
精密インサート成形サービスは、インサート成形とは何かというオンライン上の単純な定義と、精密センサーにおけるインサートのずれ、バリ、接着不良といった厳しい応用上の問題との間の現実世界の乖離に直接直面します。ここで重要な問題は、射出成形時の金型圧力バランスの不足と熱の不一致に起因する「位置ずれ」です。
LS Manufacturing社が提供する、これらの問題すべてに対処するソリューションは、ゼロ変位制御システム、金型内の最適化された通気、そして正確な金属/プラスチック界面仕上げを組み合わせることで、真の欠陥ゼロの納品を可能にするものです。以下では、この専門的なアプローチについて、技術的な側面と具体的な事例を通して解説します。

精密インサート成形:ゼロ変位クイックリファレンス
| 中核的な課題 | ゼロ変位を実現する工学的解決策 | OEMアセンブリの結果 |
| 挿入位置と固定 | 精度制御された金型キャビティと、安定化のための機械的/真空固定装置。 | 成形プラスチック筐体内におけるインサートの位置決めにおけるミクロン単位の精度。 |
| 熱応力管理 | インサートの補償熱処理と金型温度管理。 | 冷却時の収縮率の違いによるインサートの熱割れを防ぎます。 |
| 材料の流れと溶接ラインの制御 | ゲートプロセスとインサート成形パラメータを最適化し、完全な封止を確保する。 | 挿入物の周囲に空隙のない封止層を形成し、電気部品や流体部品に必要な構造を実現します。 |
| 接着強度と信頼性 | 最適な密着性を得るために、インサートの表面処理(めっき、エッチングなど)と材料の選定を行ってください。 | 振動や温度変化に強い、比類のない機械的接合部を形成します。 |
| 当社の自動挿入処理 | ロボットによる金型へのインサート挿入と、各サイクルにおけるビジョンシステムによる検査。 | オペレーターのミスを防ぎ、挿入精度100%を実現します。 |
| 結果:ネットシェイプ機能アセンブリ | インサートが最終位置にカプセル化された機能的なアセンブリを作成します。 | これにより、位置決めや接着といった工程が不要になり、製品の組み立てプロセスが簡素化されます。 |
主なポイント:
- 精度は治具にかかっている:金型がインサートを捕捉する能力は、制御可能な変数のリストの中で最初に挙げられる。
- 熱管理は非常に重要です。温度の不一致は、適切なエンジニアリング設計によって回避できる問題を引き起こします。
- 自動化により一貫性が確保されます:欠陥のないインサート成形公差を確保する唯一の方法は、自動化とロボットによる配置です。
- 出力はアセンブリです。最終製品は、インサートが取り付けられた金型部品だけではなく、サブアセンブリのアセンブリでなければなりません。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
一般的にこのテーマに関するガイドは数多く存在しますが、私たちのガイドはアプローチの点で際立っています。実際、私たちはインサート成形の原理と実践を習得するために多くの時間を費やしてきました。その結果、米国国立標準技術研究所(NIST)の概念を理解しているLSマニュファクチャリングの専門家の実践経験に基づいてガイドを作成することにしました。
当社の部品は極めて重要なものです。例えば、わずかな光漏れも許されない診断用マイクロ流体デバイス、激しい振動にも耐え、剥離しない航空宇宙用センサー、完璧な絶縁が求められる自動車用コネクタなどです。これらの厳しい基準を満たすため、当社の材料選定および検証プロセスは、 SAE Internationalの厳格な基準、特にAMS材料ファミリーに準拠しています。
この経験は、長年の試行錯誤を通して得られたものです。インサートにストレスがかからないようにプロセスの熱力学を適切に処理する方法、あらゆる微細な動きを排除する特殊なクランプ方法を習得すること、そして完全な接着を実現する金型仕上げ方法を知ることなど、様々なノウハウが詰まっています。私たちは、こうした苦労して得た教訓を皆様にお伝えすることで、無駄な試行錯誤を省き、最初の生産でずれのない接合を実現できるようサポートいたします。
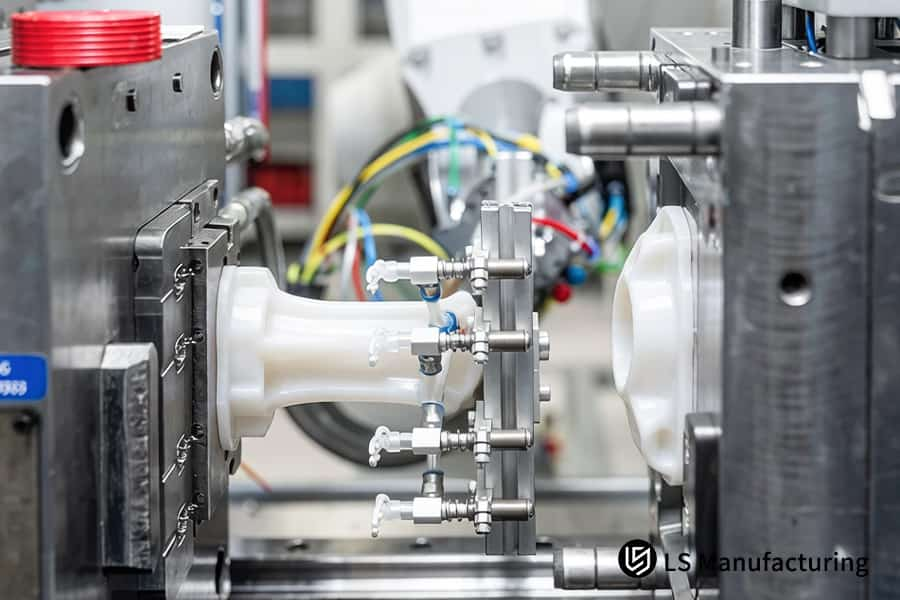
図1:OEMインサート成形サービスでは、精密工具を用いて工業用コネクタのプラスチックと金属インサートを接合するために油圧が加えられます。
精密インサート成形サービスプロジェクトにおいて、ゼロ変位がなぜ重要なのでしょうか?
精密インサート成形サービスを提供する上で、真のゼロ変位は非常に重要です。射出成形工程におけるわずかな変位でさえ、機械的機能と電気的機能の両方に影響を与えるからです。当社では、シミュレーションと設計プロセスを活用することで、射出成形工程を高圧状態とみなし、あらゆる動きが10µm未満となるようにしています。以下に、当社が採用しているプロセスを示します。
独自のピン設計によるアクティブロック
樹脂射出前にインサートに既知の背圧をかけるための、専用の熱的に適合したアクティブロックピンが開発されました。この方法では、インサートを金型キャビティ内に物理的に固定できるため、プラスチックからの初期圧力パルスを回避するのに役立ちます。このような方法は、問題の根本原因に対処するものであり、大量生産のインサート成形においてインサートを正確に位置決めすることを可能にします。
充填シミュレーションによるゲート最適化
高度な多相流モデルを用いたインサート内の過渡的かつ非対称な圧力波シミュレーションは、インサートと溶融樹脂の界面における圧力波の不均衡領域を特定するのに役立ちます。得られた結果は、所望の圧力分布プロファイルを実現するための最適なゲートおよびランナー配置を決定するための直接的な情報となります。目標は、キャビティが充填されるにつれて全体の並進圧力を低減することであり、これは熱硬化性樹脂インサート成形において不可欠です。
プロセス統合型クランプおよび検証
射出成形機のサイクルと同期した、特定のクランプシーケンスを用いた機械式ロック機構が採用されています。成形後、高精度な三次元測定機(CMM)による初回品検査が行われ、インサート位置の精度が検証され、CAD仕様に適合していることが確認されます。このクローズドループ検証により、医療機器インサート成形などの用途において、 0.01mm未満の製造公差が保証されます。
この記事では、システムエンジニアリングによってゼロ変位原理がどのように適用可能になるかを強調します。当社のOEMインサート成形サービスは、機械設計、シミュレーション、およびクランプパラメータを通じてご紹介します。優れた問題解決能力を持つ当社は、OEM自動車インサート成形用途に最適なパートナーです。このゼロ変位エンジニアリングをプロジェクトに適用するには、アセンブリをシステムレビューのために提出し、プロセス検証済みの生産準備完了の見積もりを受け取ってください。

カスタムインサート成形メーカーは、高圧環境下でどのようにして変位ゼロを保証できるのでしょうか?
カスタムインサート成形メーカーにとって、射出成形工程で使用される高圧によるインサートのずれを防止することは不可欠です。射出成形中にインサートがわずか数マイクロメートルずれるだけでも、最終製品に影響を及ぼします。以下は、インサート成形におけるずれをゼロにするための、予測、シミュレーション、アクティブ制御、および強化に関する当社の革新的な解決策です。
マルチポイント同期油圧ロック
- システム設計:当社のシステムでは、金型内の様々な場所に複数の油圧シリンダーを配置し、インサートを支えるように構成されています。
- アクティブカウンターフォース:これらの油圧シリンダーは、金型へのプラスチック射出前にインサートに作用する同期した力を発生させます。これにより、予応力が生成されます。
- 結果:このメカニズムは流入する溶融圧力波に抵抗し、静的インサートが受けるあらゆる種類の「衝撃」変位を防ぎ、高圧インサート成形にとって重要です。
金型内センシングと動的プロセス調整
- リアルタイムモニタリング:圧力センサーを支持柱の裏側に設置することで、溶融材料がインサートに及ぼす圧力をリアルタイムで測定できます。
- クローズドループ制御:圧力データは機械制御ソフトウェアによって解析され、射出圧力プロファイルをマイクロ秒単位で調整することができます。
- 結果:リアルタイムで任意の点における圧力の不均衡を解消し、インサート面全体に圧力の平衡を作り出すのに役立ちます。これは、高精度インサート成形に不可欠な技術です。
充填分析による先制的なドリフト軽減
- シミュレーション主導設計:高度な金型流動解析ソフトウェアを使用して、 120 MPaなどの同じ高射出圧力下での充填プロセスをシミュレーションします。
- ターゲットを絞った補強:シミュレーションによって、ドリフトベクトルに関する必要なデータが得られます。そのため、金型設計は支持柱の数と直径に基づいて行われます。
- 結果:この手法により、金型製作前に95%以上の潜在的なずれ箇所を事前に特定し対処することが可能となり、マイクロインサート成形プロセスにおいて不可欠な機能となっています。
当社の手法は、予測、制御、強化という閉ループエンジニアリングプロセスを記述したものです。定量化された情報と制御技術を高圧変位への対応に適用することで、カスタムインサート成形メーカーとしての当社の専門性を証明しています。この戦略的かつ包括的な手法こそが当社の競争優位性であり、自動車用センサーインサート成形部品などの重要部品の製造において絶対的な安定性を保証します。

図2:LSマニュファクチャリング社にて、自動車用電子部品のステンレス鋼製ネジの周りに溶融ナイロンを注入するカスタムインサート成形メーカー。
カスタム精密インサート成形の成功において、DFM(設計製造性)はどのような役割を果たしますか?
カスタム精密インサート成形では、部品の不良は製造開始前にすでに予測されています。当社の製造性設計(DFM)プロセスは、こうした不良を未然に防ぐためのエンジニアリングにおいて重要な役割を果たします。本稿では、高精度インサート成形に不可欠な、設計意図を製造可能な部品へと変換するための、コンフリクト解決といった当社の取り組みについて解説します。
| DFMの重点分野 | 技術的介入と定量化可能な成果 |
| 前処理剤を挿入 | インサートの予熱温度を下げることで熱衝撃を最小限に抑えることができ、これは高温インサート成形を成功させるための鍵となります。 |
| 表面工学 | ローレット加工やエッチング加工を施すことで、接合面の面積が最大化され、引き抜き強度が25~40%向上します。 |
| CTEマネジメント | 材料の材質の違いを利用した圧入方式は、成形後のひび割れを防ぐ。 |
| フロー&ゲート設計 | 成形シミュレーションにより完全なカプセル化が実現し、インサートに直接的な力が加わらないことが保証されます。 |
| ストレス軽減 | 形状の再設計(半径、リブ)により応力が分散され、 OEMインサート成形サービスにおける疲労寿命が延長されます。 |
当社のDFM(設計製造性)プロセスは、発生しうる問題を解決策へと転換し、当社の技術力を発揮します。データに基づいた設計調整により、剥離や応力破壊といった繰り返し発生する問題を克服します。この問題解決型の予防戦略は、医療機器インサート成形をはじめとする重要な用途における当社の独自の強みです。予防戦略によってコストのかかる故障モードを回避するには、設計をDFM解析にご提出ください。定量化されたソリューションと保証付きの見積もりをご提供いたします。
お客様のOEMインサート成形部品における金属とプラスチックの接合に関する課題を、当社はどのように解決するのでしょうか?
金属インサートとプラスチック封止材間の耐久性のある強固な接合を実現することは、インサート成形OEM部品における重要な課題であり、部品のシール性能と機械的特性に直接影響します。当社は、接合性を向上させるだけでなく、接合部を部品の中で最も優れた部分にする二本柱の戦略によってこの課題に取り組みます。この戦略により、金属インサートとプラスチック部品間の長期的な接着を保証します。
分子結合のためのプラズマ表面活性化
当社では、成形前に金属インサートに低圧プラズマ処理を施しています。この処理により、金属表面が微細に洗浄・機能化され、表面エネルギーが増加し、活性分子サイトが生成されます。これにより、溶融プラスチックが(単なる機械的接着ではなく)主要な化学結合を形成できるようになり、結合強度と流体侵入に対する耐性が大幅に向上します。これは、流体を扱うインサート成形において非常に重要です。
機械的インターロック形状設計
表面化学的な側面とは別に、インサートの設計は、ローレット加工や多角形溝などの特定のアンダーカットパターンに基づいています。これらのパターンの設計は、応力シミュレーションによって適切な深さと間隔を決定することで行われます。精密インサート成形サービスでは、プラスチック材料がこれらのパターンに流れ込み、化学結合によって形成される結合を補完する強力な機械的グリップを形成します。
最適な界面形成のためのプロセス制御
重要なプロセスパラメータには、インサートの予熱温度、金型温度、射出速度が含まれます。これらのプロセスパラメータを制御することで、事前に活性化された金属材料の表面にプラスチック材料の流れが確実に到達することが保証されます。このプロセスは、高強度インサート成形サービスにおいて非常に重要です。
この手法は、カスタムインサート成形メーカーの技術的専門知識を活用し、接着不良の原因となる問題に対処します。当社の積極的かつ統合的なアプローチにより、ボンネット下の重要な自動車用インサート成形用途において、検証済みの耐久性のある接着を実現し、失敗が許されない場面での性能を保証します。
LSマニュファクチャリング社製医療用センサーハウジング:カスタム高精度インサート成形の成功事例
以下の事例研究は、 LS Manufacturingが大手医療機器OEMが直面していた歩留まりの問題をどのように解決したかを示すものです。この事例では、ポリカーボネート製の小型センサーハウジングの製造において、内部の繊細な電極アセンブリを正確に包み込むための高精度インサート成形が必要でした。問題はミクロンレベルのずれによって発生し、電気的な誤動作を引き起こしていました。
クライアントの課題
以前のサプライヤーは、カスタム精密インサート成形プロジェクトにおいて、インサートのずれが0.15mmを超えると問題が発生していました。小型PC筐体は、内部に繊細なセラミック電極を収容するように設計されていました。このずれにより容量信号に干渉が生じ、プロジェクト期間中の機能不良率が35%以上上昇しました。この低生産率により生産が停止し、次世代製品の発売が危ぶまれました。
LSマニュファクチャリングソリューション
金型は、異なるパーティングラインと精密制御スライドアセンブリを備え、インサートを完全に保持できるように再設計されました。熱膨張を補償するために、高度な金型温度制御システムが採用されました。多キャビティインサート成形に必須となる機械的および熱的制御システムの組み合わせにより、問題の根本から効果的に解決され、医療機器インサート成形に不可欠なプロセスの安定性が保証されました。
結果と価値
インサート位置は、ビジョンCMMで確認されたように、常に±0.005mmの公差レベル内に維持されました。機能歩留まり率は99.8%に向上しました。さらに、効率の向上により、各部品のコストは22%削減されました。このソリューションにより、市場投入までの時間を短縮し、お客様の納期を3ヶ月短縮することができました。LS Manufacturingは、革新的なマイクロ流体インサート成形技術の開発を含め、すべてのインサート成形OEM部品のサプライヤーとして指定されました。
当社のエンジニアリング戦略は、以下のプロジェクトに具現化されています。それは、あらゆる不具合の原因を特定し、包括的かつ検証済みの解決策を適用して問題を解決することです。このプロジェクトは、ミクロンレベルの精度を特徴とする高精度インサート成形における当社の専門知識を示すものです。当社は製造の安定性を保証し、困難な状況を実用的な製造シナリオへと転換することを可能にします。
±0.005mmのインサート精度と99.8%の歩留まりを確保するには、検証済みのオーバーモールディングプロセスと、コスト削減を保証する生産見積もりをご依頼ください。

自動検査は、ゼロ変位インサート成形における信頼性をどのように向上させるのか?
製造におけるゼロ変位インサート成形は、プロセス設計から自動検査への進歩なしには実現できません。当社は、100%インライン検査とプロセス制御を提供する検査エコシステムを採用しています。これにより、データ駆動型モニタリングを通じて品質保証プロセスの一貫性を確保し、高精度インサート成形サービスを保証します。
100%寸法検証のためのインラインビジョン
- 採用技術:プレス機の排出側に、テレセントリックレンズを備えたCCDカメラが設置されている。
- 直接測定:部品が排出された後、部品がスキャンされ、インサートのエッジとハウジングのエッジ間の重要な寸法と軸方向の位置が取得されます。
- 即時対応:許容範囲外の部品は自動的に排除され、適合性が確保されます。これは、大量生産のインサート成形に不可欠です。
サブミクロン検証用自動CMM
- 計画サンプリング:ロボットは各ロットから代表的な部品サンプルをピックアップし、タッチトリガー式CMMに配置します。
- 3Dデータムマッピング:プローブは、部品の主要なデータムに対するインサートの実際の3D位置を決定します。
- データ基盤:これにより、 SPCシステムにとって信頼性が高く真正な測定データが生成され、カスタム精密インサート成形プロセスの能力が証明されます。
データ駆動型プロセス制御(SPC)
- トレンド分析:ビジョンデータとCMMデータは中央集中型のSPCシステムを通じてストリーミングされ、リアルタイムの管理図が生成されます。
- 予測アラート:測定値に傾向(例: 0.02mmのずれ)が見られる場合、システムはアラームを発し、制限値を超える前に予防措置を講じるのに役立ちます。
- 根本原因相関:寸法傾向と機械変数との関係を確立し、自動インサート成形の安定性に対する是正措置を可能にします。
自己修正ループシステム
- 自動補正: SPC システムは、機械コントローラに微調整 (例:挿入温度) を実行するように警告することができます。
- プロセス制御:これにより、厳格なプロセス範囲を自律的に維持できる自己修正型の生産セルが実現します。
- 一貫性を保証:このループシステムは、ミッションクリティカルなインサート成形プロジェクトにおいて、最も信頼性の高いプロセス制御を保証します。
このエコシステムは、検出にとどまらず、予測と修正のための自動化へと進む、積極的なエンジニアリングアプローチを体現しています。ゼロ変位インサート成形技術は、データ駆動型で検証可能な結果を提供することで、信頼性の高い動作を保証します。上記の技術実装は、部品の一貫性が極めて重要なインラインインサート成形検査およびクローズドループインサート成形アプリケーションに関連する課題に対する究極の解決策です。

図3:ロボットアームが、医療機器用の透明なポリカーボネート製ハウジングにステンレス鋼製のインサートを配置することで、高精度なインサート成形を実行する。
専門的なOEMインサート成形サービスプロバイダーを選ぶ際に、コストを左右する要因は何ですか?
OEMインサート成形サービスパートナーの選定を単価のみに基づいて行うのは、コストの主要な決定要因を無視することになります。金型、サイクルタイム、歩留まりといったプロセス全体を最適化することで、総所有コストを最小限に抑えることができます。以下の分析では、コストを決定する主要な技術的考慮事項を詳しく解説し、以下の基準に基づいてパートナーを評価することを可能にしています。
| コスト要因 | 技術仕様と財務的影響 |
| 工具鋼および建設 | より高グレードの鋼材(例えば、耐食性を向上させるためのS136 )を使用すると、初期費用は20~30%増加しますが、寿命が2~3倍に延びるため、大量生産のインサート成形における部品1個あたりの総コストが削減されます。 |
| キャビテーション戦略 | 適切な数のキャビティは、金型コストと生産能力のバランスを取る上で重要です。キャビティを過剰に使用すると、カスタムインサート成形メーカーのプロジェクトにおいて、品質低下や柔軟性の問題が生じる可能性があります。 |
| サイクルタイム最適化 | コンフォーマルクーリングやクランプトン数の削減といった効果的なエンジニアリング改善は、サイクルタイムを45秒から30秒に短縮し、生産能力を33%向上させ、部品あたりの人件費と設備費を削減するのに役立ちます。 |
| 品質保証レベル | AOIテストの完全自動化は間接費を増加させるものの、製造ラインの最終段階での不具合や、医療機器インサート成形において莫大な損失につながる可能性のあるリコール/再加工の問題を防ぐことができる。 |
| 材料およびプロセスの効率性 | ゲートとランナーの設計を適切に行うことで、スプルーのサイズを小さくすることができます。材料をわずか5%削減するだけでも重要であり、特に精密インサート成形サービスに高価なエンジニアリングプラスチック材料を使用する場合はなおさらです。 |
| 部品設計の複雑さ | 深いアンダーカットや微細な公差などの特徴を持つ複雑な設計では、多段階の金型が必要となるため、開発期間が長くなり、部品あたりのサイクルタイムも長くなる。そのため、複雑な形状のインサート成形の全体的なコストに影響を与える。 |
この議論は、最低コスト生産者が、ツールや非効率なプロセスの使用に伴うリスク負担を転嫁し、結果として将来のコスト上昇を招くという事実を浮き彫りにしています。カスタムインサート成形メーカーである当社では、製品設計の初期段階からこうした非効率性を排除することで価値を創造しています。具体的には、最適なサイクルタイム、耐久性、そして品質の組み込みを実現しています。これにより、自動車用センサーのインサート成形や類似の用途において、信頼性がコストの最終目標となるため、一貫して低い総コストを実現できます。
高精度インサート成形における信頼できるパートナーとして、LS Manufacturingを選ぶべき理由とは?
高精度インサート成形パートナーの選定は、単なる製造ノウハウにとどまらず、リスク軽減策の共有や技術的ビジョンといった要素も含みます。問題の核心は、サンプルテストでの合格だけでなく、長期にわたる信頼性の高い性能を保証することにあります。これは、設計エンジニアリングの観点から、プロセス管理、検証、そして協働に基づいた手法を用いることで実現できます。
レガシー学習を通じた積極的なリスク軽減
当社が20年にわたり培ってきた、複雑な多素材インサート成形プロジェクトの開発に関する専門知識は、社内故障モードデータベースに集約されています。このデータベースを活用することで、当社のエンジニアリングチームは、プラスチックと金属間の応力亀裂や熱疲労といった過去の故障モードとの関連で新しい部品設計を評価し、金型製作前に必要な予防的な設計変更を行うことができます。
再現性の高い精度を実現する認証済みプロセス制御
当社がIATF 16949認証を取得するには、標準化された高度製品品質計画(APQP)プロセスが必須となります。各プロジェクトにおいて、当社は詳細な管理計画を作成し、正確なプロセス設定、検査、および逸脱が発生した場合の対応策を規定します。これらの要素すべてを管理することで、高精度インサート成形の結果が数百万サイクルにわたって正確性を維持し、自動車用コネクタインサート成形用途に最適な製品となっています。
ライフサイクル全体にわたる技術パートナーシップ
当社は、エンジニアリングコンサルティングから関係構築を開始し、適切な樹脂が熱的および化学的要件を満たすことを確認します。製造工程全体を通して、ショートショット試験などの手法を用いて、金型内での適切な流動性と封止を確認します。不良が発生した場合は、研究所での不良分析により、顕微鏡観察と機械的試験を通して製品の不良原因を特定し、単なる交換にとどまらない是正措置を提供します。このような取り組みこそが、真のカスタムインサート成形メーカーとしての当社の強みです。
LS Manufacturingでは、パートナーシップは単なる部品ではなく、エンジニアリングによる確実性によって築かれます。LS Manufacturingは、過去の問題を回避するデータ駆動型の知識、一貫性を確保するための厳格なプロセス管理、そしてプロセス全体における技術的責任の完全な所有を通じて、信頼性の問題を未然に防ぎます。医療機器インサート成形において、望ましいレベルの信頼性を実現するには、この方法しかありません。
図4:精密インサート成形サービスにより、冷却チャネルを備えた金属インサートがLSマニュファクチャリングの自動車用センサー用金型に組み込まれる。
よくある質問
1. 貴社の精密インサート成形サービスにおける一般的な公差はどのくらいですか?
LS Manufacturingでは、標準部品の公差を±0.02mmに維持しています。特殊な精密部品については、高度なミクロンレベルの金型補正、厳格なプロセス管理、およびインラインCMM検証により、 ±0.005mmの精度を実現し、一貫した精度を確保しています。
2. LS Manufacturingは、金属インサート表面のバリをどのように防止していますか?
有限要素解析(FEA)シミュレーションを用いてインサートと金型キャビティ間の嵌め合いを精密に計算することで、バリの発生を防止します。さらに、成形前にすべてのインサート表面から油分や微細な汚染物質を完全に除去するため、超音波洗浄工程を必須としています。
3.少量生産のカスタム精密インサート成形注文に対応できますか?
はい、当社は研究開発段階に最適な、コスト効率が高く迅速なアルミニウムまたはプレ硬化鋼製の金型ソリューションを専門としています。効率的かつ経済的なプロジェクト検証や試作生産を容易にするため、柔軟な最小注文数量(MOQ)に対応しています。
4. ゼロ変位インサート成形プロジェクトに最適な材料は何ですか?
最適な寸法安定性を得るためには、 PPSやPEEKなどの高弾性率・低収縮性のエンジニアリングプラスチックをお勧めします。これらを、前処理(プラズマ洗浄やグリットブラストなど)を施したステンレス鋼または銅製のインサートと組み合わせることで、優れた信頼性の高い接合を実現します。
5. カスタムインサート成形品の製造見積もりにかかるリードタイムはどれくらいですか?
お客様から完全な3D図面と仕様書を受領後、当社の技術チームは24時間以内に詳細なDFM(製造性設計)に関するフィードバックと正式な見積書(項目別)をご提供いたします。この迅速な対応は、当社の自動見積システムと経験豊富なエンジニアリングスタッフによって実現されています。
6. インサート成形されたOEM部品の二次加工は提供していますか?
はい、当社では精密レーザーマーキング、超音波溶接、自動気密性試験など、包括的な二次加工サービスを提供しています。また、組み立てと梱包サービスも提供しており、最終生産ラインへの部品供給を確実にする、完全ワンストップの統合ソリューションを実現しています。
7. 私のカスタムデザインの知的財産権はどのように保護されますか?
当社は、厳格かつ法的拘束力のある秘密保持契約(NDA)を締結し、物理的に隔離されたアクセス制御付きの生産セルを導入することで、お客様の知的財産を保護します。これにより、お客様の独自の設計と技術的な競争優位性を守るための、安全なデータおよび製造ファイアウォールが構築されます。
8. 御社のOEMインサート成形サービスは、複数素材のインサートに対応していますか?
はい、当社は多色成形およびオーバーモールディングに関する高度なプロセス技術を有しています。これにより、硬質プラスチック、金属、軟質シリコーンなど、異なる材料を単一の金型内で同時または連続的に射出成形し、複雑で多機能な一体型部品を製造することが可能です。
まとめ
精密インサート成形の成功は、金型の品質だけでなく、「ゼロ変位」制御に関する高度な専門知識にも左右されます。LS Manufacturingは、科学に基づいたDFM(設計製造性)の介入、データ駆動型のパラメータ最適化、そして厳格な自動検査を通じて、複雑な製造リスクを安定した高歩留まり生産へと転換します。高度な技術力を持つメーカーと提携することは、複雑なOEM部品であれ、長期的なコスト効率であれ、成功への最も確実な道です。
インサートのずれや歩留まりの低さでお困りですか?「無料見積もり」をクリックして図面をアップロードしてください。当社のベテランエンジニアが詳細な技術評価を行い、コストと効率の改善に関する具体的な提案を行います。課題によって市場投入までの時間が遅れることのないよう、今すぐ当社の専門家にご連絡いただき、欠陥ゼロへの道のりを始めましょう。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


