
LS Manufacturing提供的注塑成型服务解决了医疗/汽车箱体组装中因供应链效率低下和零件缺陷造成的15%-30%的成本额外问题。其根本原因在于制造设计(DFM)不合理,例如公差叠加、卡扣配合不当以及线束布线设计缺陷。
通过我们垂直整合的系统,将精密注塑成型与箱体组装线相结合,我们运用科学的注塑成型方法,将所有尺寸控制在±0.02毫米以内。这样一来,我们无需返工,从而避免了大部分装配成本损失,节省高达25%的成本。欢迎观看我们专家的工作演示,了解端到端流程控制如何为您带来如此巨大的效益。

注塑成型服务:整箱组装成本优化指南
| 装配成本驱动因素 | 优化策略 |
| 零件数量最小化 | 利用多色注塑成型和嵌件成型减少零件数量。 |
| 自动化装配设计 | 采用自组装技术(卡扣配合和导向销),减少或消除松动的紧固件。 |
| 过程集成 | 将成型、后加工和组装整合到一个可控的工艺流程中。 |
| 材料与工艺标准化 | 减少 SKU,并使用相同的树脂来连接组件。 |
| 质量控制整合 | 在装配工位上使用过程传感器和自动光学检测。 |
要点总结:
- 集成是关键:将装配设计成一个系统而不是单个零件,可以最大限度地提高效率,从而降低搬运和紧固成本。
- 自动化并非事后考虑:零件的设计应考虑机器人搬运和组装,以最大限度地减少直接人工成本,因为这是最大的可变成本。
- 集中布局提高效率:将成型、后处理和组装流程合并到一个工厂中,可以提高效率。
- 质量是内在的,而不是后天检验的:在制造的每个阶段进行过程质量检验(传感器和视觉系统)比对成品箱体进行检验成本更低。
为何信赖本指南?来自 LS 制造专家的实践经验
市面上有很多注塑成型理论指南。我们指南的独特之处在于,这些实践经验都是我们自己工厂开发的。我们的技术已经过SAE International提供的材料和工艺标准的验证。
我们生产的零部件适用于对故障后果极其严重的环境,例如无菌设备的壳体、井下能源工具的连接器以及汽车发动机舱内的组件。我们进行的材料测试严格遵循ASTM国际标准制定的准则。
我们的经验源于成千上万次的运行。我们深谙避免翘曲所需的正确冷却工艺,我们知道如何设计浇口以实现完美的填充过程,我们也了解能够处理难加工材料的工艺参数。我们希望确保您不会因为诸如缩料和短射等错误而浪费资金。
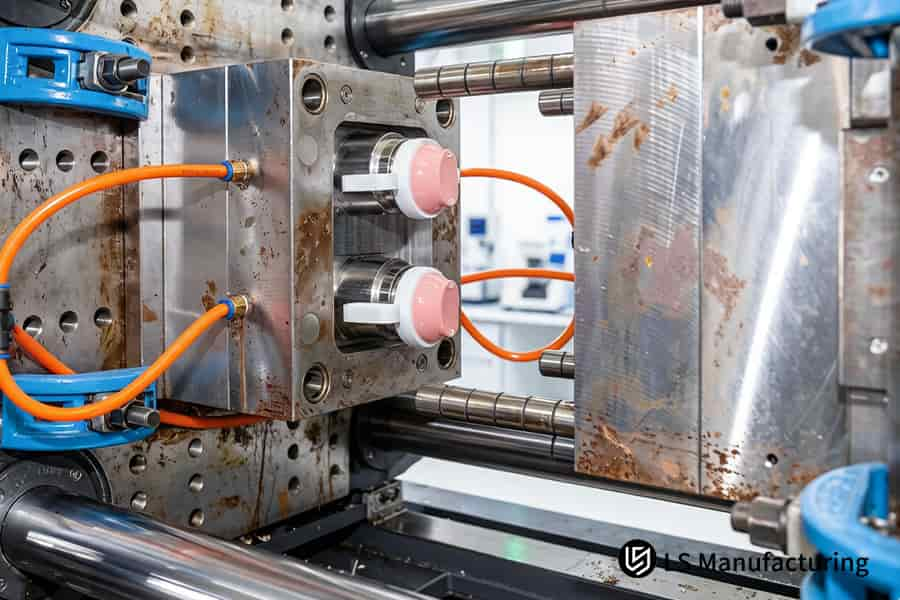
图 1:机械臂将塑料外壳连接到金属框架上,用于注塑成型组装服务。
为什么医疗和汽车零部件的公差累积会增加最终的整机组装成本?
对于医疗和汽车OEM厂商而言,当多个注塑件出现不可控的收缩,需要在最终装配阶段进行人工干预时,就会产生意想不到的返工费用。而问题就出在注塑成型工艺本身——即壁厚收缩的偏差,这种偏差无法通过成型后的检验完全纠正。
收缩控制可消除最终装配阶段的返工
传统的多供应商采购模式会导致壁厚收缩率波动在0.3%–0.5%之间,迫使操作人员对外壳进行锉削、垫片或强行安装到 PCBA 和连接器上。通过锁定注塑成型参数,将关键尺寸的收缩率波动控制在≤0.08% ,即可实现外壳一次性100%贴合,无需任何人工调整。由于消除了人工操作时间和每次强行安装造成的废料,您可以立即优化箱体组装成本。
垂直整合降低隐性物流成本
虽然所需的壳体、密封件和紧固件由三家不同的供应商生产,但每家供应商各自的公差叠加都会导致装配周期时间出现15%-25%的隐性增加。通过从同一家注塑成型服务供应商采购所有模塑件,所有配合面都置于相同的工艺控制和测量标准之下。
实际案例:医疗传感器外壳组件
一家医疗汽车OEM厂商的注塑成型项目需要一个防护等级为IP67的12个卡扣式外壳,早期采用的多供应商样品在首次组装时失败率高达40% 。通过选择单一供应商提供四个塑料零件,并采用可监控型腔压力的注塑成型工艺,壁厚偏差降低了五倍,从0.09毫米降至0.02毫米。这使得最终组装的首次合格率达到了99.7% ,客户的单位人工成本也降低了34% 。
早期仿真优于工具变更后指令
如果让首件检验点暴露干涉问题,项目就会因为无法避免的钢材变更而损失8,000 到 15,000 美元。利用您的 CAD 模型进行早期模拟,可以识别出导致缩痕和连接器安装干涉问题的肋厚和拔模角度。最终的 CAD 模型经确认即可用于模具,并且已在每个尺寸上分配了收缩量。
能够在注塑机本身而非检测站控制注塑过程,可以将波动转化为您可以信赖的一致性。以上所有信息均来自采购和质量部门使用供应商报价独立验证的尺寸测量结果。

先进的科学注塑成型服务如何防止复杂医疗外壳的结构变形?
医疗外壳冷却不均匀会导致其变形,进而造成紧固件预紧力不一致,并在组装过程中产生隐性返工。解决方案在于采用先进的注塑成型服务,该服务能够通过预测剪切热、调整保压压力和控制晶体取向,在钢结构加工开始之前就解决此问题。您的零件平面度可达到≤0.15mm,无需后续的成型后修正。
Moldflow模拟预测剪切热热点
- 剪切热图:检测由于冷却和收缩差异而容易发生翘曲的局部区域。
- 浇口位置验证:无需昂贵的试运行即可证明模具已正确填充。
- 保形冷却布局:在芯体和腔体中提供一致的温度分布。
通过注塑成型分析,您可以在钢材加工之前获得数字孪生模型的批准,其平面度≤0.15mm 。
动态填料压力补偿壁厚变化
- 腔体压力反馈:根据肋厚和壁厚自动调整保持曲线。
- 体积收缩平衡:消除下沉和应力集中。
- 主板对齐保证:所有螺丝孔均与您的PCB安装孔位完美匹配,无需垫片。
使用精密注塑成型技术,就无需再进行通常每次组装需要12 到 18 分钟的昂贵手工调整了。
可控冷却锁定PC/ABS中的晶体取向
- 区域特定冷却剂编程:使整个厚度范围内的结晶度保持恒定。
- 延迟消除蠕变:不会因变形而导致连接器在运输数周后松动。
- 符合 ISO 13485 标准:您的零件具有每次注塑成型的准确翘曲平面度信息。
通过采用有针对性的注塑成型设计,翘曲场返回率变为零。
一次工程评审取代三次模具试验
- 完整的模流报告:翘曲预测、剪切速率和压力梯度。
- 设计验收:您的产品已准备好发布,因为您已经批准了经济高效的注塑成型工艺。
- 无需进行任何意外变更:冷却通道无需任何修改。
- 翘曲预测:首次钢材切割前已验证平整度。
该解决方案将翘曲控制方法从模后检验转变为模前设计,从而确保尺寸精度。结合OEM定制注塑成型技术以及通过仿真进行的工艺设计,保证产品外壳尺寸一致,出模即符合ISO 13485标准。所有声明均有仿真报告和三坐标测量机(CMM)分析数据佐证,供您查阅。绝无假设,绝无错误,绝无延误。
图 2:熔融的 PEEK 塑料填充多腔钢模,用于经济高效地注塑成型医疗零件。
汽车嵌件成型中的哪些参数可以大幅降低二次线束手动布线成本?
在汽车ECU盒的制造过程中,线束组装和端子压接占总人工成本的40% 。采用OEM定制注塑成型和汽车注塑成型技术,这两个工序均实现完全自动化,母线和传感器通过一次注塑即可集成到外壳中。这样一来,人工成本降低了40% ,同时消除了飞边造成的绝缘损伤。以下是控制参数如何实现这一目标的原理:
| 过程参数 | 传统多步骤组装 | 集成嵌件成型 |
| 注射压力 | 可能超过120 MPa ,导致闪蒸 | 通过闭环控制,压力可控制至120 MPa。 |
| 嵌件与模具间隙 | 不确定;变化范围为±30 μm | 采用耐磨嵌件保持≤15 μm |
| 终端定位 | 手动操作,公差±0.5mm | 自动送料机构,精度±0.05mm |
| 线束集成 | 单独的电线布线和压接 | 在封装注塑成型过程中配备集成线束 |
| 绝缘损坏率 | 闪光灯和锐利边缘造成的误差为3%–5%。 | 由于清关控制,占比不到0.1%。 |
| 辅助劳动时间 | 每个ECU外壳需要18-22分钟。 | 每户10-12分钟(减少45% ) |
由于无需进行模后线束布线,且注塑压力控制在120 MPa以下,您将解决生产线流程中最昂贵的环节。≤15 µm的严格公差可保护嵌件免受短路和任何其他损坏。预计与行业平均水平相比,这将节省 40% 以上的人工成本。新工艺还为您的产品提供注塑模具组装服务,并支持符合 ISO 13485 标准的医疗汽车 OEM 注塑成型。
自动腔体压力监测如何确保大批量汽车零部件生产的长期一致性?
汽车行业的大批量生产若批次间存在差异,则无法完成,导致生产线延误。自动化型腔压力监测系统能够逐次检测所有差异。通过在模具关键位置安装型腔传感器,注塑成型服务可确保数百万个零件的CpK 值大于 1.67,且生产不会中断。具体实现方式如下:
腔体传感器捕捉每一条压力曲线
在顶针和出料口安装高灵敏度传感器,可确保每次注射时都能准确测量压力。如果在切换过程中型腔压力出现超过±1.5 MPa的波动,机械臂将自动剔除该零件。型腔压力注塑系统可确保100%的质量,且无任何误差。
实时剔除功能可防止缺陷零件进入您的生产线。
分拣系统会在零件弹出后自动分离不合格零件,防止其进入包装或后续组装环节。因此,公差偏差不会影响您的自动化装配线的性能。借助实时注塑成型监控,您的生产线可以不间断运行,避免因尺寸超出公差范围导致夹具卡死或密封失效而造成的计划外停机。
数百万次循环的统计一致性
每次注塑成型的实时数据都会用于持续计算 Cpk 值,您的质量团队可以实时观察。通过将型腔压力保持在±1.5 MPa的范围内,几何一致性可确保整个生产过程中Cpk 值始终 ≥1.67 。美国塑料工程师协会 (SPE) 的统计证据表明,典型的多腔模具在没有注塑成型过程控制的情况下,其 Cpk 值通常在 1.33-1.45之间。您的工艺能力可提高17-26% ,从而减少生产线停机次数和保修索赔。
可追溯数据缩短了根本原因调查时间
每个报废件都对应着其自身的压力曲线、型腔编号和循环时间戳。每当您的Tier 1供应商要求对任何生产周进行PPAP验证时,您都可以自动提供特定型腔的压力数据,无需手动提取数据。这可节省80%的审核准备时间,并消除现场出现问题时的所有责任争议。
型腔压力跟踪技术使您的注塑成型人员能够从纯粹的定性视觉评估过渡到定量的SPC过程分析。在数百万次循环的高产量医疗汽车注塑成型中,保持Cpk≥1.67可确保您的装配线上不会因尺寸偏差而导致停产。这种经济高效的注塑成型技术能够为您的每次注塑提供质量保证人员所需的数据支持。避免因尺寸漂移而导致的生产线停工。确保数百万次循环的Cpk≥1.67。联系我们,实施自动化压力监控,并获取经验证的生产报价。

图 3:一条自动化生产线加工用于汽车仪表板的 ABS 塑料,需要 OEM 注塑成型报价。
模具浇口位置的策略性设置能否直接影响关键内部机械组件的循环耐久性?
承载卡扣和微型齿轮内部焊缝产生的疲劳裂纹会导致现场故障和保修索赔。通过智能化的阀门浇口顺序设计,将焊缝移至加强筋内,确保熔体温度≥240°C,从而保证分子键合。利用我们先进的注塑成型服务和深厚的成型技术,可使针织物的抗拉强度提高25% 。
顺序阀闸门定时控制焊接线位置
- 阀销延迟:预先编程,精度为±0.01秒,以避免在应力集中区域放置焊缝。
- 熔体前沿汇聚:引导至吸收应力的加强筋。
- 周期影响:由于灌装过程中发生了时间变化,因此总周期时间不会发生变化。
这种方法由注塑成型专家执行,可在不影响模具或所生产零件的任何物理性能的情况下实现应力消除。
熔点≥240°C 确保分子缠结
- 加热带校准:确保喷嘴温度在±2°C以内,高于编织线240°C 。
- 剪切加热贡献:通过模拟测量,以解释模具薄部分的冷却效应。
- 分子扩散:通过超薄切片证实焊接界面处链之间的完全相互作用。
注塑成型解决方案可确保拉伸强度与原生塑料相当,经ASTM D638测试证明,其强度比受控焊接线提高了25% 。
预测模拟绘制工装前应力分布图
- 有限元分析焊缝线分析:确定预测熔接线位置的潜在应力集中点。
- 浇口位置权衡:根据模具设计模拟,考虑填充时间和熔接线位置。
- 迭代优化:通过进行三次模拟而不是五次迭代来减少对试模的需求,从而将模具制造时间缩短40% 。
借助定制注塑成型模拟工具,您可以获得模具设计的批准,该设计保证能够承受变速器换挡机构超过 50 万次的循环。
实际应用验证:汽车换挡杆组件
- 初始失效模式:枢轴凸台处的焊缝在 OEM 验证测试中经过200,000 次循环后导致12% 的断裂。
- 干预措施:将焊缝线移至加强筋,将阀门延迟0.03 秒。
- 结果:经过600,000 次循环后,实现了零断裂——远远超出客户要求300% 。
您经济高效的注塑成型工艺为您省去了昂贵的金属嵌件选项,同时满足所有耐用性要求。
优化浇口位置可以将熔接线的薄弱环节转化为易于控制的设计要素。通过仿真和热管理优化浇口位置,可确保熔接线强度提升25% 。立即获取包含熔接线仿真的OEM 注塑成型报价。凭借可靠的注塑成型技术,您的首件产品将顺利通过疲劳测试。
哪些医用级聚合物改性方法可以最大限度地提高溶剂粘合多组分医用盒的产量?
如果表面残留应力导致开裂,则屈服率会低于85% 。消除应力的方法是确保模具表面粗糙度Ra ≤ 0.2 μm ,模具温度控制在95°C 至 105°C 之间。这样,超声波焊接强度可达到母材强度的90%,密封屈服率可达99.8% 。以下是参数控制如何使大批量医疗汽车模具成型实现这一目标:
| 范围 | 传统工艺 | 优化流程 |
| 表面粗糙度 | Ra 0.4–0.8 μm,不一致 | 通过精密注塑成型型腔抛光,Ra ≤0.2 μm |
| 模具温度范围 | 温度范围:70–90°C,±10°C 波动 | 通过工业注塑成型热系统实现95–105°C、±2°C的闭环控制 |
| 残余应力层深度 | 50–80μm,易开裂 | ≤15μm,应力消除 |
| 溶剂裂解率 | 粘合过程中 8%–15% | 小于0.2% |
| 超声波焊接强度与母材 | 65%–75% | ≥90% |
| 密封合格率 | 82%–87% | 99.8% |
您原有的不可靠粘合工艺将变为可重复的工艺,成品率高达99.8% ,焊接强度至少达到原材料的 90%。您的OEM 定制注塑成型方案通过控制塑料注塑成型工艺,有效消除应力裂纹。结合表面处理和温度控制的注塑成型组装服务,您的设备从一开始就能顺利通过泄漏测试,无需任何返工。

图 4:注塑机加工 PC 聚合物,用于制造电子产品外壳,以优化组装成本。
案例研究:LS Manufacturing 如何帮助一家一级汽车供应商节省 22% 的电动汽车控制盒制造成本
在对一级电动汽车电池组控制盒外壳进行IP67防水测试时,由于独立包覆成型部件上存在0.40毫米的台阶,导致14.5%的缺陷。针对这一问题,LS Manufacturing公司优化了包覆成型工艺,将两件式工艺合并为一个滑片。此举消除了台阶,从而降低了22%的总成本。以下是实现箱体组装成本优化的具体方法:
客户挑战
之前的设计需要两家不同的供应商进行两阶段多腔注塑成型,这导致配合法兰表面出现0.40毫米的台阶。在安装IP67密封件时,O型圈发生位移,造成水封测试中14.5%的缺陷。与多家供应商的协调使成本增加了18% ,生产周期也因此延误了6周。
LS制造解决方案
我们的工程师进行了全面的DFM分析,并推荐使用350吨双色注塑机进行双色注塑成型。主体和TPE密封件采用一次性包覆成型工艺。为了将型腔温度波动控制在±2°C以内,我们采用了随形冷却通道,从而解决了各向异性收缩的问题。在原型测试阶段,我们发现熔接线是由于浇口位置不当造成的,因此我们将浇口向外移动了12mm ,同时将注射速度从55mm/s降低到42mm/s 。
结果与价值
一次合格率从 85.5% 提升至 99.9% ,而生产周期从 110 秒/件缩短至 45 秒/件。将这两个流程整合到同一栋厂房内,节省了22%的成本,因为无需与多家供应商谈判。我们的注塑组装服务及时提供了解决方案,帮助他们赢得了未来三年的平台订单。
本案例展示了如何通过工程化的流程整合,并利用精密OEM注塑成型报价,消除导致装配良率低下的根本原因。该方法最终实现了22%的显著成本节约,并达到了99.9%的一次合格率。这两个数据均基于目前年产量15万件的生产周期中积累的实践经验。因此,对于面临此类公差问题的Tier 1供应商而言,这无疑是一个有效的解决方案。
为了验证您的组装成本是否能降低 22%,请向我们的集成专家申请可行性审查,并获取战略生产计划和报价。

为什么选择像 LS Manufacturing 这样的一体化供应商比将注塑成型与机械组装分开更优越?
将这两个流程分开必然会导致互相指责,并造成装配问题解决延迟数周。而采用一体化服务模式,则可确保注塑成型、洁净室组装和功能测试流程全部在同一地点进行,并由质量经理负责监督。因此,为了避免供应商之间的互相指责,并缩短35% 的生产启动时间,请考虑以下选择采用垂直整合商业模式的注塑成型服务供应商的理由:
单一所有权模式消除了互相指责。
如果外壳尺寸偏差0.05 毫米导致 PCB 无法安装,两家不同的供应商会互相指责对方的公差。然而,在您自己的工厂里,负责确定原型注塑成型参数的同一批工程师也会在最终组装过程中确认配合情况。这意味着您只需几个小时就能找到真正的原因,而不是几周,而且可以在同一台注塑机上进行修正,无需任何跨部门沟通。
零设施间物流缩短周期时间并降低损坏风险
将注塑成型的零件运送到远程组装工厂需要额外3-5 天的时间,而且这些精密的壳体容易在运输过程中受到损坏。由于注塑线旁边就设有 7 级洁净室,零件的运输只需几分钟即可完成,而且可以使用封闭式推车。这样不仅可以完全避免运输损坏,而且通过采用小批量注塑到组装的流程,整个生产周期还可以缩短高达40% 。
发货前进行全面功能测试,验证性能。
注塑后工序由同一家工厂完成,包括PCBA盲插片、线材整理、激光打标和100%功能测试(FCT)。通过序列化跟踪系统,FCT中出现的电气故障可以追溯到特定的模腔和工艺参数。根据中小企业基准测试,采用闭环反馈系统后, 高速注塑成型的良率比其他独立测试系统提高了8% 。
通过并行流程开发加快产能提升
模具测试和装配线设置将同时进行,而非先后进行。在模具进行首件检验的同时,您的装配夹具也将使用基于同一CAD设计创建的3D打印原型零件进行验证。您将获得一份OEM注塑成型报价,保证快速启动生产计划,并使您的首单交付时间缩短35% 。
选择一体化的注塑成型到组装合作伙伴,可以消除责任分散带来的隐性成本:产能提升35%,物流零浪费,以及单一的质量对接人。这种经济高效的注塑成型模式,将您的供应链从一系列的交接环节转变为连续的价值流,并以从型腔压力到最终成品合格/不合格的可审计数据为支撑。
常见问题解答
1. 对于大批量汽车模具询价,全面的DFM成本评估的标准周转时间是多久?
在LS Manufacturing,我们致力于在收到您以STEP/IGES文件格式提供的3D模型以及详细的装配要求后48小时内,为您提供一份全面专业的DFM报告。这项免费的DFM分析提供有关填充分析、潜在缩孔问题的信息,并有助于优化您的成本结构,最高可达15% 。
2. LS Manufacturing 如何保持医疗级整机组装服务所需的严格可追溯性?
我们已完成制造执行系统 (MES)的安装,该系统可记录制造过程的各个方面,从原材料批次、注塑成型参数配置文件到组装条形码。它确保您的医疗盒式产品拥有完整的端到端可追溯性,从而完全满足 FDA 的审核要求。
3. 您的注塑成型服务能否在保持成本效益的同时,满足小批量医疗器械生产的需求?
是的。LS Manufacturing 为您的医疗器械应用了经济高效的快速更换模架技术和模块化型腔设计。对于小批量(少于 1000 件)的高品质医疗器械,该方案可将模具摊销成本降低40% 以上。因此,LS Manufacturing 的技术非常适合您进行临床试验和市场验证。
4. 在最终箱体组装完成后,您使用哪些具体方法来测试箱体密封完整性?
LS Manufacturing 严格遵守汽车和医疗行业的各项要求,采用高精度差压测试仪( ±0.01 kPa )和全自动化氦气质谱泄漏测试设备,该设备安装在生产线末端。LS Manufacturing 对每台组装好的医疗器械进行全面筛查,确保无泄漏。
5. 您是否有能力在装配阶段对汽车电子产品进行电气功能测试(FCT)?
是的。LS Manufacturing 拥有自己的电子工程部门,专门设计用于自动化 ICT 测试和功能测试 (FCT) 的定制测试站。在组装注塑外壳后,我们会在电路板上直接进行上电测试和信号交互等功能测试,从而为您提供功能齐全、即插即用的成品。
6. 当汽车OEM厂商在生产过程中需要进行工程变更(ECN)时,LS Manufacturing如何为其提供帮助?
LS Manufacturing的模具制造工厂配备了最先进的五轴超精密加工设备和镜面抛光电火花加工设备。我们的工程团队能够在一天内评估工程变更,并尽快对模具进行修改。
7. 贵公司的制造工厂在汽车和医疗器械生产方面拥有哪些合规认证?
LS Manufacturing 自豪地宣布,我们遵循严格的质量管理标准。我们的主要生产工厂均已通过 IATF 16949(汽车质量管理体系)、 ISO 13485(医疗器械质量管理体系)和 ISO 9001 认证,这使我们成为您国际供应链中极具价值和值得信赖的合作伙伴。
8. 如何从 LS Manufacturing 获取定制注塑成型和箱体组装服务的准确报价?
请提交您项目的物料清单 (BOM) 和技术图纸。我们将进行全面分析,并于一个工作日内回复您,提供一份详细的报价单,其中将重点介绍技术优势和经济高效的制造方案。
概括
医疗和汽车OEM厂商不应仅仅将降低整机组装成本视为削减利润的问题,而应寻求具备LS Manufacturing级别合作伙伴能力的供应商,将精密注塑成型(公差±0.02毫米,预测性热应力管理)与后续组装工序以及100%万无一失的包覆成型工艺整合起来。凭借我们以数据驱动的工程设计方法,我们将原本繁琐的多供应商流程转化为无缝的端到端解决方案,从而降低总成本并提高供应链的韧性。
还在为外壳组装、传感器故障或协调多个CM操作而烦恼吗?别再因为设计缺陷的产品而浪费金钱。点击“获取专业报价和DFM审核”,上传您的3D CAD模型和装配规格。我们将指派一位经验丰富的LS Manufacturing技术总监负责您的项目,他将基于我们的数据和行业最佳实践,以卓越的专业技术和最低的成本为您提供闭环注塑成型工艺。
📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页面内容仅供参考。LS Manufacturing 服务声明:对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 LS Manufacturing 网络提供性能参数、几何公差、特定设计特性、材料质量和类型或工艺。买方有责任自行核实。如需零件报价,请明确这些部分的具体要求。请联系我们了解更多信息。
LS制造团队
LS Manufacturing是一家行业领先的公司,专注于定制化制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择LS Manufacturing,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.lsrpf.com

