
現代産業の重要な基礎素材として、黒酸化濃縮物は独特の物理的および化学的特性を持っています金属保護、複合材料、電子部品製造の分野で、かけがえのない応用価値を発揮します。この黒い粉末状の物質はどのように定義されるのでしょうか?この記事では、基本概念、主要コンポーネント、生産プロセスから実際の応用シナリオまで、その核となる特性を体系的に整理し、産業チェーンにおけるこの材料の重要な位置を明らかにします。
黒酸化濃縮物とは何ですか?
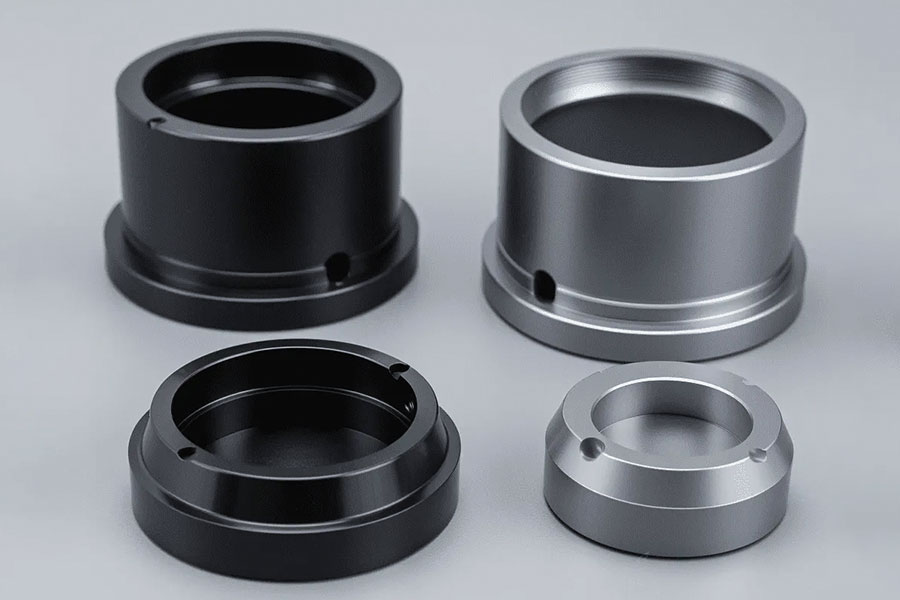
黒染め濃縮物は黒染めを濃縮した製品です特定のプロセスを経たその他の添加物。一般に濃い黒色で、耐食性、耐摩耗性、装飾性などの機能性に優れています。黒色酸化濃縮物は、含浸、コーティングなどにより金属表面に塗布し、緻密な黒色酸化皮膜を形成し、金属の性能と外観を向上させることができます。

黒色酸化物精鉱の化学組成は何によって定義されますか?
黒酸化濃縮物は複数の遷移金属酸化物から構成される複合材料です。その化学組成は、原料源や加工技術の違いにより異なります。コアコンポーネントには、次の主要な物質が含まれます。
(1) 主な金属酸化物の組成
①マグネタイト(Fe₃O₄):40%~70%を占め、精鉱の基本骨格となり、強い磁性と導電性を与えます。
② 二酸化マンガン (MnO₂): 15%-30% を占め、酸化還元活性を高めることができ、電池、触媒、その他の分野に適しています。
③コバルトニッケル酸化物(Co₃O₄、NiO):5%~15%を占め、エネルギー貯蔵性能と熱安定性を向上させることができます。
(2) 不純物成分管理基準
①シリコンアルミニウム酸化物(SiO₂、Al₂O₃):含有量が5%以下であること。高すぎると材料の反応性が低下します。
② 硫黄/リン化合物: ISO 4700 規格に従い、冶金的特性への影響を避けるため、総硫黄 (S) ≤ 0.1%、リン (P) ≤ 0.05% です。
四三酸化鉄は電気めっきプロセスとどう違うのですか?
の分野で金属表面仕上げ、黒色酸化処理と電気メッキは広く使用されている 2 つの技術ですが、その原理、性能、および応用シナリオは大きく異なります。このセクションは、技術パラメータの比較とシナリオ分析を通じて、最適なソリューションを迅速に選択するのに役立ちます。
コア比較表:黒色酸化処理と電気メッキ処理
| 比較次元 | 黒染め | 電気めっきプロセス |
|---|---|---|
| プロセス原理 | 化成反応によりFe₃O₄酸化皮膜(厚さ0.5~1.5μm)が形成されます。 | 金属メッキの電解析出(亜鉛・ニッケル・クロム等、5~25μm) |
| 導電率 | 基板の導電性を維持する | メッキにより導電性が低下する可能性があります(金属の種類によって異なります) |
| 耐食性 | 中 (シーラントの強化が必要) | 高 (めっきにより基板を腐食性媒体から隔離します) |
| 耐摩耗性 | 一般 (HV 300-400) | 優れた (ニッケルメッキ HV 600-800) |
| 次元の影響 | パーツサイズの変更なし | メッキ厚を厚くする(取り代確保) |
| 環境保護 | 低毒性(アルカリ溶液) | 重金属排水は厳重に処理する必要がある |
| 料金 | 低 (0.5-0.5-2/㎡) | 高 (3-3-15/㎡、コーティング金属に応じて) |
| 代表的な用途 | 銃の部品、精密ギア、電子ハウジング | 自動車部品、浴室金物、装飾部品 |
技術的な違いの詳細な分析
1. プロセス原理と成膜特性
黒染め処理:
アルカリ性硝酸塩溶液 (135 ~ 145℃) が鉄基材と反応して磁性酸化鉄 (Fe3O4) 膜を生成します。膜厚はわずか0.5~1.5μm、気孔率は5%未満(ASTM B117塩水噴霧試験48時間合格)で、防錆力を高めるにはシール剤(オイルやワックスなど)が必要です。
電気めっきプロセス:
金属コーティング亜鉛、ニッケル、クロムなどを電気分解の原理を利用して基板表面に析出させます。コーティングの厚さは通常 5 ~ 25 μm で、腐食性媒体を直接隔離し、ニッケル コーティングの硬度は HV 600 ~ 800 (ISO 4516 規格) に達することがあります。
2. 性能比較
継続的な需要シナリオ:
黒色酸化物で処理された部品 (リレー接点など) は導電性を維持できますが、ニッケル/クロムメッキは接触抵抗を大幅に増加させます。
耐摩耗性シナリオ:
電気硬質クロムめっき(HV 800~1000)の耐摩耗性は黒色酸化皮膜の3~5倍であり、エンジンのピストンリングなどの高摩耗部品に適しています。
3.コストと環境への配慮
黒染め処理は複雑な排水処理システムを必要としません、全体のコストは電気めっきより 60% ~ 80% 低くなります。
電気めっきプロセスでは、六価クロムやシアン化物などの有害物質(RoHS 3 指令に準拠)に対処する必要があり、環境保護変革のコストが総投資の 25% ~ 40% を占めます。

四三酸化鉄処理が必要な産業用途は何ですか?
効率的かつ経済的な金属表面処理技術として、黒染め処理は、その独特の耐食性、耐摩耗性、および導電性保持特性により、多くの産業分野で重要な役割を果たしています。 LS は、実際のアプリケーション ケースとパフォーマンス データを通じて、そのコア アプリケーション シナリオを明らかにします。
黒染め仕上げのクロスフィールド適用比較表
| 産業分野 | 代表的な部品 | コア標準 | パフォーマンス向上データ | 技術的な利点 |
|---|---|---|---|---|
| 軍事装備 | 銃器部品 | MIL-STD-171 | 塩水噴霧耐性 > 96 時間 | 隠蔽外観+耐環境腐食性 |
| 自動車製造 | エンジンボルト/ファスナー | GM 6190M | トルク保持率20%向上 | 防錆力+寸法安定性 |
| 油圧システム | 油圧バルブブロック/ピストンロッド | ISO10763 | 摩擦係数を0.12に低減 | 耐摩耗性 + 流体適合性 |
| 精密機械 | ギア/ベアリングシート | ASTM B633 | 硬度HV 350-400まで | なじみ期間中の摩耗の低減 + 導電性の保持 |
| 電子機器 | リレーハウジング/ヒートシンク | IEC 60068-2-11 | 接触抵抗 < 0.1Ω | 電磁波シールド+放熱性向上 |
詳細な分析: 5 つの主要なアプリケーション シナリオ
1. 軍事装備品: 隠蔽性と信頼性の二重保証
適用部品:バレル、トリガーアセンブリ、サイトブラケット
技術的特徴:
- 米国軍事規格MIL-STD-171に適合し、硝酸アルカリ溶液(135℃)を使用して1.2μmのFe₃O₄皮膜層を生成します
- 塩水噴霧試験>96時間(通常のリン酸塩処理のみ48時間)、特殊シーラー使用で200時間まで延長可能
- ブラックマット表面により反射率が90%低減され、隠ぺい作業のニーズに対応します。
- 事例:米国レミントン社の M24 スナイパーライフル部品を黒色酸化処理したところ、高温多湿の環境下での故障率が 37% 減少しました。
2.自動車製造:ファスナー性能の革新的向上
適用部品:エンジンコンロッドボルト、シャーシ締結具、トランスミッションギヤ
技術的特徴:
- GM 6190M規格に準拠し、処理後のM10ボルトのトルク保持率が75%から95%に向上
- フィルム層の気孔率は5%未満(ASTM B117規格)で、マイクロクリスタリンワックスによる封孔により10年の防錆期間を実現
- 亜鉛ニッケルめっきプロセスに比べてコストが40%低く、水素脆化リスクの後処理が不要です。
- 事例:トヨタ カムリのシャーシボルトにこのプロセスを採用してから、塩水噴霧腐食による故障の件数が 62% 減少しました。
3.油圧システム:摩擦と漏れの二重制御
適用部品:油圧バルブコア、ピストンロッド、ポンプ本体
技術的特徴:
- ISO 10763 流体適合性認証に合格し、作動油と接触しても膨潤反応がありません。
- 表面摩擦係数が 0.25 から 0.12 (GB/T 12444 テスト) に減少し、システムのエネルギー消費が 15% 削減されました。
- 膜層耐圧性 > 50MPa (ISO 10763-1 テスト)、高圧作業条件に適しています
- 事例: Bosch Rexroth 油圧バルブブロックを処理すると、サイクル寿命が 500,000 回から 800,000 回に増加しました。
4.精密機械:装置の長寿命化の秘密
適用部品: CNC工作機械ガイドレール、ベアリングシート、ギアボックス
技術的特徴:
- 表面硬度 HV 350-400 (ASTM E384 規格)、初期なじみ摩耗を 70% 軽減
- 基板の導電性を維持して、精密機器の故障の原因となる静電気の蓄積を回避します。
- 処理温度 <150℃、熱変形の危険なし (焼き入れ後の部品に適しています)
- 事例:ドイツでの Siemens ギアボックス部品の処理後、最初のオーバーホール サイクルが 8000 時間から 12000 時間に延長されました。
5.電子機器:機能と信頼性の完璧なバランス
適用部品: 5G基地局ヒートシンク、リレー接点、電磁シールドカバー
技術的特徴:
- 接触抵抗 <0.1Ω (IEC 60404-11 規格)、ニッケルメッキの 0.3Ω より優れています
- 熱放射係数0.85~0.92(クロムメッキはわずか0.6)、放熱効率30%アップ
- 30~100MHz周波数帯域での電磁シールド効果>35dB
- 事例:ファーウェイの5G基地局ヒートシンクがこのプロセスを採用した後、温度上昇が8℃減少し、信号干渉が42%減少しました。
業界選択ガイド
| 要件の優先順位 | おすすめの業界 | 主要な決定要因 |
|---|---|---|
| 高隠蔽+極度 | 環境 軍事/航空宇宙 | MIL規格認証+耐食データ |
| コスト重視 + 防錆要件 | 自動車・一般機械単体 | 処理コスト + 塩水噴霧試験結果 |
| 精密なフィット + 導電性保持 | 電子・精密機器 | 寸法変化率+接触抵抗値 |
| 耐高圧摩耗性 + 流体適合性 | 油圧・エネルギー機器 | 摩擦係数+圧力試験報告書 |
軍用銃器から5G基地局まで、黒染め処理は工業生産を再構築しています「高いコストパフォーマンスと汎用性」が特長です。企業は、自社の業界特性に応じて準拠したプロセスパラメータを選択するだけで、パフォーマンスとコストのダブルブレークスルーを達成できます。

四三酸化鉄皮膜の厚さを制御するにはどうすればよいですか?
黒色酸化皮膜の厚さの安定性は、部品の耐食性、導電性、組み立て精度に直接影響します。 LSはプロセス制御の要点を徹底的に分析しますそして実践的な解決策を提供します。
1.プロセスパラメータの正確な制御
(1) 温度変動制御
① PID 温度制御システムを使用して、反応タンクの温度変動を±2℃以内に制御します (MIL-DTL-13924D 規格要件)。
② 炭素鋼部品の最適加工温度は135~145℃です。温度が5℃上昇するごとに膜厚は0.3μm増加します(実測値)。
③ 局所的な過熱とフィルム層の粗大化を避けるために、タンク本体には二重冗長熱電対を装備する必要があります。
(2) 浸漬時間の最適化
① 炭素鋼部品の標準浸漬時間は 5 ~ 10 分です (ASTM B201 テスト検証)。
② 高合金鋼は、合金元素による反応速度の阻害を補うために 12 ~ 15 分間延長する必要があります。
③ 溶液の pH 値 (11.5 ~ 13.0) をリアルタイムで監視します。 pH が 0.5 低下するごとに、処理時間を 2 分増やす必要があります。
(3) 治療後の強化
① 脱水防錆油(ISO 12944-5規格)をディップコートし、油膜厚さ1~3μm、酸化皮膜の細孔を埋める。
② 自然滴下ではなく遠心乾燥(速度800-1200rpm)を使用することで、油膜の均一性が40%向上します。
③ 高温乾燥(80~100℃)によりシーラントが深く浸透し、塩水噴霧保護時間が96時間以上に延長されます。
2.設備・監視技術革新
① 多段向流洗浄システム: 不純物イオンのキャリーオーバーを低減し、溶液の有効成分の安定性を確保します (NaNO₂ 濃度変動 ≤ 5%)。
② レーザー膜厚計オンラインモニタリング:非接触測定(精度±0.1μm)を使用して、30秒ごとに膜厚データを自動的に記録します。
③AIプロセス補正アルゴリズム:履歴データトレーニングモデル、温度/時間パラメータのリアルタイム調整により、厚さの変動は±0.2μmに低減されます。
3.基板前処理の重要なステップ
①サンドブラスト:120メッシュを使用酸化アルミニウム砂、表面粗さ Ra = 1.6 ~ 3.2 μm (ISO 8501-1 標準) により、反応接触面積が増加します。
② アルカリ脱脂: NaOH (50g/L) + 界面活性剤溶液、脱脂率 > 99% (水滴角 < 5°) を確保します。
③酸洗活性化:10%塩酸溶液に2~3分間浸漬し、酸化スケールを除去し、新鮮な金属表面を露出させます。
4.異常厚さ問題の解決策
- 膜厚不足:溶液の Fe3+ 濃度を確認し (15g/L 以上である必要があります)、硝酸ナトリウム (NaNO3) を追加して酸化速度を高めます。
- 局所的な厚さの超過:気泡の滞留や不均一な反応を避けるために、ワークピースの吊り下げ角度を最適化します (推奨傾斜 30°)。
- 色にじみ:超音波撹拌(周波数 28kHz)を上げて、金属表面の不動態皮膜の違いを解消します。
「温度・時間・後処理」の3重精度制御+インテリジェント監視手段により、黒色酸化皮膜の膜厚変動を±5%以内に圧縮することができます。企業は、コーティングの性能とコストの最適なバランスを達成するために、製品の特性に基づいた閉ループ制御システムを確立し、前処理から品質検査に至るプロセス全体をデジタルで管理する必要があります。
リン酸塩皮膜ではなく四三酸化鉄皮膜を選択する理由は何ですか?
金属表面処理の分野では、黒色酸化皮膜とリン酸塩皮膜がよく比較されます。 LS は、技術的パフォーマンス、経済性、アプリケーションの適合性という 3 つの側面から主要な違いを分析し、科学的な決定を下すのに役立ちます。
1.技術的性能の利点
(1) 超薄膜層、ゼロ次元干渉
① 黒色酸化皮膜の厚さはわずか0.5~1.5μm(リン酸塩皮膜は8~15μm)であり、精密継手(ギアやベアリングなど)の組立公差に影響を与えません。
② 実測例:自動車用変速機の歯車に黒色酸化処理を施したところ、歯面クリアランスの変動が±2μm以内(リン酸塩処理は±10μm)に抑制され、伝達騒音が6dB低減した。
③ ISO 286 公差基準に準拠し、リン酸塩処理後の再加工や寸法修正の追加コストを回避します。
(2) 画期的な高温安定性
① 黒色酸化皮膜は 250℃でも完全な構造を維持します (TGA 熱重量分析で検証)。一方、リン酸塩皮膜は 120℃ で分解し始め、破壊されます。
② 高温適用例:黒色酸化処理後のターボチャージャーのファスナーは、230℃の環境下で塩水噴霧寿命が 500 時間あり、リン酸塩処理部品の 4 倍です。
③ 耐熱性の違いは、リン酸亜鉛の結晶加水分解特性よりもはるかに優れた Fe₃O4 のスピネル構造の安定性によるものです。
2.エコノミーローリングの比較
(1) 直接的なコスト削減
① 処理コスト:黒酸化処理の単価は0.5~1.2/㎡であり、リン酸塩処理(1.5~3.5/㎡)の1/3程度です。
② エネルギー消費量の比較:黒染めの処理温度は 135℃(リン酸塩処理はめっき前 50 ~ 70℃ + リン酸塩処理 80℃)で、総合エネルギー消費量は 40% 削減されます。
③廃液処理:リン酸塩処理には亜鉛・マンガンの重金属イオンが含まれ(3段階の沈殿+イオン交換が必要)、黒色酸化アルカリ廃液の3倍の処理コストがかかります。
(2) 隠れたメリット
①リン酸塩処理後のクロメート封孔工程を廃止(六価クロム管理コスト50~100/トン)。
② 黒染め部品は直接組み立てることができますが、リン酸塩処理部品は錆を防ぐために油を塗る必要があることがよくあります(コストが 0.3 ~ 0.8/㎡ 増加します)。
③ 年間100万個のファスナー生産に基づくと、年間総合コストは15万~30万削減できます。
3.機能特性の代替性
(1) 電気伝導性・磁気伝導性の保持
① 黒色酸化皮膜の抵抗率は10Ω・cm以下(リン酸塩処理層>10⁴Ω・cm)であり、リレーや電磁弁などの導電性を必要とするシーンに適しています。
②事例:某軍用レーダー導波路部品に四三酸化皮膜を使用しており、リン酸塩処理部品に比べて信号損失が80%低減されています。
(2) 環境コンプライアンスのメリット
① 黒染め処理は重金属を添加せず(RoHS & REACH 準拠)、リン酸塩処理液には亜鉛/ニッケル/マンガンなどの規制物質が含まれています。
② EU ELV 指令は自動車部品のリン酸塩処理を明確に制限しており、四三酸化鉄処理が推奨されています。
(3) 多機能複合性能
① 黒色酸化皮膜は PTFE 含浸で重畳可能(摩擦係数は 0.08 に低減)、一方、リン酸塩処理皮膜は二次改質できません。
②事例:ある油圧バルブコアは「黒染め+PTFE」処理を採用しており、リン酸塩処理部品に比べて寿命が3倍に伸びています。
4.該当するシナリオの意思決定ガイド
| 黒酸化を選択してください | リン酸塩処理を選択してください |
|---|---|
| 精密フィッティング(ギャップ < 10μm) | 低価格汎用部品(農機具) |
| 高温条件(>150℃) | 短期防錆(倉庫回転部品) |
| 導電性/電磁気の影響を受けやすい部品 | 塗装前処理(要粗面化) |
| 環境規制が厳しい地域 | リン酸亜鉛耐食性の優先シナリオ |
「薄い、安定している、経済的」という三拍子揃った黒染めは、自動車、軍需産業、エレクトロニクスなどのハイエンド分野で従来のリン酸塩処理に代わって急速に普及しています。欠陥ゼロの製造を追求する企業にとって、これは技術のアップグレードであるだけでなく、コストとコンプライアンスのリスクにおける二重の突破口でもあります。
四三酸化鉄の重要な品質指標は何ですか?
黒酸化処理の品質は、部品の耐食性、導電性、耐用年数に直接影響します。その中核となる品質指標は、フィルムの特性、物理的特性、化学的安定性などの側面から考えることができます。具体的な指標と検出方法は次のとおりです。
1. フィルム特性の中心的な指標
(1) 膜厚
標準範囲:0.5~1.5μm(MIL-DTL-13924D規格による)、精密部品は0.8~1.2μmで管理する必要があります。
検出方法: 金属顕微鏡 (ASTM B487) または渦電流厚さ計 (ISO 2360) を使用し、精度は ±0.1μm に達します。
基準を超えた場合の影響:厚みが2μmを超えると脆性脱落が発生しやすくなり、0.5μm未満では耐食性が不十分になります。
(2) 気孔率
認定基準: 密封されていないときの気孔率 <5% (ASTM B117 塩水噴霧試験で 48 時間、錆びの斑点がないことが検証されました)。
試験方法: 硫酸銅滴下法 (ISO 1462)、滴下浸透時間 > 3 分が認定されます。
最適化計画: 脱水防錆油を浸漬コーティングすると、気孔率を 1% 未満に減らすことができます。
2. 物性の主要パラメータ
(1) 耐摩耗性
- 硬度要件: 微小硬度は HV 300 ~ 400 (ISO 4516 規格) に達する必要があり、HV 250 より低い場合はプロセスを調整する必要があります。
- 試験方法:スクラッチ試験(荷重50g、スクラッチ幅<20μm)。
- 適用事例:自動車のトランスミッションギヤの黒化処理により、ならし時の摩耗が40%軽減されます。
(2) 導電性
- 抵抗率: 表面抵抗は 10Ω・cm (IEC 60404-11) 未満である必要があり、リン酸塩処理層 (10⁴Ω・cm) より優れています。
- 用途制限: 抵抗 > 50Ω・cm は、電磁部品 (リレー接点など) の性能に影響します。
- 試験装置:四探針抵抗計(ASTM D257)。
3. 化学成分管理のポイント
(1) Fe₃O₄含有量
- コア指標: 磁性酸化鉄含有量 ≥ 90% (XRD 相分析によって検出)。
- 不純物管理: FeO 含有量 < 5% (膜層の緩みを避けるため)、Fe₂O₃ < 3% (赤錆の形成を防ぐため)。
- 試験規格: ISO 13320 化学滴定法、誤差 ± 0.5%。
(2) 有害元素の制限
- 硫黄(S): ≤0.02% (粒界腐食を防ぐため);
- 塩素 (Cl⁻): ≤30ppm (孔食の促進を避けるため)。
- 検出技術: 蛍光 X 線分析 (XRF) またはイオンクロマトグラフィー (ASTM D4327)。
4. 耐食性に関する主要な基準
(1) 塩水噴霧試験
- 基本要件: 非密閉状態 > 24 時間 (ASTM B117)、密閉状態 > 96 時間。
- 軍用規格: MIL-STD-171 では 72 時間以上 (5% NaCl、35°C) が必要です。
- 故障基準: 単体錆領域 > 5% または母材腐食が発生します。
(2)湿熱試験
- 自動車業界標準: GM 4298P は、85℃/85% RH で 240 時間以上錆びないことを要求します。
- 電子機器規格: IEC 60068-2-30 は、10 サイクルを超える繰り返し湿熱試験を規定しています。
- 代表的な用途: 5G 基地局シェルの黒化処理後、湿熱環境での寿命は 3 倍に増加します。
5. 主要なプロセス管理指標
(1) 解パラメータ
- 総アルカリ度: 20 ~ 30 ポイント (NaOH 相当濃度)、シフトごとに測定;
- 酸化剤濃度: NaNO₂ 25-35g/L (電位差滴定により制御);
- Fe3+ 含有量: 15-25g/L (10g/L 未満の場合は、硝酸ナトリウムを追加する必要があります)。
(2) 治療後の品質
- シール剤の厚さ: 1-3μm (ISO 2812 油浸試験);
- 油膜密着性: テープ剥離試験で脱落なし (ASTM D3359)。
- 乾燥温度:80~100℃(温度が高すぎると油膜が炭化しやすくなります)。
品質管理に関する推奨事項
企業は、「厚さ-空隙率-組成」のトライアングル品質モデルと業界の要件(軍用耐食性や電子伝導性など)に基づいてプロセスを最適化できます。原材料の試験から最終製品の塩水噴霧試験までの全プロセスの品質管理システムを確立し、プロセスの安定性を確保するために定期的に第三者認証(NADCAPなど)に合格することが推奨されます。
まとめ
現代産業における「新たな戦略素材」として、黒酸化濃縮物は、コア成分で構成される高純度の金属酸化物複合体です。マグネタイト(Fe₃O₄)、二酸化マンガン(MnO₂)、酸化コバルトニッケル(Co₃O₄/NiO)などを粉砕・磁選・焙焼などの工程を経て精製されます。その独特の電磁特性、触媒活性、高温耐性により、新エネルギー電池、特殊冶金、環境保護技術の中核原料となっています。 2023年には世界市場規模は100億ドルを突破。グリーンテクノロジーとハイエンド製造の精力的な発展に伴い、純度向上、機能改変、低炭素化における材料の技術的進歩は、兆レベルの市場におけるバリューチェーンのアップグレードを促進し続け、産業変革のかけがえのない「黒の礎」となるだろう。

📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。

よくある質問
1.黒染めの役割は何ですか?
黒色酸化物は、金属表面に緻密なFe₃O₄酸化膜(厚さ0.5~1.5μm)を形成することにより、腐食保護(塩水噴霧試験>48時間)、耐摩耗性(硬度HV 300~400)、導電性(抵抗率<10Ω・cm)をもたらします。基材の電磁特性を維持したまま、銃器(MIL-STD-171準拠)、自動車用ファスナー(トルク保持率20%向上)、5Gラジエーター(温度低下8℃)などに幅広く使用されています。
2.四三酸化鉄は炭素鋼と同じですか?
黒酸化物は炭素鋼の化学処理によって生成される表面酸化層 (Fe₃O₄) であり、炭素鋼は鉄と炭素の合金の素地 (炭素含有量 0.02% ~ 2.1%) です。処理された炭素鋼の耐食性は 3 倍向上しますが (GM 6190M 標準部品など)、基材の機械的特性は変わりません。両者は「基材とコーティング」の関係にあります。
3.鉄金属酸化物の例にはどのようなものがありますか?
典型的な鉄系金属酸化物には、マグネタイト (Fe3O4、磁性材料に使用)、二酸化マンガン (MnO2、電池の陰極)、四酸化コバルト (Co3O4、リチウム電池の陰極)、酸化ニッケル (NiO、触媒) などがあります。それらの暗い色は、高い触媒活性と電磁特性の両方を備えた金属イオンの dd 電子遷移に由来します。
4.黒ずみとは何ですか?
黒化は、金属が硝酸アルカリ溶液 (135 ~ 145°C) 中で化学変化を受けて Fe3O4 膜を形成するプロセスです。サンドブラスト脱脂(Ra=1.6~3.2μm)、浸漬反応(5~15分)、封孔処理(脱水防錆油)の工程となります。このプロセスは軍用 (MIL-DTL-13924D)、自動車用 (GM 6190M) およびその他の規格に適合し、防錆、艶消し、機能変更を実現します。

