing facility is fully equipped with the latest state-of-the-art 5-axis ultra-precision machining facilities and mirror-finished EDM equipment. Our engineering team is able to assess the engineering changes in just one day and modify the molds at the earliest possible time.
7. What compliance certifications do your manufacturing facilities hold for automotive and medical production?
LS Manufacturing is proud to say that we follow stringent quality management standards. Our main manufacturing plants are all certified with IATF 16949 (automotive quality management system), ISO 13485 (medical device quality management system), and ISO 9001, and this makes us an extremely valued and trusted partner in your international supply chain.
8. How can I obtain an accurate cost quote for custom injection molding and box-build services from LS Manufacturing?
Please submit your project's Bill of Materials (BOM) and technical drawings. We will conduct a thorough analysis and respond within one business day with a detailed quotation that highlights both technical advantages and cost-effective manufacturing solutions.
Summary
Medical and automotive OEMs should not look at reducing box-build assembly cost as merely a matter of shaving off margins but require the capabilities of an LS Manufacturing level partner to integrate precision injection molding (tolerances to ±0.02 mm, predictive thermal stress management) with subsequent assembly operations and 100% fool-proof over-molding process. With our data-driven approach to engineering design, we transform a multi-supplier headache into a seamless end-to-end offering that results in reduced total cost and improved resiliency in the supply chain.
Facing problems with housing assembly, sensor failure, or coordinating multiple CM operations? No longer allow yourself to waste money due to poorly designed products. Click “Get Professional Quote & DFM Review” and upload your 3D CAD models and assembly specifications. We will assign your project to an experienced LS Manufacturing technical director who will deliver a closed-loop injection molding process with exceptional expertise and lowest cost based on our data and industry best practices.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
