
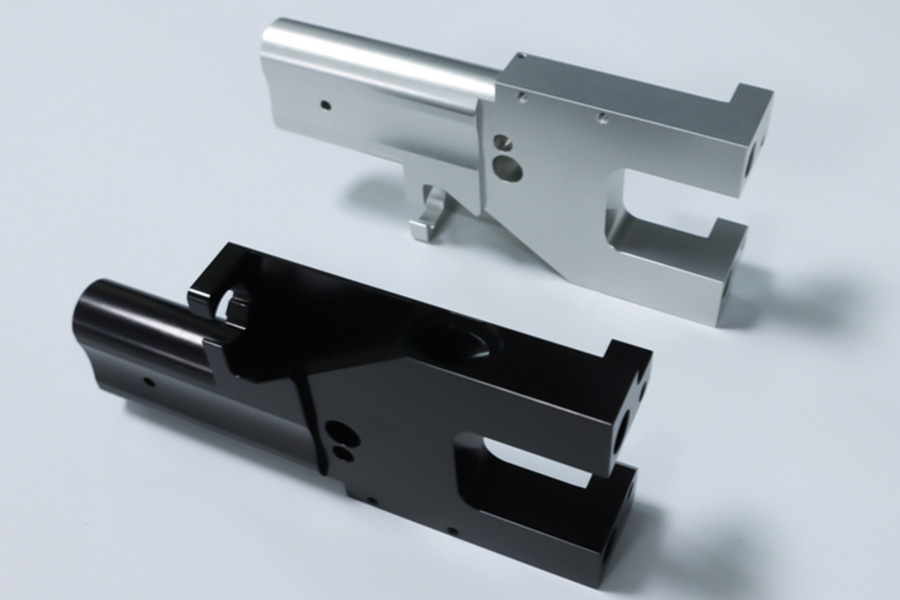
Deux « Noirs », deux destins complètement différents
Si vous avez déjà manipulé des pièces en aluminium , vous l'avez sans doute constaté. Vous venez d'acquérir une pièce neuve et brillante, et vous avez opté pour le traitement « noir » économique, en espérant un noir mat parfait. Au premier abord, le résultat est satisfaisant. Mais quelques mois plus tard, à l'usage ou lors du nettoyage, vous constatez que la surface présente des rayures disgracieuses, voire pire : la peinture commence à se décoller sur les bords et les angles. Le temps semble s'arrêter, suivi de frustration et d'une dépréciation du produit : il faut alors consacrer du temps à la réparation, ou pire encore, faire face aux réclamations des clients ou à la mise au rebut de la pièce.
Ce genre de défaillance, synonyme de mauvaise qualité, est ce que tout fabricant ou utilisateur soucieux de professionnalisme et de durabilité cherche à éviter. Or, la plupart des problèmes de traitement de surface ne sont pas dus à la malchance, mais à une méprise fondamentale : confondre « revêtement » et « transformation » pour obtenir du « noir », c’est-à-dire « peinture anodisée noire » et véritable « anodisation noire ».
La bonne nouvelle, c'est que cela peut être évité. Comprendre les principes fondamentaux et les différences entre les deux procédés de « peinture » et d'« anodisation » est une étape essentielle pour garantir à vos pièces une finition noire mate véritablement durable, résistante à l'usure et fiable.
Pour vous faire gagner du temps et éviter des pertes futures, allons droit au but.
Tableau comparatif rapide des différences entre la peinture anodisée noire et l'anodisation noire
La différence entre eux ne se résume pas au prix, mais touche à l'essence même du produit, au processus de fabrication, à sa durabilité et à son applicabilité :
| Caractéristiques | Anodisation noire | Peinture anodisée noire |
|---|---|---|
| Essence | Procédé de conversion électrochimique, partie de l'aluminium | Procédé de revêtement physique, appliqué à la surface de l'aluminium |
| Processus | Immergée dans un électrolyte et mise sous tension, une couche d'oxyde se forme puis est teinte. | Pulvériser (liquide ou poudre), puis durcir |
| Durabilité | Très haute résistance à l'usure, intégrée au substrat | Généralement, facile à rayer et à peler |
| Matériaux applicables | Seuls certains métaux non ferreux, comme l'aluminium et le titane, peuvent être utilisés. | Presque tous les matériaux (métal, plastique, bois, etc.) |
Vous voyez la différence ? L’option économique (la peinture) n’est qu’un revêtement physique appliqué à la surface de l’aluminium , comme une couche fragile ; tandis que la véritable anodisation transforme la surface de l’aluminium en un oxyde céramique dur et intégré, qui pénètre ensuite la teinture et devient partie intégrante du métal. C’est la raison fondamentale de la différence de durabilité.
La bonne nouvelle, c'est que ce mauvais choix, à l'origine d'une défaillance prématurée des pièces, est parfaitement évitable. Bien comprendre les différences fondamentales entre les deux teintes de noir présentées dans le tableau ci-dessus est essentiel pour garantir à vos pièces en aluminium un noir mat durable , résistant à l'usure et fiable, vous évitant ainsi des réparations coûteuses et une atteinte à votre réputation.
Ensuite, nous examinerons en détail ces deux procédés afin que vous puissiez parfaitement maîtriser le choix du bon « teinture noire uniforme » pour vos pièces en aluminium.

Voici ce que vous allez apprendre
- Guide rapide : Comment faire la différence entre l’anodisation noire et la « peinture anodisée » en 10 secondes et éviter de se laisser tromper par des termes marketing trompeurs.
- Comparaison scientifique fondamentale : Pourquoi l’anodisation crée-t-elle une couche protectrice sur le métal, tandis que la peinture n’est qu’un revêtement de surface ?
- 5 comparaisons de performances clés : résistance à l’usure, adhérence, résistance à la corrosion, dissipation de la chaleur et analyse des coûts pour vous aider à faire le meilleur choix.
- Explication détaillée des trois types d'anodisation (type I, type II, type III) et de leurs différences dans les scénarios d'application par rapport à la peinture.
- Clarification des malentendus courants :
- Quelle est la différence entre l'oxydation noire et l'anodisation noire ?
- L'aluminium anodisé va-t-il se décolorer ?
- Comment anodiser l'acier en noir ?
- Qu’est-ce que « l’aluminium noir » ?
6. Le guide de décision ultime : Choisissez la solution de traitement de surface la plus adaptée aux besoins de votre projet (décoratifs, fonctionnels, budgétaires).
À présent, examinons en détail les différences essentielles entre ces deux processus afin de vous permettre de faire un choix judicieux pour votre prochain projet.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts en moules et matériaux de LS
Bien que notre cœur de métier soit la fabrication de moules d'injection plastique sur mesure , notre succès repose en grande partie sur notre capacité à fournir rapidement à nos clients des moules prototypes en aluminium à faible coût. Nous ne nous contentons pas de fabriquer ces moules, nous les protégeons également. C'est là que notre partenariat avec un spécialiste de l'anodisation prend tout son sens.
Nous comprenons votre douleur mieux que quiconque.
En tant qu'équipe spécialisée depuis 15 ans dans la fabrication de moules d'injection plastique sur mesure , nous produisons chaque année plus de 300 jeux de moules de prototypage rapide en aluminium. Ces moules sont essentiels à la mise sur le marché rapide des produits de nos clients et sont soumis à des tests rigoureux.
- Rinçage répété de plastique fondu à plus de 200 °C
- Ouverture et fermeture du moule à haute fréquence par impact 3 fois par minute
- Des dizaines de milliers de frottements d'éjection et de démoulage de pièces
Anodisation dure : notre solution éprouvée
Lorsqu'un client demande un service de peinture pour économiser 500 $, nous lui présenterons les informations suivantes :
| Technologie de traitement | Durée de vie du moule | Taux de défauts | Coût global |
|---|---|---|---|
| Peinture noire | ≤500 Moules | ≥8% | 12 000 $ |
| anodisation dure | ≥50 000 moules | ≤0,3% | 3 200 $ |
Suite à la mauvaise expérience de 2019, nous avons établi une règle de fer :
« Tous les moules en aluminium doivent subir un traitement d'anodisation dure de type III - il ne s'agit pas d'un choix, mais d'une question de protection à vie ou à mort de l'investissement du client. »
Ce que vous recevez, outre les connaissances, c'est « l'assurance contre les défaillances » des moules LS.
Ce manuel combine nos :
Base de données sur 7 ans d'analyse des défaillances du traitement de surface des moules en aluminium
142 enregistrements originaux d'expériences de comparaison de procédés
23 rapports de contrôle qualité d'usines de moulage par injection coopératives
« Une fois que vous comprenez pourquoi la structure microporeuse de l'anodisation dure retient le colorant noir, une fois que vous comprenez comment le revêtement de peinture pulvérisée s'écaille du substrat lors du cycle thermique, vous ne maîtrisez pas seulement la technologie, mais aussi les capacités de prise de décision fondamentales pour éviter des pertes à six chiffres. »
Qu’est-ce que l’anodisation noire véritable ?
L'anodisation ne consiste pas à appliquer un revêtement, mais à faire « croître » une couche protectrice solide sur l'aluminium . Cette phrase décrit parfaitement le processus d'anodisation : il s'agit d'une conversion électrochimique et non d'un simple revêtement. L'anodisation noire véritable repose sur ce processus de « croissance », et une couleur noire profonde et durable est intégrée de façon permanente à cette « couche protectrice » grâce à un procédé spécifique.
Principes fondamentaux et détails du processus :
1. Préparation (Préparation - Poser les bases) :
(1) Objectif : Nettoyer parfaitement la surface de la pièce en aluminium, en la débarrassant de toute graisse, oxyde ou impureté. Cet état est indispensable à la formation d’une couche d’oxyde homogène et de bonne qualité.
(2) Processus :
Dégraissage chimique : Utiliser des solutions alcalines ou acides pour dégraisser les contaminants organiques tels que les graisses de traitement, les empreintes digitales, etc.
Décapage/attaque alcaline : élimination des films d’oxyde naturellement formés et des défauts de surface mineurs pour obtenir une surface activée et uniforme. Les agents couramment utilisés étaient des solutions d’acide nitrique, d’acide sulfurique ou d’hydroxyde de sodium.
Neutralisation/décapage : éliminer tout produit chimique restant (par exemple, des cendres noires) après le décapage/la gravure alcaline, généralement avec de l’acide nitrique ou un neutralisant professionnel.
Lavage à l'eau : rincer abondamment à l'eau déminéralisée, de préférence après chaque étape, afin d'éviter toute contamination croisée entre les produits chimiques.
2. Conversion/Croissance (Processus électrochimique de base) :
(1) Objectif : Créer in situ un film d'oxyde d'aluminium anodique épais, rigide et poreux sur la surface du substrat en aluminium.
(2) Méthode :
Une pièce d'aluminium soigneusement nettoyée est utilisée comme anode (électrode positive) et est placée dans un électrolyte acide à basse température (généralement 15-22°C) (l'acide sulfurique étant le plus courant, mais l'acide oxalique ou des acides mixtes peuvent également être utilisés).
Une cathode (électrode négative, généralement une plaque de plomb ou de l'acier inoxydable) est introduite dans la cellule électrolytique.
On utilise du courant continu.
(3) Réaction :
Le courant induit les atomes d'aluminium sur la surface de l'anode en aluminium (pièce) à subir une réaction d'oxydation : 2Al + 3H₂O → Al₂O₃ + 6H⁺ + 6e⁻.
Simultanément, une réaction d'évolution d'hydrogène à la cathode : 2H⁺ + 2e⁻ → H₂.
(4) Résultat :
Un film d'oxyde d'aluminium amorphe (Al₂O₃) est créé sur la surface de l'aluminium.
Cette couche d'oxyde d'aluminium présente une structure poreuse alvéolaire caractéristique. Imaginez une minuscule forêt de corail, extrêmement soignée et organisée, à la surface du métal. Chaque « polype corallien » (maille élémentaire d'oxyde d'aluminium) possède un micropore en son centre, perpendiculaire à la surface.
L'épaisseur de la couche d'oxyde est contrôlée avec précision par la durée d'oxydation, la concentration de l'électrolyte, la température et la densité de courant. L'anodisation noire doit généralement être laissée à agir jusqu'à atteindre une certaine épaisseur (par exemple, supérieure à 10 µm) afin d'obtenir la profondeur de couleur et la dureté souhaitées.
3. Teinture (injection de noir) :
(1) Objectif : Injecter des molécules de colorant noir dans la structure microporeuse ouverte de la couche d'oxyde.
(2) Processus :
Rincez soigneusement le composant en aluminium anodisé (qui contient maintenant de nombreux micropores ouverts).
Trempez-les dans un bain de teinture. Pour obtenir un noir véritable, deux teintures principales sont utilisées :
Colorants organiques : Ce sont les plus courants. Ils se déclinent en de nombreux types et produisent un noir profond. Les particules de colorant pénètrent et s’adsorbent sur les parois des pores par adsorption physique ou par liaisons chimiques faibles. La durée, la température, la concentration et le pH de la teinture doivent être rigoureusement contrôlés afin de garantir l’uniformité et l’intensité de la couleur.
Teinture aux sels inorganiques (ex. : sels d’étain/nickel) : la couleur s’accumule par précipitation des sels métalliques au fond des pores. Certains procédés (ex. : noir « en deux étapes ») permettent d’obtenir un noir très profond, stable à la chaleur et à la lumière, mais le procédé est plus complexe et la gamme de couleurs est plus restreinte.
(3) Remarque importante : L’effet de couleur dépend fortement des propriétés de la couche d’oxyde préalablement créée (uniformité, porosité). Un noir véritable exige que le colorant pénètre uniformément sur toute l’épaisseur de la couche poreuse.
4. Étanchéité (Étanchéité - Verrouillage, couleur et performance) :
(1) Objectif : Sceller les micropores à la surface de la couche d’oxyde, fixer définitivement la teinture et accroître considérablement la résistance à la corrosion et à l’usure, ainsi que la durée de vie de la couche d’oxyde. Il s’agit de l’étape la plus critique pour obtenir une anodisation noire « réelle ». Sans cette étanchéité, la couleur s’écaillera ou se délavera facilement.
(2) Processus et principe :
Scellement à l'eau chaude : la méthode la plus ancienne. La pièce, noircie, est immergée dans de l'eau déminéralisée à ébullition (95-100 °C) ou dans de l'eau chaude contenant des additifs (par exemple, des sels de nickel, des fluorures). Le gonflement par hydratation de la couche d'oxyde d'aluminium et son épaississement à haute température (Al₂O₃ + H₂O → Al₂O₃·H₂O boehmite) augmentent son volume, obturant physiquement les pores.
Scellement à froid : Utiliser des solutions de fluorures et de sels de nickel à température ambiante ou moyenne. Les pores sont scellés par dépôt d’ions nickel/fluorure ou par induction de réactions d’hydratation. Ce procédé est peu énergivore et écologique, mais plus lent.
Scellage à température moyenne : Il s'agit d'un mélange de scellage à chaud et de scellage à froid.
(3) Résultats
Fixation permanente de la couleur : les molécules de couleur sont scellées solidement à l’intérieur des pores et ne peuvent ni migrer ni être éliminées facilement au lavage.
Protection accrue : La couche d'oxyde scellée devient une barrière étanche, améliorant considérablement la résistance à la corrosion (par exemple, la réussite des tests au brouillard salin), la résistance à l'usure et les propriétés anti-pollution.
Stabiliser la surface : réduire l'adsorption de surface et assurer une stabilité d'aspect.
L'anodisation noire véritable ne se limite pas à la pulvérisation ou à la galvanoplastie . Il s'agit d'un processus intégré et robuste, combinant électrochimie, physique et chimie : une structure poreuse d'oxyde d'aluminium se forme in situ au sein de la matrice d'aluminium, puis un colorant noir imprègne profondément ses pores, scellant ainsi définitivement la couleur et les performances par fermeture de ces derniers. Sa principale valeur réside dans l'intégration profonde de la couleur à la matrice, ce qui confère à l'anodisation une durabilité, une protection et un aspect exceptionnels. Comprendre le principe de « croissance » plutôt que celui d'« addition » est essentiel pour appréhender ce procédé.

Qu'est-ce que la peinture anodisée noire ?
1. Terminologie trompeuse
L'appellation « peinture anodisée noire » peut facilement induire en erreur et faire croire qu'elle est obtenue par anodisation, alors qu'il s'agit en réalité d'un simple revêtement imitant l'aspect de ce procédé. L'anodisation est un processus électrochimique de formation d'une couche d'oxyde à la surface d'un métal (comme l'aluminium), tandis que la « peinture anodisée » utilise simplement des revêtements pour simuler des effets visuels et tactiles similaires. Le marché peut exploiter ce terme pour s'approprier l'image industrielle haut de gamme de l'anodisation, mais les consommateurs doivent être conscients de sa différence : il s'agit essentiellement d'une peinture, fondamentalement différente d'une véritable anodisation.
2. Principes fondamentaux et caractéristiques de la formule
La particularité de ce revêtement réside dans la conception de sa formule, qui présente généralement les caractéristiques suivantes :
Texture mate/satinée : L’ajout d’agents matifiants ou de résines spéciales imite la faible réflectivité de la surface anodisée.
Stabilité du noir : Des pigments résistants aux intempéries (comme le noir de carbone) peuvent être utilisés pour éviter la décoloration.
Amélioration de l'adhérence : Ajouter des agents de couplage ou des composants d'apprêt pour assurer la liaison du revêtement au substrat métallique (tel que l'aluminium et l'acier).
3. Déroulement du processus (comparé à l'anodisation réelle)
| Mesures | Peinture anodisée noire (procédé de pulvérisation) | Anodisation réelle (procédé électrochimique) |
|---|---|---|
| Traitement de surface | Nettoyage, meulage, sablage éventuel | Dégraissage, décapage, polissage électrolytique |
| Formation du film | Pulvérisation (liquide ou poudre) | Oxydation électrolytique pour générer une couche d'oxyde poreuse |
| durcissement | Séchage ou cuisson à température ambiante | Traitement de scellement (tel que l'eau bouillante ou le sel de nickel) |
| Méthode de collage | Adhésion physique/chimique | Croissance d'un film d'oxyde sur un corps métallique |
4. Comment distinguer la « peinture anodisée » de la véritable anodisation ?
Inspection visuelle/toucher : L'effet mat de la peinture anodisée est peut-être plus uniforme, mais il lui manque la texture métallique du film d'oxyde.
Test de conductivité : le film anodisé est isolant, mais le substrat reste conducteur ; le film de peinture est totalement isolant.
Test de rayure : La couche de peinture laisse facilement des marques lorsqu’elle est légèrement rayée avec un objet dur, mais la couche d’oxyde est difficile à rayer.
La « peinture anodisée noire » est avant tout un argument marketing astucieux. Bien qu'elle puisse imiter l'apparence, elle ne peut en aucun cas égaler les performances de l'anodisation. Le choix doit donc être mûrement réfléchi en fonction de vos besoins réels : si vous privilégiez l'économie et la rapidité d'exécution, le revêtement est une option envisageable ; si vous recherchez la durabilité et la fonctionnalité, l'anodisation véritable demeure la solution irremplaçable.

Anodisé noir vs. peint : un guide comparatif détaillé
Anodisation noire vs peinture : tableau comparatif détaillé
| Dimensions de comparaison | Anodisation noire | Peinture anodisée noire |
|---|---|---|
| résistance à l'abrasion | Excellente (la dureté de la couche d'oxyde d'aluminium peut atteindre HV800-1200, proche de celle du saphir), la surface peut être encore améliorée par anodisation dure. | La peinture ordinaire ayant une dureté de seulement HV0,2-0,5, sa faible résistance nécessite l'ajout de charges telles que des particules de céramique pour l'améliorer. |
| Adhésion | La liaison métallurgique avec le substrat (la couche d'oxyde est un prolongement du matériau en aluminium) a réussi le test de 100 grilles ISO 4520-1. | Liaison mécanique, peinture époxy de haute qualité peut atteindre un niveau d'adhérence de classe 4B (ASTM D3359) |
| Impact de la taille | Épaisseur de 10 à 25 µm (anodisation conventionnelle de type II) : pour les pièces de précision, il est nécessaire de calculer la compensation dimensionnelle. | Épaisseur d'une seule couche : 30 à 50 µm ; la pulvérisation multicouche peut dépasser 100 µm. |
| conductivité thermique | La conductivité thermique de l'oxyde d'aluminium est d'environ 15 W/m·K, et son impact sur le radiateur est inférieur à 5 %. | La conductivité thermique typique d'un film de peinture est de 0,1 à 0,5 W/m·K, ce qui peut réduire l'efficacité de dissipation de la chaleur de 15 à 30 %. |
| Compatibilité des matériaux | Applicable uniquement aux métaux utilisés pour les soupapes, tels que l'aluminium, le titane et le magnésium. L'aluminium 6061 est le plus adapté, et les pièces en acier doivent être préalablement aluminisées. | Tous les matériaux sont compatibles, mais différents primaires sont nécessaires : primaire de phosphatation pour les métaux, agent de traitement PP pour les plastiques. |
| résistance à la corrosion | Test de brouillard salin de 1000 heures (anodisation dure de type III), permettant de sceller les micropores pour une meilleure protection | Test de brouillard salin de 500 heures (peinture fluorocarbonée haute qualité), les angles sont sujets à la propagation de la corrosion. |
| Conductivité | Isolation par couche d'oxyde (résistivité 10^12 Ω·cm), une gravure laser est nécessaire lorsqu'une conductivité locale est requise. | Des charges conductrices peuvent être ajoutées pour atteindre une résistance de 10^3 à 10^6 Ω·cm. |
| Complexité du processus | 12 à 15 étapes (dégraissage → gravure → anodisation → teinture → scellement), traitement des eaux usées requis | 3 à 5 étapes (prétraitement → pulvérisation → séchage), contrôle des émissions de COV |
| Facteurs de coût | Prix unitaire : 3 à 8 $/dm² (pouvant être réduit à 1,5 $/dm² après production en série), quantité minimale de commande élevée. | Prix unitaire : 0,5 à 2 $/dm², sans quantité minimale requise |
| Options d'apparence | Texture métallique mate, couleur limitée au spectre des couleurs anodisées (noir/or/rouge, etc.) | Adaptable à toutes les couleurs Pantone, effet brillant/mat/métallisé en option |
| Protection de l'environnement | L'utilisation de produits chimiques tels que l'acide sulfurique/l'acide oxalique est nécessaire ; les eaux usées contenant des métaux lourds doivent être traitées. | La peinture à l'eau est plus respectueuse de l'environnement, la pulvérisation de poudre permet de recycler 97 % des excédents de peinture. |
| Applications typiques | Fixations aérospatiales, boîtiers d'instruments de précision, équipements militaires | Électronique grand public, pièces décoratives automobiles, mobilier d'extérieur |
Critères de sélection clés :
Choisissez l'anodisation : applications de protection permanente, résistance à l'usure par contact, dissipation thermique ou appariement spécial
Choisissez la peinture : assemblages multicomposants, géométries complexes, production en petite série ou exigences de couleur particulières

L’anodisation ne se valent pas toutes : les trois principaux types d’anodisation
Il existe trois types principaux de procédés d'anodisation : l'anodisation à l'acide chromique (type I), l'anodisation à l'acide sulfurique (type II) et l'anodisation dure (type III). Ces trois méthodes diffèrent sensiblement par l'épaisseur, les caractéristiques et les applications de la couche d'oxyde.
1. Anodisation de type I (anodisation à l'acide chromique)
Électrolyte : Acide chromique (CrO₃)
Épaisseur de la couche d'oxyde : 1,8 à 5,1 μm (la plus mince)
Couleur : gris clair à gris foncé (généralement non teint)
Caractéristiques:
- Il est mince, mais plus dense et plus résistant à la corrosion (que le type II).
- Il a un effet minimal sur la résistance à la fatigue du substrat en aluminium et peut être utilisé sur des pièces soumises à de fortes contraintes (par exemple, des pièces structurelles pour l'aviation).
- Il ne peut être teint et est généralement utilisé comme couche de base pour la peinture ou l'adhérence (pour améliorer l'adhérence).
- Il manque de protection environnementale (chrome hexavalent Cr⁶⁺, nécessitant un traitement rigoureux des eaux usées).
Applications typiques :
- Composants aérospatiaux (fuselages d'avions et poutres d'ailes)
- Équipements militaires (où la résistance à la corrosion est une exigence maximale et où les propriétés mécaniques du matériau ne peuvent être compromises)
- Dispositifs de précision (où une fine couche d'oxyde est requise et où la précision dimensionnelle ne peut être sacrifiée)
2. Anodisation de type II (anodisation à l'acide sulfurique)
Électrolyte : Acide sulfurique (H₂SO₄)
Épaisseur du film d'oxyde : 5 à 25 μm (variable)
Couleur : gris clair ou transparent (peut être teint dans une grande variété de couleurs : noir, or, bleu, etc.)
Caractéristiques principales :
- Le film d'oxyde est épais et moyennement dur (HV 300~500) avec une bonne résistance à la corrosion.
- Il est particulièrement adapté à la teinture, et des couleurs vives peuvent être obtenues en utilisant des colorants organiques ou une coloration électrolytique (par exemple, le noir de la coque en alliage d'aluminium de l'iPhone).
- Procédé éprouvé et peu coûteux, utilisé dans plus de 80 % des traitements d'anodisation décorative.
- La couche d'oxyde est poreuse et nécessite généralement un traitement d'étanchéité (eau chaude, scellement à froid ou scellement au sel de nickel) pour améliorer sa résistance à la corrosion.
Applications typiques :
- Électronique grand public (téléphones portables, étuis pour ordinateurs portables)
- Profilés architecturaux en aluminium (portes, fenêtres, murs-rideaux)
- Éléments décoratifs automobiles (calandres, baguettes de garniture intérieure)
- Articles de consommation courante (tasses, lampes, ustensiles de cuisine)
3. Anodisation de type III (anodisation dure)
- Électrolyte : acide sulfurique (H₂SO₄) ou mélange d'acides (par exemple, acide oxalique, mélange d'acide sulfurique)
- Épaisseur de la couche d'oxyde : 25 à 150 μm (la plus épaisse)
- Couleur : gris foncé à noir (difficile à teindre, conserve généralement sa couleur d'origine)
Caractéristiques principales :
- La couche d'oxyde est extrêmement dure (HV 500~900, proche de l'acier trempé) et possède la meilleure résistance à l'usure.
- Nécessite une basse température (0~10°C) et une densité de courant élevée, ainsi qu'un contrôle strict du processus.
- Meilleure résistance à la corrosion que le type II, mais plus fragile et moins adapté aux utilisations à fort impact.
- Très bonne isolation (tension de claquage supérieure à 500 V).
Applications typiques :
- Pièces d'usure industrielles (piston hydraulique, alésages de cylindre)
- Pièces militaires/aérospatiales (pièces d'armes à feu, pièces structurelles de drones)
- Fabrication de moules (substitution de l'acier pour les pièces de moules d'injection plastique)
- Pièces nécessitant une isolation élevée (radiateur d'équipement électronique)
Résumé comparatif de trois types d'anodisation
| Caractéristiques | Type I (acide chromique) | Type II (acide sulfurique) | Type III (dur) |
|---|---|---|---|
| Épaisseur de la couche d'oxyde (μm) | 1.8~5.1 | 5~25 | 25~150 |
| Dureté (HV) | 200~400 | 300~500 | 500~900 |
| résistance à la corrosion | ★★★★★ | ★★★★ | ★★★★☆ |
| teinture | Impossible | Excellent | Très difficile |
| Principales utilisations | Industrie aéronautique et militaire | Décoration, articles de première nécessité | Pièces industrielles résistantes à l'usure |
Suggestions de sélection
- Besoin d'une résistance élevée à la corrosion + revêtement mince → Type I (acide chromique)
- Besoin d'une belle apparence + teinture → Type II (acide sulfurique)
- Besoin d'une dureté et d'une résistance à l'usure ultra-élevées → Type III (dur)
Chaque procédé d'anodisation présente des avantages uniques , et le choix approprié dépend du scénario d'application spécifique et des exigences de performance.
FAQ - Réponses à toutes vos questions sur le traitement de surface
Quelle est la différence entre l'oxydation noire et l'anodisation noire ?
L'oxydation noire (ou noircissement) et l'anodisation noire sont deux procédés de traitement de surface totalement différents . L'oxydation noire consiste à créer une couche d'oxyde noir à la surface du métal par des méthodes chimiques (oxydation alcaline ou acide, par exemple). Elle est principalement utilisée pour l'acier. La couche formée est mince (environ 0,5 à 1,5 µm) et joue un rôle essentiel dans la protection contre la rouille et l'aspect esthétique. L'anodisation noire, quant à elle, est un procédé électrochimique. Elle génère une couche d'oxyde d'aluminium poreuse à la surface de l'aluminium par électrolyse, puis la colore pour la sceller. La couche obtenue est épaisse (5 à 25 µm) et présente une excellente résistance à l'usure et à la corrosion. La couleur est due à la pénétration du colorant dans les pores de la couche d'oxyde.
L'aluminium anodisé va-t-il se décolorer ?
L'aluminium anodisé traité par des procédés conventionnels est difficilement altérable, mais une décoloration reste possible. Les pièces teintées par anodisation à l'acide sulfurique de type II peuvent légèrement se décolorer (en particulier les couleurs vives comme le rouge et le bleu) sous l'effet d'une exposition prolongée au soleil, tandis que le noir obtenu par coloration électrolytique et anodisation dure est plus stable. La décoloration dépend principalement de la qualité du colorant, de l'intégrité du procédé d'étanchéité et des conditions d'utilisation. Les produits anodisés de haute qualité peuvent être utilisés en extérieur pendant 10 à 15 ans sans décoloration significative. Il est recommandé d'opter pour un procédé de coloration électrolytique ou des colorants contenant des stabilisateurs UV afin d'optimiser la résistance à la décoloration.
Comment anodiser l'acier en noir ?
L'acier ne peut être véritablement anodisé, mais les méthodes suivantes permettent d'obtenir un résultat similaire à l'anodisation noire : 1) Dépôt préalable d'une couche d'aluminium ou de zinc suivi d'une anodisation (procédé complexe et coûteux) ; 2) Phosphatation noire (film de conversion phosphaté) ; 3) Traitement QPQ (nitruration et oxydation combinées) ; 4) Noircissement à haute température. Parmi ces méthodes, le traitement QPQ offre les meilleurs résultats : il permet d'obtenir un aspect noir tout en améliorant la dureté superficielle (HV 500-1000) et la résistance à l'usure, et est largement utilisé dans la fabrication de pièces automobiles et d'outils.
Qu'est-ce que « l'aluminium noir » ?
L'expression « aluminium noir » désigne généralement les alliages d'aluminium ayant subi une anodisation noire. On les retrouve fréquemment dans les façades rideaux (comme les profilés 6063-T5), les produits électroniques (comme les boîtiers 6061-T6) et les équipements industriels. Selon le procédé de fabrication, on distingue : 1) l'aluminium noir teinté (coloré avec des colorants organiques après une anodisation de type II) ; 2) l'aluminium noir électrolytique (coloration électrolytique aux sels d'étain, plus durable) ; 3) l'aluminium noir dur (noir naturel issu d'une anodisation de type III). Le véritable « aluminium noir » est obtenu par anodisation, un procédé fondamentalement différent des traitements de surface noirs tels que la peinture et le placage. Il se caractérise par une forte texture métallique, une absence d'écaillage et une résistance aux rayures.
Résumé
L'anodisation noire est un traitement qui transforme en profondeur la texture du métal , tandis que la peinture anodisée n'est qu'un revêtement superficiel. La première offre une durabilité et une fonctionnalité à long terme, tandis que la seconde privilégie un faible coût et un aspect esthétique éphémère. Votre choix dépendra de l'utilisation finale et des exigences de qualité de votre produit.
Lorsque vous envisagez des traitements de surface pour votre projet, notamment pour la conception de moules prototypes en aluminium destinés à la production, le choix du procédé adéquat est crucial. Les ingénieurs de LS peuvent vous aider à optimiser la conception de vos pièces en plastique et vous conseiller sur les matériaux de moules et leurs traitements de surface. Contactez-nous dès maintenant pour obtenir une solution de fabrication complète pour votre projet, incluant nos conseils d'experts sur les matériaux et les procédés de traitement, ainsi qu'un devis transparent pour votre moule d'injection !

📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Série LS. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de fabrication fournis par le fournisseur ou le fabricant tiers via le réseau LS seront garantis. Il incombe à l'acheteur de s'assurer de ces éléments. Demandez un devis pour les pièces afin de déterminer les exigences spécifiques relatives à ces pièces. Veuillez nous contacter pour plus d'informations .
Équipe LS
LS est une entreprise leader du secteur, spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience au service de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production en petite série ou de personnalisation de masse, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Technology, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez consulter notre site web : www.lsrpf.com


