
Los servicios de moldeo por inyección de LS Manufacturing solucionan el problema del sobrecoste del 15 % al 30 % asociado a los ensamblajes de componentes médicos y automotrices , derivado de las ineficiencias de la cadena de suministro y las piezas defectuosas. La causa principal reside en un diseño deficiente para la fabricación (DFM) en lo que respecta a la acumulación de tolerancias, el correcto ajuste a presión y el diseño del enrutamiento de los cables.
Mediante nuestro sistema integrado verticalmente, que combina el moldeo por inyección de precisión con líneas de ensamblaje de cajas, podemos utilizar métodos científicos de moldeo por inyección para controlar todas las dimensiones con una precisión de ±0,02 mm . De esta forma, eliminamos la necesidad de retrabajo, que representa la mayor parte de las pérdidas en los costos de ensamblaje, lo que supone un ahorro de hasta el 25 % . Vea a nuestros expertos en acción para comprender cómo el control integral del proceso puede lograrlo para usted.

Servicios de moldeo por inyección: Guía de optimización de costos de ensamblaje de cajas
| Factor determinante del costo de ensamblaje | Estrategia de optimización |
| Minimización del número de piezas | Reduzca el número de piezas utilizando moldeo por inyección multicomponente y moldeo por inserción. |
| Diseño para el ensamblaje automatizado | Incorpore técnicas de autoensamblaje ( encajes a presión y pasadores guía ), reduzca o elimine los elementos de fijación sueltos. |
| Integración de procesos | Integrar el moldeo, el mecanizado posterior y el ensamblaje en un único flujo de proceso controlado. |
| Estandarización de materiales y procesos | Reduzca el número de referencias y utilice la misma resina para los componentes de acoplamiento. |
| Integración del control de calidad | Utilice sensores integrados en el proceso e inspección óptica automática en la estación de ensamblaje. |
Conclusiones clave:
- La integración es clave: la mayor eficiencia se logra diseñando el conjunto como un sistema, en lugar de piezas individuales, lo que reduce los costos de manipulación y fijación .
- La automatización no es una ocurrencia tardía: las piezas deben diseñarse para su manipulación y ensamblaje robótico con el fin de minimizar la mano de obra directa, que es el mayor coste variable.
- La ubicación conjunta impulsa la eficiencia: la combinación de los procesos de moldeo, postprocesamiento y ensamblaje en una misma instalación aumenta la eficiencia.
- La calidad está integrada en el proceso, no se inspecciona: las inspecciones de calidad durante el proceso ( sensores y sistemas de visión ) en cada etapa de la fabricación son menos costosas que la inspección del producto terminado.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Existen numerosas guías teóricas sobre moldeo por inyección . Lo que distingue a nuestra guía es que hemos desarrollado estas prácticas aquí mismo, en nuestra fábrica. Nuestras técnicas han sido evaluadas según los criterios de materiales y procesos proporcionados por SAE International .
Fabricamos piezas para entornos donde el fallo es crítico: carcasas para dispositivos estériles, conectores para herramientas de perforación de energía y componentes para el compartimento del motor de automóviles . Las pruebas de materiales que realizamos siguen las estrictas directrices de ASTM International .
Nuestra experiencia se basa en miles y miles de ciclos de producción. Conocemos el proceso de enfriamiento preciso para evitar deformaciones, sabemos cómo diseñar la compuerta para un llenado impecable y comprendemos los parámetros del proceso que nos permiten trabajar con materiales difíciles. Queremos asegurarnos de que no pierda dinero cometiendo errores como hundimientos o inyecciones incompletas.
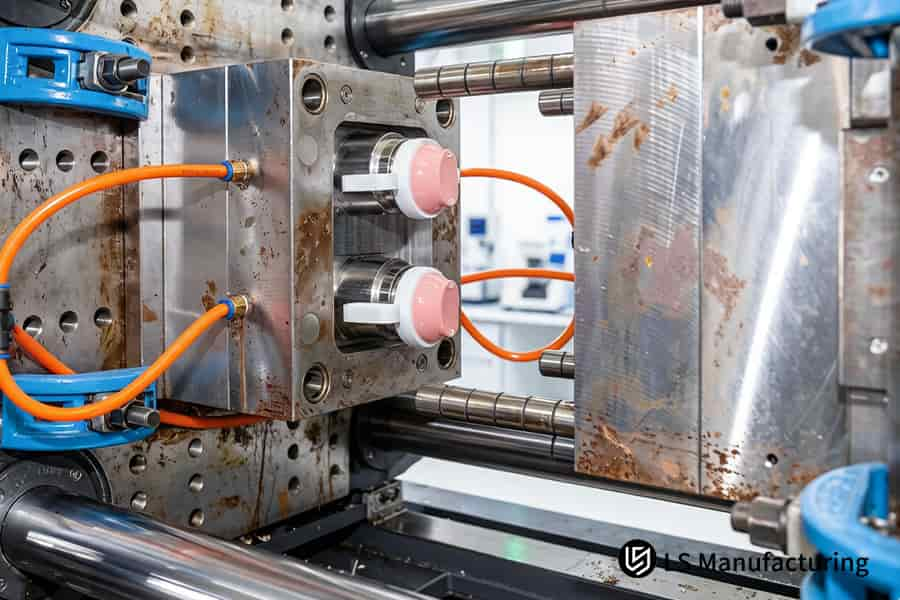
Figura 1: Un brazo robótico fija una carcasa de plástico a un marco metálico para el proceso de ensamblaje mediante moldeo por inyección.
¿Por qué la acumulación de tolerancias en los componentes médicos y automotrices aumenta el costo final del ensamblaje de la caja?
Los fabricantes de equipos originales (OEM) de los sectores médico y automotriz incurren en gastos imprevistos de reelaboración cuando la contracción incontrolable en varias piezas moldeadas requiere intervención manual en la etapa de ensamblaje final. El problema radica en el proceso de moldeo por inyección , concretamente en la variación de la contracción del espesor de la pared, que no puede corregirse completamente mediante la inspección posterior al moldeo.
El control de la contracción elimina la necesidad de retrabajo en el ensamblaje final.
El abastecimiento tradicional de múltiples proveedores genera una variación en la contracción del espesor de la pared de entre 0,3 % y 0,5 % , lo que obliga a los operarios a limar, calzar o forzar el ajuste de las carcasas en las placas de circuito impreso y los conectores. Al reducir la fluctuación de la contracción de las dimensiones críticas a ≤0,08 % mediante parámetros de moldeo por inyección fijos, se consiguen carcasas que encajan perfectamente a la primera, sin necesidad de ajustes manuales. Se optimiza de inmediato el coste de ensamblaje de las cajas al eliminar las horas de mano de obra manual y el desperdicio derivado de cada inserción forzada.
La integración vertical reduce los costes logísticos ocultos.
Si bien tres proveedores distintos fabrican las carcasas, los sellos y los sujetadores necesarios, la tolerancia de cada proveedor genera individualmente un aumento imperceptible en los tiempos del ciclo de ensamblaje de entre un 15 % y un 25 % . Al adquirir todas las piezas moldeadas de un único proveedor de servicios de moldeo por inyección , todas las superficies de contacto se someten al mismo control de proceso y a las mismas mediciones.
Caso práctico: Ensamblaje de la carcasa de un sensor médico
Un programa de moldeo para un fabricante de equipos originales (OEM) del sector médico-automotriz requería una carcasa de 12 piezas con ajuste a presión y clasificación IP67, y las primeras muestras de múltiples proveedores fallaban en el primer ensamblaje en el 40 % de los casos. El uso de un único proveedor para las cuatro piezas de plástico, junto con el moldeo por inyección que monitorea la presión de la cavidad, redujo la variación del espesor de la pared en un factor de cinco , de 0,09 mm a 0,02 mm . Esto permitió un rendimiento del 99,7 % en el primer intento durante el ensamblaje final, y el cliente vio reducido su costo unitario de mano de obra en un 34 % .
La simulación temprana supera las órdenes de cambio de herramientas posteriores.
Permitir que la primera inspección del artículo revele problemas de interferencia es precisamente donde los programas pierden entre $8,000 y $15,000 debido a cambios inevitables en el acero. Las simulaciones iniciales con su modelo CAD identifican los espesores de nervadura y los ángulos de desmoldeo que provocan marcas de hundimiento y problemas de interferencia en el asiento de los conectores. El modelo CAD resultante se aprueba como listo para el molde, con la contracción asignada a cada dimensión.
La capacidad de controlar el proceso de moldeo por inyección directamente en la máquina, en lugar de en la estación de inspección, transforma la variabilidad en una consistencia confiable. Todo lo mencionado anteriormente proviene de mediciones dimensionales verificadas de forma independiente por el departamento de compras y calidad, utilizando las cotizaciones de sus proveedores.

¿Cómo pueden los servicios avanzados de moldeo por inyección científica prevenir la deformación estructural en carcasas médicas complejas?
La refrigeración irregular de las carcasas médicas provoca su deformación, lo que resulta en una precarga inconsistente de los sujetadores y retrabajos ocultos durante el ensamblaje. La solución reside en servicios avanzados de moldeo por inyección que permiten corregir el problema incluso antes de que comience el trabajo con el acero, mediante la predicción del calor de cizallamiento, el ajuste de la presión de compactación y el control de la orientación cristalina. Su pieza puede tener una planitud de ≤0,15 mm sin necesidad de correcciones posteriores al moldeo.
La simulación de Moldflow predice los puntos críticos de calor por cizallamiento.
- Mapeo térmico por cizallamiento: Detecta áreas localizadas propensas a la deformación debido al enfriamiento diferencial y la contracción .
- Validación de la ubicación de la compuerta: Demuestra el correcto llenado del molde sin necesidad de costosas pruebas.
- Diseño de refrigeración conformada: Proporciona una distribución de temperatura uniforme en el núcleo y la cavidad.
Mediante el análisis de moldeo por inyección , se obtiene la aprobación de un gemelo digital para una planitud de ≤0,15 mm antes de la fabricación del acero.
La presión dinámica del empaque compensa la variación del espesor de la pared.
- Retroalimentación de la presión de la cavidad: Ajusta automáticamente el perfil de sujeción en función del grosor de la nervadura y del grosor de la pared .
- Equilibrio de la contracción volumétrica: Elimina los puntos de hundimiento y las concentraciones de tensión.
- Garantía de alineación del Boss: Todos los orificios para tornillos coinciden perfectamente con el patrón de montaje de su PCB y no requieren calces.
Gracias a la precisa tecnología de moldeo por inyección, ya no es necesario realizar costosos ajustes manuales que suelen tardar entre 12 y 18 minutos por cada unidad.
El sistema de refrigeración controlada mantiene la orientación del cristal en PC/ABS.
- Programación del refrigerante específica para cada zona: Mantiene la cristalización constante en todo el espesor .
- Eliminación retardada de la deformación: No produce distorsiones que puedan aflojar los conectores semanas después del envío.
- Cumplimiento de la norma ISO 13485: Sus piezas cuentan con información precisa sobre la planitud y la deformación de cada inyección producida.
La tasa de retorno del campo de deformación se vuelve cero mediante el uso de un diseño de moldeo por inyección específico.
Una revisión de ingeniería reemplaza tres pruebas de moldeo.
- Informe completo sobre el flujo del molde: predicciones de deformación, velocidades de corte y gradientes de presión .
- Aprobación del diseño: Su producto está listo para su lanzamiento porque ya ha aprobado el moldeo por inyección rentable .
- Sin cambios inesperados: No es necesario realizar modificaciones en los canales de refrigeración.
- Predicción de deformación: Se validó la planitud antes del primer corte de acero.
La solución modifica el método de control de deformaciones , pasando de las inspecciones posteriores al moldeo a los diseños previos al moldeo , lo que proporciona certeza dimensional. El uso de la experiencia de los fabricantes de equipos originales (OEM) en moldeo por inyección personalizado , complementado con el diseño de procesos mediante simulaciones, garantiza una carcasa uniforme que cumple con la norma ISO 13485 desde el momento de la fabricación. Cada afirmación cuenta con evidencia en informes de simulación y análisis CMM que usted puede revisar. Sin suposiciones, sin errores y sin demoras.
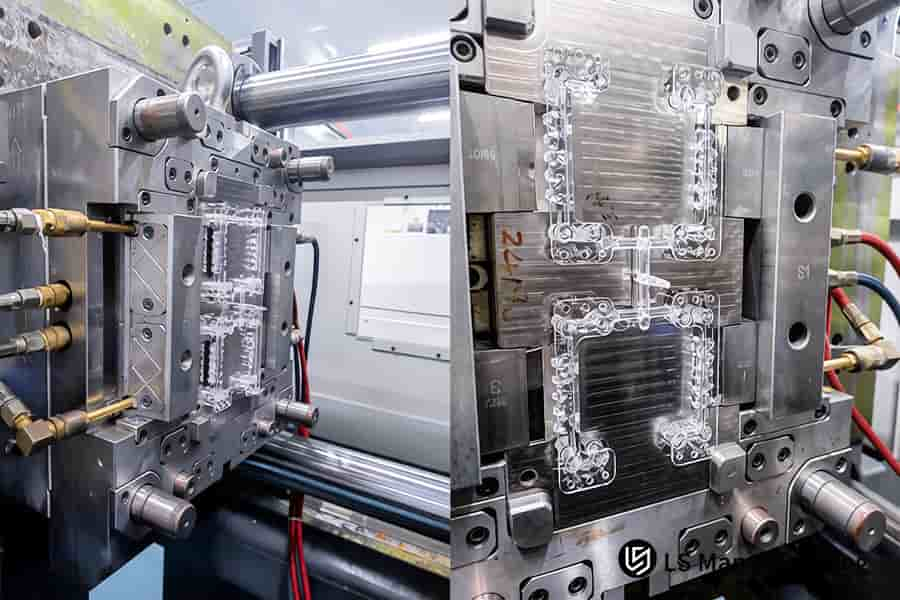
Figura 2: El plástico PEEK fundido llena un molde de acero multicavidad para el moldeo por inyección rentable de piezas médicas.
¿Qué parámetros en el moldeo por inserción para automóviles pueden reducir drásticamente los costos de enrutamiento manual de los arneses de cableado secundarios?
El ensamblaje del cableado y el engaste de terminales representan el 40 % del costo total de mano de obra en la fabricación de una unidad de control electrónico (ECU) en automóviles. Mediante el moldeo por inyección personalizado OEM y el moldeo por inyección automotriz , ambos procesos se automatizan por completo, con barras colectoras y sensores integrados en la carcasa en una sola inyección. El costo de mano de obra se reduce en un 40 % , al tiempo que se eliminan los daños en el aislamiento causados por rebabas. Así es como los parámetros controlados logran este objetivo:
| Parámetro del proceso | Ensamblaje tradicional de varios pasos | Moldeo por inserción integrado |
| Presión de inyección | Puede superar los 120 MPa , lo que provoca destellos. | Controlado hasta 120 MPa mediante control de bucle cerrado. |
| Espacio libre entre el inserto y el molde | Incierto; variación de ±30 μm | ≤15 μm mantenido con insertos resistentes al desgaste |
| Posicionamiento terminal | Funcionamiento manual, tolerancia de ±0,5 mm | Mecanismo de alimentación automático, precisión de ±0,05 mm |
| Integración del arnés de cables | Enrutamiento y engaste de cables por separado | Equipado con arnés de cables integrado durante el moldeo por inyección de encapsulado. |
| Tasa de daño del aislamiento | 3%–5% debido al destello y los bordes afilados | menos del 0,1% debido al control de limpieza |
| Horas de trabajo secundarias | 18–22 minutos por carcasa de ECU | 10–12 minutos por vivienda (reducción del 45% ) |
Al eliminar el enrutamiento del cableado posterior al moldeo y mantener el control de la presión de inyección por debajo de 120 MPa , se habrá resuelto el paso más costoso de este proceso de línea de producción. Las estrictas tolerancias de ≤15 µm protegerán los insertos de cortocircuitos y cualquier daño adicional. Se espera que esto genere un ahorro de más del 40 % en costos de mano de obra en comparación con el promedio de la industria. El nuevo proceso añade un servicio de ensamblaje de moldes de inyección para sus productos y permite el moldeo OEM para la industria médica y automotriz, con trazabilidad según las normas ISO 13485.
¿Cómo garantiza la monitorización automatizada de la presión en la cavidad la consistencia a largo plazo de las piezas en las series de producción de alto volumen para la industria automotriz?
Las series de producción de alto volumen para la industria automotriz no pueden completarse cuando existe variabilidad entre lotes, lo que provoca retrasos en la línea de producción. El sistema automatizado de monitoreo de presión de cavidad detecta todas las instancias de variabilidad inyección por inyección. Con los servicios de moldeo por inyección, mediante el uso de sensores de cavidad en puntos críticos dentro del molde, se logra un CpK >1,67 para millones de piezas sin interrupciones. Cómo se hace:
Los sensores de cavidad capturan todas las curvas de presión.
La instalación de sensores de alta sensibilidad en los pasadores eyectores y los extremos de flujo garantiza una medición precisa de la presión en cada inyección. Si durante el cambio de inyección se produce alguna variación en la presión de la cavidad superior a ±1,5 MPa , el brazo rechazará automáticamente la pieza afectada. El sistema de moldeo por inyección con presión en la cavidad garantiza una calidad del 100 % sin errores.
El rechazo en tiempo real evita que las piezas defectuosas lleguen a su línea de producción.
El sistema de clasificación separa automáticamente las piezas defectuosas tras su expulsión, antes de su embalaje o posterior ensamblaje . No existe riesgo de que las desviaciones de tolerancia afecten al rendimiento de su línea de montaje automatizada. Gracias a la monitorización en tiempo real del moldeo por inyección , su línea funciona sin interrupciones, ya que no se producen paradas imprevistas derivadas de carcasas fuera de tolerancia que puedan provocar atascos en los accesorios o fallos en los sellos.
Consistencia estadística a lo largo de millones de ciclos
Los datos en tiempo real de cada inyección contribuyen al cálculo continuo de Cpk, que su equipo de calidad puede observar en tiempo real. Al mantener la presión de la cavidad constante en un rango de ±1,5 MPa , la consistencia geométrica mantiene un Cpk ≥1,67 durante todo el proceso. La evidencia estadística de la Sociedad de Ingenieros de Plásticos sugiere que las herramientas multicavidad típicas funcionan con un Cpk de 1,33-1,45 sin control del proceso de moldeo por inyección . La capacidad de su proceso mejora entre un 17 % y un 26 % , lo que se traduce en una menor cantidad de paradas de línea y menos reclamaciones de garantía.
Los datos rastreables acortan la investigación de la causa raíz.
Cada pieza desechada corresponde a su propio perfil de presión, número de cavidad y marca de tiempo del ciclo. Siempre que su proveedor de nivel 1 solicite la validación PPAP para cualquier semana de producción, usted proporciona automáticamente los datos de presión específicos de cada cavidad , sin necesidad de extraerlos manualmente. Esto ahorra un 80 % del tiempo de preparación de la auditoría y elimina cualquier controversia sobre responsabilidad en caso de problemas en campo.
El seguimiento de la presión en la cavidad transforma la evaluación visual cualitativa de sus moldeadores en un análisis cuantitativo del proceso SPC. Mantener un Cpk ≥1,67 durante millones de ciclos de moldeo de alto volumen para aplicaciones médicas y automotrices garantiza la ausencia de tiempos de inactividad en sus líneas de ensamblaje debido a desviaciones dimensionales. Este sistema de moldeo por inyección rentable proporciona a su equipo de control de calidad los datos necesarios para cada inyección. Evite las paradas de línea por desviaciones dimensionales. Asegure un Cpk ≥1,67 durante millones de ciclos. Contáctenos para implementar el monitoreo automatizado de la presión y recibir un presupuesto de producción validado.

Figura 3: Una línea automatizada procesa plástico ABS para un tablero de instrumentos automotriz que requiere un presupuesto de moldeo por inyección OEM.
¿Puede la ubicación estratégica de los puntos de inyección del molde influir directamente en la durabilidad cíclica de los subconjuntos mecánicos internos críticos?
Las grietas por fatiga resultantes de las líneas de soldadura en los acoplamientos a presión y microengranajes que soportan carga provocan fallos en el campo y reclamaciones de garantía. La secuencia inteligente de las compuertas de las válvulas desplaza las líneas de soldadura hacia las nervaduras reforzadas, asegurando una temperatura de fusión ≥240 °C para garantizar la unión molecular. Aprovechando nuestros servicios de moldeo por inyección y nuestra amplia experiencia en moldeo , puede lograr un 25 % más de resistencia a la tracción en la línea de tejido.
El control de sincronización de compuertas de válvulas secuenciales determina la ubicación de la línea de soldadura.
- Retardo del pasador de la válvula: Preprogramado con una precisión de ±0,01 s para evitar colocar las líneas de soldadura en zonas de concentración de tensiones.
- Convergencia del frente de fusión: Guiada hacia las nervaduras de refuerzo que absorben la tensión.
- Impacto en el ciclo: No hay cambios en el tiempo total del ciclo , ya que los cambios de tiempo se producen durante el proceso de llenado.
Este método, llevado a cabo por un especialista en moldeo por inyección , logra aliviar las tensiones sin afectar ninguna propiedad física del molde ni de las piezas producidas.
Temperatura de fusión ≥240°C garantiza el entrelazamiento molecular.
- Calibración de la banda calefactora: Garantiza una temperatura de la boquilla de ±2 °C con una temperatura de 240 °C por encima de la línea de tejido.
- Contribución del calentamiento por cizallamiento: Medida mediante simulación para tener en cuenta el efecto de enfriamiento en las secciones delgadas del molde.
- Difusión molecular: Interacción completa entre cadenas en la interfaz de soldadura confirmada mediante secciones transversales obtenidas con micrótomo .
Las soluciones de moldeo por inyección garantizan una resistencia a la tracción comparable a la de los plásticos vírgenes, como lo demuestra la norma ASTM D638 , que muestra un aumento de resistencia del 25 % con respecto a las líneas de soldadura controladas.
Mapas de simulación predictiva de la distribución de tensiones antes del mecanizado
- Análisis de líneas de soldadura mediante elementos finitos (FEA): Determina los posibles puntos de concentración de tensiones en las ubicaciones de las líneas de unión previstas.
- Compromisos en la posición de la compuerta: Considera el tiempo de llenado en función de la ubicación de la línea de tejido según la simulación del diseño del molde .
- Optimización iterativa: Reduce la necesidad de moldes de prueba al realizar tres simulaciones en lugar de cinco iteraciones, lo que reduce el tiempo de fabricación del molde en un 40 % .
Con las herramientas de simulación de moldeo por inyección personalizadas , usted obtiene la aprobación de un diseño de molde que garantiza una vida útil de más de 500.000 ciclos de los mecanismos de cambio de las transmisiones.
Validación en condiciones reales: Subconjunto de palanca de cambios para automóviles
- Modo de fallo inicial: La línea de soldadura en el soporte del pivote provocó un 12 % de fracturas después de 200 000 ciclos durante las pruebas de validación del fabricante de equipos originales (OEM).
- Intervención: Se movió la línea de soldadura a la nervadura de refuerzo retrasando la válvula 0,03 segundos .
- Resultado: Se lograron cero fracturas después de 600.000 ciclos , superando con creces los requisitos del cliente en un 300 % .
El moldeo por inyección, una solución rentable, le permite ahorrar en costosas opciones de insertos metálicos, al tiempo que cumple con todos los requisitos de durabilidad.
La optimización de la ubicación de la compuerta convierte las debilidades de la línea de soldadura en un elemento de diseño fácil de gestionar. Al optimizar la ubicación de la compuerta mediante simulación y gestión térmica, se garantizan líneas de unión un 25 % más resistentes. Solicite ahora su presupuesto de moldeo por inyección OEM , que incluye la simulación de las líneas de soldadura. Con el moldeo por inyección fiable , su primera pieza superará las pruebas de fatiga sin problemas.
¿Qué modificaciones de polímeros de grado médico maximizan el rendimiento de las cajas médicas multicomponentes unidas con disolventes?
Si queda alguna tensión superficial que provoque agrietamiento, el rendimiento cae por debajo del 85 % . La eliminación de la tensión se puede lograr asegurando que el acabado superficial del molde esté dentro del rango Ra ≤ 0,2 μm y que la temperatura del molde oscile entre 95 °C y 105 °C . Se logra un rendimiento de sellado del 99,8 % con una resistencia de soldadura ultrasónica que alcanza el 90 % del material base. Así es como el control de parámetros hace esto posible para el moldeo de alto volumen para aplicaciones médicas y automotrices :
| Parámetro | Proceso convencional | Proceso optimizado |
| rugosidad superficial | Ra 0,4–0,8 μm, inconsistente | Ra ≤0,2 μm mediante pulido de cavidades por moldeo por inyección de precisión |
| Rango de temperatura del molde | 70–90 °C, variación de ±10 °C | Control de circuito cerrado de 95–105 °C, ±2 °C mediante sistemas térmicos de moldeo por inyección industrial. |
| Profundidad de la capa de tensión residual | 50–80 μm, propenso a agrietarse | ≤15 μm, con alivio de tensiones |
| Tasa de craqueo por solventes | 8%–15% durante la adhesión | <0,2% |
| Resistencia de la soldadura ultrasónica frente al material base | 65%–75% | ≥90% |
| tasa de rendimiento de sellado | 82%–87% | 99,8% |
Su proceso de unión, antes poco fiable, se convierte en un proceso repetible, con una tasa de rendimiento del 99,8 % y una resistencia de soldadura de al menos el 90 % de la del material original. El método de moldeo por inyección personalizado de su fabricante elimina las grietas por tensión mediante el control del proceso de moldeo por inyección de plástico . En combinación con el servicio de ensamblaje por moldeo por inyección, que incluye acabado superficial y control de temperatura, su dispositivo supera la prueba de fugas desde el principio sin necesidad de retoques.

Figura 4: La máquina de moldeo por inyección procesa polímero de PC para una carcasa electrónica con el fin de optimizar el coste de ensamblaje.
Caso práctico: Cómo LS Manufacturing logró que un proveedor automotriz de primer nivel ahorrara un 22 % en los costos de fabricación de las cajas de control para vehículos eléctricos.
En el caso de una prueba de estanqueidad IP67 de la carcasa de la caja de control para un paquete de baterías de vehículos eléctricos de nivel 1, se detectaron defectos del 14,5 % causados por un desnivel de 0,40 mm en piezas de sobremoldeo separadas. En respuesta a esto, LS Manufacturing optimizó el proceso de sobremoldeo de dos partes en una sola pieza deslizante. Se eliminó el desnivel, lo que redujo los costos totales en un 22 % . Así es como se logró la optimización de costos del ensamblaje de la caja :
Desafío del cliente
El diseño anterior requería un moldeo por inyección multicavidad en dos etapas con dos proveedores diferentes, lo que generaba un escalón de 0,40 mm en la superficie de la brida de acoplamiento. La junta tórica se desplazó durante la instalación del sello IP67, lo que provocó un 14,5 % de defectos en las pruebas de estanqueidad. La coordinación con múltiples proveedores incrementó los costos en un 18 % , retrasando la producción seis semanas .
Solución de fabricación LS
Nuestros ingenieros realizaron un análisis DFM exhaustivo y recomendaron un proceso de moldeo por inyección de dos etapas utilizando una máquina de doble color de 350 toneladas. El cuerpo principal y el sello de TPE se sobremoldearon en un solo proceso. Se utilizaron canales de enfriamiento conformados para mantener la variación de temperatura de la cavidad en ±2 °C , lo que resolvió el problema de la contracción anisotrópica. En nuestra fase de prueba del prototipo, se descubrió que la línea de soldadura se creó debido a la primera colocación de la compuerta, por lo que se movió la compuerta 12 mm , junto con una disminución en la velocidad de inyección de 55 mm/s a 42 mm/s .
Resultados y valor
El rendimiento en la primera pasada aumentó del 85,5 % al 99,9 % , mientras que el tiempo de ciclo disminuyó de 110 s/unidad a 45 s/unidad . La consolidación de ambos procesos en un solo edificio generó un ahorro del 22 % , al evitarse la necesidad de negociar con múltiples proveedores. Nuestro servicio de ensamblaje de moldeo por inyección ofreció una solución oportuna, lo que les permitió obtener una plataforma para los próximos tres años.
Este caso ilustra cómo la consolidación de procesos basada en ingeniería, aprovechando la precisión del moldeo por inyección OEM , elimina los factores que provocan un bajo rendimiento en el ensamblaje. Este enfoque generó un ahorro de costos tangible del 22 % y alcanzó una tasa de rendimiento del 99,9 % en la primera pasada. Ambas cifras están respaldadas por la experiencia práctica obtenida en un ciclo de producción que actualmente opera a un ritmo de 150 000 piezas anuales. Por lo tanto, los proveedores de primer nivel que experimentan este tipo de problemas de tolerancia cuentan con una solución eficaz.
Para validar una reducción de costes del 22 % en su ensamblaje, solicite un estudio de viabilidad con nuestros expertos en integración y reciba un plan de producción estratégico y un presupuesto.

¿Por qué elegir un proveedor integrado como LS Manufacturing es superior a separar el moldeo del ensamblaje mecánico?
Separar estos dos procesos inevitablemente generará acusaciones mutuas y retrasos de varias semanas en la resolución de problemas de ajuste. Con una fuente integrada, se asegurará de que sus procesos de moldeo, ensamblaje en sala limpia y pruebas funcionales se realicen en el mismo lugar, bajo la supervisión de un gerente de calidad. De esta manera, evitará las acusaciones entre proveedores y logrará una reducción del 35 % en el tiempo de puesta en marcha. Considere algunas razones para optar por un proveedor de servicios de moldeo por inyección con un modelo de negocio integrado verticalmente:
La propiedad de calidad única elimina los juegos de culpas
En caso de que la dimensión de la carcasa se desvíe 0,05 mm y la placa de circuito impreso ya no encaje, dos proveedores diferentes culpan cada uno a la tolerancia del otro. Sin embargo, en sus propias instalaciones, los mismos ingenieros responsables de determinar los parámetros de moldeo por inyección del prototipo también confirman el ajuste durante el ensamblaje final. Esto significa que se obtiene la causa real en cuestión de horas en lugar de semanas, y la corrección se realiza en la misma máquina de inyección sin necesidad de discusiones entre diferentes plantas.
La logística sin desplazamientos entre instalaciones reduce el tiempo de ciclo y el riesgo de daños.
El transporte de piezas moldeadas a una planta de ensamblaje remota requiere de 3 a 5 días adicionales y expone las delicadas carcasas a posibles daños durante el envío. Con una sala limpia de Clase 7 justo al lado de la línea de moldeo, el transporte de las piezas se realiza en cuestión de minutos mediante carros cerrados. No solo se evitan los daños durante el envío, sino que el ciclo de producción general se reduce hasta en un 40 % gracias al flujo de ensamblaje mediante moldeo por inyección de bajo volumen .
Las pruebas funcionales completas validan el rendimiento antes del envío.
Para el trabajo posterior al moldeo, la misma fábrica realiza la inserción ciega de PCBA, el alineamiento de cables, el marcado láser y la prueba funcional al 100 % (FCT). Las fallas eléctricas en la FCT se pueden vincular a la cavidad del molde y los parámetros de procesamiento específicos mediante el sistema de seguimiento serializado. Con un sistema de retroalimentación de circuito cerrado, se ha demostrado que el rendimiento del moldeo por inyección de alta velocidad aumenta un 8 % en comparación con otros sistemas de prueba independientes, según la evaluación comparativa de la SME.
Mayor rapidez de puesta en marcha mediante el desarrollo de procesos en paralelo.
Las pruebas de las herramientas y la configuración de la línea de montaje se realizan simultáneamente, en lugar de una tras otra. Mientras se inspecciona el molde para la primera muestra, sus dispositivos de montaje ya estarán siendo calificados mediante prototipos impresos en 3D creados a partir del mismo diseño CAD. Obtendrá un presupuesto de moldeo por inyección OEM que garantiza una rápida puesta en marcha y la entrega de su primer pedido en un 35 % menos de tiempo.
Elegir un socio integrado de moldeo y ensamblaje elimina los costos ocultos de la responsabilidad dividida: una puesta en marcha un 35 % más rápida, cero desperdicio logístico y un único punto de contacto para la calidad . Este modelo de moldeo por inyección rentable transforma su cadena de suministro, pasando de una serie de traspasos a un flujo de valor continuo, respaldado por datos auditables, desde la presión de la cavidad hasta la aprobación o rechazo final de la prueba FCT.
Preguntas frecuentes
1. ¿Cuál es el plazo de entrega estándar para una evaluación integral de costes DFM en consultas sobre moldeo de automóviles de alto volumen?
En LS Manufacturing, nos dedicamos a entregar un informe DFM completo y profesional en un plazo de 48 horas tras la recepción de sus modelos 3D en formato STEP/IGES, junto con los requisitos de ensamblaje detallados. Este análisis DFM, ofrecido sin costo alguno, proporciona información sobre el análisis de llenado, posibles problemas de hundimiento y ayuda a optimizar su estructura de costos hasta en un 15 % .
2. ¿Cómo mantiene LS Manufacturing la estricta trazabilidad requerida para los servicios de ensamblaje de cajas de grado médico?
Hemos finalizado la instalación de nuestro MES (Sistema de Ejecución de Manufactura) , donde documentamos cada aspecto de los procesos de fabricación, desde lotes de materia prima y perfiles de parámetros de moldeo por inyección hasta códigos de barras ensamblados. Esto garantiza la trazabilidad completa de principio a fin para sus productos médicos encapsulados, cumpliendo así plenamente con los requisitos de auditoría de la FDA.
3. ¿Pueden sus servicios de moldeo por inyección adaptarse a series de producción de dispositivos médicos de bajo volumen sin dejar de ser rentables?
Sí. LS Manufacturing aplica tecnologías de moldes de cambio rápido y rentables, así como un diseño de cavidad modular para sus dispositivos médicos. Este enfoque minimiza los gastos amortizados de los moldes en más del 40 % para producciones de lotes pequeños ( menos de 1000 unidades ) de dispositivos médicos de alta calidad. Esto hace que la tecnología de LS Manufacturing sea óptima para la fase de ensayos clínicos y validación de mercado.
4. ¿Qué métodos específicos utiliza para comprobar la integridad del sellado de la carcasa después del ensamblaje final de la caja?
Cumpliendo con los estrictos requisitos de las industrias automotriz y médica, LS Manufacturing utiliza comprobadores de presión diferencial de alta precisión ( ±0,01 kPa ) y automatización completa de las pruebas de fugas mediante equipos de espectrometría de masas de helio instalados al final de la línea de producción. LS Manufacturing inspecciona cada dispositivo médico ensamblado para garantizar que no haya fugas.
5. ¿Es usted capaz de realizar pruebas funcionales eléctricas (FCT) para la electrónica automotriz durante la fase de ensamblaje?
Sí. LS Manufacturing cuenta con su propio departamento de ingeniería electrónica, especializado en el diseño de estaciones de prueba personalizadas para pruebas automatizadas de TIC y FCT . Tras ensamblar la carcasa moldeada por inyección , realizamos pruebas funcionales, como pruebas de encendido e interacción de señales, directamente en la placa de circuito impreso para ofrecerle un producto final completamente funcional y listo para usar.
6. ¿Cómo ayuda LS Manufacturing a los fabricantes de equipos originales (OEM) del sector automotriz cuando se requieren cambios de ingeniería (ECN) durante la producción?
La planta de fabricación de moldes de LS Manufacturing está totalmente equipada con maquinaria de última generación, incluyendo máquinas de mecanizado de ultraprecisión de 5 ejes y equipos de electroerosión con acabado espejo. Nuestro equipo de ingeniería puede evaluar los cambios necesarios en tan solo un día y modificar los moldes lo antes posible.
7. ¿Qué certificaciones de cumplimiento poseen sus instalaciones de fabricación para la producción de automóviles y dispositivos médicos?
En LS Manufacturing nos enorgullece afirmar que seguimos estrictos estándares de gestión de calidad. Nuestras principales plantas de fabricación cuentan con las certificaciones IATF 16949 (sistema de gestión de calidad para la industria automotriz), ISO 13485 (sistema de gestión de calidad para dispositivos médicos) e ISO 9001, lo que nos convierte en un socio sumamente valioso y confiable en su cadena de suministro internacional.
8. ¿Cómo puedo obtener un presupuesto exacto para los servicios de moldeo por inyección a medida y ensamblaje de cajas de LS Manufacturing?
Por favor, envíenos la lista de materiales (BOM) y los planos técnicos de su proyecto. Realizaremos un análisis exhaustivo y le responderemos en un plazo de un día hábil con un presupuesto detallado que destacará tanto las ventajas técnicas como las soluciones de fabricación rentables.
Resumen
Los fabricantes de equipos originales (OEM) de los sectores médico y automotriz no deberían considerar la reducción del costo de ensamblaje como una simple forma de recortar márgenes, sino que requieren las capacidades de un socio del nivel de LS Manufacturing para integrar el moldeo por inyección de precisión (tolerancias de ±0,02 mm, gestión predictiva de la tensión térmica) con las operaciones de ensamblaje posteriores y un proceso de sobremoldeo totalmente infalible. Con nuestro enfoque de diseño de ingeniería basado en datos, transformamos la complejidad de trabajar con múltiples proveedores en una solución integral y sin fisuras que reduce el costo total y mejora la resiliencia de la cadena de suministro.
¿Tiene problemas con el ensamblaje de la carcasa, fallas en los sensores o la coordinación de múltiples operaciones de fabricación por contrato? No permita que el dinero siga desperdiciando debido a productos mal diseñados. Haga clic en "Obtener cotización profesional y revisión DFM" y cargue sus modelos CAD 3D y especificaciones de ensamblaje. Asignaremos su proyecto a un director técnico experimentado de LS Manufacturing, quien le brindará un proceso de moldeo por inyección de circuito cerrado con una experiencia excepcional y el menor costo posible, basado en nuestros datos y las mejores prácticas de la industria.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com

