
تُعالج خدمات قولبة الحقن التي تقدمها شركة LS Manufacturing مشكلة التكاليف الإضافية التي تتراوح بين 15% و30% والمرتبطة بتجميعات الأجهزة الطبية/السيارات ، والناتجة عن عدم كفاءة سلسلة التوريد ووجود أجزاء معيبة. ويكمن السبب الرئيسي في سوء تصميم التصنيع (DFM) فيما يتعلق بتراكم التفاوتات، والتركيب بالضغط المناسب، وتصميم مسارات الأسلاك.
بفضل نظامنا المتكامل رأسياً الذي يجمع بين تقنية قولبة الحقن الدقيقة وخطوط تجميع الصناديق، نستطيع استخدام أساليب قولبة الحقن العلمية للتحكم في جميع الأبعاد بدقة تصل إلى ±0.02 مم . وبذلك، نتجنب الحاجة إلى إعادة العمل، والتي تُعدّ السبب الرئيسي لخسائر تكاليف التجميع، مما يوفر ما يصل إلى 25% . شاهد خبرائنا أثناء العمل لتفهم كيف يُمكن للتحكم الشامل في العملية أن يُحقق لك ذلك.

خدمات قولبة الحقن: دليل تحسين تكلفة تجميع الصناديق
| محرك تكلفة التجميع | استراتيجية التحسين |
| تقليل عدد الأجزاء | قلل عدد الأجزاء باستخدام تقنية حقن القوالب متعددة المراحل وتقنية التشكيل بالإدخال. |
| التصميم للتجميع الآلي | قم بتضمين تقنيات التجميع الذاتي ( التركيب بالضغط ودبابيس التوجيه )، وقلل أو تخلص من أدوات التثبيت السائبة. |
| تكامل العمليات | نقل عمليات التشكيل والتصنيع اللاحق والتجميع إلى تدفق عملية واحد مُتحكم فيه. |
| توحيد المواد والعمليات | قلل عدد وحدات التخزين واستخدم نفس الراتنج للمكونات المتزاوجة. |
| تكامل مراقبة الجودة | استخدم أجهزة الاستشعار أثناء عملية التصنيع والفحص البصري التلقائي في محطة التجميع. |
أهم النقاط الرئيسية:
- التكامل هو المفتاح: تنشأ أكبر الكفاءات من تصميم التجميع كنظام، بدلاً من الأجزاء الفردية، مما يقلل من تكاليف المناولة والتثبيت .
- الأتمتة ليست فكرة ثانوية: يجب تصميم الأجزاء بحيث يمكن معالجتها وتجميعها بواسطة الروبوتات لتقليل العمالة المباشرة، والتي تمثل أكبر تكلفة متغيرة.
- يؤدي التواجد المشترك إلى زيادة الكفاءة: إن دمج عمليات التشكيل والمعالجة اللاحقة والتجميع في منشأة واحدة يزيد من الكفاءة.
- الجودة مدمجة، وليست خاضعة للفحص: عمليات فحص الجودة أثناء التصنيع ( أجهزة الاستشعار وأنظمة الرؤية ) خلال كل مرحلة من مراحل التصنيع أقل تكلفة من فحص المنتج النهائي.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
تتوفر العديد من الأدلة النظرية حول قولبة الحقن . ما يُميز دليلنا هو أننا طورنا هذه الممارسات هنا في مصنعنا. وقد تم تقييم تقنياتنا وفقًا لمعايير المواد والعمليات التي وضعتها جمعية مهندسي السيارات الدولية (SAE International) .
نصنع قطع غيار في بيئات يكون فيها الفشل أمراً بالغ الأهمية، مثل أغلفة الأجهزة المعقمة، وموصلات أدوات الحفر تحت الأرض، ومكونات السيارات الموجودة تحت غطاء المحرك . وتخضع اختبارات المواد التي نجريها للمعايير الصارمة التي وضعتها منظمة ASTM الدولية .
خبرتنا مستمدة من آلاف العمليات. نعرف عملية التبريد الصحيحة اللازمة لتجنب التشوّه، ونعرف كيفية تصميم البوابة لعملية تعبئة مثالية، ونفهم معايير العملية التي تُمكّننا من العمل مع المواد الصعبة. نريد أن نضمن لك عدم إهدار أموالك في أخطاء مثل الأحواض أو الحقن غير الكامل.
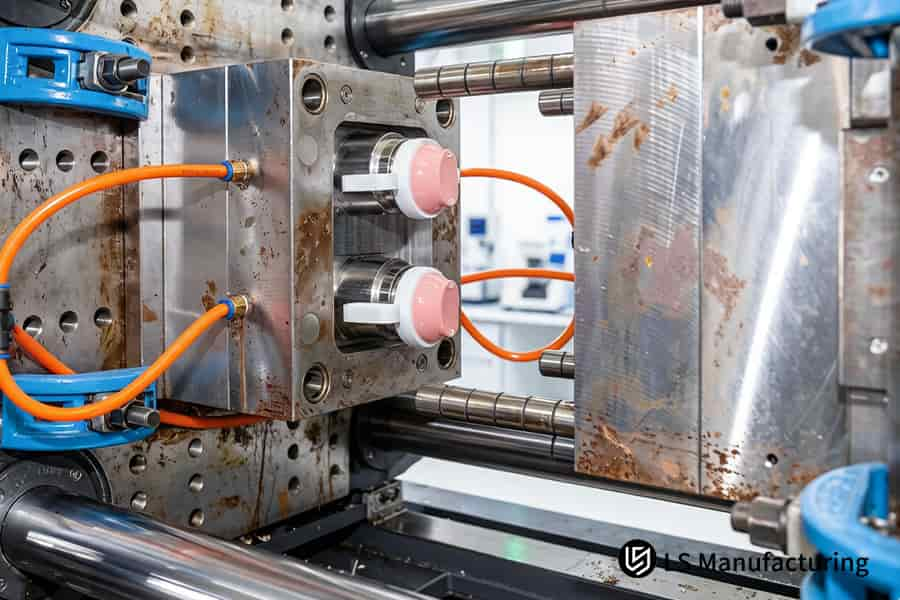
الشكل 1: ذراع روبوتية تقوم بتثبيت غلاف بلاستيكي على إطار معدني لخدمة تجميع قولبة الحقن.
لماذا تؤدي تراكمات التفاوتات في مكونات الأجهزة الطبية والسيارات إلى زيادة تكلفة تجميع الصندوق النهائي؟
تنشأ تكاليف إعادة العمل غير المتوقعة لمصنعي المعدات الطبية والسيارات عندما يستدعي الانكماش غير المنضبط في العديد من القوالب تدخلاً يدوياً في مرحلة التجميع النهائية. وتكمن المشكلة في عملية قولبة الحقن ، وتحديداً في تباين انكماش سماكة الجدار الذي لا يمكن تصحيحه بالكامل عن طريق الفحص بعد القولبة.
التحكم في الانكماش يمنع إعادة العمل في التجميع النهائي
يؤدي التوريد التقليدي من عدة موردين إلى تباين في انكماش سماكة الجدران بنسبة 0.3% إلى 0.5% ، مما يُجبر المشغلين على استخدام المبردات أو الحشوات أو حتى الضغط لتثبيت العلب على لوحات الدوائر المطبوعة والموصلات. يُتيح تقليل تذبذب انكماش الأبعاد الحرجة إلى ≤0.08% من خلال ضبط معايير قولبة الحقن، الحصول على علب تركب بنسبة 100% من المرة الأولى دون أي تعديل يدوي. وبذلك، يُمكن تحقيق خفض فوري في تكلفة تجميع الصناديق من خلال التخلص من ساعات العمل اليدوي والنفايات الناتجة عن كل عملية إدخال قسري.
التكامل الرأسي يقلل من تكاليف الخدمات اللوجستية الخفية
بينما يقوم ثلاثة موردين مختلفين بإنتاج الهيكل، والحشوات، والمثبتات اللازمة، فإن هامش الخطأ لكل مورد على حدة يؤدي إلى زيادة غير مرئية في أوقات دورة التجميع بنسبة تتراوح بين 15% و25% . أما من خلال الحصول على جميع القوالب من مورد واحد لخدمات قولبة الحقن ، فتخضع جميع الأسطح المتلامسة لنفس عملية التحكم ونفس القياسات.
حالة واقعية: مجموعة غلاف المستشعر الطبي
تطلّب أحد برامج تصنيع القوالب للأجهزة الطبية والسيارات غلافًا مُثبّتًا بـ 12 زرًا، حاصلًا على تصنيف IP67، وكانت عينات مبكرة من موردين متعددين تفشل في التجميع الأولي بنسبة 40% . باستخدام مورد واحد للأجزاء البلاستيكية الأربعة، إلى جانب تقنية حقن القوالب التي تراقب ضغط التجويف، انخفض تباين سُمك الجدار بمقدار خمسة أضعاف - من 0.09 مم إلى 0.02 مم . وقد سمح ذلك بتحقيق نسبة إنتاجية من المرة الأولى بلغت 99.7% في التجميع النهائي، وشهد العميل انخفاضًا في تكلفة العمالة للوحدة بنسبة 34% .
المحاكاة المبكرة تتفوق على أوامر تغيير الأدوات اللاحقة
إن السماح لنقطة فحص النموذج الأولي بكشف مشاكل التداخل هو تحديدًا ما يتسبب في خسارة البرامج ما بين 8000 و15000 دولار أمريكي نتيجةً لتغييرات الصلب التي لا مفر منها. تُحدد عمليات المحاكاة المبكرة باستخدام نموذج التصميم بمساعدة الحاسوب (CAD) سماكات الأضلاع وزوايا السحب التي تؤدي إلى علامات الانكماش ومشاكل تداخل تركيب الموصلات. يتم اعتماد نموذج التصميم بمساعدة الحاسوب (CAD) الناتج باعتباره جاهزًا للقالب، مع توزيع الانكماش على جميع الأبعاد.
تتيح لك القدرة على التحكم في عملية قولبة الحقن من خلال الماكينة نفسها، بدلاً من محطة الفحص، تحويل التباين إلى اتساق يمكنك الاعتماد عليه. جميع المعلومات المذكورة أعلاه مستمدة من قياسات الأبعاد التي تم التحقق منها بشكل مستقل من قبل قسمي المشتريات والجودة باستخدام عروض أسعار الموردين.

كيف يمكن لخدمات قولبة الحقن العلمية المتقدمة أن تمنع التشوه الهيكلي في الحاويات الطبية المعقدة؟
يؤدي التبريد غير المنتظم للأجهزة الطبية إلى تشوهها، مما ينتج عنه تفاوت في قوة تثبيت المسامير وإعادة تشكيل خفية أثناء التجميع. يكمن الحل في خدمات قولبة الحقن المتقدمة التي تتيح لك معالجة المشكلة حتى قبل بدء أعمال التشكيل الفولاذي، وذلك من خلال التنبؤ بحرارة القص، وضبط ضغط التعبئة، والتحكم في اتجاه البلورات. يمكن أن تصل دقة استواء القطعة إلى ≤ 0.15 مم دون الحاجة إلى أي تعديلات لاحقة للقولبة.
محاكاة Moldflow تتنبأ بنقاط ساخنة ناتجة عن القص
- رسم خرائط الحرارة القصية: يكشف عن المناطق الموضعية المعرضة للتشوه بسبب التبريد التفاضلي والانكماش .
- التحقق من موقع البوابة: يثبت ملء القالب بشكل صحيح دون الحاجة إلى تجارب تشغيل مكلفة.
- تصميم التبريد المطابق: يوفر توزيعًا متسقًا لدرجة الحرارة في القلب والتجويف.
باستخدام تحليل قولبة الحقن ، يمكنك الحصول على موافقة على التوأم الرقمي لتسوية ≤0.15 مم قبل تصنيع الفولاذ.
يعوض ضغط التعبئة الديناميكي اختلاف سمك الجدار
- التغذية الراجعة لضغط التجويف: تقوم بضبط شكل التثبيت تلقائيًا وفقًا لسمك الضلع وسمك الجدار .
- موازنة الانكماش الحجمي: تقضي على الأحواض وتركيزات الإجهاد.
- ضمان محاذاة البراغي: جميع فتحات البراغي تتطابق تمامًا مع نمط تركيب لوحة الدوائر المطبوعة الخاصة بك ولا تتطلب أي حشوات.
لقد تم الاستغناء عن الحاجة إلى التعديلات اليدوية المكلفة التي تستغرق عادةً من 12 إلى 18 دقيقة لكل عملية تجميع باستخدام تقنية قولبة الحقن الدقيقة.
نظام تبريد مُتحكم به يُثبّت اتجاه البلورات في مادة PC/ABS
- برمجة سائل التبريد الخاصة بكل منطقة: تحافظ على التبلور ثابتًا في جميع أنحاء السماكة .
- التخلص من الزحف المتأخر: لا يسبب التشويه أي انحناء يؤدي إلى ارتخاء الموصلات بعد أسابيع من الشحن.
- الامتثال لمعيار ISO 13485: تحتوي أجزائك على معلومات دقيقة حول تسطح الانحناء لكل لقطة يتم إنتاجها.
يصبح معدل إرجاع مجال التشوه صفراً من خلال استخدام تصميم قولبة الحقن المستهدف.
مراجعة هندسية واحدة تحل محل ثلاث تجارب على القوالب
- تقرير كامل عن تدفق القالب: توقعات التشوه، ومعدلات القص، وتدرجات الضغط .
- الموافقة على التصميم: منتجك جاهز للإطلاق لأنك وافقت بالفعل على عملية قولبة الحقن الفعالة من حيث التكلفة .
- لا توجد أوامر تغيير مفاجئة: لا يلزم إجراء أي تعديلات على قنوات التبريد.
- توقع التشويه: تم التحقق من استواء السطح قبل أول عملية قطع للفولاذ.
يُغيّر هذا الحل طريقة التحكم في التشوه من عمليات الفحص بعد التشكيل إلى التصاميم قبل التشكيل ، مما يضمن دقة الأبعاد. ويضمن استخدام خبرات مصنعي المعدات الأصلية في مجال قولبة الحقن المخصصة ، بالإضافة إلى تصميم العمليات من خلال عمليات المحاكاة، الحصول على غلاف متناسق، يفي بمعايير ISO 13485 فور خروجه من القالب. كل ادعاء مدعوم بأدلة في تقارير المحاكاة وتحليلات آلة القياس ثلاثية الأبعاد (CMM) التي يمكنك مراجعتها. لا مجال للافتراضات، ولا أخطاء، ولا تأخير.
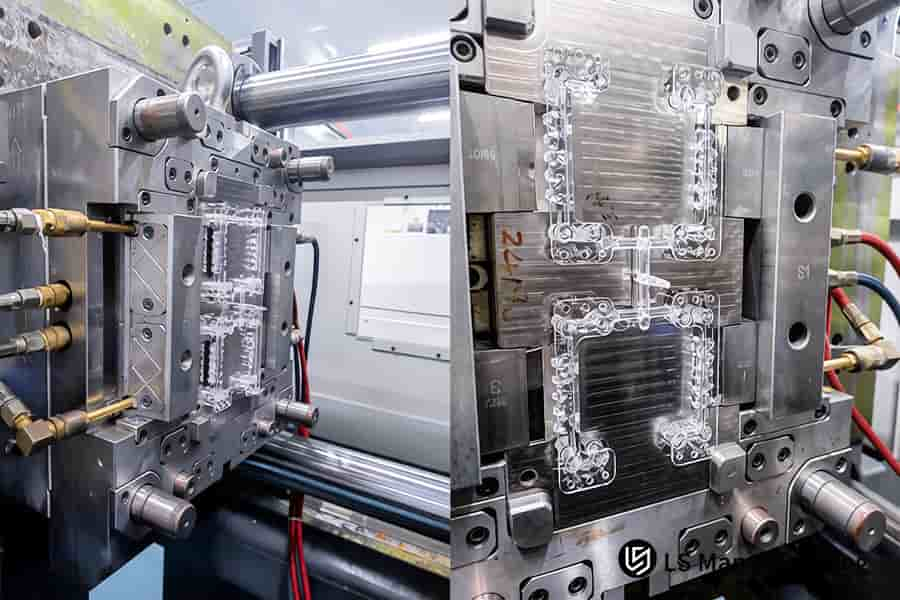
الشكل 2: بلاستيك PEEK المنصهر يملأ قالبًا فولاذيًا متعدد التجاويف لتشكيل الحقن الفعال من حيث التكلفة للأجزاء الطبية.
ما هي المعايير في قولبة الإدخال للسيارات التي يمكن أن تقلل بشكل كبير من تكاليف التوجيه اليدوي لحزمة الأسلاك الثانوية؟
تُشكّل عملية تجميع أسلاك التوصيل وربط الأطراف 40% من إجمالي تكاليف العمالة في تصنيع وحدة التحكم الإلكترونية (ECU) في السيارات. باستخدام تقنية حقن القوالب المخصصة من قِبل مُصنّعي المعدات الأصلية (OEM) وتقنية حقن القوالب الخاصة بالسيارات ، تتم أتمتة العمليتين بالكامل، حيث يتم دمج قضبان التوصيل والمستشعرات في الهيكل بعملية حقن واحدة. يتم بذلك خفض تكلفة العمالة بنسبة 40% ، مع التخلص في الوقت نفسه من تلف العزل الناتج عن الوميض. هكذا تُحقق المعايير المُتحكّم بها هذا الهدف:
| معلمات العملية | التجميع التقليدي متعدد الخطوات | قولبة الإدخال المتكاملة |
| ضغط الحقن | قد يتجاوز الضغط 120 ميجا باسكال ، مما يؤدي إلى وميض. | يتم التحكم في الضغط حتى 120 ميجا باسكال من خلال نظام تحكم ذي حلقة مغلقة |
| خلوص الإدخال في القالب | غير مؤكد؛ تباين ±30 ميكرومتر | ≤15 ميكرومتر، مع الحفاظ على حشوات مقاومة للتآكل |
| تحديد موقع المحطة الطرفية | تشغيل يدوي، تفاوت ±0.5 مم | آلية تغذية أوتوماتيكية، دقة ±0.05 مم |
| تكامل حزمة الأسلاك | توجيه الأسلاك وتوصيلها بشكل منفصل | مزودة بحزمة أسلاك مدمجة أثناء عملية حقن القوالب للتغليف |
| معدل تلف العزل | 3%–5% بسبب الوميض والحواف الحادة | أقل من 0.1% بسبب مراقبة التخليص |
| ساعات العمل الثانوية | 18-22 دقيقة لكل غلاف وحدة التحكم الإلكترونية | 10-12 دقيقة لكل عملية (انخفاض بنسبة 45٪ ) |
مع إلغاء مسار أسلاك التوصيل بعد التشكيل، والحفاظ على ضغط الحقن أقل من 120 ميجا باسكال ، ستكون قد تغلبت على أكثر الخطوات تكلفة في عملية خط الإنتاج هذه. تضمن دقة القياس العالية التي تصل إلى 15 ميكرومتر حماية الحشوات من التماس الكهربائي وأي تلف إضافي. من المتوقع أن يوفر هذا أكثر من 40% من تكلفة العمالة مقارنةً بمتوسطات الصناعة. تُضيف هذه العملية الجديدة خدمة تجميع قوالب الحقن لمنتجاتك، وتُمكّن من تصنيع قوالب المعدات الأصلية للأجهزة الطبية والسيارات، والتي يمكن تتبعها وفقًا لمعايير ISO 13485.
كيف يضمن نظام مراقبة ضغط التجويف الآلي اتساق الأجزاء على المدى الطويل في عمليات إنتاج السيارات ذات الحجم الكبير؟
لا يمكن إتمام عمليات الإنتاج الضخمة في صناعة السيارات عند وجود تباين بين الدفعات، مما يؤدي إلى تأخيرات في خط الإنتاج. يكشف نظام مراقبة ضغط التجويف الآلي جميع حالات التباين في كل دفعة على حدة. مع خدمات قولبة الحقن باستخدام مستشعرات التجويف في النقاط الحرجة داخل القالب، يمكنك تحقيق قيمة CpK أكبر من 1.67 لملايين القطع دون أي انقطاع. كيف يتم ذلك؟
تلتقط أجهزة استشعار التجويف كل منحنى ضغط
يضمن تركيب حساسات عالية الحساسية عند دبابيس القذف ونهايات التدفق قياسًا دقيقًا للضغط في كل عملية حقن. في حال حدوث أي تغير في ضغط التجويف يتجاوز ±1.5 ميجا باسكال أثناء عملية التحويل، سيرفض الذراع ذلك الجزء تلقائيًا. يضمن نظام قولبة الحقن بضغط التجويف جودةً كاملةً بنسبة 100% دون أي أخطاء.
نظام الرفض الفوري يمنع وصول الأجزاء المعيبة إلى خط الإنتاج الخاص بك
يقوم نظام الفرز بفصل الأجزاء غير المطابقة تلقائيًا بعد إخراجها، قبل دخولها مرحلة التغليف أو التجميع . لا يوجد أي خطر من تأثير انحرافات التفاوتات على أداء خط التجميع الآلي. بفضل المراقبة الآنية لعملية قولبة الحقن ، يعمل خط الإنتاج دون توقف، حيث لا توجد توقفات غير مخطط لها ناتجة عن تجاوزات في التفاوتات المسموح بها، مما قد يتسبب في انحشار القطع أو فشل عملية منع التسرب.
الاتساق الإحصائي عبر ملايين الدورات
تُساهم البيانات المباشرة لكل عملية حقن في حساب مؤشر كفاءة العملية (Cpk) بشكل مستمر، والذي يُمكن لفريق مراقبة الجودة لديك مراقبته في الوقت الفعلي. من خلال الحفاظ على ضغط التجويف ثابتًا ضمن نطاق ±1.5 ميجا باسكال ، يضمن التناسق الهندسي قيمة Cpk ≥ 1.67 طوال عملية الإنتاج. تشير الأدلة الإحصائية الصادرة عن جمعية مهندسي البلاستيك إلى أن أدوات الحقن متعددة التجاويف النموذجية تعمل بكفاءة Cpk تتراوح بين 1.33 و1.45 دون الحاجة إلى التحكم في عملية الحقن . تتحسن قدرة عملية الإنتاج بنسبة تتراوح بين 17 و26% ، مما يؤدي إلى تقليل عدد حالات توقف خط الإنتاج وخفض مطالبات الضمان.
البيانات القابلة للتتبع تُسرّع عملية التحقيق في الأسباب الجذرية
كل قطعة مُلغاة لها ملف تعريف ضغط خاص بها، ورقم تجويف، وطابع زمني للدورة. عندما يطلب منك مُصنِّعك من المستوى الأول التحقق من صحة PPAP لأي أسبوع إنتاجي، فإنك تُقدِّم بيانات الضغط الخاصة بكل تجويف تلقائيًا دون الحاجة إلى استخراج البيانات يدويًا. هذا يوفر 80% من وقت التحضير للتدقيق، ويُزيل جميع الخلافات المتعلقة بالمسؤولية في حالة حدوث مشاكل ميدانية.
يُمكّن نظام تتبع ضغط التجويف مُصنّعي القوالب من الانتقال من التقييم البصري النوعي البحت إلى تحليل العمليات الإحصائي الكمي. ويضمن الحفاظ على قيمة Cpk ≥ 1.67 في ملايين دورات قولبة الأجهزة الطبية والسيارات ذات الإنتاج الضخم عدم توقف الإنتاج بسبب تغير الأبعاد على خطوط التجميع. يوفر هذا النظام الفعال من حيث التكلفة لقولبة الحقن بيانات دقيقة لكل عملية حقن، مما يدعم احتياجات فريق ضمان الجودة. توقف عن توقف خطوط الإنتاج بسبب تغير الأبعاد. حافظ على قيمة Cpk ≥ 1.67 لملايين الدورات. تواصل معنا لتطبيق نظام مراقبة الضغط الآلي واحصل على عرض أسعار إنتاج مُعتمد.

الشكل 3: خط إنتاج آلي يقوم بمعالجة بلاستيك ABS للوحة القيادة الخاصة بالسيارات والتي تتطلب عرض أسعار لقولبة الحقن من الشركة المصنعة الأصلية.
هل يمكن أن يؤثر وضع بوابات القوالب بشكل استراتيجي بشكل مباشر على المتانة الدورية للتجميعات الميكانيكية الداخلية الحرجة؟
تؤدي تشققات الإجهاد الناتجة عن خطوط اللحام داخل وصلات التثبيت السريع والتروس الدقيقة إلى أعطال ميدانية ومطالبات ضمان. يعمل التسلسل الذكي لبوابات الصمامات على نقل خطوط اللحام إلى الأضلاع المقواة، مما يضمن درجة حرارة انصهار ≥ 240 درجة مئوية لضمان الترابط الجزيئي. من خلال الاستفادة من خدماتنا في قولبة الحقن وخبرتنا العميقة في هذا المجال، يمكنك تحقيق زيادة بنسبة 25% في قوة الشد في خط الالتحام.
التحكم في توقيت بوابة الصمام المتسلسل لموقع خط اللحام
- تأخير دبوس الصمام: مبرمج مسبقًا بدقة ±0.01 ثانية لتجنب وضع خطوط اللحام في مناطق تركيز الإجهاد.
- تقارب جبهة الانصهار: موجهة إلى أضلاع تقوية تمتص الإجهاد.
- تأثير الدورة: لا يوجد تغيير في إجمالي وقت الدورة حيث تحدث تغييرات التوقيت أثناء عملية التعبئة.
تحقق هذه الطريقة، التي يقوم بها متخصص في قولبة الحقن ، تخفيف الإجهاد دون التأثير على أي خصائص فيزيائية للقالب أو الأجزاء المنتجة.
درجة حرارة الانصهار ≥ 240 درجة مئوية تضمن التشابك الجزيئي
- معايرة شريط التسخين: يضمن درجة حرارة الفوهة ±2 درجة مئوية مع درجة حرارة 240 درجة مئوية فوق خط الحياكة.
- مساهمة التسخين الناتج عن القص: تم قياسها من خلال المحاكاة لحساب تأثير التبريد على الأجزاء الرقيقة من القالب.
- الانتشار الجزيئي: تم تأكيد التفاعل الكامل بين السلاسل عند واجهة اللحام باستخدام المقاطع العرضية المجهرية .
تضمن حلول قولبة الحقن قوة شد مماثلة للبلاستيك الخام، كما أثبت ذلك ASTM D638 مع زيادة في القوة بنسبة 25٪ مقارنة بخطوط اللحام المتحكم بها.
خرائط المحاكاة التنبؤية لتوزيع الإجهاد قبل التشكيل
- تحليل خط اللحام باستخدام طريقة العناصر المحدودة: يحدد نقاط تركيز الإجهاد المحتملة في مواقع خطوط الالتحام المتوقعة.
- المفاضلات المتعلقة بموقع البوابة: يأخذ في الاعتبار وقت التعبئة مقابل موقع خط الحياكة بناءً على محاكاة تصميم القالب .
- التحسين التكراري: يقلل من الحاجة إلى قوالب تجريبية عن طريق إجراء ثلاث عمليات محاكاة بدلاً من خمس تكرارات، مما يقلل من وقت بناء القالب بنسبة 40٪ .
باستخدام أدوات محاكاة قولبة الحقن المخصصة، يمكنك الحصول على موافقة على تصميم قالب مضمون أن يدوم لأكثر من 500000 دورة من آليات تغيير التروس في ناقلات الحركة.
التحقق من صحة النتائج في العالم الحقيقي: مجموعة فرعية لذراع ناقل الحركة في السيارات
- نمط الفشل الأولي: تسبب خط اللحام عند محور الارتكاز في حدوث 12% من الكسور بعد 200000 دورة أثناء اختبارات التحقق من صحة الشركة المصنعة الأصلية.
- التدخل: تم نقل خط اللحام إلى ضلع التقوية عن طريق تأخير الصمام لمدة 0.03 ثانية .
- النتيجة: تم تحقيق صفر كسور بعد 600000 دورة - متجاوزة متطلبات العميل بنسبة 300٪ .
يوفر لك قولبة الحقن الفعالة من حيث التكلفة خيارات إدخال المعادن المكلفة، ومع ذلك فهي تلبي جميع متطلبات المتانة.
يُحسّن تحسين موضع البوابة من نقاط ضعف خطوط اللحام، مما يجعلها عنصرًا تصميميًا سهل الإدارة. من خلال تحسين موضع البوابة عبر المحاكاة والإدارة الحرارية، نضمن لك خطوط لحام أقوى بنسبة 25% . احصل على عرض أسعار قوالب الحقن الأصلية الآن، مع محاكاة كاملة لخطوط اللحام. مع تقنية قوالب الحقن الموثوقة ، ستجتاز أول قطعة اختبار الإجهاد بنجاح تام.
ما هي تعديلات البوليمرات الطبية التي تزيد من معدل إنتاج الصناديق الطبية متعددة المكونات المرتبطة بالمذيبات؟
إذا بقي أي إجهاد سطحي يتسبب في حدوث تشققات، فإن نسبة الإنتاج تنخفض إلى أقل من 85% . يمكن إزالة هذا الإجهاد بالتأكد من أن خشونة سطح القالب ضمن نطاق Ra ≤ 0.2 ميكرومتر ، وأن درجة حرارة القالب تتراوح بين 95 و105 درجة مئوية . بهذه الطريقة، يمكن تحقيق نسبة إحكام إغلاق تصل إلى 99.8% مع قوة لحام بالموجات فوق الصوتية تصل إلى 90% من قوة المادة الأصلية. إليك كيف يُمكّن التحكم في المعايير من تحقيق ذلك في عمليات التشكيل بكميات كبيرة للأجهزة الطبية والسيارات :
| المعلمة | العملية التقليدية | عملية مُحسّنة |
| خشونة السطح | Ra 0.4–0.8 ميكرومتر، غير متناسق | Ra ≤ 0.2 ميكرومتر عبر قولبة الحقن الدقيقة وتلميع التجويف |
| نطاق درجة حرارة القالب | 70-90 درجة مئوية، مع اختلاف ±10 درجة مئوية | 95-105 درجة مئوية، تحكم ذو حلقة مغلقة ±2 درجة مئوية عبر أنظمة حرارية للقولبة بالحقن الصناعية |
| عمق طبقة الإجهاد المتبقي | 50-80 ميكرومتر، عرضة للتشقق | ≤15 ميكرومتر، مُخفف الإجهاد |
| معدل تكسير المذيبات | 8%–15% أثناء عملية الترابط | أقل من 0.2% |
| قوة اللحام بالموجات فوق الصوتية مقارنة بالمادة الأصلية | 65%–75% | ≥90% |
| معدل إنتاجية الختم | 82%–87% | 99.8% |
تتحول عملية الربط غير الموثوقة لديك إلى عملية قابلة للتكرار، حيث تصل نسبة النجاح إلى 99.8% وقوة اللحام إلى 90% على الأقل من قوة المادة الأصلية. يُزيل أسلوب قولبة الحقن المخصص من قِبل الشركة المصنعة الأصلية (OEM) تشققات الإجهاد من خلال التحكم في عملية قولبة حقن البلاستيك . وبالاقتران مع خدمة تجميع قولبة الحقن التي تجمع بين تشطيب السطح وتحديد درجة الحرارة، ينجح جهازك في اختبار التسرب من البداية دون الحاجة إلى أي تعديلات.

الشكل 4: تقوم آلة قولبة الحقن بمعالجة بوليمر PC لتصنيع غلاف إلكتروني لتحسين تكلفة التجميع.
دراسة حالة: كيف وفّرت شركة LS Manufacturing لمورد رئيسي لقطع غيار السيارات 22% من تكاليف تصنيع صناديق التحكم في المركبات الكهربائية
في اختبار منع تسرب الماء IP67 لعلبة التحكم الخاصة بحزمة بطاريات المركبات الكهربائية من الفئة الأولى، وُجدت عيوب بنسبة 14.5% ناتجة عن تفاوت 0.40 مم في أجزاء التشكيل بالحقن المنفصلة. استجابةً لذلك، قامت شركة LS Manufacturing بتحسين عملية التشكيل بالحقن المكونة من جزأين إلى عملية واحدة. وقد أدى ذلك إلى إلغاء هذا التفاوت، مما خفض التكاليف الإجمالية بنسبة 22% . إليكم كيفية تحقيق هذا التحسين في تكلفة تجميع العلبة :
تحديات العميل
تطلّب التصميم السابق عملية حقن متعددة التجاويف على مرحلتين من موردين مختلفين، مما أدى إلى ظهور حافة بارزة بمقدار 0.40 مم على سطح الشفة المتصلة. وانزاحت الحلقة المطاطية أثناء تركيب مانع التسرب IP67، مما تسبب في نسبة عيوب بلغت 14.5% في اختبارات منع تسرب الماء. كما أدى التنسيق مع موردين متعددين إلى زيادة التكاليف بنسبة 18% ، وتأخير الإنتاج لمدة ستة أسابيع .
حلول التصنيع LS
أجرى مهندسونا تحليلًا شاملًا للتصميم من أجل التصنيع (DFM) وأوصوا بعملية حقن قولبة ثنائية باستخدام آلة ثنائية اللون بقوة 350 طنًا. تم تشكيل الجسم الرئيسي وختم TPE بالقولبة المزدوجة في عملية واحدة. استُخدمت قنوات تبريد متوافقة للحفاظ على تباين درجة حرارة التجويف عند ±2 درجة مئوية ، مما حل مشكلة الانكماش غير المتجانس. في مرحلة اختبار النموذج الأولي، تبيّن أن خط اللحام ناتج عن الموضع الأولي للبوابة، لذا تم تحريك البوابة مسافة 12 مم ، مع خفض سرعة الحقن من 55 مم/ث إلى 42 مم/ث .
النتائج والقيمة
ارتفعت نسبة الإنتاج من المحاولة الأولى من 85.5% إلى 99.9% ، بينما انخفض زمن الدورة من 110 ثانية/وحدة إلى 45 ثانية/وحدة . وقد أدى دمج هاتين العمليتين في مبنى واحد إلى توفير 22% ، إذ لم تعد هناك حاجة للتفاوض مع موردين متعددين. وقدّمت خدمة تجميع القوالب بالحقن حلاً سريعاً، مما ساعدهم على الحصول على منصة للسنوات الثلاث القادمة.
تُبيّن هذه الحالة كيف يُمكن لتوحيد العمليات القائم على الهندسة، بالاستفادة من عروض أسعار قولبة الحقن الدقيقة من الشركات المصنعة الأصلية ، القضاء على العوامل المُسببة لانخفاض إنتاجية التجميع. وقد أسفر هذا النهج عن توفير ملموس في التكاليف بنسبة 22% ، وحقق معدل إنتاجية من المحاولة الأولى بنسبة 99.9% . وتدعم هذه الأرقام خبرة عملية مكتسبة من خلال دورة إنتاج تعمل حاليًا بمعدل 150,000 قطعة سنويًا. وبالتالي، يُقدّم هذا الحل الفعال لموردي المستوى الأول الذين يُعانون من مشاكل التفاوتات هذه.
للتأكد من إمكانية خفض تكلفة التجميع بنسبة 22%، اطلب مراجعة جدوى مع خبراء التكامل لدينا واحصل على خطة إنتاج استراتيجية وعرض أسعار.

لماذا يُعد اختيار مصدر متكامل مثل شركة LS Manufacturing أفضل من فصل عملية التشكيل عن التجميع الميكانيكي؟
سيؤدي فصل هاتين العمليتين حتمًا إلى تبادل الاتهامات وتأخير حل مشاكل التركيب لأسابيع عديدة. مع مصدر متكامل، ستضمن أن تكون عمليات التشكيل، والتجميع في غرفة نظيفة، والاختبار الوظيفي جميعها في مكان واحد، تحت إشراف مدير الجودة. وبالتالي، لتجنب تبادل الاتهامات بين الموردين وتحقيق خفض بنسبة 35% في وقت بدء التشغيل، إليك بعض الأسباب لاختيار مزود خدمات التشكيل بالحقن ذي نموذج أعمال متكامل رأسيًا:
الملكية الفردية للجودة تقضي على تبادل الاتهامات
في حال انحراف أبعاد الهيكل بمقدار 0.05 مم عن المحاذاة، وعدم توافق لوحة الدوائر المطبوعة، يُلقي كل مورد باللوم على الآخر. مع ذلك، داخل مصنعك، يقوم المهندسون أنفسهم المسؤولون عن تحديد معايير قولبة الحقن للنموذج الأولي، بتأكيد التوافق أثناء التجميع النهائي. هذا يعني أنك ستكتشف السبب الحقيقي في غضون ساعات بدلاً من أسابيع، ويتم التصحيح في نفس آلة الحقن دون أي مناقشات بين المصانع.
يؤدي انعدام الخدمات اللوجستية بين المرافق إلى تقليل وقت الدورة ومخاطر التلف
يستغرق نقل الأجزاء المصبوبة إلى مصنع التجميع البعيد من 3 إلى 5 أيام إضافية، مما يعرض الهياكل الحساسة لأي أضرار محتملة أثناء الشحن. بفضل وجود غرفة نظيفة من الفئة 7 بجوار خط التشكيل مباشرةً، يتم نقل الأجزاء في غضون دقائق باستخدام عربات مغلقة. لا يقتصر الأمر على تجنب أي أضرار أثناء الشحن فحسب، بل يتم تقصير دورة الإنتاج الإجمالية بنسبة تصل إلى 40% ، وذلك من خلال استخدام تقنية حقن القوالب بكميات صغيرة لتجميع المنتج.
اختبار الوظائف الكاملة يتحقق من الأداء قبل الشحن
في مرحلة ما بعد التشكيل، يقوم المصنع نفسه بإجراء عمليات إدخال لوحات الدوائر المطبوعة (PCBA) في مكانها الصحيح، وتجهيز الأسلاك، ووضع العلامات بالليزر، وإجراء اختبار وظيفي شامل (FCT). ويمكن ربط الأعطال الكهربائية التي تحدث أثناء الاختبار الوظيفي الشامل بتجويف القالب المحدد ومعايير المعالجة من خلال نظام التتبع التسلسلي. وبفضل نظام التغذية الراجعة ذي الحلقة المغلقة، أظهرت الدراسات زيادة في إنتاجية التشكيل بالحقن عالي السرعة بنسبة 8% مقارنةً بأنظمة الاختبار المنفصلة الأخرى، وذلك وفقًا لمعايير الشركات الصغيرة والمتوسطة.
تسريع عملية التطوير من خلال تطوير العمليات المتوازية
يتم اختبار الأدوات وإعداد خط التجميع في وقت واحد، وليس بالتتابع. فبينما يتم فحص قالب التشكيل لأول منتج، يتم في الوقت نفسه اختبار تجهيزات التجميع باستخدام نماذج أولية مطبوعة بتقنية الطباعة ثلاثية الأبعاد، مصممة وفقًا لتصميم CAD نفسه. ستحصل على عرض أسعار من الشركة المصنعة الأصلية (OEM) لتقنية قولبة الحقن ، يضمن لك سرعة في بدء الإنتاج وتسليم طلبك الأول في وقت أقل بنسبة 35% .
يُساهم اختيار شريك متكامل في عملية التشكيل والتجميع في التخلص من التكاليف الخفية المترتبة على تقسيم المسؤولية، مما يُسرّع عملية الإنتاج بنسبة 35%، ويُقلل من الهدر اللوجستي، ويُوفر نقطة اتصال واحدة لضمان الجودة . يُحوّل نموذج التشكيل بالحقن الفعال من حيث التكلفة هذا سلسلة التوريد الخاصة بك من سلسلة من عمليات التسليم إلى تدفق قيمة مستمر، مدعومًا ببيانات قابلة للتدقيق بدءًا من ضغط التجويف وحتى اجتياز/فشل اختبار FCT النهائي.
الأسئلة الشائعة
1. ما هو الوقت القياسي لإنجاز تقييم شامل لتكلفة التصميم للتصنيع (DFM) فيما يتعلق باستفسارات قولبة السيارات ذات الحجم الكبير؟
في شركة LS Manufacturing، نلتزم بتقديم تقرير شامل واحترافي حول تصميم المنتج للتصنيع (DFM) خلال 48 ساعة من استلام نماذجكم ثلاثية الأبعاد بصيغة STEP/IGES، بالإضافة إلى متطلبات التجميع التفصيلية. يوفر تحليل DFM هذا، المقدم مجاناً، معلومات حول تحليل التعبئة، ومشاكل الانكماش المحتملة، ويساعد على تحسين هيكل التكاليف بنسبة تصل إلى 15% .
2. كيف تحافظ شركة LS Manufacturing على إمكانية التتبع الصارمة المطلوبة لخدمات تجميع الصناديق الطبية؟
لقد أكملنا تركيب نظام إدارة عمليات التصنيع (MES) الخاص بنا، حيث نوثق كل جانب من جوانب عمليات التصنيع، بدءًا من دفعات المواد الخام، وملفات تعريف معايير قولبة الحقن، وصولًا إلى الرموز الشريطية المُجمّعة. يضمن هذا النظام إمكانية تتبع كاملة وشاملة لمنتجاتكم الطبية المُجمّعة، مما يُلبي متطلبات تدقيق إدارة الغذاء والدواء الأمريكية (FDA) بشكل كامل.
3. هل يمكن لخدمات قولبة الحقن الخاصة بكم استيعاب عمليات إنتاج الأجهزة الطبية ذات الحجم المنخفض مع الحفاظ على فعالية التكلفة؟
نعم. تُطبّق شركة LS Manufacturing تقنيات قواعد القوالب سريعة التغيير والفعّالة من حيث التكلفة، بالإضافة إلى تصميم تجاويف معياري لأجهزتك الطبية. يُقلّل هذا النهج من تكاليف القوالب المُستهلكة بأكثر من 40% للإنتاج بكميات صغيرة ( أقل من 1000 قطعة ) من الأجهزة الطبية عالية الجودة. وهذا ما يجعل تقنية LS Manufacturing مثالية لمرحلة التجارب السريرية والتحقق من السوق.
4. ما هي الطرق المحددة التي تستخدمها لاختبار سلامة إحكام إغلاق العلبة بعد التجميع النهائي للصندوق؟
تلتزم شركة LS Manufacturing بأعلى معايير الجودة في صناعتي السيارات والأجهزة الطبية، وتستخدم أجهزة اختبار الضغط التفاضلي عالية الدقة ( ±0.01 كيلو باسكال ) ونظامًا آليًا بالكامل لاختبار التسرب باستخدام مطياف الكتلة بالهيليوم المثبت في نهاية خط الإنتاج. كما تقوم الشركة بفحص كل جهاز طبي مُجمّع للتأكد من خلوه من أي تسرب.
5. هل لديك القدرة على إجراء اختبارات الوظائف الكهربائية (FCT) للإلكترونيات الخاصة بالسيارات أثناء مرحلة التجميع؟
نعم. لدى شركة LS Manufacturing قسم هندسة إلكترونيات متخصص في تصميم محطات اختبار مخصصة لاختبارات الدوائر المتكاملة الآلية واختبارات الوظائف . بعد تجميع الهيكل المصبوب بالحقن ، نجري اختبارات وظيفية، مثل اختبارات التشغيل وتفاعل الإشارات، مباشرةً على لوحة الدوائر لنقدم لكم منتجًا نهائيًا جاهزًا للاستخدام الفوري.
6. كيف تساعد شركة LS Manufacturing مصنعي المعدات الأصلية للسيارات عندما تكون هناك حاجة إلى تغييرات هندسية (ECN) في منتصف عملية الإنتاج؟
يضم مصنع قوالب شركة LS Manufacturing أحدث مرافق التصنيع فائقة الدقة خماسية المحاور، بالإضافة إلى معدات EDM ذات التشطيب المصقول. ويستطيع فريقنا الهندسي تقييم التغييرات الهندسية في يوم واحد فقط، وتعديل القوالب في أسرع وقت ممكن.
7. ما هي شهادات الامتثال التي تحملها مرافق التصنيع الخاصة بك لإنتاج السيارات والأجهزة الطبية؟
تفخر شركة LS Manufacturing بالتزامها بأعلى معايير إدارة الجودة. جميع مصانعنا الرئيسية حاصلة على شهادات IATF 16949 (نظام إدارة جودة السيارات)، و ISO 13485 (نظام إدارة جودة الأجهزة الطبية) ، وISO 9001، مما يجعلنا شريكًا موثوقًا به للغاية في سلسلة التوريد الدولية الخاصة بكم.
8. كيف يمكنني الحصول على عرض أسعار دقيق لخدمات قولبة الحقن المخصصة وتجميع الصناديق من شركة LS Manufacturing؟
يرجى تقديم قائمة المواد (BOM) والرسومات الفنية لمشروعكم. سنقوم بإجراء تحليل شامل والرد خلال يوم عمل واحد بعرض سعر مفصل يُبرز المزايا التقنية وحلول التصنيع الفعّالة من حيث التكلفة.
ملخص
لا ينبغي لمصنعي المعدات الطبية والسيارات النظر إلى خفض تكلفة تجميع المنتجات على أنه مجرد مسألة تقليص هوامش الربح، بل يتطلب الأمر قدرات شريك تصنيع من مستوى LS لدمج قولبة الحقن الدقيقة (بتفاوتات تصل إلى ±0.02 مم، وإدارة تنبؤية للإجهاد الحراري) مع عمليات التجميع اللاحقة وعملية قولبة زائدة مضمونة بنسبة 100%. من خلال نهجنا القائم على البيانات في التصميم الهندسي، نحول مشكلة التعامل مع موردين متعددين إلى عرض متكامل وسلس يؤدي إلى خفض التكلفة الإجمالية وتحسين مرونة سلسلة التوريد.
هل تواجه مشاكل في تجميع الهيكل، أو تعطل المستشعرات، أو تنسيق عمليات التصنيع المتعددة؟ لا تدع نفسك تهدر أموالك بسبب منتجات رديئة التصميم. انقر على "احصل على عرض سعر احترافي ومراجعة التصميم للتصنيع" وقم بتحميل نماذج CAD ثلاثية الأبعاد ومواصفات التجميع. سنُسند مشروعك إلى مدير فني خبير من شركة LS Manufacturing، والذي سيُقدم لك عملية قولبة بالحقن ذات حلقة مغلقة بخبرة استثنائية وبأقل تكلفة ممكنة، استنادًا إلى بياناتنا وأفضل الممارسات في هذا المجال.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com

