
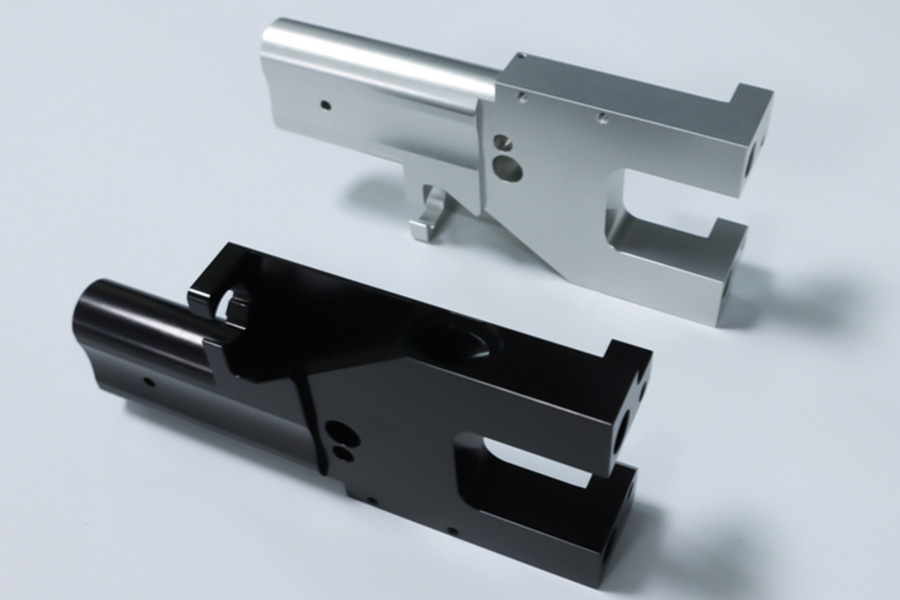
二人の「黒人」、全く異なる二つの運命
アルミ部品を扱ったことがある人なら、きっと経験したことがあるでしょう。ピカピカの新品部品を手に入れ、完璧なマットブラック効果を期待して、低価格の「ブラック」塗装を選んだとします。最初は見た目は良いのですが、数か月後、使用中や清掃中に、表面に気になる傷が現れ始めたり、さらに悪いことに、塗膜が端や角から剥がれ始めたりします。時間が止まったように感じ、イライラと製品価値の低下に苛立ちを覚えます。再加工や修理にエネルギーを費やすか、最悪の場合、顧客からのクレームや部品の廃棄に直面することになります。
品質が崩壊するこの事態は、プロ意識と耐久性を追求するすべてのメーカーやユーザーが避けようとするものです。しかし実際には、表面処理の失敗のほとんどは不運によるものではなく、根本的な誤解、つまり「黒色」を実現するための「コーティング」と「変換」の本質的な違い、すなわち「黒色アルマイト塗装」と真の「黒色アルマイト処理」を混同していることが原因です。
幸いなことに、これは回避可能です。 「塗装」と「陽極酸化処理」という2つの工程の基本原理と違いを理解することが、部品に真に長持ちし、耐摩耗性に優れ、信頼性の高いマットブラック仕上げを施すための重要なステップとなります。
時間と労力を節約し、将来の損失を避けるためにも、早速本題に入りましょう。
黒色アルマイト塗装と黒色アルマイトの違いを簡単に比較した表
両者の違いは価格だけではなく、本質、製造工程、耐久性、適用性といった核心的なレベルにまで及ぶ。
| 特徴 | 黒色アルマイト処理 | 黒色アルマイト塗装 |
|---|---|---|
| エッセンス | 電気化学変換プロセス、アルミニウムの一部 | アルミニウムの表面に付着する物理的被覆プロセス |
| プロセス | 電解液に浸漬して通電し、酸化膜を成長させてから染色する。 | 液体または粉末を噴霧し、その後硬化させる。 |
| 耐久性 | 非常に高い、耐摩耗性、基材と一体化 | 一般的に、傷がつきやすく、剥がれやすい。 |
| 適用可能な材料 | アルミニウムやチタンなどの特定の非鉄金属のみ | ほぼあらゆる素材(金属、プラスチック、木材など) |
違いが分かりますか?安価な選択肢(塗装)は、アルミニウム表面に物理的なコーティングを施すだけで、もろい被膜のようなものです。一方、真の陽極酸化処理は、アルミニウム表面を硬く一体化したセラミック酸化物に変え、それが染料を浸透させて金属自体の一部となります。これが耐久性の違いの根本的な理由です。
朗報は、部品の早期故障につながるこの誤った選択は完全に回避できるということです。上記の表で示されている2種類の「黒」の根本的な違いを明確に理解することが、アルミニウム部品に真に長持ちし、耐摩耗性に優れ、信頼性の高いマットブラック仕上げを実現し、将来の高額な再加工や評判の低下を回避するための重要なステップとなります。
次に、これら2つの工程の詳細を掘り下げ、アルミニウム部品に最適な「黒色塗装」の選び方を徹底的にマスターできるようにします。

学習内容はこちら
- 簡単なガイド:黒色アルマイト処理と「アルマイト塗装」の違いを10秒で見分け、紛らわしいマーケティング用語に騙されない方法。
- 基本的な科学的比較:陽極酸化処理は金属表面に「形成される」保護層であるのに対し、塗装は単なる表面コーティングであるのはなぜか?
- 最適な選択をするために、耐摩耗性、接着性、耐腐食性、放熱性、コスト分析という5つの主要な性能比較を行います。
- 3種類の陽極酸化処理(タイプI、タイプII、タイプIII)について詳細に解説し、塗装と比較した場合の適用場面における違いについても説明します。
- よくある誤解を解消します:
- 黒色酸化処理と黒色陽極酸化処理の違いは何ですか?
- 陽極酸化処理されたアルミニウムは色褪せますか?
- 鋼材を黒色アルマイト処理する方法は?
- 「ブラックアルミニウム」とは何ですか?
6.究極の意思決定ガイド:プロジェクトのニーズ(装飾性、機能性、予算)に基づいて、最適な表面処理ソリューションを選択してください。
それでは、次のプロジェクトで賢明な選択ができるよう、これら2つのプロセスの本質的な違いを詳しく見ていきましょう。
このガイドを信頼すべき理由とは?LS金型および材料の専門家による実践的な経験に基づいています。
当社の中核事業はカスタムプラスチック射出成形金型の製造ですが、お客様に迅速かつ低コストのアルミニウム製試作金型を提供することが、当社の成功の鍵となっています。当社は金型を製造するだけでなく、金型を保護する役割も担っています。ここで、陽極酸化処理との連携が重要になってきます。
私たちは誰よりもあなたの苦しみを理解しています
当社は15年間、カスタムプラスチック射出成形金型製作に深く携わってきたチームとして、毎年300セット以上のアルミニウム製ラピッドプロトタイピング金型を製作しています。これらの金型は、顧客製品の市場投入までの時間的制約を担っており、厳しい試験を受けています。
- 200℃を超える溶融プラスチックの繰り返し洗浄
- 毎分3回の高周波金型開閉衝撃
- 数万回のエジェクタ摩擦と部品離型
硬質アルマイト処理:長年の実績に裏打ちされた当社のソリューション
お客様から塗装費用を500ドル節約したいというご要望があった場合、以下の情報をお伝えします。
| 加工技術 | 金型寿命部品 | 不良率 | 総費用 |
|---|---|---|---|
| ブラックペインティング | 500個以下の金型 | 8%以上 | 12,000ドル |
| 硬質アルマイト処理 | 50,000個以上の金型 | ≤0.3% | 3,200ドル |
2019年の苦い経験の後、私たちは鉄則を定めた。
「すべてのアルミニウム金型は、タイプIIIの硬質陽極酸化処理を受けなければなりません。これは選択の問題ではなく、顧客の投資を守るための生死に関わる問題です。」
あなたが受け取るものは、知識以外にも、LS金型の「失敗保険」です。
このマニュアルは、以下の内容をまとめたものです。
アルミニウム金型表面処理の不具合解析に関する7年間のデータベース
プロセス比較実験のオリジナル記録142件
協力射出成形工場の品質監視レポート23件
「硬質アルマイト処理の微細多孔質構造が黒色染料の浸透を阻害する理由、そして熱サイクル中にスプレー塗装が基材から剥がれ落ちる仕組みを理解すれば、単に技術を習得しただけでなく、6桁の損失を回避するための基本的な意思決定能力も身につくのです。」
真のブラックアルマイト処理とは何ですか?
「陽極酸化処理とは、何かを『塗布』するのではなく、アルミニウムに強固な保護被膜を『成長』させる処理である。」この一文は、陽極酸化処理のプロセスを的確に表しています。陽極酸化処理は単なるコーティングではなく、電気化学的な変換プロセスなのです。真の黒色陽極酸化処理はこの「成長」プロセスに基づいており、特定のプロセスによって、深く長持ちする黒色がこの「保護被膜」に永久的に組み込まれます。
基本原則とプロセス詳細:
1. 準備(準備 - 基礎を築く):
(1)目的:アルミニウム片の表面を完全に洗浄し、油分、酸化物、不純物を完全に除去する。これは、均質で良質な酸化皮膜を形成するために必要な状態である。
(2)プロセス:
化学的脱脂/脱脂:アルカリ性または酸性の溶液を使用して、加工油脂、指紋などの有機汚染物質を脱脂します。
酸洗/アルカリエッチング:自然に形成された酸化膜や微細な表面欠陥を除去し、均一で活性化された表面を形成する。一般的に使用される薬剤は、硝酸、硫酸、または水酸化ナトリウム溶液である。
中和/脱灰:酸洗/アルカリエッチングで残った化学物質(例えば黒灰)を、通常は硝酸または市販の中和剤を用いて除去します。
水洗い:化学薬品間の相互汚染を防ぐため、各工程の後に脱イオン水で十分に洗浄してください。
2. 変換/成長(コア電気化学プロセス):
(1)目的:アルミニウム基板表面に厚く、硬く、多孔質の陽極酸化アルミニウム膜をその場で形成すること。
(2)方法:
十分に洗浄されたアルミニウム片を陽極(正極)として使用し、低温(通常15~22℃)の酸性電解液(硫酸が最も一般的だが、シュウ酸や混合酸も使用できる)に浸す。
陰極(負極、通常は鉛板またはステンレス鋼)を電解槽内に導入する。
直流電流が使用されます。
(3)反応:
電流によって、アルミニウム陽極(加工物)表面のアルミニウム原子に酸化反応が誘発されます。2Al + 3H₂O → Al₂O₃ + 6H⁺ + 6e⁻。
同時に、陰極では水素発生反応が起こる:2H⁺ + 2e⁻ → H₂。
(4)結果:
アルミニウム表面に非晶質酸化アルミニウム(Al₂O₃)の薄膜が形成される。
この酸化アルミニウム層は、特徴的なハニカム状の多孔質構造を持っています。金属表面に、非常に小さく整然としたサンゴ礁の森が広がっている様子を想像してみてください。それぞれの「サンゴポリプ」(酸化アルミニウムの単位格子)の中心には、表面に垂直な微細孔が存在します。
酸化層の厚さは、酸化時間、電解液濃度、温度、電流密度によって精密に制御されます。黒色陽極酸化処理では、色の深みと硬度を得るために、通常、一定の厚さ(例えば10μm以上)に達するまで放置する必要があります。
3. 染色(黒色注入):
(1)目的:酸化層の開放された微細多孔質構造に黒色染料分子を注入する。
(2)プロセス:
陽極酸化処理されたアルミニウム部品(多くの微細な孔が開いている状態)を念入りにすすいでください。
染色槽に浸します。真の黒色を出すには、主に2種類の染料を使用します。
有機染料:最も一般的な染料で、種類も豊富、濃い黒色を発色します。染料粒子は、物理吸着または緩やかな化学結合によって、繊維の細孔壁に浸透・吸着します。色の均一性と濃さを確保するためには、染色時間、温度、濃度、pH値を厳密に管理する必要があります。
無機塩染色(例:錫塩/ニッケル塩):金属塩が細孔底に沈殿することで色が蓄積されます。一部のプロセス(例:「二段階」黒)では、非常に濃く、耐熱性・耐光性に優れた黒色が得られますが、プロセスが複雑で、選択できる色の範囲が限られます。
(3)キー:色の効果は、事前に形成された酸化層の特性(均一性、多孔性)に大きく依存します。真の黒色を得るには、染料が多孔質の深さ全体に均一に浸透する必要があります。
4. シーリング(シーリング - ロックの色と性能):
(1)目的:酸化皮膜表面の微細孔を封止し、染料を恒久的に固定することで、酸化皮膜の耐食性、耐摩耗性、寿命を大幅に向上させる。これは「真の」黒色陽極酸化処理を実現するための最も重要な工程である。封止しないと、色が剥がれたり、洗い流されたりしやすくなる。
(2)プロセスと原則:
温水封止:最も初期の方法。黒染めしたワークピースを、沸点(95~100℃)の脱イオン水、または添加剤(ニッケル塩、フッ化物など)を含む温水に浸漬する。高温での酸化アルミニウム層の水和膨張と厚み増加(Al₂O₃ + H₂O → Al₂O₃·H₂O ベーマイト)により体積が増加し、物理的に細孔が塞がれる。
低温封止:室温または中温のニッケルフッ化物および塩溶液を使用します。細孔は、細孔内に沈着したニッケル/フッ化物イオン、または水和反応の誘発によって封止されます。エネルギー消費量が少なく環境に優しい方法ですが、処理速度は遅くなります。
中温シール:熱シールと冷間シールを組み合わせたものです。
(3)結果
色持ちを永久的にキープ:色素分子が毛穴の中にしっかりと閉じ込められており、外に流れ出たり、簡単に洗い流されたりすることはありません。
保護性能の向上:密閉された酸化層が強固なバリアとなり、耐腐食性(例えば、塩水噴霧試験に合格)、耐摩耗性、および防汚性を大幅に向上させます。
表面を安定させる:表面への吸着を低減し、外観の安定性を向上させる。
真の黒色陽極酸化処理は、単なるスプレー塗装や電気めっきではありません。それは、電気化学、物理化学、化学が一体となった堅牢なプロセスシーケンスです。アルミニウムマトリックス中に多孔質の酸化アルミニウム「骨格」がその場で成長し、黒色染料がその細孔の奥深くまで浸透し、細孔を塞ぐことで色と性能を永久に保持します。その核心的な価値は、色がマトリックスと深く融合し、それによって高い耐久性、保護性能、そして美しい外観が実現される点にあります。このプロセスを理解する鍵は、「付加」ではなく「成長」の本質を理解することです。

黒色アルマイト塗装とは何ですか?
1. 誤解を招く用語
「黒色アルマイト塗装」という名称は、アルマイト処理によって実現されていると誤解されがちですが、実際にはアルマイト処理の外観を模倣したコーティングに過ぎません。アルマイト処理とは、金属(アルミニウムなど)の表面に電気化学的に酸化皮膜を生成するプロセスですが、「アルマイト塗装」は、コーティングによって同様の視覚的・触覚的な効果を再現しているにすぎません。市場はこの用語を用いて、アルマイト処理の持つ高級感のある工業的なイメージを借用しているのかもしれませんが、消費者は、これはあくまで塗料であり、真のアルマイト処理とは根本的に異なるものであることを理解する必要があります。
2. 基本原理と公式の特徴
このコーティングの特長は、その配合設計にあり、通常は以下の特徴を備えています。
マット/サテン調の質感:艶消し剤や特殊樹脂を添加することで、陽極酸化処理による低反射性の表面を再現します。
黒色の安定性:耐候性顔料(カーボンブラックなど)を使用することで、退色を防ぐことができます。
密着性向上:コーティングと金属基材(アルミニウムや鋼など)との密着性を高めるために、カップリング剤またはプライマー成分を添加します。
3.工程の流れ(実際の陽極酸化処理との比較)
| 手順 | 黒色アルマイト塗装(スプレー塗装) | 実際の陽極酸化処理(電気化学プロセス) |
|---|---|---|
| 表面処理 | 洗浄、研磨、場合によってはサンドブラスト | 脱脂、酸洗、電解研磨 |
| フィルム形成 | 噴霧(液体または粉末) | 多孔質酸化物層を生成するための電解酸化 |
| 硬化 | 室温での乾燥または焼成 | 密封処理(熱湯やニッケル塩など) |
| 接着方法 | 物理的/化学的接着 | 金属本体上の酸化膜の成長 |
4.「陽極酸化塗装」と本物の陽極酸化処理を見分けるにはどうすればよいでしょうか?
目視検査/触感:陽極酸化処理された塗料のマットな質感はより均一であるかもしれないが、酸化皮膜の金属的な質感は欠けている。
導電率試験:陽極酸化皮膜は絶縁性であるが、基材は依然として導電性である。塗膜は完全に絶縁性である。
引っかき傷テスト:塗膜は硬いもので軽く引っ掻くと跡が残りやすいが、酸化皮膜は傷がつきにくい。
「黒色アルマイト塗装」は、本質的には塗装工程を巧みにマーケティングした表現です。見た目はアルマイト処理に似せて作れますが、その性能を完全に再現することはできません。選択する際には、実際のニーズに合わせて検討する必要があります。経済性と迅速な処理を重視するなら塗装も選択肢の一つですが、耐久性と機能性を求めるなら、やはり本物のアルマイト処理が欠かせない解決策となります。

黒色アルマイト処理 vs. 塗装:詳細比較ガイド
黒色アルマイト処理と塗装の比較:詳細な比較表
| 比較対象寸法 | 黒色アルマイト処理 | 黒色アルマイト塗装 |
|---|---|---|
| 耐摩耗性 | 優れた(酸化アルミニウム層の硬度はHV800~1200に達し、サファイアに近い)表面は、硬質陽極酸化処理によってさらに改善できる。 | 硬度が低い(通常の塗膜の硬度はHV0.2~0.5に過ぎない)ため、セラミック粒子などの充填剤を添加して硬度を向上させる必要がある。 |
| 接着 | 基材との冶金的結合(酸化層はアルミニウム材料の延長である)は、ISO 4520-1 100グリッドテストに合格した。 | 機械的接着により、高品質のエポキシ塗料は4Bグレードの接着力(ASTM D3359)に達することができます。 |
| サイズの影響 | 厚さ10~25μm(タイプII従来型陽極酸化処理)、精密部品は寸法補正を計算する必要があります | 単層の厚さは30~50μm、多層スプレーの場合は100μmを超える場合がある。 |
| 熱伝導率 | 酸化アルミニウムの熱伝導率は約15W/m・Kであり、放熱器への影響は5%未満である。 | 一般的な塗膜の熱伝導率は0.1~0.5W/m・Kであり、これにより放熱効率が15~30%低下する可能性がある。 |
| 材料適合性 | アルミニウム、チタン、マグネシウムなどのバルブ金属にのみ適用可能。6061アルミニウムが最適で、鋼鉄部品はまずアルミニウムメッキを施す必要がある。 | すべての材料は互換性がありますが、それぞれ異なるプライマーが必要です。金属にはリン酸塩処理プライマー、プラスチックにはPP処理剤を使用します。 |
| 耐腐食性 | 1000時間の塩水噴霧試験(タイプIII硬質陽極酸化処理)により、微細孔を塞いで保護性能を向上させることができます。 | 500時間の塩水噴霧試験(高品質フッ素樹脂塗料使用)では、角の部分に腐食が広がりやすいことが確認されています。 |
| 導電率 | 酸化膜層絶縁(抵抗率10^12 Ω・cm)の場合、局所的な導電性が必要な場合はレーザーエッチングが必要となる。 | 導電性充填剤を添加することで、10^3~10^6 Ω・cm を実現できる。 |
| プロセスの複雑性 | 12~15工程(脱脂→エッチング→陽極酸化→染色→封止)、廃水処理が必要 | 3~5ステップ(前処理→噴霧→硬化)、VOC排出抑制 |
| コスト要因 | 単価:3~8ドル/dm²(量産後は1.5ドル/dm²まで値下げ可能)、最低注文数量が多い | 単価:0.5~2ドル/dm²、最低購入数量制限なし |
| 外観オプション | マットな金属質感で、色は陽極酸化処理された色(黒、金、赤など)に限られます。 | パントンカラー番号に合わせて調整可能、高光沢/マット/メタリックフラッシュ効果を選択可能 |
| 環境保護 | 硫酸やシュウ酸などの化学薬品を使用し、重金属廃水を処理する必要がある。 | 水性塗料は環境に優しく、粉体塗装では余剰塗料の97%をリサイクルできる。 |
| 代表的な用途 | 航空宇宙用ファスナー、精密機器ハウジング、軍事装備 | 家電製品、自動車装飾部品、屋外用家具 |
主な選定基準:
陽極酸化処理を選択してください:恒久的な保護用途、接触摩耗、放熱、または特殊なマッチング
塗装を選択する場合:複数の部品からなるアセンブリ、複雑な形状、少量生産、または特別な色要件

すべての陽極酸化処理が同じ品質とは限らない:陽極酸化処理の主な3つのタイプ
陽極酸化処理には、一般的に3つの種類があります。タイプIクロム酸陽極酸化、タイプII硫酸陽極酸化、およびタイプIII硬質陽極酸化です。これら3つの方法は、酸化層の厚さ、特性、および用途において大きく異なります。
1. タイプI陽極酸化処理(クロム酸陽極酸化処理)
電解質:クロム酸(CrO₃)
酸化層の厚さ: 1.8~5.1μm(最薄)
色:ライトグレーからダークグレー(通常は染色されていない)
特徴:
- 薄いが、(タイプIIよりも)密度が高く、耐腐食性に優れている。
- アルミニウム基板の疲労強度への影響は最小限であり、高応力部品(例えば、航空機の構造部品)にも使用できる。
- 染色することはできず、通常は塗料の下塗り材として、または接着性を向上させるために使用されます。
- 環境保護対策が不十分である(六価クロムCr⁶⁺が含まれているため、厳格な廃水処理が必要となる)。
代表的な用途:
- 航空宇宙部品(航空機の胴体および翼梁)
- 軍事装備品(耐腐食性が最重要要件であり、材料の機械的特性を妥協できないもの)
- 精密デバイス(薄い酸化膜が必要で、寸法精度を犠牲にできないもの)
2. タイプII陽極酸化処理(硫酸陽極酸化処理)
電解質:硫酸(H₂SO₄)
酸化膜の厚さ: 5~25μm(可変)
色:ライトグレーまたは透明(黒、金、青など、様々な色に染色可能)
主な特徴:
- 酸化皮膜は厚く、適度な硬度(HV 300~500)を有し、耐食性に優れている。
- 染色に特に適しており、有機染料や電解着色を用いることで鮮やかな色彩を得ることができる(例:iPhoneのアルミ合金製筐体の黒色)。
- 低コストで成熟したプロセスであり、現在使用されている装飾用陽極酸化処理の80%以上で採用されている。
- 酸化層は多孔質であるため、耐食性を向上させるには、一般的に封止処理(温水封止、冷水封止、またはニッケル塩封止)が必要となる。
代表的な用途:
- 家電製品(携帯電話、ノートパソコンケースなど)
- 建築用アルミニウム形材(ドア、窓、カーテンウォール)
- 自動車用装飾部品(グリル、内装トリムストリップ)
- 日用品(カップ、ランプ、台所用品)
3. タイプIII陽極酸化処理(硬質陽極酸化処理)
- 電解質:硫酸(H₂SO₄)または混合酸(例:シュウ酸、硫酸混合物)
- 酸化膜の厚さ:25~150μm(最厚)
- 色:濃い灰色から黒(染色が難しく、通常は元の色を保つ)
主な特徴:
- 酸化層は非常に硬く(HV値500~900、焼入れ鋼に近い)、最高の耐摩耗性を有する。
- 低温(0~10℃)かつ高電流密度、そして厳密なプロセス制御が求められる。
- タイプIIに比べて耐食性は向上しているが、脆く、高衝撃用途には適さない。
- 非常に優れた絶縁性(絶縁破壊電圧500V以上)。
代表的な用途:
- 工業用摩耗部品(油圧ピストン、シリンダーボア)
- 軍事・航空宇宙部品(銃器部品、ドローン構造部品)
- 金型製作(プラスチック射出成形部品における鋼材の代替)
- 高い絶縁性を必要とする部品(電子機器用放熱器)
3種類の陽極酸化処理の比較概要
| 特徴 | タイプI(クロム酸) | タイプII(硫酸) | タイプIII(硬性) |
|---|---|---|---|
| 酸化層の厚さ(μm) | 1.8~5.1 | 5~25 | 25~150 |
| 硬度(HV) | 200~400 | 300~500 | 500~900 |
| 耐腐食性 | ★★★★★ | ★★★★ | ★★★★☆ |
| 染色性 | 不可能 | 素晴らしい | 非常に難しい |
| 主な用途 | 航空、軍事産業 | 装飾品、日用品 | 工業用耐摩耗部品 |
選択の提案
- 高い耐食性と薄膜コーティングが必要 → タイプI(クロム酸)
- 美しい外観と染色が必要 → タイプII(硫酸)
- 超高硬度+耐摩耗性が必要 → タイプIII(硬質)
各陽極酸化処理にはそれぞれ独自の利点があり、適切な選択は具体的な用途や性能要件によって異なります。
よくある質問 - 表面処理に関するあらゆる質問への回答
黒色酸化処理と黒色陽極酸化処理の違いは何ですか?
黒色酸化(黒化処理)と黒色陽極酸化は、全く異なる2つの表面処理プロセスです。黒色酸化は、アルカリ酸化や酸性酸化などの化学的方法によって金属表面に黒色の酸化皮膜を生成するプロセスです。主に鋼材に用いられます。皮膜層は薄く(約0.5~1.5μm)、主に防錆と美観向上の役割を果たします。黒色陽極酸化は電気化学的プロセスです。アルミニウム表面に電気分解によって多孔質の酸化アルミニウム層を生成し、それを染色して封じ込めます。皮膜層は厚く(5~25μm)、優れた耐摩耗性と耐食性を有します。色は、染料が酸化皮膜の細孔に浸透することによって形成されます。
陽極酸化処理されたアルミニウムは色褪せますか?
正式な処理を施した陽極酸化アルミニウムは色褪せしにくいですが、色褪せる可能性はゼロではありません。タイプII硫酸陽極酸化染色部品は、長期間日光にさらされるとわずかに色褪せる可能性があります(特に赤や青などの鮮やかな色)。一方、電解染色や硬質陽極酸化処理による黒色はより安定しています。色褪せは主に染料の品質、封止工程の完全性、使用環境によって左右されます。高品質の陽極酸化製品は、 10~15年間屋外で使用しても著しい色褪せは見られません。耐退色性を高めるには、電解染色処理またはUV安定剤入りの染料を選択することをお勧めします。
鋼材を黒色アルマイト処理する方法は?
鋼材は真の陽極酸化処理はできませんが、黒色陽極酸化処理と同様の効果を得るために、以下の方法を用いることができます。1) アルミニウムまたは亜鉛の層を最初にコーティングしてから陽極酸化処理を行う(工程が複雑でコストが高い)。2) 黒色リン酸塩処理(リン酸塩化成皮膜)を行う。3) QPQ処理(窒化+酸化複合処理)を行う。4) 高温黒化処理を行う。中でもQPQ処理は最も効果が高く、表面硬度(HV500~1000)と耐摩耗性を向上させながら黒色の外観を得ることができ、自動車部品や工具に広く用いられています。
「ブラックアルミニウム」とは何ですか?
「ブラックアルミニウム」とは、一般的に、黒色に陽極酸化処理されたアルミニウム合金材料を指し、建築用カーテンウォール(6063-T5プロファイルなど)、電子製品(6061-T6筐体など)、産業機器などに広く用いられています。処理方法によって、1) 染色ブラックアルミニウム(タイプII陽極酸化処理後に有機染料で着色)、2) 電解ブラックアルミニウム(錫塩電解着色、耐久性が高い)、3) ハードブラックアルミニウム(タイプIII陽極酸化処理による自然な黒色)に分類されます。真の「ブラックアルミニウム」は陽極酸化処理によって実現され、スプレー塗装やメッキなどの表面黒色処理とは本質的に異なり、強い金属光沢、剥離のなさ、耐傷性といった特徴を備えています。
まとめ
黒色アルマイト処理は金属の質感を深く変化させる処理であるのに対し、いわゆる「アルマイト塗装」は表面に施された表面的な処理に過ぎません。前者は長期的な耐久性と機能性を提供し、後者は低コストで短期的な美しさを提供します。どちらを選択するかは、製品の最終用途と品質要件によって決定する必要があります。
プロジェクトにおける表面処理オプションを検討する際、特に生産用のアルミニウム製試作金型を設計する際には、適切なプロセスを選択することが非常に重要です。LSのエンジニアは、プラスチック部品の設計最適化を支援するだけでなく、金型材料とその表面処理に関する専門的なアドバイスも提供いたします。金型材料と処理プロセスに関する専門的なアドバイス、そして透明性の高い射出成形金型価格など、お客様のプロジェクトに最適な製造ソリューションをご提供いたしますので、今すぐお問い合わせください。

📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSシリーズ情報の正確性、完全性、または有効性に関して、明示的または黙示的を問わず、いかなる表明または保証も行いません。サードパーティのサプライヤーまたは製造業者が LS ネットワークを通じて提供する性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類、または製造技術について推測すべきではありません。これは購入者の責任です。これらの部品の具体的な要件を判断するために、部品の見積もりを依頼してください。お問い合わせください。詳細については、こちらをご覧ください。
LSチーム
LSは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上にわたり5,000社以上のお客様にサービスを提供してきた実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社工場は、100台以上の最新鋭5軸加工センターを備え、ISO 9001:2015認証を取得しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大量カスタマイズまで、お客様のニーズに24時間以内の迅速な納品で対応いたします。LSテクノロジーを選ぶということは、効率性、品質、そしてプロフェッショナリズムを選ぶということです。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


