
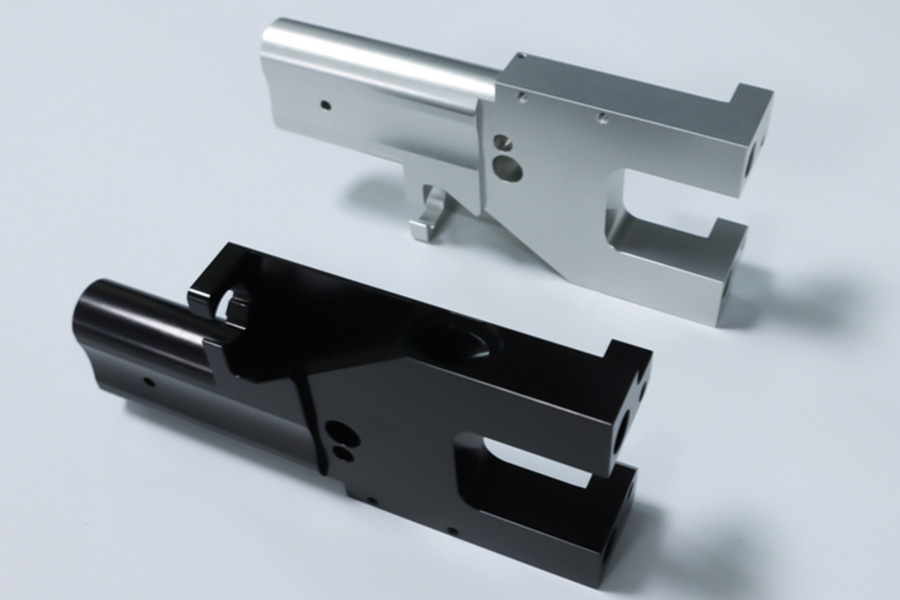
Due "neri", due destini completamente diversi.
Se avete mai maneggiato componenti in alluminio , probabilmente vi sarà capitato. Avete appena acquistato un nuovo pezzo lucido e avete scelto la verniciatura "nera" a basso costo, aspettandovi un perfetto effetto nero opaco. Inizialmente, l'aspetto è ottimo. Ma dopo qualche mese, durante l'utilizzo o la pulizia, notate che la superficie inizia a presentare fastidiosi graffi, o peggio ancora, che la vernice comincia a sollevarsi e a staccarsi dai bordi o dagli angoli. Il tempo si ferma in un istante, seguito da frustrazione e svalutazione del prodotto: dovrete spendere energie per rilavorazioni e riparazioni, o peggio ancora, affrontare direttamente i reclami dei clienti o lo scarto del pezzo.
Questa scena di crollo qualitativo è ciò che ogni produttore o utente che persegue professionalità e durata cerca di evitare. Ma il fatto è che la maggior parte dei fallimenti nei trattamenti superficiali non è dovuta alla sfortuna, bensì a un fondamentale malinteso: confondere la differenza essenziale tra "rivestimento" e "conversione" per ottenere il "nero" - ovvero, " vernice anodizzata nera" e vera "anodizzazione nera ".
La buona notizia è che questo problema si può evitare. Comprendere i principi fondamentali e le differenze tra i due processi di "verniciatura" e "anodizzazione " è un passo essenziale per garantire che i vostri componenti ottengano una finitura nera opaca davvero duratura, resistente all'usura e affidabile.
Per risparmiarti tempo ed evitare perdite future, andiamo subito al nocciolo della questione.
Una rapida tabella comparativa delle differenze tra vernice anodizzata nera e anodizzato nero
La differenza tra loro non si limita al prezzo, ma affonda le radici nell'essenza stessa, nel processo, nella durata e nell'applicabilità:
| Caratteristiche | Anodizzazione nera | Vernice anodizzata nera |
|---|---|---|
| Essenza | Processo di conversione elettrochimica, parte dell'alluminio | Processo di rivestimento fisico, applicato sulla superficie dell'alluminio |
| Processo | Immerso in un elettrolita ed energizzato, cresce uno strato di ossido e poi viene tinto | Spruzzare (liquido o in polvere), quindi polimerizzare |
| Durata | Altissima resistenza all'usura, integrata con il substrato | In generale, si graffia e si sfalda facilmente |
| Materiali applicabili | Solo alcuni metalli non ferrosi come l'alluminio e il titanio | Quasi tutti i materiali (metallo, plastica, legno, ecc.) |
Vedete la differenza? L'opzione più economica (la vernice) è solo un rivestimento fisico applicato sulla superficie dell'alluminio , come una fragile pellicola protettiva; mentre la vera anodizzazione trasforma la superficie dell'alluminio in un ossido ceramico duro e integrato, che penetra nel colorante e diventa parte integrante del metallo stesso. Questa è la ragione fondamentale della differenza in termini di durata.
La buona notizia è che questa scelta errata, che porta a guasti prematuri dei componenti, è completamente evitabile. Comprendere appieno le differenze fondamentali tra le due tonalità di nero illustrate nella tabella precedente è un passo essenziale per garantire che i vostri componenti in alluminio ottengano una verniciatura nera opaca davvero duratura , resistente all'usura e affidabile, evitando costose rilavorazioni future o danni alla reputazione.
Successivamente, analizzeremo nel dettaglio questi due processi, in modo che possiate padroneggiare appieno come scegliere la "tinta nera" più adatta per i vostri componenti in alluminio.

Ecco cosa imparerai
- Una guida rapida: come distinguere in 10 secondi l'anodizzazione nera dalla "vernice anodizzata" ed evitare di essere tratti in inganno da termini di marketing fuorvianti.
- Confronto scientifico fondamentale: perché l'anodizzazione crea uno strato protettivo "che cresce" sul metallo, mentre la verniciatura è solo un rivestimento superficiale?
- 5 parametri chiave di confronto prestazionale: resistenza all'usura, adesione, resistenza alla corrosione, dissipazione del calore e analisi dei costi per aiutarti a fare la scelta migliore.
- Spiegazione dettagliata dei tre tipi di anodizzazione (Tipo I, Tipo II, Tipo III) e delle loro differenze in termini di scenari applicativi rispetto alla verniciatura.
- Chiarimenti sui malintesi più comuni:
- Qual è la differenza tra ossidazione nera e anodizzazione nera?
- L'alluminio anodizzato si scolorisce?
- Come anodizzare l'acciaio di nero?
- Che cos'è l'"alluminio nero"?
6. La guida definitiva alla scelta: scegli la soluzione di trattamento superficiale più adatta in base alle esigenze del tuo progetto (decorative, funzionali, di budget).
Ora, esaminiamo nel dettaglio le differenze essenziali tra questi due processi per assicurarci che tu possa fare una scelta oculata per il tuo prossimo progetto.
Perché dovresti fidarti di questa guida? L'esperienza pratica degli esperti di stampi e materiali di LS
Sebbene la nostra attività principale sia la produzione di stampi a iniezione per materie plastiche su misura , una parte fondamentale del nostro successo consiste nel fornire ai clienti stampi prototipo in alluminio rapidi ed economici. Non ci limitiamo a realizzare questi stampi, li proteggiamo. Ed è qui che entra in gioco la nostra collaborazione con il settore dell'anodizzazione.
Comprendiamo il tuo dolore meglio di chiunque altro.
In qualità di team con una profonda esperienza di 15 anni nella realizzazione di stampi a iniezione per materie plastiche , produciamo ogni anno oltre 300 set di stampi in alluminio per la prototipazione rapida. Questi stampi sono fondamentali per garantire la tempestività nell'immissione sul mercato dei prodotti dei nostri clienti e sono sottoposti a test rigorosi:
- Lavaggio ripetuto di plastica fusa a oltre 200℃
- Apertura e chiusura dello stampo ad alta frequenza, con impatti 3 volte al minuto.
- Decine di migliaia di attrito dell'estrattore e sformatura dei pezzi
Anodizzazione dura: la nostra soluzione collaudata
Quando un cliente chiede un servizio di tinteggiatura per risparmiare 500 dollari, gli mostreremo queste informazioni:
| Tecnologia di elaborazione | Parte relativa alla vita dello stampo | Tasso di difettosità | Costo totale |
|---|---|---|---|
| Pittura nera | ≤500 stampi | ≥8% | $12.000 |
| Anodizzazione dura | ≥50.000 stampi | ≤0,3% | $3.200 |
Dopo l'amara esperienza del 2019, abbiamo stabilito una regola ferrea:
" Tutti gli stampi in alluminio devono essere sottoposti a un trattamento di anodizzazione dura di tipo III : non si tratta di una questione di scelta, ma di una questione di vita o di morte per l'investimento del cliente."
Oltre alla conoscenza, ciò che riceverete è l'"assicurazione contro il fallimento" degli stampi LS.
Questo manuale unisce le nostre:
Database di 7 anni sull'analisi dei guasti del trattamento superficiale degli stampi in alluminio
142 registrazioni originali di esperimenti di confronto di processo
23 rapporti di monitoraggio della qualità di stabilimenti cooperativi di stampaggio a iniezione
"Una volta compreso perché la struttura microporosa dell'anodizzazione dura trattiene la tintura nera, una volta compreso come il rivestimento di vernice spray si sfalda dal substrato durante il ciclo termico, non solo si padroneggia la tecnologia, ma si acquisiscono anche le capacità decisionali di base per evitare perdite a sei cifre."
Che cos'è l'anodizzazione True Black?
" L'anodizzazione non è 'applicare' qualcosa, ma far 'crescere' l'alluminio formando un rivestimento protettivo solido." Questa frase descrive esattamente il processo di anodizzazione: si tratta di un processo di conversione elettrochimica e non di un semplice rivestimento. La vera anodizzazione nera si basa su questo processo di "crescita", e il colore nero intenso e duraturo viene incorporato in modo permanente in questo "guscio protettivo" attraverso un processo specifico.
Principi fondamentali e dettagli del processo:
1. Preparazione (Preparazione - Gettare le basi):
(1) Scopo: Pulire la superficie del pezzo di alluminio in modo assoluto, senza grasso, ossido o impurità. Questo è lo stato richiesto per la formazione di uno strato di ossido omogeneo e di buona qualità.
(2) Processo:
Sgrassaggio chimico/sgrassatura: utilizzare soluzioni alcaline o acide per sgrassare i contaminanti organici come grasso di processo, impronte digitali, ecc.
Decapaggio/mordenzatura alcalina: Rimozione di pellicole di ossido formate naturalmente e di piccoli difetti superficiali per ottenere una superficie uniforme e attivata. Gli agenti solitamente utilizzati erano acido nitrico, acido solforico o soluzioni di idrossido di sodio.
Neutralizzazione/disincrostazione: Rimozione di eventuali residui chimici (ad esempio cenere nera) derivanti dal decapaggio/incisione alcalina, solitamente con acido nitrico o un neutralizzante specifico.
Lavaggio con acqua: lavare accuratamente con acqua deionizzata, preferibilmente dopo ogni passaggio, per evitare la contaminazione incrociata tra i prodotti chimici.
2. Conversione/Crescita (Processo elettrochimico principale):
(1) Obiettivo: Creare in situ sulla superficie del substrato di alluminio una pellicola di ossido di alluminio anodico spessa, rigida e porosa.
(2) Metodo:
Un pezzo di alluminio accuratamente pulito viene utilizzato come anodo (elettrodo positivo) e viene immerso in un elettrolita acido a bassa temperatura (solitamente 15-22 °C) (l'acido solforico è il più comune, ma si possono utilizzare anche acido ossalico o miscele di acidi).
Nella cella elettrolitica viene introdotto un catodo (elettrodo negativo, solitamente una piastra di piombo o acciaio inossidabile).
Si utilizza la corrente continua.
(3) Reazione:
La corrente induce gli atomi di alluminio sulla superficie dell'anodo di alluminio (pezzo in lavorazione) a subire una reazione di ossidazione: 2Al + 3H₂O → Al₂O₃ + 6H⁺ + 6e⁻.
Contemporaneamente, al catodo avviene una reazione di sviluppo di idrogeno: 2H⁺ + 2e⁻ → H₂.
(4) Risultato:
Sulla superficie dell'alluminio si forma una pellicola di ossido di alluminio amorfo (Al₂O₃).
Questo strato di ossido di alluminio possiede una caratteristica struttura porosa a nido d'ape. Immaginate una minuscola, ordinata e ben organizzata foresta di barriera corallina sulla superficie metallica. Ogni "polipo di corallo" (unità cellulare di ossido di alluminio) presenta un microporo al centro, perpendicolare alla superficie.
Lo spessore dello strato di ossido è controllato con precisione dal tempo di ossidazione, dalla concentrazione dell'elettrolita, dalla temperatura e dalla densità di corrente. L'anodizzazione nera, in genere, deve essere lasciata raggiungere un certo spessore (ad esempio, oltre 10 μm) per ottenere profondità di colore e durezza.
3. Tintura (iniezione di nero):
(1) Scopo: iniettare molecole di colorante nero nella struttura microporosa aperta dello strato di ossido.
(2) Processo:
Risciacquare accuratamente il componente in alluminio anodizzato (che ora presenta numerosi micropori aperti).
Immergere in una vasca di tintura. Per ottenere un nero intenso, si utilizzano due coloranti principali:
Coloranti organici: i più comuni, disponibili in numerose tipologie, producono un nero intenso. Le particelle del colorante penetrano e si adsorbono sulle pareti dei pori tramite adsorbimento fisico o legami chimici deboli. Il tempo di tintura, la temperatura, la concentrazione e il valore del pH devono essere rigorosamente controllati per garantire uniformità e intensità del colore.
Tintura con sali inorganici (ad esempio, sali di stagno/nichel): il colore si accumula per precipitazione di sali metallici sul fondo dei pori. Alcuni processi (ad esempio, il nero "a due fasi") possono fornire un nero molto intenso, termostabile e resistente alla luce, ma il processo è più complesso e la gamma di colori disponibili è limitata.
(3) Legenda: L'effetto del colore dipende fortemente dalle proprietà dello strato di ossido precedentemente creato (uniformità, porosità). Il nero vero richiede che il colorante penetri uniformemente in tutta la profondità porosa.
4. Sigillatura (Sigillatura - Fissaggio del colore e delle prestazioni):
(1) Scopo: Sigillare i micropori sulla superficie dello strato di ossido, fissare permanentemente il colorante in posizione e aumentare notevolmente la resistenza alla corrosione, all'usura e la durata dello strato di ossido. Questo è il processo più critico per ottenere un'anodizzazione nera "vera". Se non sigillato, il colore si staccherà o si laverà via facilmente.
(2) Processo e principio:
Sigillatura con acqua calda: il metodo più antico. Il pezzo, annerito, viene immerso in acqua deionizzata al punto di ebollizione (95-100 °C) o in acqua calda contenente additivi (ad esempio, sali di nichel, fluoruri). Il rigonfiamento per idratazione dello strato di ossido di alluminio e l'ispessimento ad alta temperatura (Al₂O₃ + H₂O → Al₂O₃·H₂O boehmite) ne aumentano il volume, chiudendo fisicamente i pori.
Sigillatura a freddo: si utilizzano soluzioni di fluoruri e sali di nichel a temperatura ambiente o a temperatura media. I pori vengono sigillati dagli ioni nichel/fluoruro depositati al loro interno o mediante l'induzione di reazioni di idratazione. È un processo a basso consumo energetico ed ecologico, ma più lento.
Saldatura a media temperatura: è una combinazione di saldatura a caldo e a freddo.
(3) Risultati
Fissaggio permanente del colore: le molecole di colore sono sigillate saldamente all'interno dei pori e non possono migrare all'esterno né essere lavate via facilmente.
Maggiore protezione: lo strato di ossido sigillato diventa una barriera impenetrabile, migliorando significativamente la resistenza alla corrosione (ad esempio, superando i test in nebbia salina), la resistenza all'usura e le proprietà anti-inquinamento.
Stabilizza la superficie: riduci l'assorbimento superficiale e garantisci la stabilità dell'aspetto.
La vera anodizzazione nera non è solo una spruzzatura o una galvanica . È una robusta sequenza di processi integrati di elettrochimica, fisica e chimica: uno "scheletro" poroso di ossido di alluminio, cresciuto in situ nella matrice di alluminio, viene poi riempito in profondità con la tintura nera, che sigilla per sempre colore e prestazioni chiudendo i pori. Il suo valore principale risiede nella profonda integrazione del colore con la matrice e nella conseguente elevata durabilità, protezione e aspetto estetico. Comprendere l'essenza della "crescita" piuttosto che dell'"aggiunta" è la chiave per comprendere questo processo.

Che cos'è la vernice anodizzata nera?
1. Terminologia fuorviante
La denominazione "vernice anodizzata nera" può facilmente indurre a credere che l'effetto sia ottenuto tramite anodizzazione, ma in realtà si tratta semplicemente di un rivestimento che ne imita l'aspetto. L'anodizzazione è il processo di generazione elettrochimica di una pellicola di ossido sulla superficie di un metallo (come l'alluminio), mentre la "vernice anodizzata" utilizza semplicemente dei rivestimenti per simulare effetti visivi e tattili simili. Il mercato potrebbe utilizzare questo termine per richiamare l'immagine industriale di alta gamma dell'anodizzazione, ma i consumatori devono essere consapevoli che si tratta essenzialmente di vernice ed è fondamentalmente diversa dalla vera anodizzazione.
2. Principi fondamentali e caratteristiche della formula
La particolarità di questo rivestimento risiede nella sua formulazione, che solitamente presenta le seguenti caratteristiche:
Texture opaca/satinata: mediante l'aggiunta di agenti opacizzanti o resine speciali, si imita la superficie a bassa riflettività dell'anodizzazione.
Stabilità del tono nero: per evitare lo sbiadimento, si possono utilizzare pigmenti resistenti agli agenti atmosferici (come il nerofumo).
Miglioramento dell'adesione: aggiungere agenti accoppianti o componenti del primer per garantire l'adesione del rivestimento al substrato metallico (come alluminio e acciaio).
3. Flusso di processo (a confronto con l'anodizzazione reale)
| Passaggi | Verniciatura anodizzata nera (processo a spruzzo) | Anodizzazione vera e propria (processo elettrochimico) |
|---|---|---|
| Trattamento superficiale | Pulizia, levigatura, eventuale sabbiatura | Sgrassatura, decapaggio, lucidatura elettrolitica |
| formazione cinematografica | Spruzzatura (di liquidi o polveri) | Ossidazione elettrolitica per generare uno strato di ossido poroso |
| Cura | Essiccazione o cottura a temperatura ambiente | Trattamento di sigillatura (come acqua bollente o sale di nichel) |
| Metodo di incollaggio | Adesione fisica/chimica | Crescita di una pellicola di ossido su un corpo metallico |
4. Come distinguere la "vernice anodizzata" dalla vera anodizzazione?
Ispezione visiva/sensazione tattile: l'effetto opaco della vernice anodizzata può essere più uniforme, ma manca della texture metallica della pellicola di ossido.
Test di conduttività: la pellicola anodizzata è isolante, ma il substrato rimane conduttivo; la pellicola di vernice è completamente isolante.
Test di resistenza ai graffi: la pellicola di vernice si graffia facilmente se viene leggermente graffiata con un oggetto duro, mentre la pellicola di ossido è difficile da graffiare.
La "vernice anodizzata nera" è essenzialmente un'astuta trovata di marketing per il processo di rivestimento. Sebbene possa simularne l'aspetto, non può replicarne le prestazioni. Nella scelta, è necessario valutare attentamente le proprie esigenze: se si cerca economicità e rapidità di lavorazione, la verniciatura può essere una soluzione valida; se invece si necessitano durata e funzionalità, la vera anodizzazione rimane la soluzione insostituibile.

Anodizzazione nera vs. verniciatura: una guida comparativa dettagliata
Anodizzazione nera vs. verniciatura: tabella comparativa dettagliata
| Dimensioni di confronto | Anodizzazione nera | Vernice anodizzata nera |
|---|---|---|
| resistenza all'abrasione | Eccellente (la durezza dello strato di ossido di alluminio può raggiungere HV800-1200, simile a quella dello zaffiro), la superficie può essere ulteriormente migliorata mediante anodizzazione dura. | Scarsa (la durezza della pellicola di vernice ordinaria è solo HV0.2-0.5), è necessario aggiungere riempitivi come particelle ceramiche per migliorare |
| Adesione | Il legame metallurgico con il substrato (lo strato di ossido è un'estensione del materiale di alluminio) ha superato il test della griglia ISO 4520-1 a cento griglie. | Grazie all'incollaggio meccanico, la vernice epossidica di alta qualità può raggiungere un'adesione di grado 4B (ASTM D3359). |
| Impatto dimensionale | Ispessimento 10-25 μm (anodizzazione convenzionale di tipo II), per i pezzi di precisione è necessario calcolare la compensazione dimensionale | Spessore del singolo strato 30-50 μm, la spruzzatura multistrato può superare i 100 μm |
| conducibilità termica | La conduttività termica dell'ossido di alluminio è di circa 15 W/m·K e l'impatto sul radiatore è <5% | La conduttività termica tipica di una pellicola di vernice è di 0,1-0,5 W/m·K, il che può ridurre l'efficienza di dissipazione del calore del 15-30%. |
| Compatibilità dei materiali | Applicabile solo a metalli per valvole come alluminio/titanio/magnesio, l'alluminio 6061 è il migliore e le parti in acciaio devono essere prima placcate in alluminio | Tutti i materiali sono compatibili e sono necessari primer diversi: primer fosfatante per i metalli, agente di trattamento PP per le materie plastiche. |
| resistenza alla corrosione | Test di nebbia salina di 1000 ore (anodizzazione dura di tipo III), in grado di sigillare i micropori per migliorare la protezione. | Test di resistenza alla nebbia salina di 500 ore (vernice al fluorocarbonio di alta qualità), gli angoli sono soggetti a propagazione della corrosione |
| Conduttività | Isolamento dello strato di ossido (resistività 10^12 Ω·cm), è necessaria l'incisione laser quando è richiesta la conduttività locale | È possibile aggiungere riempitivi conduttivi per ottenere valori compresi tra 10^3 e 10^6 Ω·cm |
| complessità del processo | 12-15 fasi (sgrassaggio → incisione → anodizzazione → tintura → sigillatura), trattamento delle acque reflue necessario | 3-5 fasi (pretrattamento → spruzzatura → polimerizzazione), controllo delle emissioni di COV |
| fattori di costo | Prezzo unitario $3-8/dm² (riducibile a $1,5/dm² dopo la produzione di massa), elevato quantitativo minimo d'ordine | Prezzo unitario $0,5-2/dm², nessun limite di quantità minima |
| Opzioni di aspetto | Finitura metallica opaca, la gamma di colori è limitata a quella dell'anodizzazione (nero/oro/rosso, ecc.). | Regolabile a qualsiasi numero di colore Pantone, con effetto flash opzionale lucido/opaco/metallico |
| protezione ambientale | Utilizzare sostanze chimiche come acido solforico/acido ossalico, le acque reflue contenenti metalli pesanti devono essere trattate | La vernice a base d'acqua è più ecologica, la verniciatura a polvere consente di riciclare il 97% della vernice in eccesso. |
| Applicazioni tipiche | Elementi di fissaggio aerospaziali, alloggiamenti per strumenti di precisione, equipaggiamento militare | Elettronica di consumo, componenti decorativi per auto, mobili da esterno |
Principali criteri di selezione:
Scegli l'anodizzazione: applicazioni di protezione permanente, usura da contatto, dissipazione termica o abbinamento speciale
Scegli la verniciatura: assemblaggi multicomponente, geometrie complesse, produzione di piccoli volumi o esigenze cromatiche particolari

Non tutti i processi di anodizzazione sono uguali: i tre principali tipi di anodizzazione
Esistono tre tipologie principali di processi di anodizzazione : anodizzazione con acido cromico di tipo I, anodizzazione con acido solforico di tipo II e anodizzazione dura di tipo III. I tre metodi differiscono significativamente per spessore dello strato di ossido, caratteristiche e applicazioni.
1. Anodizzazione di tipo I (anodizzazione con acido cromico)
Elettrolita: acido cromico (CrO₃)
Spessore dello strato di ossido: 1,8~5,1 μm (minimo)
Colore: dal grigio chiaro al grigio scuro (generalmente non tinto)
Caratteristiche:
- È sottile, ma più denso e resistente alla corrosione (rispetto al tipo II).
- Ha un effetto minimo sulla resistenza alla fatica del substrato di alluminio e può essere utilizzato su componenti sottoposti a forti sollecitazioni (ad esempio, componenti strutturali per l'industria aeronautica).
- Non può essere tinto e viene tipicamente utilizzato come strato di base per la pittura o come adesivo (per migliorare l'adesione).
- Manca di protezione ambientale (cromo esavalente Cr⁶⁺, che richiede un rigoroso trattamento delle acque reflue).
Applicazioni tipiche:
- Componenti aerospaziali (fusoliere e travi alari degli aeromobili)
- Equipaggiamento militare (dove la resistenza alla corrosione è un requisito massimo e le proprietà meccaniche del materiale non possono essere compromesse)
- Dispositivi di precisione (dove è richiesto un sottile strato di ossido e la precisione dimensionale non può essere sacrificata)
2. Anodizzazione di tipo II (anodizzazione con acido solforico)
Elettrolita: acido solforico (H₂SO₄)
Spessore del film di ossido: 5~25 μm (variabile)
Colore: grigio chiaro o trasparente (può essere tinto in una grande varietà di colori, nero, oro, blu, ecc.)
Caratteristiche principali:
- Lo strato di ossido è spesso e moderatamente duro (HV 300~500) con una buona resistenza alla corrosione.
- È particolarmente adatto alla tintura e si possono ottenere colori vivaci utilizzando coloranti organici o coloranti elettrolitici (ad esempio, il nero della scocca in lega di alluminio dell'iPhone).
- Processo consolidato a basso costo, applicato in oltre l'80% dei trattamenti di anodizzazione decorativa attualmente in uso.
- Lo strato di ossido è poroso e generalmente richiede un trattamento di sigillatura (acqua calda, sigillatura a freddo o sigillatura con sali di nichel) per migliorarne la resistenza alla corrosione.
Applicazioni tipiche:
- Elettronica di consumo (telefoni cellulari, custodie per computer portatili)
- Profili architettonici in alluminio (porte, finestre, facciate continue)
- Componenti decorativi per autoveicoli (griglie, listelli di rivestimento interni)
- Beni di uso quotidiano (tazze, lampade, utensili da cucina)
3. Anodizzazione di tipo III (anodizzazione dura)
- Elettrolita: acido solforico (H₂SO₄) o miscela di acidi (ad esempio, miscela di acido ossalico e acido solforico)
- Spessore dello strato di ossido: 25~150 μm (spessore massimo)
- Colore: dal grigio scuro al nero (difficile da tingere, solitamente mantiene il colore originale)
Caratteristiche principali:
- Lo strato di ossido è estremamente duro (HV 500~900, simile all'acciaio temprato) e offre la migliore resistenza all'usura.
- Richiede basse temperature (0~10 °C), un'elevata densità di corrente e un rigoroso controllo del processo.
- Offre una maggiore resistenza alla corrosione rispetto al tipo II, ma è più fragile e meno adatto ad applicazioni ad alto impatto.
- Ottimo isolamento (tensione di rottura superiore a 500 V).
Applicazioni tipiche:
- Componenti industriali soggetti a usura (pistoni idraulici, alesaggi dei cilindri)
- Componenti militari/aerospaziali (parti di armi, componenti strutturali per droni)
- Realizzazione di stampi (sostituzione dell'acciaio per componenti stampati a iniezione di plastica)
- Componenti che richiedono un elevato isolamento (dissipatore per apparecchiature elettroniche)
Riepilogo del confronto tra tre tipi di anodizzazione
| Caratteristiche | Tipo I (acido cromico) | Tipo II (acido solforico) | Tipo III (duro) |
|---|---|---|---|
| Spessore dello strato di ossido (μm) | 1.8~5.1 | 5~25 | 25~150 |
| Durezza (HV) | 200~400 | 300~500 | 500~900 |
| resistenza alla corrosione | ★★★★★ | ★★★★ | ★★★★☆ |
| Tinturabilità | Non è possibile | Eccellente | Molto difficile |
| Principali utilizzi | aviazione, industria militare | Decorazione, articoli di uso quotidiano | Componenti industriali resistenti all'usura |
Suggerimenti per la selezione
- Necessità di elevata resistenza alla corrosione + rivestimento sottile → Tipo I (acido cromico)
- Desideri un aspetto splendido + tintura → Tipo II (acido solforico)
- Necessità di elevata durezza + resistenza all'usura → Tipo III (duro)
Ogni processo di anodizzazione presenta vantaggi specifici e la scelta corretta dipende dallo scenario applicativo e dai requisiti di prestazione.
FAQ - Risposte a tutte le vostre domande sul trattamento delle superfici
Qual è la differenza tra ossidazione nera e anodizzazione nera?
L'ossidazione nera (trattamento di annerimento) e l'anodizzazione nera sono due processi di trattamento superficiale completamente diversi . L'ossidazione nera è un processo che genera una pellicola di ossido nero sulla superficie del metallo mediante metodi chimici (come l'ossidazione alcalina o acida). Viene utilizzata principalmente per l'acciaio. Lo strato di pellicola è sottile (circa 0,5-1,5 μm) e svolge principalmente un ruolo nella prevenzione della ruggine e nell'estetica. L'anodizzazione nera è un processo elettrochimico. Genera uno strato poroso di ossido di alluminio sulla superficie dell'alluminio mediante elettrolisi e successivamente lo colora per sigillarlo. Lo strato di pellicola è spesso (5-25 μm) e presenta un'eccellente resistenza all'usura e alla corrosione. Il colore si forma grazie alla penetrazione del colorante nei pori dello strato di ossido.
L'alluminio anodizzato si scolorisce?
L'alluminio anodizzato trattato con processi formali non si scolorisce facilmente, ma esiste comunque una possibilità di scolorimento. Le parti colorate e anodizzate con acido solforico di tipo II possono sbiadire leggermente (soprattutto i colori brillanti come il rosso e il blu) se esposte a lungo alla luce solare, mentre il nero ottenuto con la colorazione elettrolitica e l'anodizzazione dura è più stabile. Lo scolorimento dipende principalmente dalla qualità della tintura, dall'integrità del processo di sigillatura e dall'ambiente di utilizzo. I prodotti anodizzati di alta qualità possono essere utilizzati all'esterno per 10-15 anni senza scolorimento significativo. Si consiglia di scegliere un processo di colorazione elettrolitica o tinture con stabilizzatori UV per migliorare la resistenza allo scolorimento.
Come anodizzare l'acciaio di nero?
L'acciaio non può essere anodizzato in modo definitivo, ma è possibile ottenere un effetto simile all'anodizzazione nera utilizzando i seguenti metodi: 1) Applicare prima uno strato di alluminio o zinco e poi anodizzare (il processo è complesso e costoso); 2) Utilizzare un trattamento di fosfatazione nera (film di conversione al fosfato); 3) Trattamento QPQ (trattamento composito di nitrurazione + ossidazione); 4) Trattamento di annerimento ad alta temperatura. Tra questi, il trattamento QPQ offre i migliori risultati, consentendo di ottenere un aspetto nero migliorando al contempo la durezza superficiale (HV500-1000) e la resistenza all'usura, ed è ampiamente utilizzato in componenti automobilistici e utensili.
Che cos'è l'"alluminio nero"?
L'"alluminio nero" si riferisce generalmente a leghe di alluminio anodizzate di nero, comunemente utilizzate nelle facciate continue degli edifici (come i profili 6063-T5), nei prodotti elettronici (come gli involucri 6061-T6) e nelle apparecchiature industriali. A seconda del processo di anodizzazione, si possono distinguere le seguenti tipologie: 1) alluminio nero tinto (colorato con coloranti organici dopo anodizzazione di tipo II); 2) alluminio nero elettrolitico (colorazione elettrolitica con sali di stagno, più resistente); 3) alluminio nero duro (nero naturale ottenuto tramite anodizzazione di tipo III). Il vero "alluminio nero" si ottiene mediante anodizzazione, un processo sostanzialmente diverso dai trattamenti di annerimento superficiale come la verniciatura a spruzzo e la placcatura, e si caratterizza per una forte texture metallica, resistenza allo sfogliamento e ai graffi.
Riepilogo
L'anodizzazione nera è una trasformazione che penetra in profondità nella struttura metallica , mentre la cosiddetta "vernice anodizzata" è solo un rivestimento superficiale. La prima offre durata e funzionalità a lungo termine, mentre la seconda garantisce un costo inferiore e un aspetto estetico di breve durata. La scelta dipende dall'utilizzo finale e dai requisiti di qualità del prodotto.
Quando si valutano le opzioni di trattamento superficiale per il proprio progetto, soprattutto nella progettazione di stampi prototipo in alluminio per la produzione, la scelta del processo giusto è fondamentale. Gli ingegneri di LS possono non solo aiutarvi a ottimizzare la progettazione dei componenti in plastica , ma anche fornirvi una consulenza professionale sui materiali per stampi e sui relativi trattamenti superficiali. Contattateci ora per ottenere una soluzione di produzione completa per il vostro progetto, che include la nostra consulenza professionale sui materiali per stampi e sui processi di trattamento, nonché un preventivo trasparente per lo stampo a iniezione!

📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Serie LS. Non vengono rilasciate dichiarazioni o garanzie di alcun tipo, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che i parametri prestazionali, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità e il tipo di materiale o la lavorazione forniti dal fornitore o produttore terzo tramite la rete LS siano garantiti. Questa è responsabilità dell'acquirente. Richiedi un preventivo per i ricambi per determinare i requisiti specifici per questi ricambi. Contattaci per ulteriori informazioni .
Team LS
LS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza e più di 5.000 clienti al servizio, ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificato ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o di personalizzazione di massa, possiamo soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere LS Technology significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visitate il nostro sito web: www.lsrpf.com


